Область техники, к которой относится изобретение
Изобретение относится к области строительства, а именно к оборудованию для профилирования оконных отливов профилировочным станком.
Уровень техники
Известна линия для производства подоконного отлива с изменяемой шириной полки (https://ruscana.ru/catalog/oborudovanie-dlya-proizvodstva-dobornyh-elementov/liniya-dlya-proizvodstva-podokonnogo-otliva/), в комплектацию которой входят: разматыватель рулонного металла, прокатный стан, модуль правки металла, модуль нанесения защитной плёнки, гидравлическая система, гильотина (гидравлическая), стол приёмный и автоматическая система управления.
Известен станок для изготовления оконных отливов (http://www.mobiprof.ru/catalog/stanok-okonnyh-otlivov/), который содержит шесть рабочих клетей с оптимизированной конфигурацией профилировочных роликов и последнюю правильную клеть. Прокат профиля производится в два прохода - каждая сторона поочередно.
Известен станок для производства подоконных отливов (http://www.mobiprof.ru/catalog/mobiprof-pkr/), основным отличием этого станка является возможность проката заготовки за один проход и наличие системы автоматической подстройки под толщину металла. Конструкция станка для отливов позволяет переходить с одной ширины профиля на другую. Подвижные направляющие на входе станка позволяют корректировать размеры крайних элементов профиля.
Известен станок для изготовления отливов (https://4742-384846.ru/stanok-otliv.htm), который предназначен для производства оконных отливов методом холодной прокатки (последовательной гибки) металла между волками. Особенностью станка является его возможность изготавливать отливы большой длины.
Известен станок для изготовления оконного отлива СПО-01 (https://regionstanok.ru/stanok-dlya-zavalczovki-kromok-6.html), который предназначен для изготовления оконных отливов из оцинкованной стали и стали с полимерным покрытием, толщиной 0,35 – 0,5 мм. Изготовление происходит методом проката из штучных, предварительно нарезанных заготовок. Станок СПО-01 имеет в своем составе два блока - фиксированный и подвижный. Подвижный блок предназначен для настройки ширины заготовки. Фиксация подвижного блока осуществляется за счет электромагнитов, приводимых в действие включением тумблера.
Недостатком этих решений является недостаточно высокая производительность, а также большая длительность перенастройки оборудования на другую ширину профиля.
Раскрытие изобретения
Задача изобретения – создание простого, быстрого и удобного устройства для изготовления оконных отливов с минимальными затратами.
Техническим результатом является повышение производительности оборудования для профилирования оконных отливов за счет наличия последовательно установленных профилировочных клетей и амортизации между опорными и ведущими роликами каждой клети, а также повышение удобства эксплуатации за счет возможности быстрой перенастройки роликов на другую ширину продукции по шаблонам.
По отношению к известным устройствам заявленный профилировочный станок имеет возможность быстро перенастраиваться на разные ширины продукции в короткий срок, работать на более высоких скоростях, безопасен в эксплуатации, бюджет его изготовления малозатратный.
Указанный технический результат достигается тем, что станок для профилирования оконных отливов содержит станину, на которой равномерно расположены профилировочные клети в количестве 12 штук, причем каждая профилировочная клеть содержит, закрепленный на верхних держателях подшипника опорный вал, на котором вращаются опорные валики, и ведущий вал, на котором вращаются ведущие ролики, причем ведущий вал закреплен на нижних держателях подшипника и соединен с помощью цепи с электродвигателем, который управляется частотным преобразователем, в верхней части держателей подшипников на шпильке расположено регулируемое амортизационное устройство, а зазор между опорными и ведущими роликами установлен равным толщине прокатываемого металла. Регулируемое амортизационное устройство состоит из амортизационной пружины и регулировочной гайки.
