ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к общей области направляющих лопаток для газотурбинного авиационного двигателя.
Примеры применения изобретения включают в себя, в частности, выходные направляющие лопатки (OGV), входные направляющие лопатки (IGV) и поворотные лопатки статора (VSV) для авиационного турбинного двигателя.
Как правило, каждая направляющая лопатка газотурбинного авиационного двигателя имеет перо, которое закреплено на каждом радиальном конце к бандажу посредством крепежных лап. Такие направляющие лопатки образуют ряды лопаток статора, которые служат для направления потока газа, проходящего через двигатель, для придания соответствующей скорости и угла потоку.
Направляющие лопатки, как правило, изготавливаются из металла, однако становится обычной практикой изготовление их из композиционного материала, в частности, для того, чтобы уменьшить их вес. В частности, известным является изготовление направляющих лопаток из армирующих волокон, полученных путем трехмерного тканья, и в которых перо и крепежные лапы образуют единое целое. Для этой цели, крепежные лапы обычно образуются посредством без промежуточного сцепления в основной заготовке (образующего перо заготовки), с тем, чтобы образовать два отдельных участка, при этом один из участков составляет заготовку для крепежной лапы на стороне повышенного давления (т.е. лапы, которая загнута по направлению к поверхности стороны повышенного давления пера), а другой участок составляет заготовку для крепежной лапы на стороне всасывания (т.е. лапы, загнутой по направлению к поверхности стороны всасывания пера).
Такой способ изготовления представляет собой определенные недостатки. В частности, этот способ приводит к большим ограничениям тканья, так как необходимо иметь некоторое минимальное количество слоев пряди для того, чтобы сделать возможным создание участков без промежуточного сцепления. Кроме того, трудным является управление изменениями в толщине волокнистой заготовки. В частности, наличие двух несцепленных участков означает, что только половина из множества слоев пряди являются доступными в этих несцепленных зонах для создания регрессивности толщины, что приводит к большим движениям на выходах слоев или делает необходимым прибегнуть к ухищрениям тканья (например, дублированию прядей), для того, чтобы сгладить эти изменения толщины. И, наконец, этот способ изготовления требует использования тканых наполнителей, которые должны быть специально получены в раскрыве без промежуточного сцепления с тем, чтобы заполнить пустоту и уменьшить напряжения на конце без промежуточного сцепления.
В качестве известных средств, ближайших по своей технической сущности к заявленному изобретению, могут быть рассмотрены решения, описанные в документе WO 2013/079859 A1 (МПК F01D 9/04, 2013).
ЗАДАЧА И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Основной задачей настоящего изобретения является, таким образом, обеспечение направляющей лопатки, которая не представляет вышеописанные недостатки.
В соответствии с настоящим изобретением эта задача решается посредством направляющей лопатки из композиционного материала для газотурбинного двигателя, при этом композиционный материал содержит волокнистый наполнитель, уплотненный матрицей, причем волокнистый наполнитель образован как цельный посредством трехмерного тканья и содержит перо и, по меньшей мере, две крепежные лапы, выступающих из радиального конца лопатки в направлении противоположных боковых поверхностей пера, при этом упомянутые крепежные лапы смещены в осевом направлении друг от друга.
Направляющая лопатка согласно изобретению примечательна тем, что она имеет крепежные лапы, которые смещены в осевом направлении друг от друга. При такой архитектуре, нет необходимости предусматривать без промежуточное сцепление в волокнистой заготовке для того, чтобы получить крепежные лапы. Это, таким образом, возможно, для устранения недостатков, присущих способам изготовления, которые прибегают к использованию отсутствия сцепления для образования крепежных лап. Кроме того, изготовление такой направляющей лопатки требует меньшего количества слоев прядей по сравнению с описанными выше способами изготовления, что представляет значительную экономию с точки зрения веса и затрат на изготовление. И, наконец, этот способ изготовления не требует каких-либо наполнителей для тканья.
Направляющая лопатка может включать в себя две пары крепежных лап, продолжающихся от радиально внешнего конца пера и в осевом направлении смещенных друг от друга.
Направляющая лопатка может в равной степени включать в себя две крепежные лапы, продолжающиеся от радиально внутреннего конца лопатки рядом с входной кромкой пера. При таких обстоятельствах, направляющая лопатка может также дополнительно включать в себя две другие крепежные лапы, продолжающиеся от радиально внутреннего конца лопатки рядом с выходной кромкой пера и в осевом направлении на одном уровне с друг с другом.
