ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу элюирования кальция из сталеплавильного шлака и к способу извлечения кальция из сталеплавильного шлака.
УРОВЕНЬ ТЕХНИКИ
[0002] Сталеплавильный шлак (например, конвертерный шлак, шлак предварительной обработки, шлак чистового рафинирования и электросталеплавильный шлак), образующийся в процессе производства стали, используют в различных сферах применения, например, в качестве цементных материалов, материалов дорожного основания, конструкционных материалов и удобрений (см. непатентные документы 1-3). Некоторые составляющие сталеплавильного шлака, неиспользуемые в вышеуказанных сферах применений, подвергают захоронению.
[0003] Известно, что сталеплавильный шлак содержит элементы, такие как кальций (Са), железо (Fe), кремний (Si), марганец (Mn), магний (Mg), алюминий (Al), фосфор (Р), титан (Ti), хром (Cr) и сера (S). Элементом, имеющим наибольшее содержание в сталеплавильном шлаке, является кальций, который используют в большом количестве в процессе производства стали, и обычно Fe является вторым элементом, имеющим наибольшее содержание. Как правило, Са и Fe занимают примерно от 20 вес. % до 50 вес. % и примерно от 1 до 30 вес. % от общей массы сталеплавильного шлака, соответственно.
[0004] Сталеплавильный шлак содержит Са в форме, например, свободной извести (в качестве оставшейся негашеной извести (СаО), которую загружают в процессе производства стали, или негашеной извести, осажденной в процессе затвердевания сталеплавильного шлака), гидроксида кальция (Са(ОН)2) или карбоната кальция (СаСО3), образующихся из свободной извести в результате реакции с водяным паром или диоксидом углерода, присутствующими в воздухе, и/или силиката кальция (например, Ca2SiC4 или Ca3SiO5) или кальций-железо-алюминий оксида (Ca2(Al1-XFeX)2O5), образующихся из кальция в результате реакции, например, с Si или Al (здесь и далее соединения, содержащие кальций в сталеплавильном шлаке, также обобщенно названы «соединения Са»).
[0005] Карбонат кальция и оксид кальция являются основными шлакообразующими материалами в передельном чугуне в процессах производстве чугуна и стали и используются, например, в качестве модификатора основности и вязкости шлака или в качестве дефосфоризирующего агента расплавленной стали. Кроме того, гидроксид кальция, полученный при добавлении воды к оксиду кальция, используется в качестве нейтрализующего вещества, например, для кислот в процессе сливания. Таким образом, считается, что извлечение соединений Са, содержащихся в сталеплавильном шлаке, и их повторное использование в процессе производства чугуна уменьшает стоимость производства чугуна.
[0006] В будущем, например, из-за изменений в социальной среде, существует вероятность того, что количество инженерных работ для общественных нужд, использующих сталеплавильный шлак в качестве, например, материалов дорожного основания, конструкционных материалов и цементных материалов, может уменьшаться, или количество земли, которая может быть использована для захоронения сталеплавильного шлака, может уменьшаться. Кроме того, с точки зрения вышескаазнного, существует потребность в уменьшении объема сталеплавильного шлака, который повторно используют или подвергают захоронению, путем извлечения соединений Са, содержащихся в сталеплавильном шлаке.
[0007] Содержащийся в сталеплавильном шлаке Са может быть извлечен, например, путем его элюирования в кислый водный раствор, такой как соляная кислота, азотная кислота или серная кислота. Однако повторное использование солей вышеуказанных соединений с кислотой, образованных при выполнении способа, является затруднительным. Например, хлорид кальция, образованный путем элюирования Са из сталеплавильного шлака в соляную кислоту, можно повторно использовать в виде оксида путем его нагрева, однако стоимость обработки токсичного хлористого газа, образованного при нагреве, является крайне высокой. Извлечение содержащегося в сталеплавильном шлаке Са путем его элюирования в кислый водный раствор также требует высоких затрат на покупку кислот и их утилизации после процесса элюирования.
[0008] При этом предполагается, что недостаток при использовании кислот станет несущественным при извлечении Са путем его элюирования из сталеплавильного шлака в водный раствор, содержащий диоксид углерода (здесь и далее также обобщенно названный «водный раствор СО2») (см. патентные документы 1-3). В выхлопных газах диоксид углерода содержится в большом количестве, и десульфуризация и денитрация выхлопного газа обеспечивает получение газа, состоящего по существу из диоксида углерода, отличного от воздуха и водяного пара. В условиях промышленного производства, практическое применение получила технология, согласно которой диоксид углерода извлекают из выхлопного газа, как описано в непатентном документе (NPL) 4.
[0009] В патентном документе 1 описан способ, согласно которому диоксид углерода продувают через водный раствор, содержащий кальций, элюированный из конвертерного шлака, для обеспечения выпадения карбоната кальция с последующим его извлечением. В ходе этой процедуры нижний предел рН поддерживается равным примерно 10 для подавления образования гидрокарбоната кальция, который имеет высокую растворимость в воде. Хотя в патентном документе 1 не описан конкретный способ поддержания рН, равным 10 или более, изобретатели предполагают, что рН поддерживается равным 10 или более путем регулирования количества продуваемого диоксида углерода.
[0010] В патентном документе 2 описан способ, согласно которому раздробленный сталеплавильный шлак разделяют на фазу с конденсированным железом и фазу с конденсированным фосфором, при этом композиции кальция в фазе с конденсированным фосфором растворены в промывочной воде, содержащей растворенный в ней диоксид углерода, и затем промывочную воду нагревают до 50-60°С для обеспечения выпадения из нее гидрокарбоната кальция в качестве карбоната кальция с последующим его извлечением.
[0011] В патентном документе 3 описан способ извлечения соединений кальция путем элюирования соединений из сталеплавильного шлака в несколько этапов. Согласно способу фазу 2CaO/SiO2 и фосфор в состоянии твердого раствора в ней предпочтительно элюируют путем многократного погружения сталеплавильного шлака (шлака предварительной обработки) в воду, содержащую продуваемый через нее диоксид углерода.
[0012] При этом, сталеплавильный шлак содержит Fe в форме оксида на основе железа, кальций-железо-алюминий оксида и, в крайне небольшом количестве, металлического железа. Оксид на основе железа содержит Mn или Mg и небольшое количество элементов, таких как Са, Al, Si, Р, Ti, Cr и S. Кальций-железо-алюминий оксид также содержит небольшое количество элементов, таких как Si, Р, Ti, Cr и S. Согласно настоящему документу оксиды на основе железа содержат соединения, образованные из оксидов на основе железа, чья поверхность или т.п. частично изменена до гидроксидов или т.п. из-за содержания, например, водяного пара в воздухе, и также кальций-железо-алюминий оксиды содержат соединения, образованные из кальций-железо-алюминий оксидов, чья поверхность или т.п. частично изменена до гидроксидов, карбонатов и т.п. из-за содержания, например, водяного пара или диоксида углерода в воздухе.
[0013] Оксиды на основе железа существуют главным образом в форме вюстита (FeO), а также в форме гематита (Fe2O4) и магнетита (Fe3O4).
[0014] Поскольку вюстит и гематит содержат магнетит (Fe3O4), который является ферромагнитным, диспергированные внутри, они могут быть отделены от сталеплавильного шлака путем магнитного разделения. Магнетит, который существует сам по себе или с другими оксидами на основе железа, также может быть отделен от сталеплавильного шлака путем магнитного разделения.
[0015] В патентных документах 4-6 описаны способы модифицирования вюстита до магнетита путем окисления или т.п. для отделения большего количества оксидов на основе железа путем магнитного разделения.
[0016] Чтобы стать магнитным, кальций-железо-алюминий оксид намагничивается, и таким образом может быть отделен от сталеплавильного шлака путем магнитного разделения.
[0017] Оксиды на основе железа и кальций-железо-алюминий оксиды содержат только небольшое количество фосфора (0.1 вес. % или менее), и таким образом могут быть использованы в качестве источника для доменной печи или спекания при отделении от сталеплавильного шлака путем, например, магнитного разделения и извлечения (здесь и далее оксиды на основе железа и кальций-железо-алюминий оксиды также обобщенно названы «соединения на основе железа», кальций-железо-алюминий оксид представляет собой соединение Са, а также соединение на основе железа).
[0018] Металлическое железо относится к Fe, попавшему в шлак в процессе производства стали, или малому количеству Fe, осажденному в процессе затвердевания сталеплавильного шлака. Более крупное металлическое железо удаляют путем магнитного разделения или т.п. во время сухих процессов, таких как дробление или измельчение сталеплавильного шлака на воздухе.
Перечень ссылок
Патентные документы
[0019]
Патентный документ 1
Выложенная патентная заявка Японии № S55-100220
Патентный документ 2
Выложенная патентная заявка Японии №2010-270378
Патентный документ 3
Выложенная патентная заявка Японии №2013-142046
Патентный документ 4
Выложенная патентная заявка Японии № S54-88894
Патентный документ 5
Выложенная патентная заявка Японии № S54-57529
Патентный документ 6
Выложенная патентная заявка Японии № S52-125493
Непатентные документы
[0020]
Непатентный документ 1
Masao NAKAGAWA «Текущее состояние эффективного использования железа и сталеплавильного шлака» ("Current Status on the Effective Utilization of Iron and Steelmaking Slag") Тексты лекций №205 и 206 Технический курс памяти Нишияма, Институт железа и стали Японии, Июнь 2011, стр. 25-56
Непатентный документ 2
«Экологичные материалы, железо и стальной шлак» («Kankyo-shizai Tecckou suragu (Environmental Materials, Iron and Steel Slag)») Nippon Slag Association, Январь 2014
Непатентный документ 3
Takayuki FUTATSUKA и др., «Характер растворения элементов в сталеплавильном шлаке в искусственной морской воде» ("Dissolution Behavior of Elements in Steelmaking Slag into Artificial Seawater"), Tetsu-to-Hagane (Железо в сталь), Том 89, №4, Январь, 2014, стр. 382-387
Непатентный документ 4
Masaki Iijima и др., «Способы улавливания СО2 для борьбы с глобальным потеплением и изменением климата» ("СО2 Capture Technology for Combating Global Warming and Climate Change") Технический обзор Mitsubishi Heavy Industries, Том 47 №1, 2010, стр. 47-53
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Техническая задача
[0021] Как описано выше, извлечение Са из сталеплавильного шлака обеспечивает различные преимущества, и таким образом всегда существует потребность в увеличении скорости извлечения Са из сталеплавильного шлака.
[0022] Согласно способу, описанному в патентном документе 1, большее количество продуваемого оксида углерода приводит к значению рН ниже 10, а меньшее количество продуваемого оксида углерода приводит к уменьшению скорости осаждения Са. Таким образом, количество продуваемого диоксида углерода следует точно регулировать для увеличения скорости извлечения Са, что усложняет процесс извлечения и увеличивается стоимость извлечения.
[0023] В способе, описанном в патентном документе 2, используют минеральную кислоту, и таким образом большое количество минеральной кислоты и соли кальция с минеральной кислотой остается после осаждения и извлечения кальция в качестве карбоната кальция. Разделение этих соединений требует большого количества воды и нагрева до высокой температуры. Соответственно, способ, описанный в патентном документе 2, имеет недостатки, заключающиеся в сложности процессов и повышенной стоимости извлечения. Кроме того, при промывке сталеплавильного шлака промывочной водой, содержащей диоксид углерода (водный раствор, содержащий гидрокарбонат кальция), для растворения кальция в шлаке, рН промывочной воды, имеющей растворенный в ней кальций, является нейтральной для ослабления щелочи, поскольку промывочная вода содержит гидрокарбонат кальция. При смешивании промывочной воды с жидкостью, выщелоченной минеральной кислотой для нейтрализации выщелоченной жидкости и осаждения карбоната кальция, смешанная жидкость подкисляется из-за минеральной кислоты, тем самым увеличивая степень растворения (растворимость) кальция в водном растворе. Это уменьшает эффективность извлечения кальция, поскольку большое количество кальция все еще остается в смешанной жидкости, даже когда осажден карбонат кальция.
[0024] В способе, описанном в патентном документе 3, необходимо дополнительно увеличивать количество этапов растворения соединений Са для увеличения скорости извлечения Са. Это усложняет процесс извлечения и процесс объединения извлеченных соединений Са, и таким образом увеличивает стоимость извлечения.
[0025] Таким образом, традиционные способы имеют недостаток в том, что любая попытка увеличения скорости извлечения Са приводит к усложнению процесса извлечения с увеличением времени извлечения, тем самым увеличивая стоимость извлечения. Простое увеличение скорости извлечения Са может быть обеспечено при увеличении количества соединений кальция, элюированных в водный раствор СО2.