На профилировочном станке установлено двенадцать клетей для изготовления оконных отливов из оцинкованной стали с полимерном покрытием. Профилирование идет симметрично с каждой стороны в одной плоскости, этим самым металлическая полоса удерживается роликами в зоне профилирования при возникновении динамических сил, при скоростном режиме. На металлическую полосу перед продольной резкой наносится защитная пленка. При больших скоростях производства между роликами и оцинкованной сталью с полимерном покрытием и защитной пленкой возникает электризация, происходит налипание маленьких кусочков пленки, которые образуются на краях прокатываемой полосы. Чтобы избежать механических ударов от прилипшей пленки, растягивания металла, на клети устанавливаются амортизационные пружины, а зазор между верхним и нижним роликами устанавливается на толщину прокатываемого металла. Для проката изделий разной ширины профилировочный станок перенастраивается вручную за короткий промежуток времени, с помощью шаблонов.
Краткое описание чертежей
На фиг. 1 представлен общий вид станка для профилирования оконных отливов.
На фиг. 2 представлен вид клети станка для профилирования отливов.
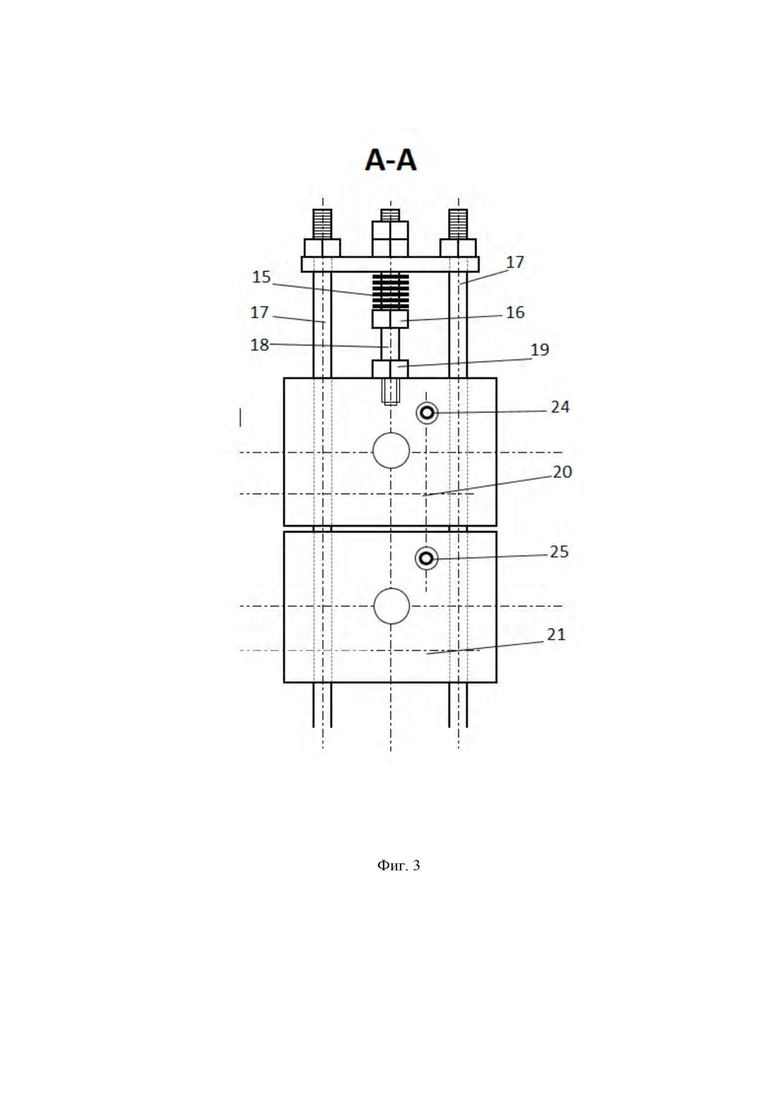
На фиг. 3 представлен вид клети станка в разрезе А-А.
На фиг. 4 представлен эскиз шаблона для перенастройки станка по ширине готовой продукции.
