В промышленности используются трехвалковые раскатные станы для прокатки труб на длинной оправке, которая имеет большой вес. Известно и применение плавающей оправки при холодном волочении труб из черных и цветных металлов. Однако известные способы осуществляются с большим расходом инструмента и при с.ложной настройке стана.
Особенность описываемого способа состоит в том, что, с целью упрощения установки стана, сокращения расхода инструмента и увеличения диапазона размеров приготовляемых труб, прокатка ведется на плаваюи ей короткой оправке с уДоТиненным передним концом.
Описываемый способ прокатки труб осушествляется на трехвалковом стане на плавающей короткой оправке.
На фиг. 1 показана схема прокатки, где: /-гильза-труба, 2- валок, .3-плавающая оправка. Оправка делается с удлиненным передним концом, который перед прокаткой вводится в выводную проводку и центрователь, пока торец его не достигает установочного
упора на выходно стороне стана. Помещение переходного конца оправки в выводной проводке и центрователе обеспечивает поддержание без большого провисания оправки между валками перед прокатко. Наличие упора позволяет устанав.тивать и удерживать оправку в начале прокатки в требуемом положении между ва.тками по оси п|)окатки.
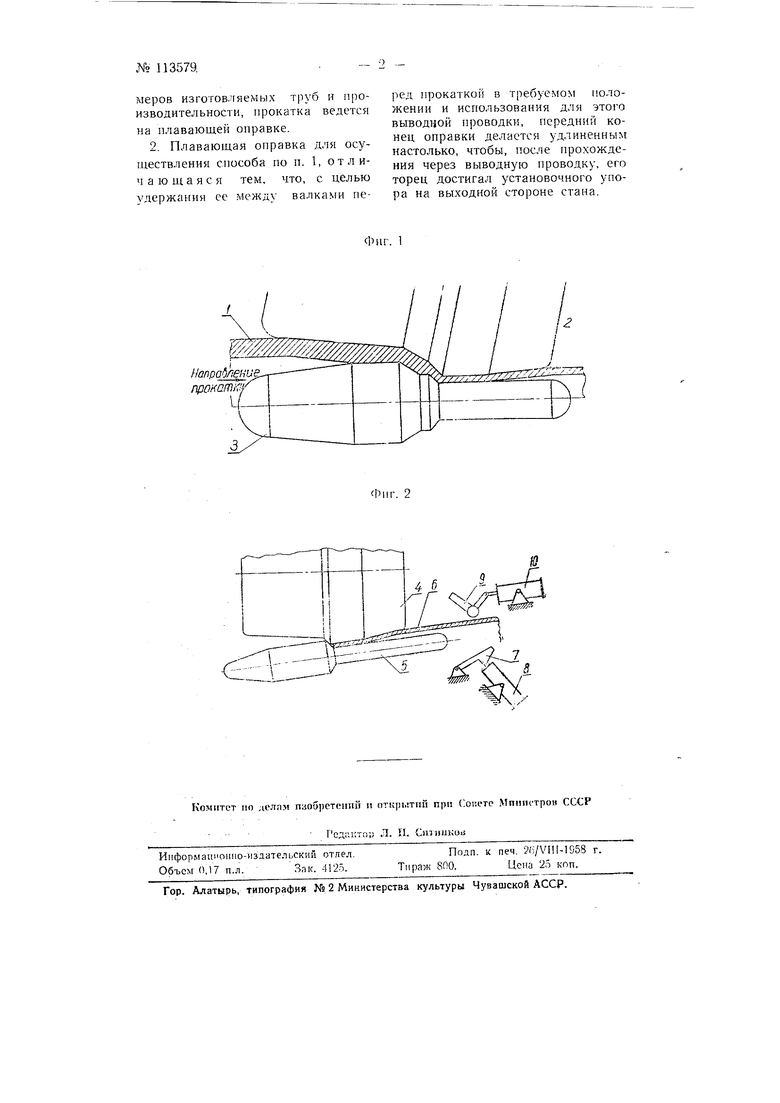
На фиг. 2 показана схема конечного момента прокатки с подъемным упором, где: 4-валок, 5-плавающая оправка, 6-труба, 7-качающийся упор, 8-цилиндр упора, 9-запирающий клин и W-цилиндр привода запирающего клина.
После того, как процесс прокатки установится, упор убирается и прокатывае1 ая труба свободно выходит из стана.
