20 Изобретение относитая к.установнам для изготовления формованных изделий и может быть применено в деревообрабатывающей промышленности при изготовлении изделий из пресс-масс. Известны установки для изготовлёНИН формованных изделий из древесных пресс-масс, например царг стульев, включающие узел холодного прессова- НИН., горячий пресс, узел охлаждения изделий в| пресс-формах, узел удале.НИН готовых изделий 1, Недостатком установки является большая металлоемкость, громоздкость и низкая производительность. Наиболее близким к изобретению техническим решением является новка для изготовления формованных изделий, включающая загрузочно дозкРУ101ПИЙ механизм, прессы холодного и горячего прессования с верхними и прессующими плитами, охлаждающее устройство, узлы съема изделий и возврата пресс-форм .2, Известна установка требует большо го количества пресс-форм для ведения продесса формования, оснащена громоз дким оборудование м для их возврата. Цель изобретения - повышение, прои водительности. Достигается это тем, уто установк снабжена загрузочной камерой, устано ленной с возможностью возвратно-поступательного .перемещения посредством гидроцилиндра, на нижней плите пресс холодного прессования смонтированы направляющие для перемещения прессформ с загрузочной камерой, а механизм возврата пресс-форм выполнен в виде гидроподъемников, соединенных транспортером. Па чертеже изображена установка д изготовления формованных изделий, общий вид. Установка состоит из загрузочнодозирующего механизма 1, пресса 2 холодного прессования с верхними 3 и нижними 4 прессующими плитами. На верхней плите 3 пресса 2 холодного прессования смонтирован пуансон 5с ловителями б. На нижней плите 4 прес са холодного прессования смонтирован направляющие 7, по которым совершают возвратно-поступательное перемещение пресс-формы 8 с загрузочной камерой снабженной гидроцилиндром 10. Устрой ство также включает транспортер 11 подачи пресс-форм с упорами 12, прес 13 горячего прессования с верхней 14 и нижней 15 прессующими плитами, охлаждающее устройство 16 в виде гидра лического пресса с охлаждаемыми водо плитами, узел 17 съема готовых изделий, а также узел возврата пресс-фор в виде гидроподъемников 18 и 19, сое диненных транспортером 20 возврата пресс-форм,.на котором установлен механизм 21 для их очистки. Работает устройство следующим образом. Заданная доза пресс-массы отвешивается автоматическими весами загрузочно-дозирующего механизма 1 и загружается в загрузочную камеру 9 с пресс-формой 8, Загруженная прессмассой загрузочная камера с прессформой по направляющим 7 при помощи гидроцилиндра 10 подается в пресс 2 холодного прессования. При опускании верхней плиты 3 пресса 2 ловители 6, проходя через специальные отверстир в загрузочной камере Э, точно совмещают пресс-форму 8 по отношению к загрузочной камере 9, При опускании траверсы (верхнейплиты пресса) пуансон 5 сжимает пресс-массу в прессформе 8 при удельном давлении 100-. 250 кг/см в течение 10-25с. После сброса давления пуансон 5 поднимается и загрузочная камера 9 по направляю, щим 7 возвращается при помощи гидроцилиндра 10 в зону загрузки и одновременно захватывает при помощи специальных захватов и поворотных упоров пресс-форму 8, поданную передним гидроподъемником 19 с транспортера 20 возврата пресс-форм 8. Пресс-форма 8 с брикетом остается на подставке в прессе 2 холодного г. прессования и удерживается упорами, позволяющими ей двигаться только вперед. Пресс-форма 8 с подпрессованными брикетами поступает в пресс 13 горячего прессования. Температура плит ,14 и 15 пресса горячего прессования 120 - 180 ° С. После прессования изделия поступают вместе с пресс-формами в пресс 16 . охлаждения. Удельное давление при охлаждении изделий составляет 5-.:. . 10 кг/см-. Изделия с матрицами охлаждаются до 30-50 С. Из узла охлаждения при продвижении всего, потока матриц последние подаются по одной или группами на задний гидроподъемник 18, где производится выгрузка готовых изделий при помощи узла 17 выгрузки, А матрицы 8 опускаются гидроподъемником 18 на цепи транспортера 2П возврата, который смонтирован на опорной раме под установкой. Матрицы 8 транспортером возврата подаются с заднего гидроподъемника 18 к переднему гидроподъемнику 19, который подает поЪдной матрице к загрузочной камере 9 в соответствии с циклом работы узла холодного прессования. При продвижении матриц по транспортеру возврата последние очищаются от стружки и пыли механизмом 21 для очистки матриц.