[0026] Однако патентные документы 1 и 2 не предлагают никаких решений для увеличения количества соединений Са, элюированных в водный раствор СО2. Согласно способу, описанному в патентном документе 3, может быть обеспечена возможность увеличения общего элюированного количества Са путем увеличения числа процессов растворения соединений Са; однако, как описано выше, это может привести к усложнению процессов и увеличению стоимости извлечения в этом способе.
[0027] Ввиду вышеуказанного недостатка задачей настоящего изобретению является обеспечение способа элюирования Са из сталеплавильного шлака, с помощью которого можно элюировать большее количество Са из сталеплавильного шлака в водный раствор СО2, и способа извлечения Са, элюированного с помощью способа элюирования.
Решение технической задачи
[0028] С учетом вышеуказанной задачи настоящее изобретение относится к способу элюирования кальция из сталеплавильного шлака, который включает этап удаления соединения, содержащего железо, из сталеплавильного шлака путем подвергания сталеплавильного шлака магнитному разделению; и этап приведения сталеплавильного шлака, подвергнутого магнитному разделению, в контакт с водным раствором, содержащим диоксид углерода.
[0029] Кроме того, настоящее изобретение относится к способу извлечения кальция из сталеплавильного шлака, который включает этап элюирования кальция из сталеплавильного шлака с помощью вышеуказанного способа; и этап извлечения элюированного кальция.
Обеспечиваемые изобретением технические результаты
[0030] В настоящем изобретении обеспечен способ элюирования Са из сталеплавильного шлака, с помощью которого можно элюировать большее количество Са из сталеплавильного шлака в водный раствор СО2, и способ извлечения Са, элюированного с помощью способа элюирования.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0031]
На фиг. 1 показана технологическая схема способа элюирования Са из сталеплавильного шлака согласно первому варианту осуществления настоящего изобретения;
На фиг. 2 показана технологическая схема способа элюирования Са из сталеплавильного шлака согласно первому режиму второго варианта осуществления настоящего изобретения;
На фиг. 3 показана технологическая схема способа элюирования Са из сталеплавильного шлака согласно второму режиму второго варианта осуществления настоящего изобретения;
На фиг. 4 показана технологическая схема способа элюирования Са из сталеплавильного шлака согласно третьему режиму второго варианта осуществления настоящего изобретения;
На фиг. 5 показана технологическая схема способа элюирования Са из сталеплавильного шлака согласно четвертому режиму второго варианта осуществления настоящего изобретения;
На фиг. 6 показана технологическая схема способа извлечения Са, элюированного в водный раствор СО2, согласно третьему варианту осуществления настоящего изобретения;
На фиг. 7 показана технологическая схема, иллюстрирующая приведенный в качестве примера этап извлечения Са в третьем варианте осуществления настоящего изобретения; и
На фиг. 8 показан график, показывающий соотношение между рН и коэффициентом существования каждого фрагмента карбоната в водном растворе СО2.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0032] Са, содержащийся в сталеплавильном шлаке, имеет высокую растворимость в водном растворе СО2, в то время как Fe имеет низкую растворимость в нем. Таким образом, в соответствии с результатами, полученными изобретателями настоящего изобретения, при растворении Са в водном растворе СО2, Fe остается на поверхности сталеплавильного шлака в качестве его гидроксида, карбоната и/или гидрата, или осаждается на поверхности сталеплавильного шлака после элюирования в водный раствор СО2. Оставшееся или осажденное Fe на поверхности сталеплавильного шлака может предотвращать контактирование поверхности сталеплавильного шлака с водным раствором СО2, тем самым уменьшая скорость элюирования Са по сравнению с идеальным состоянием.
[0033] Предполагается, что во время этой процедуры Са легче растворяется в водном растворе СО2 путем приведения сталеплавильного шлака в контакт с водным раствором СО2 в ходе измельчения сталеплавильного шлака или истирания поверхности сталеплавильного шлака для обеспечения более легкого контактирования Са, содержащегося в сталеплавильном шлаке, с водным раствором СО2. Однако Fe-содержащие соединения, такие как соединения на основе железа, имеют высокую твердость, а также менее склонны к гранулированию в результате реакции с водным раствором СО2. Соответственно, крупные соединения на основе железа остаются такими как есть, тем самым затрудняя в некоторых случаях механическое измельчение или истирание соединений Са.
[0034] Кроме того, кальций-железо-алюминий оксид, содержащий Са и Fe, будет иметь более концентрированный Al, как и Са в элюированном соединении. Al имеет низкую растворимость в водном растворе СО2, как Fe. Считается, что концентрированный Al, как Fe, также предотвращает контактирование поверхности сталеплавильного шлака с водным раствором СО2, тем самым дополнительно уменьшая скорость элюирования Са.
[0035] Авторы настоящего изобретения обнаружили, что соединения Са легче растворяются в водном растворе СО2 при подвергании сталеплавильного шлака, перед контактированием с водным раствором СО2, магнитному разделению, тем самым удаляя Fe-содержащие соединения, например соединения на основе железа, из сталеплавильного шлака, и создали настоящее изобретение. Предполагается, что подвергание сталеплавильного шлака магнитному разделению перед контактированием с водным раствором СО2 является препятствием для предотвращения контактирования между поверхностью сталеплавильного шлака и водным раствором СО2 из-за оставшегося или осажденного на поверхности сталеплавильного шлака Fe, или является препятствием для предотвращения измельчения или истирания из-за Fe-содержащих соединений, тем самым обеспечивая более легкое контактирование Са, содержащегося в сталеплавильном шлаке, с водным раствором СО2.
[0036] В соответствии с результатами, полученными изобретателями настоящего изобретения, становится трудно намагничивать кальций-железо-алюминий оксид после элюирования Са из него путем контактирования с водным раствором СО2, и, таким образом, извлечение кальций-железо-алюминий оксида путем последующего магнитного разделения становится затруднительным. Кроме того, выполнение магнитного разделения перед контактированием с водным раствором СО2 обеспечивает извлечение кальций-железо-алюминий оксида, содержащегося в сталеплавильном шлаке, а также повторное использование Fe, полученного из кальций-железо-алюминий оксида.
[0037] Далее будут описаны более конкретные примеры способов элюирования Са и извлечения Са согласно настоящему изобретению.
[0038] 1. Способ элюирования Са из сталеплавильного шлака
[Первый вариант осуществления]
На фиг. 1 показана технологическая схема способа элюирования Са из сталеплавильного шлака согласно первому варианту осуществления настоящего изобретения. Как показано на фиг. 1, способ элюирования Са из сталеплавильного шлака согласно настоящему варианту осуществления включает этап подвергания сталеплавильного шлака магнитному разделению (Этап S110: здесь и далее также названный «этап магнитного разделения»); и этап приведения сталеплавильного шлака, подвергнутого магнитному разделению, в контакт с водным раствором СО2 (Этап S120: здесь и далее также названный «этап приведения в контакт»).
[0039] (Этап магнитного разделения: Магнитное разделение сталеплавильного шлака)
На настоящем этапе сталеплавильный шлак подвергают магнитному разделению (Этап S110).
[0040] Может быть использован любой сталеплавильный шлак до тех пор, пока сталеплавильный шлак выгружается в процессе производства стали. Примеры сталеплавильного шлака включают конвертерный шлак, шлак предварительной обработки, шлак чистового рафинирования и электросталеплавильный шлак.
[0041] Может быть использован сталеплавильный шлак, выгружаемый в процессе производства стали, таким как есть, или может быть использован сталеплавильный шлак, раздробленный после выгрузки. При использовании раздробленного сталеплавильного шлака, частицы раздробленного шлака предпочтительно имеют максимальный диаметр частиц таким образом, что размер частиц становится таким же, что и структура соединения на основе железа, или меньшее нее, и предпочтительно составляет 1000 мкм или менее (здесь и далее частицы также просто названы «частицы шлака» и просто названный «сталеплавильный шлак» включает как раздробленные частицы, так и нераздробленный сталеплавильный шлак). Максимальный диаметр частицы, равный 1000 мкм или менее, обеспечивает возможность существования соединения на основе железа в виде одной частицы, и, таким образом, наиболее вероятно, что соединение на основе железа будет выборочно захвачено. Частицы шлака с максимальным диаметром частиц, равным 1000 мкм или менее, имеют большую площадь поверхности на единицу объема и обеспечивают возможность удовлетворительного просачивания воды или водного раствора СО2 через сталеплавильный шлак. Это обеспечивает возможность элюирования большого количества Са на описанном ниже этапе приведения в контакт. Любая традиционная дробилка может дробить сталеплавильной шлак до тех пор, пока максимальный диаметр его частиц не попадет в указанный диапазон.
[0042] С аналогичной точки зрения, максимальный диаметр частиц шлака составляет предпочтительно 500 мкм или менее, более предпочтительно 250 мкм или менее и еще более предпочтительно 100 мкм или менее. Максимальный диаметр частиц шлака может быть уменьшен, чтобы попасть в вышеуказанный диапазон, например, путем дополнительного дробления частиц раздробленного шлака с использованием дробилки, такой как молотковая дробилка, вальцовая дробилка или шаровая дробилка.
[0043] Перед магнитным разделением сталеплавильный шлак предпочтительно подвергают термообработке. Подвергание сталеплавильного шлака термообработке увеличивает намагничивание соединения на основе железа и металлического железа, и, таким образом, большее количество соединений на основе железа может быть удалено с помощью магнитного разделения. Термообработку предпочтительно выполняют при температуре 300°С или более и 1000°С или менее в течение 0,01 минуты или более и 60 минут или менее.
[0044] В ходе магнитного разделения сталеплавильный шлак может находиться в сухом состоянии, но предпочтительно представляет собой шлам, диспергированный в воде. Частицы шлака в шламообразующем сталеплавильном шлаке легко диспергируются, например, за счет полярности молекул воды и/или водного потока, и, таким образом, наиболее вероятно, что соединение на основе железа и металлическое железо будут выборочно захвачены магнитной силой. В частности, наиболее вероятно, что частицы шлака, имеющие диаметр частиц, равный 1000 мкм или менее, будут объединяться в газе, таком как воздух, под действием силы электростатического взаимодействия между частицами шлака, водяном мостике из-за скопившегося водяного пара или т.п., но будут удовлетворительно диспергированы в шламе. Кроме того, поскольку металлическое железо в сталеплавильном шлаке имеет небольшой размер, захват металлического железа в сухом сталеплавильном шлаке является затруднительным, но металлическое железо, диспергированное в воде шламообразующего сталеплавильного шлака, может быть захвачено более просто путем магнитного разделения.
[0045] В качестве сталеплавильного шлака может быть использован оставшийся после фильтрации шлак, который получают путем помещения сталеплавильного шлака в емкость, содержащую воду, и выщелачивания свободной извести, гидроксида кальция и Са на верхней поверхности соединений Са с последующей фильтрацией. Использование оставшегося после фильтрации шлака означает использование шлака, из которого был частично элюирован Са, и таким образом может быть снижена нагрузка на описанный ниже этап приведения в контакт.
[0046] Кроме того, одновременно получаемая фильтрованная вода, которая содержит выщелоченный Са, представляет собой высокощелочной водный раствор, имеющий рН, равный 11 или более (здесь и далее также просто названный «вода с погруженным шлаком»). Вода с погруженным шлаком может быть использована для осаждения твердого компонента, содержащего Са (этап осаждения) в ходе извлечения Са, как описано ниже. Вода с погруженным шлаком также может быть использована в сферах применениях, которые требуют щелочного водного раствора, например, в качестве нейтрализатора для кислой сточной воды. Кроме того, подвергание оставшегося после фильтрации шлака гидратационной обработке путем описанного ниже отстаивания с содержащейся водой обеспечивает преимущество в том, что перемешивание с водой не является необходимым.
[0047] Магнитное разделение может быть выполнено с помощью любого традиционного магнитного сепаратора. Магнитный сепаратор может быть погружного типа или сухого типа, и может быть выбран в соответствии с состоянием сталеплавильного шлака (в сухом состоянии или в форме шлама). Кроме того, магнитный сепаратор может быть подходящим образом выбран из следующих: барабанного типа, ленточного типа, тип сепаратора, плавающий между двумя фиксированными магнитами и т.п. Магнитный сепаратор барабанного типа является предпочтительным, поскольку обработка шламообразующего сталеплавильного шлака является простой, и степень магнитного разделения может быть легко увеличена путем увеличения силы магнитного воздействия в магнитном сепараторе барабанного типа. Магнит, используемый в магнитном сепараторе, может быть постоянным магнитом или электромагнитом.