Предмет изобретения
1. Способ прокатки труб на раскатном трехвалковом стане косой ирокатки, отличающийся тем, что, с целью зпрощения установки стана, сокращения расхода инструмента, увеличения диапазона раз№ 113579.
меров изготовляемых труб и производительности, прокатка ведется на плавающей оправке.
2. Плавающая оправка для осуществления способа по п. 1, отличающаяся тем. что, с целью удержания се между валками перед прокаткой в требуемом п.оложении и использования для этого выводной проводки, передний конец оправки делается удлиненным настолько, чтобы, после прохождения через выводную проводку, его торец достигал установочного упора на выходной стороне стана.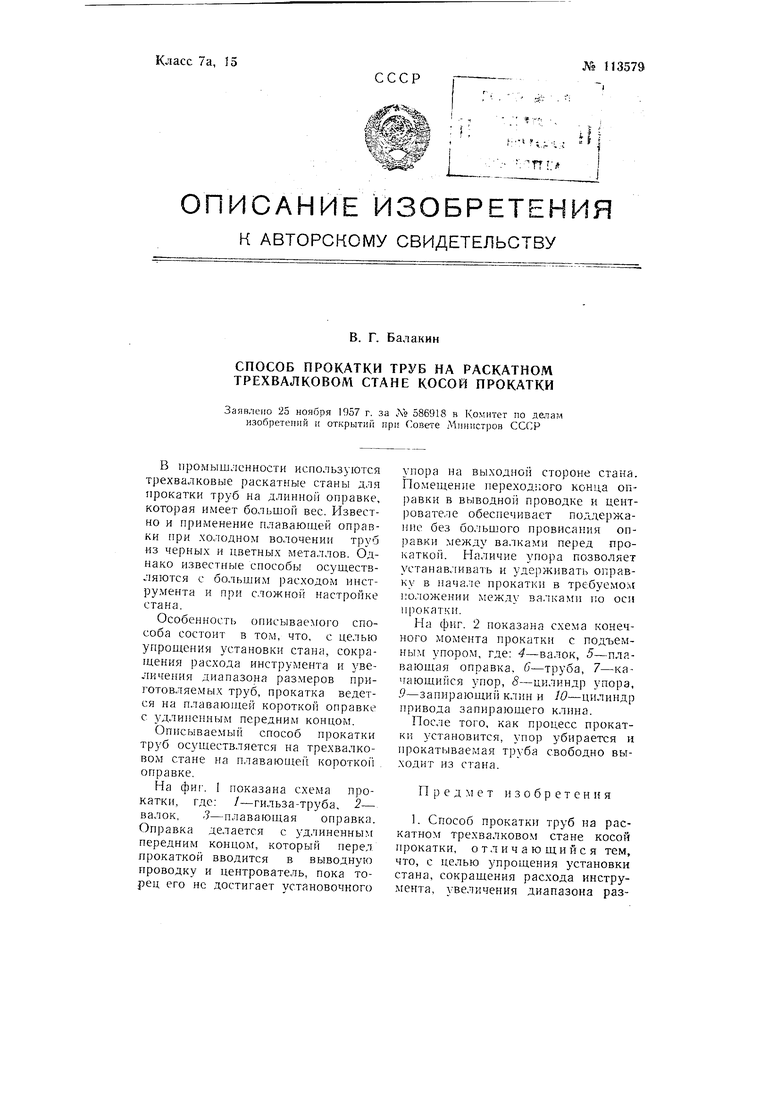
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехроликовый центрователь трубопрокатногоСТАНА | 1979 |
|
SU806178A1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
| Способ винтовой раскатки труб в трехвалковом стане | 1977 |
|
SU685371A1 |
| Способ винтовой прокатки труб | 1977 |
|
SU655441A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 1961 |
|
SU147986A1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| Непрерывно-автоматический трубопрокатный стан для раскатки полых гильз в трубы с заданной толщиной стенки | 1956 |
|
SU112973A1 |
| СПОСОБ ДЕФОРМАЦИИ ТРУБ | 2007 |
|
RU2350416C1 |
| Способ настройки стана винтовой прокатки | 1982 |
|
SU1068187A1 |
| Способ исследования параметров процесса винтовой прокатки | 1978 |
|
SU695731A1 |
f/anpad/i&jU rtpOf amivi
и