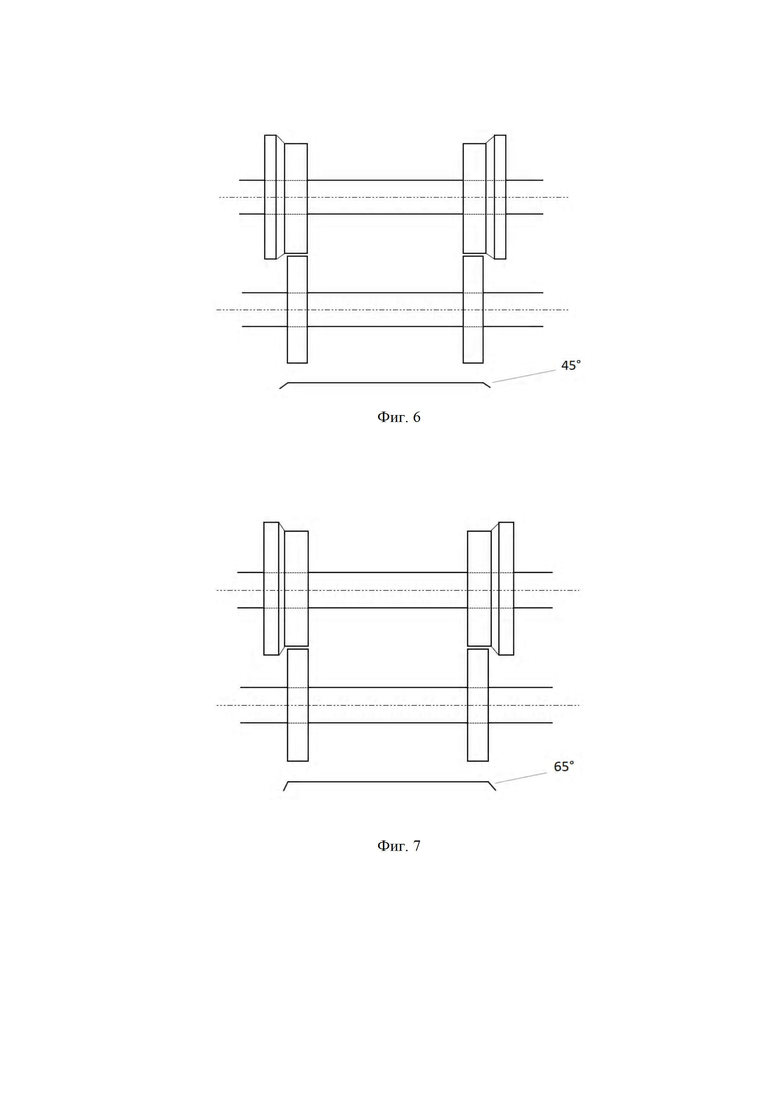
На фиг. 5-16 представлены изображения профилировочных клетей и поэтапные изображения готовой продукции при изготовлении отливов.