[0048] Плотность магнитного потока магнита может быть по меньшей мере на таком уровне, что соединения на основе железа и металлическое железо могут быть выборочно захвачены из других соединений, содержащихся в сталеплавильном шлаке, и составляет, например, 0,003Т или более и 0,5Т или менее, предпочтительно 0,005Т или более и 0,3Т или менее, и более предпочтительно 0,01Т или более и 0,15Т или менее.
[0049] Магнитное разделение не обязательно выполняют до тех пор пока, все соединения на основе железа, содержащиеся в сталеплавильном шлаке, будут удалены. Даже если при магнитном разделении из сталеплавильного шлака удаляется лишь небольшое количество соединений на основе железа, в настоящем изобретении обеспечен эффект, а именно более простое элюирование Са в водный раствор СО2 по сравнению с традиционными способами. Соответственно, длительность, число и т.п. процесса(ов) магнитного разделения могут быть подходящим образом выбраны в соответствии, например, с влиянием магнитного разделения на стоимость производства.
[0050] Сталеплавильный шлак в твердой форме или в форме шлама после удаления соединений на основе железа и металлического железа путем магнитного разделения может быть использован для этапа приведения в контакт таким как есть; однако сталеплавильный шлак в форме шлама предпочтительно разделяют на сталеплавильный шлак и жидкий компонент путем разделения твердой и жидкой фаз. Разделение твердой и жидкой фаз может быть выполнено любым традиционным способом, таким как вакуумная фильтрация и фильтрация под давлением. Жидкий компонент, получаемый в результате разделения твердой и жидкой фаз (здесь и далее также обобщенно названный «вода магнитного разделения») становится щелочным, поскольку вода магнитного разделения содержит Са, элюированный из сталеплавильного шлака, в дополнение к воде, используемой для формирования шлама. Таким образом, жидкий компонент может быть использован для описанного ниже этапа увеличения рН водного раствора СО2, который находился в контакте со сталеплавильным шлаком и таким образом содержит элюированный в ней Са, в ходе осаждения элюированного Са.
[0051] Шлак, удаленный из сталеплавильного шлака с помощью магнитного разделения, содержит большое количество Fe-содержащих соединений, таких как соединения на основе железа и металлическое железо, как описано выше, и таким образом может быть повторно использован в качестве источника для доменной печи или спекания.
[0052] (Этап приведения в контакт: Приведение сталеплавильного шлака в контакт с водным раствором СО2)
На настоящем этапе сталеплавильный шлак приводят в контакт с водным раствором СО2. Более конкретно, сталеплавильный шлак погружают в водный раствор СО2 для элюирования содержащегося в сталеплавильном шлаке Са в водный раствор (Этап S120).
[0053] На настоящем этапе сталеплавильный шлак может быть погружен в воду, в которой ранее растворен диоксид углерода, либо сталеплавильный шлак может быть погружен в воду, после чего в воде растворяют диоксида углерода. Во время погружения сталеплавильного шлака в водный раствор СО2, предпочтительно перемешивать сталеплавильный шлак и водный раствор СО2 для ускорения реакций.
[0054] Диоксид углерода может быть растворен в воде путем, например, барботирования (продувания) газа, содержащего диоксид углерода. Для увеличения элюирования Са из сталеплавильного шлака предпочтительно, чтобы в водном растворе СО2 растворилось 30 мг/л или более неионизированного диоксида углерода (свободный карбонат). Количество свободного карбоната, который может содержаться в водопроводной воде, в целом составляет 3 мг/л или более и 20 мг/л или менее.
[0055] Газ, содержащий диоксид углерода, может быть чистым газообразным диоксидом углерода или газом, содержащим диоксид углерода и компоненты, такие как кислород и азот дополнительно. Примеры газов, содержащих диоксид углерода, включают выхлопные газы после сгорания и смешанный газ, состоящий из диоксида углерода, воздуха и водяного пара. Для увеличения элюирования соединений Са (например, силиката кальция) из сталеплавильного шлака в водный раствор СО2 путем увеличения концентрации диоксида углерода в водном растворе СО2, газ, содержащий диоксид углерода, предпочтительно содержит диоксид углерода в высокой концентрации (например, 90%).
[0056] В ходе элюирования Са количество диоксида углерода в водном растворе СО2 уменьшает растворение Са, поскольку Са реагирует с диоксидом углерода и образует растворимый в воде гидрокарбонат кальция. Таким образом, предпочтительно обеспечивать подачу диоксида углерода в водный раствор СО2 после погружения сталеплавильного шлака в водный раствор СО2.
[0057] Для удовлетворительного элюирования Са, содержащегося в сталеплавильном шлаке, количество сталеплавильного шлака в водном растворе СО2 составляет предпочтительно 1 r/л или более или 100 г/л или менее, и более предпочтительно 2 г/л или более или 40 г/л или менее. Для удовлетворительного элюирования Са, содержащегося в сталеплавильном шлаке, погружение выполняют предпочтительно в течение трех минут или более и более предпочтительно в течение пяти минут или более.
[0058] (Эффекты)
В первом варианте осуществления обеспечена возможность более легкого элюирования содержащихся в сталеплавильном шлаке соединений Са в водный раствор СО2, и, таким образом, большее количество Са может элюировать в водный раствор СО2 за более короткий период времени. Кроме того, обеспечено простое осуществление первого варианта осуществления, и, таким образом, затраты во время фактического выполнения варианта осуществления могут быть уменьшены.
[0059] [Модификация первого варианта осуществления]
В первом варианте осуществления этап приведения в контакт может быть этапом (здесь и далее также названный «модифицированный этап приведения в контакт») приведения сталеплавильного шлака, подвергнутого магнитному разделению, в контакт с водным раствором, содержащим диоксид углерода, в ходе дробления или измельчения сталеплавильного шлака, или истирания поверхности сталеплавильного шлака (здесь и далее также обобщенно и просто названный «дробление или т.п.»).
[0060] (Модифицированный этап приведения в контакт: Приведение сталеплавильного шлака в контакт с водным раствором СО2 в ходе дробления или т.п.)
Элюирование Са из сталеплавильного шлака возникает при контактировании соединений Са или Са с водным раствором СО2 вблизи поверхности сталеплавильного шлака или внутри сталеплавильного шлака. Таким образом, во время контактирования сталеплавильного шлака с водным раствором СО2 приведение сталеплавильного шлака в контакт с водным раствором СО2 для дробления или т.п. увеличивает площадь поверхности частиц шлака, которые могут находиться в контакте с водным раствором СО2, и таким образом становится возможным приведение большего количества Са в контакт с водным раствором СО2, или увеличение количества водного раствора СО2, просачивающегося между частицами шлака.
[0061] Кроме того, когда компоненты, содержащиеся в сталеплавильном шлаке, растворяются в водном растворе СО2, например, Fe, Al, Si и/или Mn и/или их гидроксиды, карбонаты и/или гидраты могут оставаться или осаждаться на поверхности сталеплавильного шлака. Когда оставшиеся или осажденные вещества предотвращают контактирование сталеплавильного шлака с водным раствором СО2, наименее вероятно элюирование Са, содержащегося внутри сталеплавильного шлака. Непрерывное подвергание сталеплавильного шлака контактированию с водным раствором СО2 для дробления или т.п. образует новые поверхности, на которых вышеописанные вещества не остаются или не осаждаются, и водный раствор СО2 может просачиваться через сталеплавильный шлак из вновь образованных веществ, и, таким образом, наиболее вероятно, что Са, содержащийся внутри сталеплавильного шлака, также будет элюировать. Кроме того, истирание поверхности сталеплавильного шлака удаляет оставшиеся или осажденные вещества для увеличения площади контакта между водным раствором СО2 и частицами шлака и обеспечивает более легкое просачивание водного раствора СО2 через сталеплавильный шлак.
[0062] Более конкретно, сталеплавильный шлак погружен в водный раствор СО2, и в то же время используют традиционную дробилку, подходящую для использования в мокром способе, тем самым обеспечивая дробление погруженного сталеплавильного шлака. Согласно альтернативному варианту осуществления частицы шлака могут быть подвергнуты измельчению и в то же время дроблению или т.п.в водном растворе СО2 путем вращения шаровой мельницы, загруженной частицами шлака, водным раствором СО2 и измельчающими шариками.
[0063] Для увеличения количества элюированного кальция настоящий этап предпочтительно продолжается до тех пор, пока максимальный диаметр частиц шлака не станет равным 1000 мкм или менее, предпочтительно 500 мкм или менее, более предпочтительно 250 мкм или менее и еще более предпочтительно 100 мкм или менее.
[0064] (Эффекты)
Модификация первого варианта осуществления обеспечивает возможность элюирования большего количества Са в водный раствор СО2 за еще более короткий период времени. Кроме того, обеспечено простое осуществление настоящей модификации, и, таким образом, затраты во время фактического выполнения варианта осуществления могут быть уменьшены.
[0065] [Второй вариант осуществления]
На фиг. 2-5 показана технологическая схема способа элюирования Са из сталеплавильного шлака согласно другому варианту осуществления настоящего изобретения. Как показано на фиг. 2-5, каждый способ элюирования Са из сталеплавильного шлака согласно настоящему варианту осуществления включает этап подвергания сталеплавильного шлака магнитному разделению (Этап S110: этап магнитного разделения); по меньшей мере один из этапов подвергания сталеплавильного шлака гидратационной обработке (Этапы S130-1-S130-5: здесь и далее также названные «этап гидратации»); и приведения сталеплавильного шлака, подвергнутого магнитному разделению и гидратационной обработке, в контакт с водным раствором СО2 (Этап S120: этап приведения в контакт). В настоящем варианте осуществления описание этапа магнитного разделения и этапа приведения в контакт опущено, поскольку эти этапы могут быть осуществлены аналогичным образом, как в вышеописанном первом варианте осуществления.
[0066] (Этап гидратации: Гидратационная обработка сталеплавильного шлака)
Настоящий этап может быть выполнен после этапа магнитного разделения, как показано на фиг. 2, перед этапом магнитного разделения, как показано на фиг. 3, перед этапом магнитного разделения и после него, как показано на фиг. 4, или одновременно с этапом магнитного разделения, как показано на фиг. 5. Кроме того, этап гидратации может быть выполнен перед этапом магнитного разделения и одновременно с ним, одновременно с этапом магнитного разделения и после него или перед этапом магнитного разделения, одновременно с ним и после него. Этап гидратации может повторяться более одного раза, например, перед, после этапа магнитного разделения и/или одновременно с ним.
[0067] Как описано выше, сталеплавильный шлак содержит Са в форме, например, свободной извести, гидроксида кальция (Са(ОН)2), карбоната кальция (СаСО3), силиката кальция (например, Ca2SiO4 или Ca3SiO5) и кальций-железо-алюминий оксида (Ca2(Al1-XFeX)2O5).
[0068] При подвергании сталеплавильного шлака гидратационной обработке, получают, например, гидросиликат кальция и гидроксид кальция (Са(ОН)2) из силиката кальция в результате реакции, представленной нижеследующим уравнением 1, и гидроксиды оксидов кальция из кальций-железо-алюминий оксида в результате реакции, представленной нижеследующим уравнением 2 (здесь и далее содержащие кальций соединения, которые могут быть получены в результате гидратационной обработки, также обобщенно названы «гидраты Са»):


(уравнение 2 является примером, в котором X представляет собой 1/2 в кальций-железо-алюминий оксиде (Ca2(Al1-XFeX)2O5)).
[0069] Гидраты Са, образованные, например, в вышеуказанных реакциях, легко растворяются в водном растворе СО2. Таким образом, подвергание сталеплавильного шлака гидратационной обработке обеспечивает возможность более легкого элюирования Са, полученного, например, из силиката кальция и кальций-железо-алюминий оксида, содержащихся в сталеплавильном шлаке.
[0070] Свободная известь, которая легко растворяется в водном растворе СО2, как правило существует в сталеплавильном шлаке только в количестве менее примерно 10 вес. %. С другой стороны, силикат кальция и кальций-железо-алюминий оксид как правило существуют в сталеплавильном шлаке в количестве примерно от 25 вес. % до 70 вес. % и примерно от 2 вес. % до 30 вес. %, соответственно. Таким образом, когда гидратационная обработка может обеспечить более простое элюирование Са, содержащегося, например, в силикате кальция и кальций-железо-алюминий оксиде, в водный раствор СО2, количество Са, элюированного из сталеплавильного шлака в водный раствор СО2, может увеличиться, и можно сократить время извлечения Са из сталеплавильного шлака.