Направляющая лопатка может также включать в себя, на каждом радиальном конце, крепежная лапа, расположенная рядом с входной кромкой пера, и продолжающаяся по направлению к одной боковой поверхности пера, а также крепежная лапа, расположенная рядом с выходной кромкой пера, и продолжающаяся по направлению к противоположной боковой поверхности пера.
Изобретение также относится к способу изготовления направляющей лопатки, как определено выше, причем способ включает в себя последовательно: использование трехмерного тканья для подготовки волокнистой заготовки в виде единой детали, составляющей заготовку пера и крепежных лап; вырезание волокнистой заготовки для придания ей контура, составляющего перо и крепежные лапы; формирование вырезанной заготовки путем складывания участков, составляющих крепежные лапы; формирование заготовки в литьевой форме; и уплотнение заготовки смолой.
Изобретение также обеспечивает газотурбинный двигатель, включающий в себя, по меньшей мере, одну направляющую лопатку, как определено выше.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие характеристики и преимущества настоящего изобретения вытекают из следующего описания, выполненного, обращаясь к прилагаемым чертежам, которые представляют вариант осуществления, не обладающий ограничивающим характером. На фигурах:
Фигуры 1 и 2 представляют собой схематические изображения направляющей лопатки в соответствии с изобретением;
Фигура 3 представляет собой плоский вид волокнистой заготовки, используемой для изготовления направляющей лопатки по фигурам 1 и 2; и
Фиг.1 представляет собой схематическое изображение направляющей лопатки в разновидности варианта осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение относится к изготовлению направляющих лопаток для газотурбинного авиационного двигателя.
Не ограничивающие примеры таких направляющих лопаток включают в себя, в частности, выпускные направляющие лопатки (OGV), впускные направляющие лопатки (IGV) и поворотные лопатки статора (VSV) и т.д.
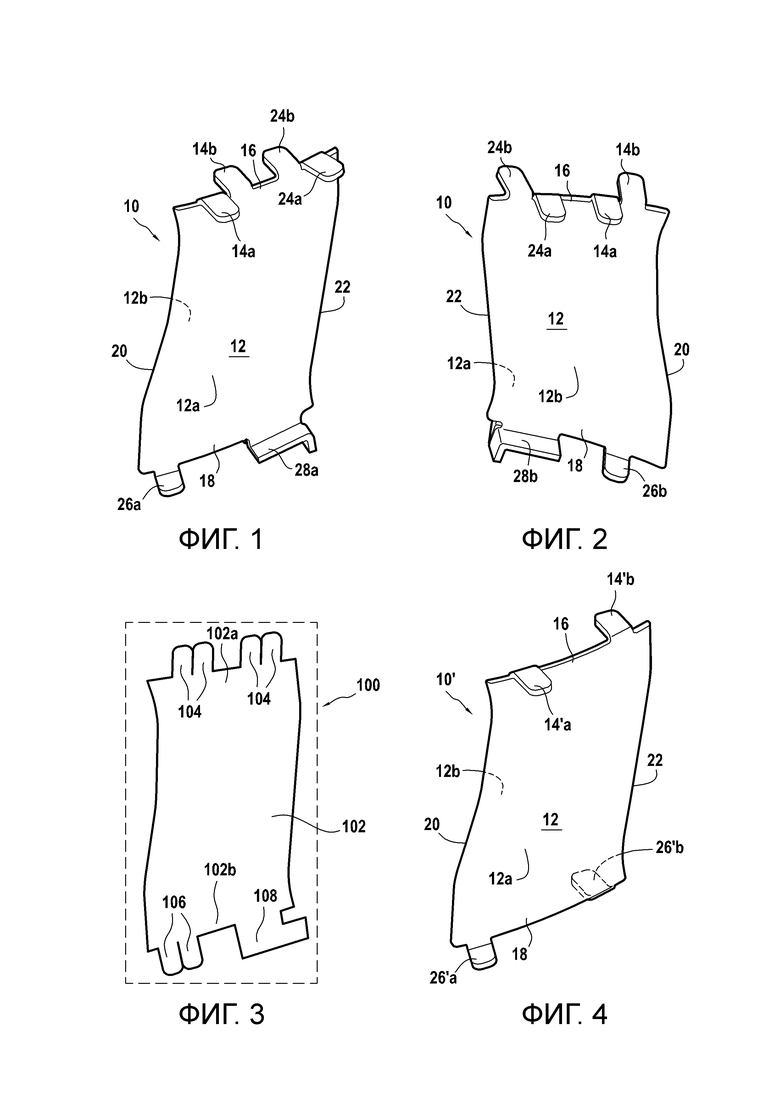
Фигуры 1 и 2 представляют собой схематические изображения в перспективе примера такой направляющей лопатки 10 в соответствии с изобретением.