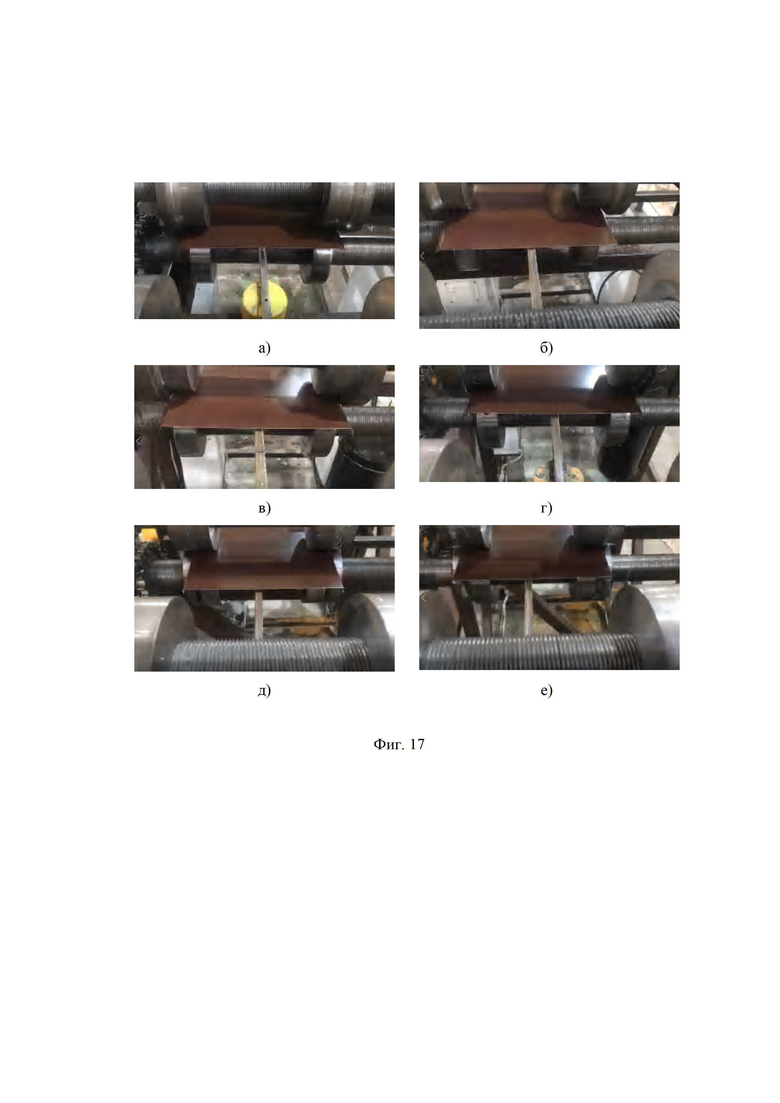
На фиг. 17-18 представлены фото профилированного отлива на различных этапах его изготовления.
На фиг. 19-20 представлены фото станка для профилирования оконных отливов и одной из его клетей.
На фигурах приняты следующие обозначения: 1-12 – профилировочные клети №1-№12, 13 – станина, 14 – цепь, 15 – амортизационная пружина, 16 – регулировочная гайка пружины, 17 – шпилька (основная), 18 – регулировочная шпилька верхнего держателя подшипника, 19 – контргайка шпильки верхнего держателя подшипника, 20 – верхний держатель подшипника, 21 – нижний держатель подшипника, 22 – вал опорный, 23 – ведущий вал, 24 – регулировочная шпилька верхнего держателя подшипника, 25 – регулировочная шпилька нижнего держателя подшипника, 26 – опорный ролик, 27 – ведущий ролик, 28 – звездочка для цепи, 29 – шарик подшипника, 30 – резьбовая шпилька, 31 – контргайка наконечника, 32 – наконечник шаблона, L – длина шаблона: расстояние между опорным 26 и ведущим роликом 27 и регулировочными шпильками верхнего 24 и нижнего 25 держателя подшипника.
Осуществление изобретения
Станок для профилирования оконных отливов содержит станину 13, на которой равномерно расположены профилировочные клети в количестве 12 штук, причем каждая профилировочная клеть содержит, закрепленный на верхних держателях 20 подшипника опорный вал 22, на котором вращаются опорные ролики 26, и ведущий вал 23, на котором вращаются ведущие ролики 27, ведущий вал 23 закреплен на нижних держателях 21 подшипника и соединен с помощью цепи 14 с электродвигателем, который управляется частотным преобразователем, в верхней части держателей подшипников 20 на шпильке 17 расположено регулируемое амортизационное устройство, а зазор между опорными 26 и ведущими 27 роликами установлен равным толщине прокатываемого металла.
Регулируемое амортизационное устройство состоит из амортизационной пружины 15 и регулировочной гайки 16.
Станок для профилирования оконных отливов работает следующим образом.