[0071] Кроме того, общий объем соединений, образованных в результате гидратационной обработки, обычно больше общего объема соответствующих соединений до реакции. В ходе гидратационной обработки свободная известь в сталеплавильном шлаке частично элюирует в воду, используемую для обработки. Таким образом, подвергание сталеплавильного шлака гидратационной обработке вызывает образование трещин внутри частиц шлака, и наиболее вероятно, что частицы шлака разделяются от этих трещин. Такое разделение частиц шлака уменьшает диаметр частиц шлака и увеличивает площадь поверхности на единицу их объема, а также обеспечивает удовлетворительное просачивание воды или водного раствора СО2 через сталеплавильный шлак. Это обеспечивает гидратацию большого количества соединений Са на настоящем этапе, и элюирование большего количества Са на этапе приведения в контакт.
[0072] Гидратационная обработка может быть выполнена способом и в условиях, при которых можно обеспечить гидратацию любого соединения Са, содержащегося в сталеплавильном шлаке, предпочтительно силиката кальция или кальций-железо-алюминий оксида.
[0073] Конкретные примеры гидратационной обработки включают, например, следующие способы: оставляют сталеплавильный шлак, который погружен в воду и пропитан ей, отстаиваться (здесь и далее также обобщенно названный «погружение и отстаивание»); перемешивают сталеплавильный шлак, погруженный в воду (здесь и далее также обобщенно названный «погружение и перемешивание»); оставляют пасту, содержащую частицы шлака и воду, отстаиваться (здесь и далее также обобщенно названный «отстаивание в форме пасты»); и оставляют сталеплавильный шлак отстаиваться в емкости, содержащей достаточное количество водяного пара (здесь и далее также обобщенно названный «отстаивание во влажном состоянии»). Любой из этих способов обеспечивает удовлетворительное контактирование сталеплавильного шлака с водой. Гидратационная обработка может быть выполнена только одним из способов, а именно погружением и отстаиванием, погружением и перемешиванием, отстаиванием в форме пасты, отстаиванием во влажном состоянии и т.п., или двумя или более из вышеуказанных способов в любом порядке.
[0074] При выполнении гидратационной обработки путем отстаивания во влажном состоянии для обеспечения удовлетворительного конденсирования водяного пара между частицами шлака путем капиллярной конденсации для обеспечения достижения водой частиц шлака относительная влажность составляет предпочтительно 70% или более.
[0075] При одновременном выполнении магнитного разделения и гидратационной обработки сталеплавильный шлак в форме шлама может находиться в контакте с водой в течение длительного периода времени путем, например, выполнения магнитного разделения мокрым способом в течение длительного периода времени, или циркулирования шлама при подвергании магнитному разделению мокрым способом. Для циркулирования шлама шлам может быть погружен и перемешан в резервуаре, выполненном на пути циркулирования.
[0076] В ходе выполнения гидратационной обработки путем погружения и отстаивания, погружения и перемешивания или отстаивания в форме пасты используемая для этого вода предпочтительно содержит менее 300 мг/л диоксида углерода, содержащего, например, неионизированный свободный карбонат и ионизированные ионы гидрокарбоната (НСО3-). При содержании диоксида углерода менее 300 мг/л, наименее вероятно элюирование соединений Са, отличных от свободной извести и гидроксида кальция, в воду, используемую для гидратационной обработки, и, таким образом, большая часть Са, содержащегося в сталеплавильном шлаке, может элюировать в водный раствор СО2 на этапе приведения в контакт, который менее вероятно усложняет процесс извлечения Са. Кроме того, когда вода содержит большое количество диоксида углерода, диоксид углерода вступает в реакцию с Са, элюированным из свободной извести, гидроксида кальция и т.п., и образованный карбонат кальция осаждается для покрытия поверхности частиц шлака, что делает наименее вероятным протекание реакций гидратации. Однако, когда содержание диоксида углерода составляет менее 300 мг/л, наименее вероятно предотвращение реакций гидратации, вызванное осаждением карбоната кальция. Промышленная вода обычно содержит менее 300 мг/л диоксида углерода, и, таким образом, промышленная вода, в которую ненамеренно добавлен диоксид углерода или смешан с ней, является предпочтительной в качестве воды, подлежащей использованию для гидратационной обработки, выполненной путем погружения и отстаивания и погружения и перемешивания.
[0077] В ходе выполнения гидратационной обработки путем погружения и отстаивания, погружения и перемешивания или отстаивания в форме пасты вода, используемая гидратационной обработки, может иметь температуру, при которой вода сильно не испаряется. Например, температура воды составляет предпочтительно 100°С или менее, когда сталеплавильный шлак подвергают гидратационной обработке по существу при атмосферном давлении. Когда гидратационную обработку выполняют при более высоком давлении путем использования, например, автоклава, температура воды может быть более 100°С до тех пор, пока температура ниже точки кипения воды при давлении, приложенном во время гидратационной обработки. Более конкретно, температура воды в ходе гидратационной обработки, выполненной путем погружения и отстаивания или погружения и перемешивания, составляет предпочтительно 0°С или более и 80°С или менее. Поскольку нет ограничения верхнего предела температуры воды при выполнении гидратационной обработки в условиях высокого давления путем использования, например, автоклава, температура, равная 300°С или менее, является предпочтительной с точки зрения свойства сопротивления давления устройства и экономического аспекта. Температура в ходе выполнения гидратационной обработки путем отстаивания в форме пасты составляет предпочтительно 0°С или более и 70°С или менее.
[0078] При подвергании сталеплавильного шлака гидратационной обработке путем отстаивания во влажном состоянии, относительная влажность может увеличиваться путем введения водяного пара в газ, такой как воздух, азот (N2), кислород (О2), аргон (Ar) или гелий (Не), или может быть использован газ, состоящий только из водяного пара. Хотя относительная влажность и температура в емкости могут иметь любые значения, температура газа, в который введен водяной пар, например, по существу при атмосферном давлении, может составлять 0°С или более и 100°С или менее, предпочтительно 10°С или более и 100°С или менее, и относительная влажность газа может составлять 70% или более. Для более равномерной гидратации соединений Са газ может быть перемешан.
[0079] При подвергании сталеплавильного шлака гидратационной обработке путем отстаивания во влажном состоянии с использованием газа, состоящего только из водяного пара, предпочтительно нагревать водяной пар, тем самым увеличивая давление водяного пара до атмосферного давления или более. Устанавливание давления водяного пара равным атмосферному давлению или более обеспечивает более простое заполнение емкости водяным паром, что может, например, исключить уменьшение давления до введения водяного пара в емкость. Это обеспечивает уменьшение стоимости установки и затрат на управление, тем самым выполняя более простую и менее дорогую гидратационную обработку. Пока давление водяного пара установлено равным атмосферному давлению или более, температура водяного пара может быть равна, например, 100°С или более. Как в случае с автоклавом, поскольку нет ограничения верхнего предела температуры воды, температура, равная 300°С или менее, является предпочтительной с точки зрения свойства сопротивления давления устройства и экономического аспекта.
[0080] Продолжительность гидратационной обработки может быть установлена равной любому периоду времени в соответствии, например, со средним размером частиц шлака и температурой в ходе гидратационной обработки (температура воды и воздуха, содержащего водяной пар). Меньший средний размер частиц шлака или более высокая температура в ходе гидратационной обработки обеспечивают выполнение гидратационной обработки с более короткой продолжительностью.
[0081] Например, при подвергании сталеплавильного шлака с максимальным диаметром частиц шлака 1000 мкм или менее гидратационной обработке путем погружения и отстаивания или погружения и перемешивания при нормальной температуре, продолжительность гидратационной обработки может составлять примерно 8 часов без перерывов, предпочтительно 3 часа или более и 30 часов или менее. При выполнении гидратационной обработки путем погружения в воду при 40°С или более и 70°С или менее, продолжительность гидратационной обработки составляет предпочтительно 0,6 часов или более и 8 часов или менее без перерывов.
[0082] Кроме того, при подвергании сталеплавильного шлака с максимальным диаметром частиц шлака 1000 мкм или менее гидратационной обработке путем отстаивания в форме пасты при нормальной температуре, продолжительность гидратационной обработки может составлять примерно 7 часов без перерывов, предпочтительно 3 часа или более и 30 часов или менее. При выполнении гидратационной обработки путем отстаивания с содержащейся водой при 40°С или более и 60°С или менее, продолжительность гидратационной обработки составляет предпочтительно 0,5 часов или более и 8 часов или менее без перерывов.
[0083] При подвергании сталеплавильного шлака с максимальным диаметром частиц шлака 1000 мкм или менее гидратационной обработке путем отстаивания во влажном состоянии в атмосфере с относительной влажностью 90% при нормальной температуре, продолжительность гидратационной обработки может составлять примерно 10 часов без перерывов, предпочтительно 1 час или более и 40 часов или менее. В ходе выполнения гидратационной обработки с использованием газа, состоящего только из водяного пара при 100°С или более, продолжительность гидратационной обработки составляет предпочтительно 0,2 часа или более и 5 часов или менее без перерывов.
[0084] Для удовлетворительного увеличения скорости извлечения Са (например, не может быть достигнута более высокая скорость восстановления) может быть определен заранее определенный средний размер частиц сталеплавильного шлака и условия гидратационной обработки (например, температура и продолжительность), названной следующей гидратационной обработкой.
[0085] Кроме того, гидратационная обработка предпочтительно продолжается до тех пор, пока силикат кальция в удовлетворительной степени не станет гидратами и гидроксидом кальция, и/или кальций-железо-алюминий оксид в удовлетворительной степени не станет оксидами гидроксида кальция. Например, гидратационная обработка предпочтительно продолжается до тех пор, пока количество силиката кальция или кальций-железо-алюминий оксида, содержащихся в сталеплавильном шлаке, не станет равным 50 вес. % или менее или 20 вес. % или менее, соответственно.
[0086] Сталеплавильный шлак в твердой форме или в форме шлама после гидратационной обработки может быть использован для этапа приведения в контакт таким как есть; однако, когда гидратационную обработку выполняют путем погружения и отстаивания, погружения и перемешивания или отстаивания в форме пасты, сталеплавильный шлак, подвергнутый гидратационной обработке, предпочтительно разделяют на сталеплавильный шлак и жидкий компонент путем разделения твердой и жидкой фаз. Разделение твердой и жидкой фаз может быть выполнено любым традиционным способом, таким как вакуумная фильтрация и фильтрация под давлением. Жидкий компонент, полученный путем разделения твердой и жидкой фаз (здесь и далее также обобщенно названный «вода гидратационной обработки») становится щелочным, поскольку вода гидратационной обработки содержит Са, элюированный из сталеплавильного шлака. Таким образом, жидкий компонент может быть использован для описанного ниже этапа увеличения рН водного раствора СО2, который находился в контакте со сталеплавильным шлаком и, таким образом, содержит элюированный в него Са, в ходе осаждения элюированного Са.
[0087] [Первый режим второго варианта осуществления]
На фиг. 2 показана технологическая схема способа элюирования Са из сталеплавильного шлака согласно первому режиму настоящего варианта осуществления. Как показано на фиг. 2, в настоящем режиме этап магнитного разделения (Этап S110), этап гидратации (Этап S130-1) и этап приведения в контакт (Этап S120) выполняют в этом порядке.
[0088] Гидратационная обработка, выполненная для сталеплавильного шлака на этапе гидратации (Этап S130-1), может быть одной из следующих: погружение и отстаивание, погружение и перемешивание, отстаивание в форме пасты и отстаивание во влажном состоянии; однако для упрощения последующих этапов путем одновременного выполнения гидратационной обработки и разделения твердой и жидкой фаз, погружение и отстаивание или отстаивание в форме пасты являются предпочтительными.
[0089] Магнитное разделение уменьшает объем сталеплавильного шлака, и, таким образом, выполнение этапа гидратации (Этап S130-1) после этапа магнитного разделения (Этап S110) может подвергнуть сталеплавильный шлак гидратационной обработке более эффективно.
[0090] [Второй режим второго варианта осуществления]
На фиг. 3 показана технологическая схема способа элюирования Са из сталеплавильного шлака согласно второму режиму настоящего варианта осуществления. Как показано на фиг. 3, в настоящем режиме этап гидратации (Этап S130-2), этап магнитного разделения (Этап S110) и этап приведения в контакт (Этап S120) выполняют в этом порядке.
[0091] Гидратационная обработка, выполненная для сталеплавильного шлака на этапе гидратации (Этап S130-2), может быть одной из следующих: погружение и отстаивание, погружение и перемешивание, отстаивание в форме пасты и отстаивание во влажном состоянии; однако для диспергирования объединенных частиц шлама, тем самым более выборочного улавливания соединений на основе железа и металлического железа на следующем этапе магнитного разделения (Этап S110), погружение и перемешивание являются предпочтительными.