В соответствии с изобретением эта направляющая лопатка 10 изготовлена из композиционного материала с волокнистым наполнителем, уплотненным матрицей, при этом волокнистый наполнитель образовывается в виде единой детали трехмерного тканья, содержащей перо 12 и, по меньшей мере, две крепежные лапы (или лепестка) 14а и 14b для предоставления возможности направляющей лопатке быть прикрепленной к бандажу (внутреннему и/или наружному бандажу).
Перо 12 продолжается, во-первых, в радиальном направлении между радиально наружным концом 16, и радиально внутренним концом 18, а во-вторых, в осевом направлении между входной кромкой 20 и выходной кромкой 22.
Более точно, крепежные лапы 14a, 14b продолжаются от одного из радиальных концов 16, 18 лопатки к противоположным боковым поверхностям пера (а именно поверхности 12а стороны повышенного давления и поверхности 12b стороны всасывания пера 12).
Таким образом, в примере по фигурам 1 и 2, крепежная лапа 14а (называемая лапой стороны повышенного давления) продолжается на стороне 12а повышенного давления пера, в то время как крепежная лапа 14b (называемая лапой стороны всасывания) продолжается на стороне 12b всасывания пера.
Кроме того, эти крепежные лапы 14а и 14b, в осевом направлении смещены друг от друга, то есть они не выровнены друг с другом в осевом направлении (направлении, в котором перо продолжается между его входной кромкой 20 и его выходной кромкой 22).
Кроме того, в варианте осуществления по фигурам 1 и 2, направляющая лопатка 10 имеет две пары крепежных лап 14а, 14b и 24а, 24b на радиально наружном конце 16 пера, при этом пары в осевом направлении смещены друг от друга, и в каждой из них крепежные лапы также в осевом направлении смещены друг от друга. Эти крепежные лапы 14a, 14b и 24a, 24b существуют для предоставления возможности направляющей лопатке быть прикрепленной к наружному бандажу.
Точно так же на своем радиально внутреннем конце 18, направляющая лопатка 10 также имеет две другие крепежные лапы 26а и 26b, которые продолжаются к поверхностям 12а и 12b стороны повышенного давления и стороны всасывания пера. Эти крепежные лапы 26а и 26b расположены рядом с входной кромкой 20 пера и существуют для предоставления возможности направляющей лопатке быть прикрепленной к внутреннему бандажу.
В варианте осуществления, представленном на фигурах 1 и 2, на этом внутреннем радиальном конце 18, направляющая лопатка 10 также имеет две осевые крепежные лапы 28а и 28b, которые расположены рядом с выходной кромкой 22 пера, и которые находятся в осевом направлении на одном уровне друг с другом (в отличие от крепежных лап 26а и 26b). Эти осевые крепежные лапы 28а и 28b также служат для крепления направляющей лопатки к внутреннему бандажу.
Здесь следует описание примера способа изготовления такой направляющей лопатки.
Первый этап способа изготовления заключается в использовании трехмерного (3D) тканья для подготовки цельной волокнистой заготовки, образующей заготовку для пера и для крепежных лап, которые связаны с ним (т.е. в данном примере крепежных лап 14а, 14b, 24a, 24b, 26a, 26b, и 28а, 28b). Контуры такой волокнистой заготовки показаны пунктирными линиями на фиг.3.
Термин "3D тканье" следует понимать в том смысле, что нити основы следуют извилистыми путями для того, чтобы взаимодействовать с уточными нитями, принадлежащими к различным слоям уточных нитей, при этом следует понимать, что 3D тканье, в частности использующее зацепляющее переплетение, может включать в себя 2D тканье на поверхности. Различные 3D переплетения могут быть использованы, например, взаимная блокировка, мульти атласное переплетение, или мульти полотняное переплетение, например, как описано, в частности, в документе WO 2006/136755.
Следующий этап способа состоит в вырезании волокнистой заготовки для придания контуров ее участкам, составляющим перо и крепежные лапы. В качестве примера, это вырезание осуществляется с использованием струи воды, а результат, который получается, представлен вырезанной заготовкой 100, изображенной сплошной линией на фиг.3.