Опорные ролики 26 вращаются на опорном валу 22, опорный вал 22 крепится на верхних держателях подшипника 20 (см. фиг. 2). Ведущие ролики 27 вращаются на ведущем валу 23, ведущий вал 23 приводится в движение через звездочку 28 и цепь 14 (см. фиг. 1) и крепится на нижних держателях подшипника 21 (см. фиг. 2). Перед профилированием зазор между опорными роликами 26 и ведущими роликами 27 выставляется регулировочной шпилькой 18 верхнего держателя подшипника и фиксируется контргайкой 19 шпильки верхнего держателя подшипника, зазор устанавливается на толщину оцинкованной стали с полимерном покрытием и защитной пленкой. Регулировочная гайка 16 пружины 15 регулирует жесткость амортизации.
При перенастройке профилировочного станка по ширине готовой продукции используются шаблоны (см. фиг. 4). С помощью одного шаблона перенастраиваются все двенадцать клетей профилировочного станка (см. фиг. 1). Устройство шаблона (см. фиг. 4): резьбовая шпилька 30, шарик подшипника 29, закрепленный на резьбовой шпильке 30, наконечник шаблона 31, который вкручивается резьбовую шпильку 30 и фиксируется контргайкой наконечника 31. Шаблон вставляется вручную между опорным роликом 26 и регулировочной шпилькой 24 верхнего держателя подшипника, длина между 26 и 24 равняется L (см. фиг. 2). Аналогично шаблон вставляют вручную между ведущим роликом 27 и регулировочной шпилькой 25 нижнего держателя подшипника. Расстояние между 27 и 25 равняется L (см. фиг. 2). Регулировочные шпильки нижнего 25 и верхнего 24 держателя подшипника отрегулированы по длине так, чтобы расстояние L было одинаковым (см. фиг. 2). Если оконный отлив нужен другой ширины, (например, на 10 мм больше от предыдущей ширины), вставляют шаблон длиной L+10 мм и делают быструю перенастройку всех двенадцати клетей. Перенастройка занимает 7 минут.
Длинномерное металлическое полотно проходит через 1-клеть №1 (см. фиг. 1 и 5) и симметрично подгибается по краям на 10° по 6-7 мм, проходит через 2-клеть №2 (см. фиг. 1 и 6) и симметрично подгибается по краям на 45°, проходит через 3-клеть №3 (см. фиг. 1 и 7) и симметрично подгибается по краям на 65°, проходит через 4-клеть №4 (см. фиг.1 и 8) и симметрично подгибается по краям на 90°, проходит через 5-клеть №5 (см. фиг. 1 и 9) и симметрично подгибается по краям на 115°, проходит через 6-клеть №6 (см. фиг. 1 и 10) и симметрично подгибается по краям на 140°, проходит через 7-клеть №7 (см. фиг. 1 и 11) и симметрично подгибается по краям на 165°, проходит через 8-клеть №8 (см. фиг. 1 и 12) и симметрично подгибается по краям на 180°. После прохождения через восемь клетей получается полоса с загибом вовнутрь на 7-6 мм и с радиусом загиба 1-2 мм. Далее металлическое полотно проходит через 9-клеть №9 (см. фиг. 1 и 13), где левый край заготовки длиной 20 мм выгибается вверх на 20°, а правый край длиной 25мм загибается вниз на 20°. Далее металлическое полотно проходит через 10-клеть №10 (см. фиг. 1 и 14) где левый край заготовки длиной 20 мм выгибается вверх на 35°, а правый край длиной 25 мм загибается вниз на 35°. Далее металлическое полотно проходит через 11-клеть №11 (см. фиг. 1 и 14) где левый край заготовки длиной 20 мм выгибается вверх на 45°, а правый край длиной 25 мм загибается вниз на 45°. На последнем этапе профилирования изделие проходит через 12-клеть №12 (см. фиг. 1 и 15), где левый край заготовки длиной 20 мм выгибается вверх на 60°, а правый край длиной 25 мм загибается вниз на 60°. Таким способом проходит профилирование оконного отлива.
Пример реализации.