[0092] [Третий режим второго варианта осуществления]
На фиг. 4 показана технологическая схема способа элюирования Са из сталеплавильного шлака согласно третьему режиму настоящего варианта осуществления. Как показано на фиг. 4, в настоящем режиме этап гидратации (Этап S130-3), этап магнитного разделения (Этап S110), этап гидратации (Этап S130-4) и этап приведения в контакт (Этап S120) выполняют в этом порядке.
[0093] Гидратационная обработка, выполненная для сталеплавильного шлака на этапе гидратации (Этап S130-3 и Этап S130-4), может быть одной из следующих: погружение и отстаивание, погружение и перемешивание, отстаивание в форме пасты и отстаивание во влажном состоянии. Как и во втором режиме, гидратационная обработка, выполненная для сталеплавильного шлака на этапе гидратации (Этап S130-3) перед магнитным разделением, является предпочтительно погружением и перемешиванием для диспергирования объединенных частиц шлама, тем самым более выборочного улавливания соединений на основе железа и металлического железа на следующем этапе магнитного разделения (Этап S110). Как и во втором режиме, гидратационная обработка, выполненная для сталеплавильного шлака на этапе гидратации (Этап S130-4) после магнитного разделения, является предпочтительно погружением и отстаиванием или отстаиванием в форме пасты для упрощения последующих этапов путем одновременного выполнения гидратационной обработки и разделения твердой и жидкой фаз.
[0094] [Четвертый режим второго варианта осуществления]
На фиг. 5 показана технологическая схема способа элюирования Са из сталеплавильного шлака согласно четвертому режиму настоящего варианта осуществления. Как показано на фиг. 5, в настоящем режиме этап гидратации и этап магнитного разделения выполняют одновременно (Этап S110/S130-5) с последующим выполнением этапа контактирования (Этап S120).
[0095] Этап гидратации и этап магнитного разделения могут быть одновременно выполнены путем подвергания сталеплавильного шлака в форме шлама магнитному разделению в течении периода времени, достаточного для удовлетворительной гидратации соединений Са, содержащихся в сталеплавильном шлаке, в частности силиката кальция, который сложно уловить путем магнитного разделения. Например, примерно один час магнитного разделения сталеплавильного шлака в форме шлама может обеспечить одновременное выполнение гидратационной обработки и магнитного разделения.
[0096] Кроме того, погружение и отстаивание или погружение и перемешивание могут быть выполнены в резервуаре для хранения путем циркулирования шлама между магнитным сепаратором и резервуаром для хранения при скорости циркуляции, регулируемой таким образом, что скорость потока шлама в резервуаре становится удовлетворительно низкой.
[0097] (Эффекты настоящего изобретения)
Второй вариант осуществления обеспечивает возможность гидратации соединений Са, содержащихся в сталеплавильном шлаке, в частности силиката кальция и кальций-железо-алюминий оксида, для образования гидратов Са, которые могут более просто элюировать в водный раствор СО2, и, таким образом, большее количество Са можно элюировать в водный раствор СО2 за более короткий период времени. Кроме того, гидратационная обработка во втором варианте осуществления может быть выполнена более простым образом, и, таким образом, затраты в ходе фактического выполнения варианта осуществления можно уменьшить.
[0098] [Первая модификация второго варианта осуществления]
Когда этап гидратации представляет собой погружение и перемешивание в первом-третьем режимах второго варианта осуществления, погруженный сталеплавильный шлак может быть подвергнут дроблению или т.п. в то же время (здесь и далее также названный «модифицированный этап гидратации»).
[0099] (Модифицированный этап гидратации: Приведение сталеплавильного шлака в контакт с водным раствором СО2 при дроблении или т.п.)
Реакции во время вышеописанной гидратационной обработки возникают при контакте соединений Са с водой вблизи поверхности сталеплавильного шлака или внутри сталеплавильного шлака. Пока вода просачивается через сталеплавильный шлак до некоторой степени, большее количество воды контактирует с поверхностью. Таким образом, наиболее вероятно, что гидраты Са образуются вблизи поверхности сталеплавильного шлака. Кроме того, когда компоненты, содержащиеся в сталеплавильном шлаке, растворяются в воде, используемой для гидратационной обработки, например, Fe, Al, Si и Mn, и/или их гидроксиды, карбонаты и/или гидраты могут оставаться или осаждаться на поверхности сталеплавильного шлака, как в вышеописанном случае растворения в водном растворе СО2. Когда оставшиеся или осажденные вещества предотвращают просачивание воды через сталеплавильный шлак, наименее вероятно образование гидратов Са внутри сталеплавильного шлака.
[0100] Кроме того, подвергание сталеплавильного шлака, погруженного в воду для дробления или т.п.в ходе гидратационной обработки, увеличивает площадь поверхности частиц шлака, тем самым увеличивая площадь контакта между водой и частицами шлака. Подвергание сталеплавильного шлака, погруженного в воду для дробления или т.п., также обеспечивает непрерывное образование новых поверхностей, на которых вышеописанные вещества не остаются и не осаждаются, и вода может просачиваться через сталеплавильный шлак из непрерывно образованных новых поверхностей, и, таким образом, более вероятно образование гидратов Са даже внутри сталеплавильного шлака. Кроме того, истирание поверхности сталеплавильного шлака удаляет оставшиеся и осажденные вещества для увеличения площади контакта между водой и частицами шлака и обеспечивает более легкое просачивание воды через сталеплавильный шлак.
[0101] Более конкретно, сталеплавильный шлак погружен в воду, и в то же время используют традиционную дробилку, подходящую для использования в мокром способе, тем самым обеспечивая дробление погруженного сталеплавильного шлака. Согласно альтернативному варианту осуществления выполняют гидратационную обработку и измельчение частиц шлака в воде в то же время путем вращения шаровой мельницы, загруженной частицами шлака, водой и измельчающими шариками.
[0102] На настоящем этапе обеспечена возможность более простого и быстрого элюирования Са в том же количестве или большем количестве по сравнению с вышеуказанным вариантом осуществления, включающим первый этап. Например, при использовании сталеплавильного шлака с максимальным диаметром его частиц, равным 1000 мкм или менее, продолжительность настоящего этапа предпочтительно составляет 0,1 часа или более и 5 часов или менее и более предпочтительно 0,2 часа или более и 3 часа или менее без перерывов.
[0103] Настоящий этап предпочтительно продолжается до тех пор, пока максимальный диаметр частиц шлака не станет равным 1000 мкм или менее, предпочтительно 500 мкм или менее, более предпочтительно 250 мкм или менее и еще более предпочтительно 100 мкм или менее. Таким образом, настоящий этап может быть выполнен одновременно с дроблением сталеплавильного шлака или измельчением частиц шлака без усложнения этапов.
[0104] В частности, когда этап гидратации (Этап S130-2 или этап S130-3) выполняют перед этапом магнитного разделения (Этап S110), как во втором или третьем режиме второго варианта осуществления, выполнение модифицированного этап гидратации вместо этапа гидратации может уменьшить диаметр частиц сталеплавильного шлака так, чтобы они попали в вышеуказанный диапазон при выполнении гидратационной обработки, и, таким образом, нагрузка при дроблении или т.п. сталеплавильного шлака также может быть снижена.
[0105] (Эффекты настоящего изобретения)
Первая модификация обеспечивает возможность элюирования большего количества Са в водный раствор СО2 за более короткий период времени. Кроме того, настоящая модификация может быть выполнена без усложнения этапов, например, при одновременном выполнении дробления сталеплавильного шлака или измельчения частиц шлака, и, таким образом, затраты в ходе фактического выполнения варианта осуществления могут быть снижены.
[0106] [Вторая модификация второго варианта осуществления]
Во втором варианте осуществления этап приведения в контакт также может быть этапом (модифицированный этап приведения в контакт) приведения сталеплавильного шлака, подвергнутого магнитному разделению, в контакт с водным раствором, содержащим диоксид углерода, при подвергании сталеплавильного шлака дроблению или т.п.
[0107] Вторая модификация второго варианта осуществления обеспечивает возможность элюирования большего количества Са в водный раствор СО2 за еще более короткий период времени. Обеспечена возможность более простого выполнения настоящей модификации, и, таким образом, затраты во время фактического выполнения варианта осуществления могут быть снижены.
[0108] 2. Способ извлечения Са из сталеплавильного шлака
На фиг. 6 показана технологическая схема способа извлечения Са, элюированного в водный раствор СО2 согласно третьему варианту осуществления настоящего изобретения. Как показано на фиг. 6, настоящий вариант осуществления включает этап элюирования Са (Этап S100) и этап извлечения Са (Этап S200).
[0109] [Этап элюирования Са]
На этапе элюирования Са (Этап S100), Са элюирован из сталеплавильного шлака. Любой из вышеописанных первого и второго вариантов осуществления и их модификаций обеспечивает возможность элюирования Са.
[0110] [Этап извлечения Са]
На фиг. 7 показана технологическая схема, иллюстрирующая приведенный в качестве примера этап извлечения Са (Этап S200). Как показано на фиг. 7, этап извлечения Са (Этап S200) включает для его выполнения, например, этап отделения сталеплавильного шлака от водного раствора СО2 (Этап S210 здесь и далее также названный «этап отделения»), этап осаждения Са (Этап S220: здесь и далее также названный «этап осаждения») и этап извлечения осажденного твердого компонента (Этап S230: здесь и далее также названный «этап извлечения»).
[0111] (Этап отделения: Отделение сталеплавильного шлака от водного раствора СО2)
На настоящем этапе сталеплавильный шлак отделяют от водного раствора СО2 (надосадочная жидкость), имеющего растворенный в нем Са (Этап S210). Отделение может быть выполнено любым традиционным способом. Примеры способов отделения включают фильтрацию, и способ, согласно которому сталеплавильный шлак выпадает путем отстаивания водного раствора СО2. В случае выпадения шлака дополнительно извлечь можно только надосадочную жидкость, или последующие этапы могут быть выполнены только на надосадочной жидкости в двухкомпонентной системе, содержащей надосадочную жидкость и сталеплавильный шлак, который выпадает, поскольку твердый компонент, осажденный на следующем этапе, не смешивается со сталеплавильным шлаком.
[0112] Настоящий этап становится необязательным, когда сталеплавильный шлак уже был отделен от водного раствора СО2 на этапе приведения в контакт.
[0113] (Этап осаждения: Осаждение твердого компонента, содержащего Са)
На настоящем этапе Са, элюированный в водный раствор СО2, осаждается в качестве твердого компонента, содержащего Са (Этап S220). Са, элюированный в водный раствор СО2, может быть осажден любым традиционным способом. Примеры способов осаждения Са, элюированного в водный раствор СО2 в качестве твердого компонента, включают способ, согласно которому из водного раствора СО2 удаляют диоксид углерода, и способ, согласно которому повышают рН водного раствора СО2.
[0114] <Удаление диоксида углерода>
Са, элюированный в водный раствор СО2 на этапе приведения в контакт (Этап S120), может быть осажден путем, например, удаления диоксида углерода из водного раствора СО2, отделенного от сталеплавильного шлака на этапе отделения (Этап S210). Примеры соединений Са, подлежащих осаждению в этой процедуре, включают карбонат кальция, гидрат карбоната кальция и гидроксид кальция.
[0115] Для удаления диоксида углерода из водного раствора СО2 может быть использован любой способ. Примеры способов удаления диоксида углерода включают (1) введение газа, (2) уменьшение давления и (3) нагрев.
[0116] (1) Введение газа
Диоксид углерода может быть удален из водного раствора СО2, имеющего растворенный в нем Са, путем введения в водный раствор СО2 газа, парциальное давление диоксида углерода в котором ниже равновесного давления диоксида углерода, растворенного в водном растворе СО2, для замещения растворенного диоксида углерода введенным газом или для диффузии (переноса) диоксида углерода в пузырьках введенного газа. Хотя подлежащий введению газ может быть газом, реагирующим с водой (таким как хлор и диоксид серы), газ, имеющий низкую реакционную способность с водой, является предпочтительным для подавления уменьшения осажденного количества Са из-за образования солей из элюированного кальция, и ионов, образованных путем введения в водный раствор СО2 газа, реагирующего с водой. Подлежащий введению в водный раствор СО2 газ может быть неорганическим газом или органическим газом. Неорганический газ является более предпочтительным, поскольку возможность горения или взрыва является низкой, когда происходит утечка газа наружу. Примеры неорганического газа, имеющего низкую реакционную способность с водой, включают воздух, азот, кислород, водород, аргон гелий и их смеси. Примером смешанного газа является воздух в окружающей среде, в которой выполняют настоящий этап, который содержит азот и кислород в приблизительном соотношении 4 к 1. Примеры органического газа, имеющего низкую реакционную способность с водой, включают метан, этан этилен, ацетилен, пропан и фторуглероды.