31009805
Изобретение повьошает производитель- s сжатом состоянии, что способствует ность работы установки и улучшает ка- стабилизации формы и размера изчестно изделий за счет их охлаждения . делия.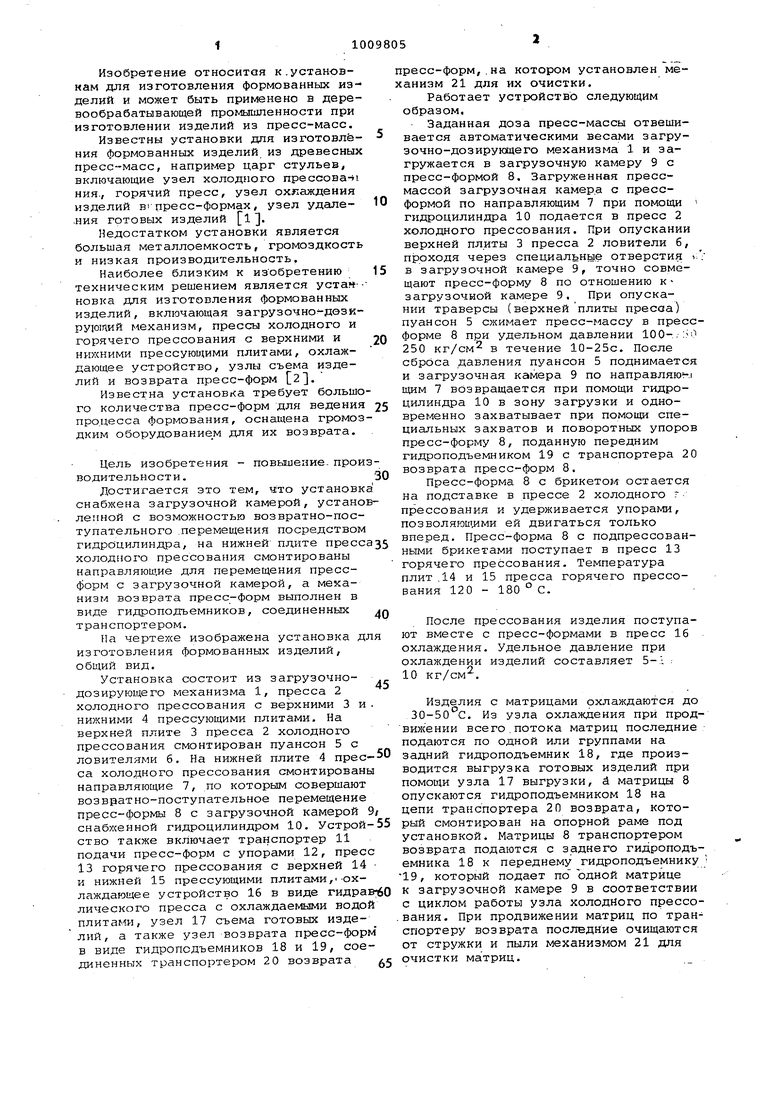
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА АЛМАЗНЫХ ИНСТРУМЕНТОВ | 1969 |
|
SU233416A1 |
| Установка для изготовления формованных изделий непрерывной длины из измельченной древесины | 1983 |
|
SU1161392A1 |
| Способ изготовления фигурных строительных изделий из стружечно-клеевой массы и устройство для его осуществления | 1990 |
|
SU1794663A1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Устройство для изготовления фигурных изделий из стружечно-клеевой массы | 1986 |
|
SU1558677A1 |
| Установка для прессования лао-ча | 1978 |
|
SU942655A1 |
| Установка для изготовления из термореактивных материалов изделий с арматурой | 1981 |
|
SU1016184A1 |
| Установка для производства камнелитных изделий | 1982 |
|
SU1079444A1 |
| Устройство для изготовления гофрированных волокнистых изделий | 1980 |
|
SU937430A1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ, включающая загрузочно-дозирующий механизм, прессы холодного и горячего прессования с верхними и нижними прессующими пли.тами, охлаждающее устройство, узлы. съема изделий и возврата пресс-форм, отличают а. я с я тем, что, с целью повышения еепроизводительности, установка снабженаГ загрузочной камерой, установленной с возможностью возвратно-поступательного перемещения посредством гидроцилиндра, на нижней плите пресса холодного прессования смонтированы направляюп1ие для перемещения пресс-форм с загрузочной камерой, а механизм возврата пресс- : форм выполнен в виде гидроподъег/ши О) ков, соединенных транспортером. СО 00 о :л1 ff If
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| , .Щедро Д.А | |||
| Изготовление цельнопрессованной мебели | |||
| М., Лесная прокьяаленность, 1965, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Минин А.Н | |||
| Технология пьезотер- мопластиков | |||
| М | |||
| , Лесная промышлен ность, 1965, с | |||
| (прототип). | |||