Был изготовлен и опробован опытный станок для профилирования оконных отливов (фото на фиг. 19-20), в результате опробования было изготовлено несколько партий отливов, этапы их изготовления представлены на фото на фиг. 17-18. В результате опробования было выяснено, что скорость изготовления проката составила 48,2 м/мин (2 892 м/час), перестройка на другую ширину – 7 минут.
Таком образом, использование заявленного станка обеспечивает повышенную производительность при профилировании оконных отливов, удобство в эксплуатации, имеет возможность быстро перенастраиваться на разные ширины продукции в короткий срок, работать на более высоких скоростях.
Сопоставительный анализ заявленного устройства показывает, что совокупность существенных признаков заявленного станка для профилирования оконных отливов неизвестна из уровня техники и, значит, соответствует условию патентоспособности «Новизна».
В уровне техники не было выявлено признаков, совпадающих с отличительными признаками заявленного устройства и влияющих на достижение заявленного технического результата, поэтому заявленное изобретение соответствует условию патентоспособности «Изобретательский уровень».
Приведённые сведения подтверждают возможность применения в заявленного станка в области строительства для профилирования оконных отливов, и поэтому соответствует условию патентоспособности «Промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок профилировочный двухъярусный для холодного роликового профилирования металлических профилей | 2024 |
|
RU2824027C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Станок для изготовления плитки (варианты) | 2022 |
|
RU2794694C1 |
| Стан для изготовления спирально сфальцованных труб, преимущественно корпусов крупных емкостей | 1991 |
|
SU1766554A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И СПОСОБ ПРОФИЛИРОВАНИЯ МАТЕРИАЛА | 2009 |
|
RU2473407C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Способ изготовления металлических рукавов из ленты | 1987 |
|
SU1503922A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| НИЗКОУРОВНЕВЫЙ ТОКАРНЫЙ СТАНОК ПОДВИЖНОГО БАЗИРОВАНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ КОЛЕСНОЙ ПАРЫ | 2021 |
|
RU2759101C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |










Изобретение относится к оборудованию для профилирования оконных отливов. Станок для профилирования оконных отливов содержит станину, на которой равномерно расположены профилировочные клети в количестве 12 штук, причем каждая профилировочная клеть содержит закрепленный на верхних держателях подшипника опорный вал, на котором вращаются опорные валики, и ведущий вал, на котором вращаются ведущие ролики, при этом ведущий вал закреплен на нижних держателях подшипника и соединен с помощью цепи с электродвигателем, который управляется частотным преобразователем, в верхней части держателей подшипников на шпильке расположено регулируемое амортизационное устройство, а зазор между опорными и ведущими роликами установлен равным толщине прокатываемого металла. Регулируемое амортизационное устройство включает в себя амортизационную пружину и регулировочную гайку. Технический результат – повышение производительности оборудования и удобства эксплуатации за счет возможности быстрой перенастройки роликов на другую ширину продукции. 1 з.п. ф-лы, 20 ил.
1. Станок для профилирования оконных отливов, содержащий станину, на которой равномерно расположены профилировочные клети в количестве 12 штук, причем каждая профилировочная клеть содержит закрепленный на верхних держателях подшипника опорный вал, на котором вращаются опорные валики, и ведущий вал, на котором вращаются ведущие ролики, причем ведущий вал закреплен на нижних держателях подшипника и соединен с помощью цепи с электродвигателем, который управляется частотным преобразователем, в верхней части держателей подшипников на шпильке расположено регулируемое амортизационное устройство, а зазор между опорными и ведущими роликами установлен равным толщине прокатываемого металла.
2. Станок по п. 1, отличающийся тем, что регулируемое амортизационное устройство включает в себя амортизационную пружину и регулировочную гайку.
| US 3785191 A1, 15.01.1974 | |||
| KR 101747017 B1, 14.06.2017 | |||
| KR 1020140015660 A, 07.02.2014 | |||
| CN 201880763 U, 29.06.2011 | |||
| Клеть профилегибочного стана | 1977 |
|
SU837465A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2254193C1 |