[0117] (2) Уменьшение давления
В условиях давления окружающей среды, равного примерно одному атмосферному давлению (примерно 100 кПа) или менее, растворимость диоксида углерода уменьшается, когда уменьшается давление, приложенное к водному раствору СО2. Таким образом, диоксид углерода может быть удален из водного раствора СО2 путем помещения водного раствора СО2 в окружающую среду с пониженным давлением. Например, диоксид углерода может быть удален путем помещения водного раствора СО2 в воздухонепроницаемую емкость и откачивания воздуха (дегазация) из емкости с использованием, например, насоса для создания в емкости атмосферы с пониженным давлением. Для дальнейшего увеличения количества удаленного диоксида углерода уменьшение давления может быть одновременно выполнено путем воздействия ультразвуковых волн на водный раствор СО2 или путем перемешивания водного раствора СО2.
[0118] (3) Нагрев
В условиях давления окружающей среды, равного примерно одному атмосферному давлению (примерно 100 кПа) или менее, растворимость диоксида углерода уменьшается, когда увеличивается температура водного раствора СО2. Таким образом, диоксид углерода может быть удален из водного раствора СО2 путем нагрева водного раствора СО2. Для снижения затрат на нагрев, водный раствор СО2 предпочтительно нагревают до температуры в таком диапазоне, что давление пара раствора не превышает давление в атмосфере. Например, когда давление в атмосфере равно одному атмосферному давлению, температура нагрева предпочтительно составляет менее 100°С. Нагрев водного раствора СО2 не только удаляет диоксид углерода, но также уменьшает растворимость соединений Са (например, карбоната кальция), и, таким образом, обеспечена возможность более простого осаждения Са.
[0119] Вышеописанные способы (1)-(3) могут быть выполнены совместно для дальнейшего увеличения количества удаленного диоксида углерода. Наиболее подходящая комбинация может быть выбрана с учетом, например, системы доставки газа или тепла, местонахождения объекта или доступности побочного газа на производстве.
[0120] Например, при продолжении введения газа в водный раствор СО2, откачивание воздуха выполняют в таком количестве, которое является таким же или в большем количестве, чем количество введенного газа, для обеспечения атмосферы с пониженным давлением. Таким образом, введение газа может обеспечить эффект удаления диоксида углерода и перемешивания, и уменьшение давления водного раствора СО2 может обеспечить эффект удаления диоксида углерода, и, таким образом, диоксид углерода может быть эффективно удален. Нагрев в дополнение к этой процедуре может дополнительно ускорить эффект удаления диоксида углерода. Поскольку диоксид углерода может быть легко удален из-за дополнительного эффекта введения газа в водный раствор СО2 и уменьшения давления водного раствора СО2, температура нагрева не обязательно является высокой, и, таким образом, затраты на нагрев могут быть снижены.
[0121] <Увеличение рН>
Увеличение рН водного раствора СО2, отделенного от сталеплавильного шлака, может привести к осаждению твердого компонента, содержащего кальций в водном растворе СО2. Состояние существования диоксида углерода в водном растворе может быть представлено уравнениями 3-5 ниже. Равновесное состояние достигается как показано в уравнениях 3-4 до примерно рН 8.5, и в уравнениях 4-5 при рН 8.5 и выше. На фиг. 8 показан коэффициент существования каждого из ионов и веществ. На фиг. 8, [Н2СО3*] представляет общее количество [СО2] и [Н2СО3]. На основании фиг. 8 можно предположить, что кальций осаждается путем образования плохо растворимого карбоната кальция (СаСО3) из иона кальция (Са2+), соединенного с ионом гидрокарбоната (НСО3-) до примерно рН 8,5, как показано в уравнении 6. При рН 8,5 и выше, предполагается, что кальций осаждается путем образования плохо растворимого карбоната кальция (СаСО3) из реакции связывания иона кальция и карбонат-иона, как показано в уравнении 7. На фиг. 8 показано соотношение между состоянием существования диоксида углерода, и рН описано в известных источниках (например, "Fushoku ⋅ Boushoku Handobukku (Коррозийно-Антикоррозийное руководство)," стр. 155, опубликовано в 2000 Японским сообществом коррозионной инженерии).





[0122] При увеличении рН водного раствора, полученного путем приведения сталеплавильного шлака в контакт с водным раствором, содержащим диоксид углерода для элюирования кальция с последующим разделением твердой и жидкой фаз, по существу весь Са осаждается до тех пор, пока рН не станет равным 8,5, и, таким образом, реакция между ионом кальция и ионом гидрокарбоната наиболее распространена.
[0123] Когда начинается осаждение Са, в водном растворе СО2 появляется мутность, вызванная карбонатом кальция. Достаточно продолжать увеличивать рН водного раствора СО2 до тех пор, пока мутность не сможет быть подтверждена при визуальном наблюдении. Для дальнейшего увеличения скорости извлечения Са в результате осаждения Са в достаточной степени, рН водного раствора СО2, отделенного из сталеплавильного шлака на этапе отделения (Этап S210), увеличивается предпочтительно на 0,2 или более, более предпочтительно на 0,3 или более, еще более предпочтительно на 1,0 или более, еще более предпочтительно на 1,5 или более и, в частности, предпочтительно на 2,0 или более.
[0124] рН водного раствора СО2 предпочтительно увеличивается при его измерении. рН водного раствора СО2 может быть измерено любым традиционным способом стеклянного электрода.
[0125] Пока твердые компоненты, содержащие не только Са, но также другие элементы, например фосфор, осаждаются на настоящем этапе, в соответствии с результатами, полученными изобретателями настоящего изобретения, коэффициент содержания соединений, содержащих фосфор (здесь и далее также обобщенно названные «фосфорные соединения») в твердом компоненте, осажденном сразу же после начала увеличения рН (здесь и далее также названный «осадок ранней стадии») выше, и коэффициент содержания фосфора в твердом компоненте, осажденном позднее (здесь и далее также названный «осадок поздней стадии») ниже. Таким образом, извлечение осадка ранней стадии путем выполнения вышеописанного этапа извлечения (Этап S230) в ходе этапа увеличения рН обеспечивает возможность извлечения твердого компонента с высоким соотношением фосфора отдельно от твердого компонента с низким соотношением фосфора.
[0126] Соединения фосфора, извлеченные из сталеплавильного шлака, можно повторно использовать в качестве источника фосфора. Таким образом, извлечение твердого компонента с высоким соотношением соединений фосфора обеспечивает простое повторное использование фосфора. Кроме того, пока соединения Са, извлеченные из сталеплавильного шлака, можно повторно использовать в качестве чугунобразующих материалов, полученный чугун будет хрупким, когда чугунобразующие материалы содержат соединения фосфора. Таким образом, содержание соединений фосфора в твердом компоненте для повторного использования в качестве чугунобразующих материалов является предпочтительно низким. Таким образом, твердый компонент с высоким содержанием соединений фосфора и твердый компонент с низким содержанием соединений фосфора по отдельности получены из водного раствора СО2, содержащего фосфор и Са, очистка извлеченного твердого компонента становится простой или ненужной, и также качество изделий, изготовленных из извлеченных твердых компонентов, можно дополнительно улучшить.
[0127] В ходе этой процедуры большая часть фосфора осаждается до увеличения рН водного раствора СО2 на 1,0. Для дальнейшего увеличения коэффициента содержания фосфора в осадке ранней стадии и кальция в осадке поздней стадии, осадок ранней стадии извлекают перед увеличением рН на предпочтительно 1,0, более предпочтительно на 0,6, и еще более предпочтительно на 0,4.
[0128] рН водного раствора СО2 можно увеличить путем, например, добавления щелочного вещества в водный раствор СО2. Примеры щелочных веществ, которые могут быть поданы в водный раствор СО2, включают гидроксид кальция, аммиак и гидроксид натрия. Гидроксид кальция, аммиак и гидроксид натрия могут быть поданы путем их растворения в воде, и добавления полученного раствора в водный раствор СО2. Гидроксид кальция, аммиак и гидроксид натрия могут быть коммерчески доступными продуктами, или веществом, содержащимся в жидкости, такой как сточная текучая среда. В случае добавления гидроксида кальция, содержащегося в сточной текучей среде, сточная текучая среда, образующаяся во время производства ацетилена в ходе реакции, например, карбида кальция с водой, может быть добавлена к водному раствору СО2. Вода с погруженным шлаком, полученная путем погружения сталеплавильного шлака в воду, вышеописанная вода магнитного разделения или вода гидратационной обработки могут быть добавлены к водному раствору СО2. Вода с погруженным шлаком, вода магнитного разделения или вода гидратационной обработки могут быть получены при подвергании сталеплавильного шлака, из которого подлежит извлечению кальций, или согласно альтернативному варианту осуществления другого сталеплавильного шлака, подлежащего погружению в воду, магнитному разделению или гидратационной обработке, соответственно. Среди щелочных веществ, гидроксид кальция, сточная текучая среда, главным образом состоящая из гидроксида кальция, воды с погруженным шлаком, воды магнитного разделения или воды гидратационной обработки, являются предпочтительными для использования. Они главным образом содержат гидроксид кальция, и, таким образом, их использование позволяет уменьшить количество ненужных веществ, таких как аммиак и натрий, смешанных с полученными соединениями кальция. В отличие от использования аммиака и гидроксида натрия, которые остаются в воде, переработка воды после извлечения соединений кальция становится ненужной.
[0129] Увеличение рН водного раствора СО2 также вызывает осаждение, например, Fe, Mn и Р, содержащихся в водном растворе СО2 в небольших количествах, в виде твердого компонента. Соответственно, при наличии водного раствора после извлечения из него Са (исходный водный раствор СО2) с помощью способа согласно настоящему варианту осуществления очистка сточных вод упрощается и становится ненужной, тем самым снижая затраты на очистку сточных вод.
[0130] Водный раствор после извлечения из него Са (исходный водный раствор СО2) не содержит по существу металлических элементов, таких как Са, Fe, Mn, Al и Р, и СО2, и таким образом может быть повторно использован на этом же этапе, тем самым обеспечивая отсутствие сточных вод.
[0131] Для дальнейшего увеличения скорости извлечения Са удаление диоксида углерода может быть выполнено совместно с увеличением рН.
[0132] (Этап извлечения: Извлечение твердого компонента)
На настоящем этапе твердый компонент, осажденный на этапе осаждения (Этап S220), извлекают (Этап S230). Осажденный твердый компонент может быть извлечен любым традиционным способом, таким как вакуумная фильтрация и фильтрация под давлением. Твердый компонент содержит Са, полученный из сталеплавильного шлака.
[0133] Здесь и далее настоящее изобретение будет описано более конкретно со ссылкой на примеры. Однако эти примеры не ограничивают объем настоящего изобретения конкретными способами, описанными ниже.
Примеры
[0134] [Эксперимент 1]
Подготовили сталеплавильный шлак А и сталеплавильный шлак В, каждый из которых имел соотношение компонентов, как показано в таблице 1. Компоненты сталеплавильного шлака были измерены с помощью атомно-эмиссионной спектрометрии с индуктивно связанной плазмой и химического анализа. Сталеплавильный шлак А и сталеплавильный шлак В были измельчены с использованием молотковой дробилки так, что средний диаметр их частиц составил 100 мкм или менее. Средний диаметр частиц порошкообразного шлака был подтвержден с использованием устройства измерения распределения размера частиц с помощью лазерной дифракции/рассеивающего типа.
[135] 
[0136] 1-1. Магнитное разделение
Шлаковый шлам был получен для каждого сталеплавильного шлака А и сталеплавильного шлака В путем диспергирования сталеплавильного шлака в 50 раз больше количества воды по отношению к массе.
[0137] Для каждого сталеплавильного шлака А и сталеплавильного шлака В часть порошкообразного сталеплавильного шлака была подвергнута термообработке на воздухе при 600°С в течение 10 минут. В последствии, две части шлакового шлама были получены для каждого сталеплавильного шлака А и сталеплавильного шлака В путем диспергирования сталеплавильного шлака, подвергнутого термообработке и помледующего охлаждения до комнатной температуры, в 50 раз больше количества воды по отношению к массе.
[0138] Каждый полученный шлаковый шлам выливали в нижнюю часть магнитного сепаратора барабанного типа, на нижней половине вращающегося барабана которого был закреплен постоянный магнит, и вращающийся барабан поворачивался с периферийной скоростью 3 м/мин в течение 5 минут. Шлак, притягиваемый к вращающемуся барабану под действием магнитных сил, был затем извлечен сверху. Плотность магнитного потока на поверхности барабана магнитного сепаратора равнялась 0,03Т.
[0139] Содержание Fe в извлеченном шлаке измерялось с помощью атомно-эмиссионной спектрометрии с индуктивно связанной плазмой и химического анализа. Скорость извлечения Fe (%) при магнитном разделении была рассчитана путем разделения измеренного содержания Fe в извлеченном шлаке на содержание Fe в сталеплавильном шлаке, используемом для магнитного разделения (сталеплавильный шлак А или сталеплавильный шлак В).
[0140] 1-2. Отделение сталеплавильного шлака от воды
Шлаковый шлам, который не был магнитно притянут в ходе магнитного разделения, был разделен на сталеплавильный шлак и воду путем фильтрации под давлением.
[0141] Поскольку отеленная вода имела рН от 12,0 до 12,5, и таким образом рассматривалась содержащей Са, элюированный из сталеплавильного шлака, количество Са, содержащегося в отделенной воде, было измерено с помощью спектрометрии с индуктивно связанной плазмой и химического анализа. Скорость элюирования (%) Са после магнитного разделения была рассчитана путем разделения измеренного содержания Са в отделенной воде на содержание Са в сталеплавильном шлаке, используемом для магнитного разделения (сталеплавильный шлак А или сталеплавильный шлак В).
[0142] Для сравнения, каждый из сталеплавильного шлака А и сталеплавильного шлака В был диспергирован в воде и разделен на сталеплавильный шлак и воду путем фильтрации под давлением спустя 5 минут. Количество Са, содержащегося в отделенной воде, было измерено с помощью спектрометрии с индуктивно связанной плазмой и химического анализа. Скорость элюирования (%) Са при контактировании с водой была рассчитана путем разделения измеренного содержания Са в отделенной воде на содержание Са в сталеплавильном шлаке, используемом для контактирования с водой (сталеплавильный шлак А или сталеплавильный шлак В).
[0143] 1-3. Контактирование с водным раствором СО2
Сталеплавильный шлак, отделенный от воды, был разделен пополам, и каждая половина была приведена в контакт с водным раствором СО2 одним из следующих способов.
Контактирование с СО2 1 (без дробления): 0,25 кг сталеплавильного шлака, отделенного от воды после магнитного разделения, было смешано с 50 л воды и перемешано во время продувания диоксида углерода со скоростью потока 7 л/мин при нормальной температуре (от 20 до 40°С), тем самым обеспечивая элюирование Са.
Контактирование с СО2 2 (при дроблении): в шаровую мельницу было загружено 0,25 кг сталеплавильного шлака, отделенного от воды после магнитного разделения, 50 л воды и 10 л (объем в неуплотненном состоянии) измельчающих шариков, имеющих диаметр 10 мм. Впоследствии, шаровая мельница вращалась с периферической скоростью 70 м/мин для дробления сталеплавильного шлака во время продувания диоксида углерода со скоростью потока 7 л/мин при нормальной температуре (от 20 до 40°С), тем самым обеспечивая элюирование Са.
[0144] Спустя 30 минут каждый из сталеплавильного шлака был отделен от водного раствора СО2, и количество (кг/50 л) Са, элюированного в водный раствор СО2, было измерено с помощью спектрометрии с индуктивно связанной плазмой и химического анализа. Скорость элюирования (%) Са при контактировании с водным раствором СО2 была рассчитана путем разделения измеренного содержания количества Са на значение, полученное из массы погруженного сталеплавильного шлака умноженной на соотношение компонентов Са в сталеплавильном шлаке.
[0145] Для сравнения, сталеплавильный шлак А или сталеплавильный шлак В был диспергирован в воду и сразу же разделен на сталеплавильный шлак и воду путем фильтрации под давлением, аналогичная обработка была выполнена на отделенном сталеплавильном шлаке, и аналогичным образом были измерены количество Са, элюированного в водный раствор, содержащий диоксид углерода, и скорость элюирования Са.
[0146] В таблице 2 показаны типы сталеплавильного шлака, проводилась ли термообработка и магнитное разделение, скорость извлечения Fe при магнитном разделении, скорость элюирования Са после магнитного разделения, скорость элюирования Са при контактировании с водой и скорость элюирования Са при контактировании с водным раствором СО2.
[147] 
[0148] Магнитное разделение шлакового шлама может обеспечить извлечение 10% или более Fe. Все соединения, извлеченные в ходе процедуры, имели концентрацию Fe, равную 40 вес. % или более, Mn равную 5 вес. % или более, и Mg равную 1 вес. % или более, что было измерено с помощью спектрометрии с индуктивно связанной плазмой и химического анализа, и таким образом могли быть повторно использованы в процессе производства чугуна.
[0149] Приведение сталеплавильного шлака, подвергнутого магнитному разделению, в контакт с водным раствором СО2 обеспечивало возможность элюирования высокого отношения Са по сравнению с приведением сталеплавильного шлака в контакт с водным раствором СО2 без выполнения магнитного разделения. Добавление скорости элюирования Са после магнитного разделения (и перед контактированием с водным раствором СО2) к вышеуказанному соотношению обеспечивало высокую скорость извлечения Са в любом случае.
[0150] В ходе процедуры, когда воздух продували через жидкий компонент, полученный путем разделения твердой и жидкой фаз после контактирования с водным раствором СО2, и дополнительно рН жидкого компонента был увеличен путем добавления к нему жидкого компонента (имеющего больший рН), полученного путем разделение твердой и жидкой фаз после магнитного разделения, соединение карбоната кальция, содержащее фосфор, осаждалось до получения рН 8, и затем соединение карбоната кальция, содержащее меньше фосфора, осаждалось до получения рН 10. Измерение количества Са, осажденного на этих этапах, показало, что большая часть Са в сталеплавильном шлаке А или сталеплавильном шлаке В была извлечена на предыдущих этапах.
[0151] Подвергание сталеплавильного шлака термообработке перед магнитным разделением увеличивало как скорость извлечения Fe при магнитном разделении, так и скорость элюирования Са при контактировании с водным раствором СО2 после магнитного разделения.
[0152] [Эксперимент 2]
Подготовили сталеплавильный шлак А, использованный в эксперименте 1, и его часть была подвергнута термообработке как в эксперименте 1.
[0153] 2-1. Магнитное разделение, гидратационная обработка и отделение сталеплавильного шлака от воды
Подготовили шлаковый шлам для каждого сталеплавильного шлака А, не подвергнутого термообработке, и сталеплавильного шлака А, подвергнутого термообработке, как в эксперименте 1, и подвергли магнитному разделению, как в эксперименте 1, с последующим разделением на сталеплавильный шлак и воду путем фильтрации под давлением.
[0154] В ходе вышеуказанной процедуры, гидратационная обработка выполнялась перед магнитным разделением, одновременно с ним или после него с помощью одного из следующих способов.
[0155] 2-1-1. Погружение и отстаивание (после магнитного разделения)
Шлаковый шлам, который не был извлечен с помощью магнитного разделения, оставили отстаиваться при комнатной температуре в течение 60 минут. Большая часть сталеплавильного шлака опустился на дно за 60 минут.
[0156] 2-1-2. Погружение и перемешивание (перед магнитным разделением)
Шлаковый шлам был перемешан в течение 60 минут перед магнитным разделением с обеспечением того, что сталеплавильный шлак не опустился на дно и остался на поверхности. Сталеплавильный шлак, подвергнутый термообработке, был подвергнут гидратационной обработке после термообработки.
[0157] При выполнении как погружения, так и перемешивания перед магнитным разделением и погружения и отстаивания после магнитного разделения, погружение и перемешивание выполнялось в течение 20 минут, а погружение и отстаивание в течение 40 минут, так что общее время гидратационной обработки стало равным 60 минутам.
[0158] 2-1-3. Отстаивание в форме пасты (после магнитного разделения)
После отделения от воды с помощью фильтрации под давлением, сталеплавильный шлак в форме пасты был помещен в емкость и выдерживался в ней в течение 60 минут с обеспечением того, что сталеплавильный шлак не был высушен и сохранился в форме пасты.
[0159] 2-1-4. Циркулирование (одновременно с магнитным разделением)
Магнитное разделение было выполнено путем циркулирования шлакового шлама между магнитным сепаратором и резервуаром, в котором хранился шлаковый шлам перед выливанием в магнитный сепаратор, в течение 30 минут времени вращения вращающегося барабана. В ходе циркулирования, скорость циркулирования была отрегулирована таким образом, что скорость потока шлакового шлама в резервуаре стала удовлетворительно низкой.
[0160] 2-2. Контактирование с водным раствором СО2
Впоследствии, каждый сталеплавильный шлак был приведен в контакт с водным раствором СО2 путем контактирования с СО2 2 (при дроблении), описанном в эксперименте 1.
[0161] В таблице 3 показано, проводилась ли термообработка, типы гидратационной обработки, выполненные до магнитного разделения, одновременно с ним и после него, скорость извлечения Fe при магнитном разделении, скорость элюирования Са после магнитного разделения, и скорость элюирования Са при контактировании с водным раствором СО2.
[162] 
[0163] Приведение сталеплавильного шлака, подвергнутого магнитному разделению и гидратационной обработке, в контакт с водным раствором СО2 обеспечило возможность элюирования высокого отношения Са в водный раствор СО2 по сравнению с экспериментом 1, который не включал гидратационную обработку. Добавление скорости элюирования Са после магнитного разделения (и перед контактированием с водным раствором СО2) к вышеуказанному соотношению также обеспечило более высокую скорость извлечения Са, чем в эксперименте 1 в любом случае.
[0164] Все соединения, извлеченные с помощью магнитного разделения в ходе процедуры, также имели концентрации Fe, равные 40 вес. % или более, Mn равные 5 вес. % или более, и Mg равные 1 вес. % или более, что было измерено с помощью спектрометрии с индуктивно связанной плазмой и химического анализа, и таким образом могли быть повторно использованы в процессе производства чугуна.
[0165] Также в ходе процедуры, когда воздух продували через жидкий компонент, полученный путем разделения твердой и жидкой фаз после контактирования с водным раствором СО2, и дополнительно рН жидкого компонента увеличился путем добавления жидкого компонента (имеющего более высокий рН), полученного путем разделения твердой и жидкой фаз после магнитного разделения, соединение карбоната кальция содержащее фосфор, осаждалось до получения рН 8, и затем соединение карбоната кальция, содержащее меньше фосфора, осаждалось до получения рН 10. Измерение количества Са, осажденного на этих этапах, показало, что большая часть Са в сталеплавильном шлаке, была извлечена на предыдущих этапах.
[0166] Также в этой процедуре подвергание сталеплавильного шлака термообработке перед магнитным разделением увеличивает как скорость извлечения Fe при магнитном разделении, так и скорость элюирования Са при контактировании с водным раствором СО2 после магнитного разделения.
[0167] По настоящей заявке испрашен приоритет на основании заявки на патент Японии №2017-006614, поданной 18 января 2017 года, полное содержание которой, включая формулу изобретения, описание и чертежи, включено в настоящую заявку посредством ссылки.
Промышленная применимость
[0168] Способ элюирования Са согласно настоящему изобретению обеспечивает легкое увеличение элюирования Са из сталеплавильного шлака в водный раствор, содержащий диоксид углерода, а также скорости извлечения Са из сталеплавильного шлака, и, таким образом, является предпочтительным в качестве способа извлечения источника Са в процессе изготовления чугуна.

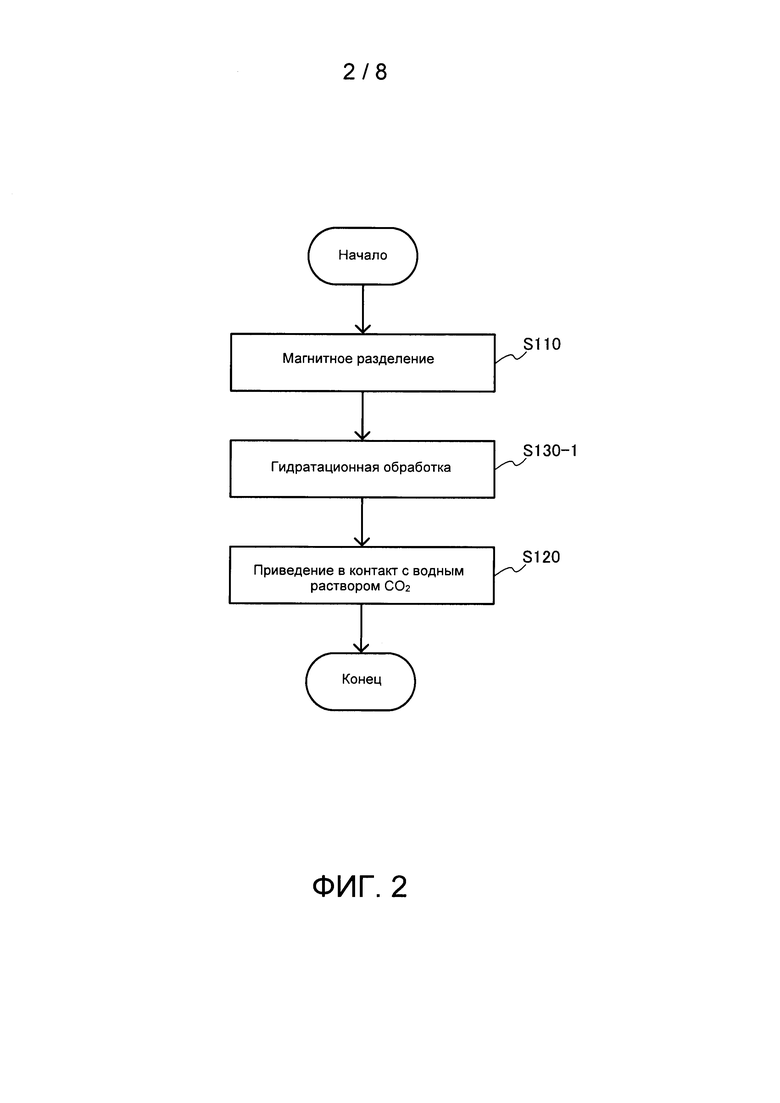


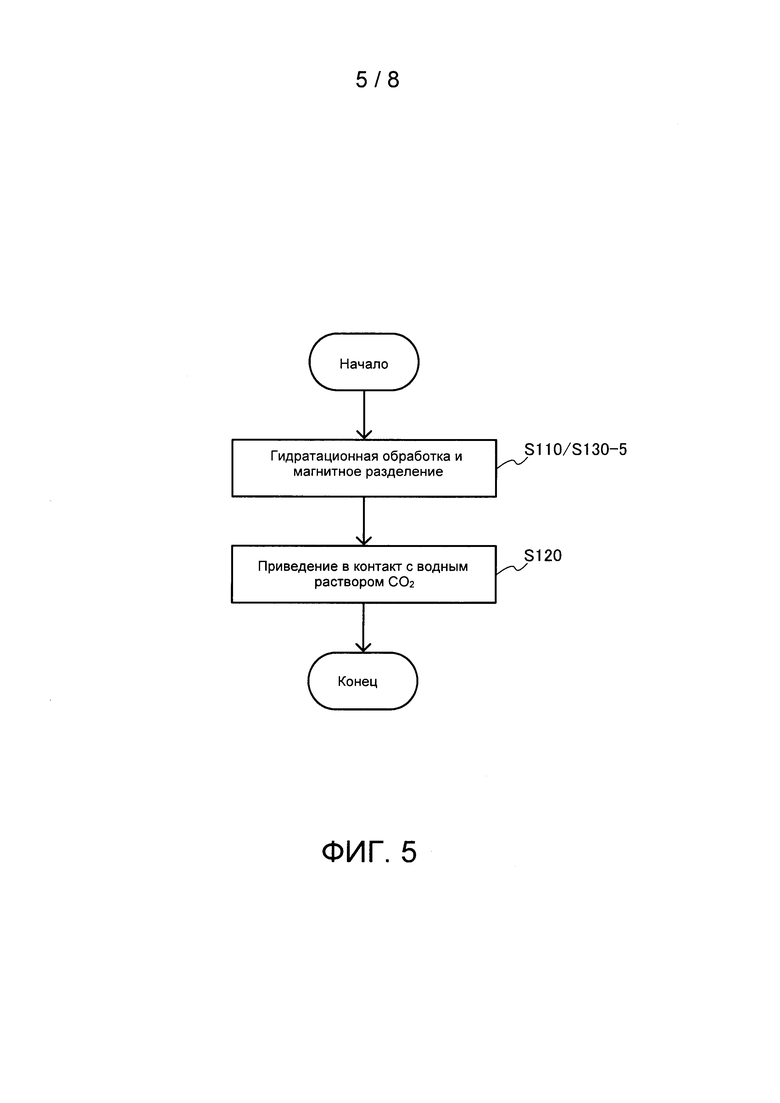
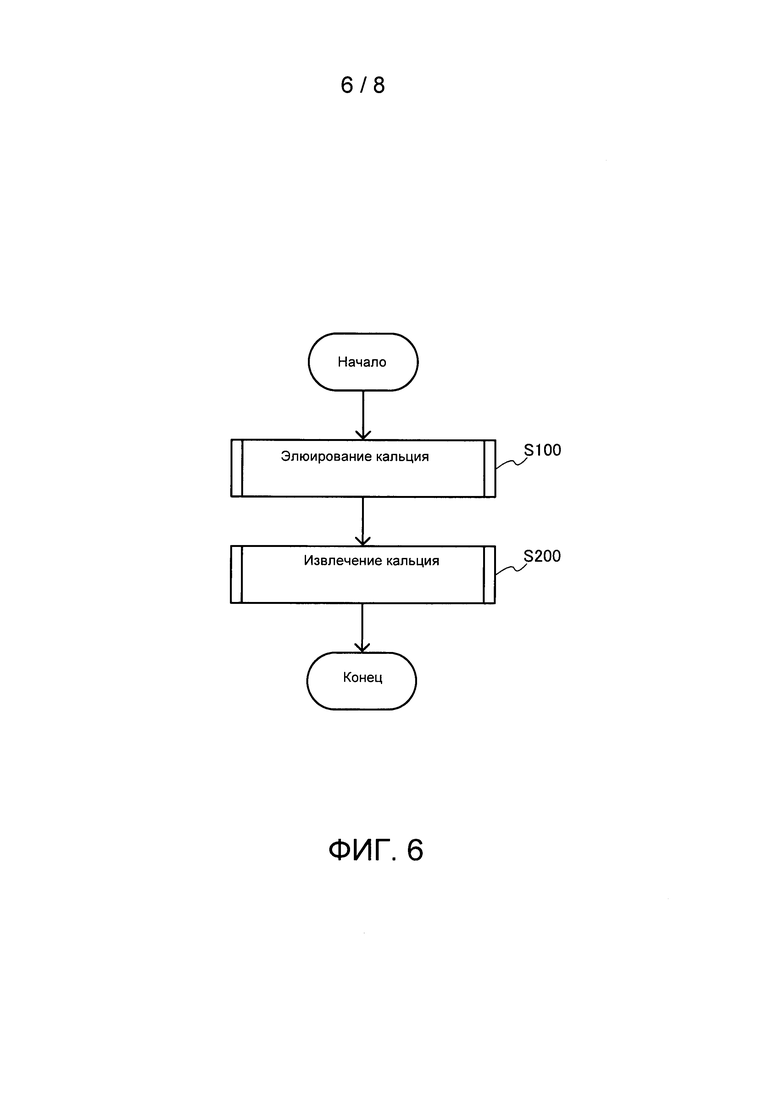

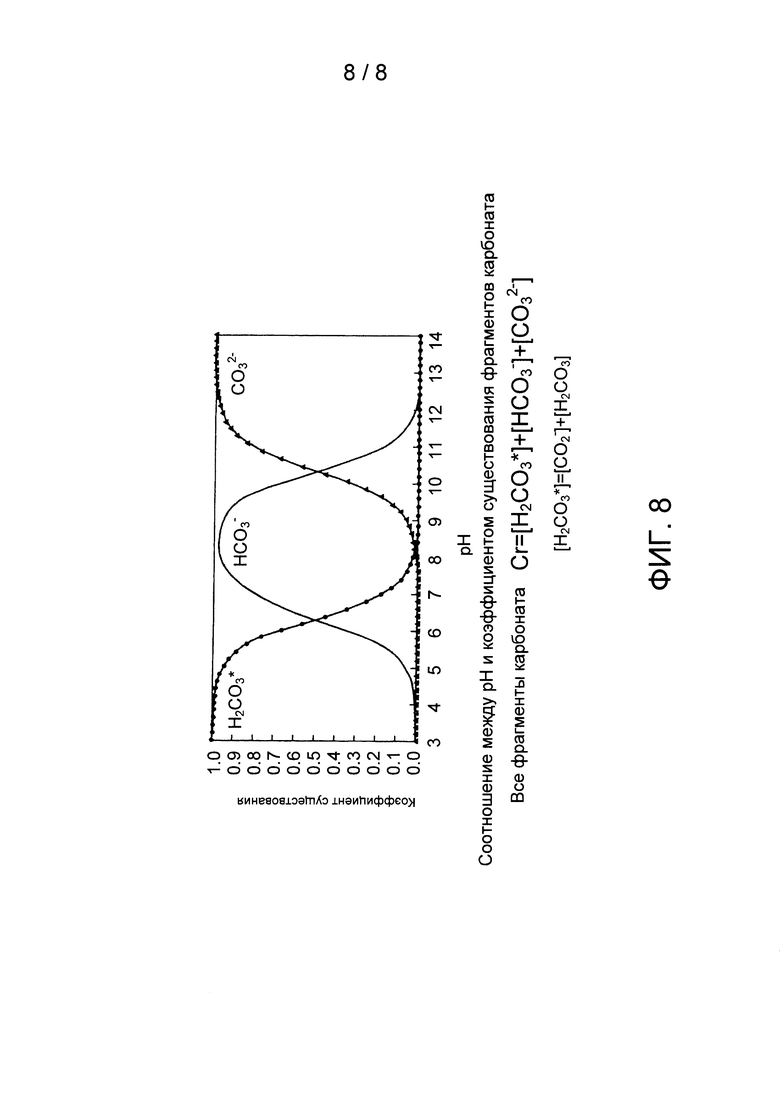
Изобретение относится к области металлургии и может быть использовано при извлечении из сталеплавильного шлака элюированного кальция. В способе подвергают сталеплавильный шлак магнитному разделению для удаления из сталеплавильного шлака соединения, содержащего железо, подвергают сталеплавильный шлак гидратационной обработке и приводят сталеплавильный шлак, подвергнутый магнитному разделению и гидратационной обработке, в контакт с водным раствором, содержащим диоксид углерода. Изобретение обеспечивает возможность элюирования кальция из сталеплавильного шлака в большем количестве в водный раствор, содержащий диоксид углерода. 2 н. и 5 з.п. ф-лы, 8 ил., 3 табл.
1. Способ элюирования кальция из сталеплавильного шлака, в котором:
подвергают сталеплавильный шлак магнитному разделению для удаления из сталеплавильного шлака соединения, содержащего железо;
подвергают сталеплавильный шлак гидратационной обработке и
приводят сталеплавильный шлак, подвергнутый магнитному разделению и гидратационной обработке, в контакт с водным раствором, содержащим диоксид углерода.
2. Способ по п.1, в котором приведение в контакт включает приведение сталеплавильного шлака в контакт с водным раствором, содержащим диоксид углерода, в ходе дробления, или измельчения сталеплавильного шлака, или истирания поверхности сталеплавильного шлака.
3. Способ по п.1 или 2, в котором гидратационную обработку выполняют перед магнитным разделением.
4. Способ по любому из пп.1-3, в котором гидратационную обработку выполняют после магнитного разделения.
5. Способ по любому из пп.1-4, в котором гидратационную обработку выполняют одновременно с магнитным разделением.
6. Способ по любому из пп.1-5, который дополнительно включает подвергание сталеплавильного шлака термообработке перед выполнением магнитного разделения.
7. Способ извлечения кальция из сталеплавильного шлака, в котором осуществляют элюирование кальция из сталеплавильного шлака способом по любому из пп. 1-6 и извлекают элюированный кальций.
| Токарный резец | 1924 |
|
SU2016A1 |
| JP 54088894 A, 14.07.1979 | |||
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377324C2 |
| СИСТЕМЫ И СПОСОБЫ ПЕРЕРАБОТКИ ОСТАТКОВ ВЫХЛОПОВ СТАЛЕПЛАВИЛЬНОГО КОНВЕРТЕРА И ИЗДЕЛИЯ, ПРОИЗВОДИМЫЕ С ИХ ПОМОЩЬЮ | 2011 |
|
RU2605409C2 |