Вырезанная таким образом, заготовка 100 имеет участок 102, составляющий перо, четыре участка 104, образующие крепежные лапы заготовок на радиально наружном конце 102а участка 102, составляющего перо заготовки, а на радиально внутреннем конце 102b участка 102, два участка 106, составляющие крепежные лапы заготовок, и один участок 108, составляющий заготовку для осевых крепежных лап.
Вырезанная заготовка затем формируется, в частности, путем складывания участков 104 и 106, составляющих крепежные лапы. Эти участки являются, таким образом, сложенными в чередующемся порядке по направлению к стороне повышенного давления и по направлению к стороне участка 102, составляющего перо заготовки. Участок 108, составляющий заготовку для осевых крепежных лап, является первоначально объектом без промежуточного сцепления в процессе тканья волокнистой заготовки, с тем, чтобы позволить ему быть сформированным путем складывания двух не взаимосвязанных между собой участков, соответственно, к стороне повышенного давления и стороне всасывания участка 102, составляющего перо заготовки.
Волокнистая заготовка, которая получается, таким образом, затем высушивается и укладывается на место в литьевую пресс-форму. Матрица для образования композиционного материала направляющей лопатки, как показано на фигурах 1 и 2, осаждается в волокнистую заготовку, в то же время, сохраняя заготовку в пресс-форме, по меньшей мере, до тех пор, пока заготовка не станет жесткой (или объединенной).
Природа матрицы выбирается в зависимости от предполагаемого применения, например органическая матрица, полученная, в частности, из смолы, которая является предшественником полимерного материала, такого как эпоксидная, бисмалеимидная или полиимидная смола, или, которая является предшественником углеродной матрицы или керамической матрицей. Для органической матрицы, волокнистая заготовка может быть пропитана композицией, содержащей матрицу предшественника смолы либо до формирования в приспособлении, или после формирования, в этом случае пропитка осуществляется путем, например, процесса типа инфузии или путем литьевого прессования смолы (RTM). Для углеродной или керамической матрицы, уплотнение может быть выполнено путем химической инфильтрации из паровой фазы (CVI) или путем пропитывания жидкой композицией, содержащей углерод или керамический предшественник смолы и осуществления термообработки для пиролиза или керамизации предшественника способами, которые являются сами по себе хорошо известными.
Фиг.4 представляет вариант выполнения направляющей лопатки 10' согласно изобретению.
Эта направляющая лопатка 10' отличается от описанной выше лопатки в том, что на ее радиально наружном конце 16, она имеет только две крепежные лапы 14'a и 14'b, которые в осевом направлении смещены относительно друг друга, а именно: крепежная лапа 14'а, расположенная рядом с входной кромкой 20 пера, и продолжающаяся по направлению к поверхности 12а стороны повышенного давления пера, и крепежная лапа 14'b, которая расположена рядом с выходной кромкой 22 пера, и которая продолжается по направлению к поверхности 12b стороны всасывания пера.
На этом радиально внутреннем конце 18, направляющая лопатка 10' также имеет две крепежные лапы 26'a и 26'b, которые в осевом направлении смещены относительно друг друга, а именно: крепежная лапа 26'а, которая расположена рядом с входной кромкой 20 пера, и которая продолжается по направлению к поверхности 12а стороны повышенного давления пера, и крепежная лапа 26'b, которая расположена рядом с выходной кромкой 22 пера, и которая продолжается по направлению к поверхности 12b стороны всасывания пера.
И, наконец, следует отметить, что эта направляющая лопатка 10' не имеет каких-либо крепежных лап, которые являются соосно выровненными друг с другом.
Изобретение относится к направляющей лопатке (10) из композиционного материала для газотурбинного двигателя, при этом композиционный материал содержит волокнистый наполнитель, уплотненный матрицей, причем волокнистый наполнитель образован как цельный посредством трехмерного тканья и содержит перо (12) и, по меньшей мере, две крепежные лапы (14a, 14b, 24a, 24b, 26a), продолжающихся от радиального конца (16, 18) лопатки в направлении противоположных боковых поверхностей (12a, 12b) пера, при этом упомянутые крепежные лапы смещены в осевом направлении друг от друга. Изобретение также относится к способу изготовления такой лопатки. Изготовление такой направляющей лопатки требует меньшего количества слоев прядей по сравнению с описанными выше способами изготовления, что представляет значительную экономию с точки зрения веса и затрат на изготовление. И, наконец, этот способ изготовления не требует каких-либо наполнителей для тканья. 3 н. и 3 з.п. ф-лы, 4 ил.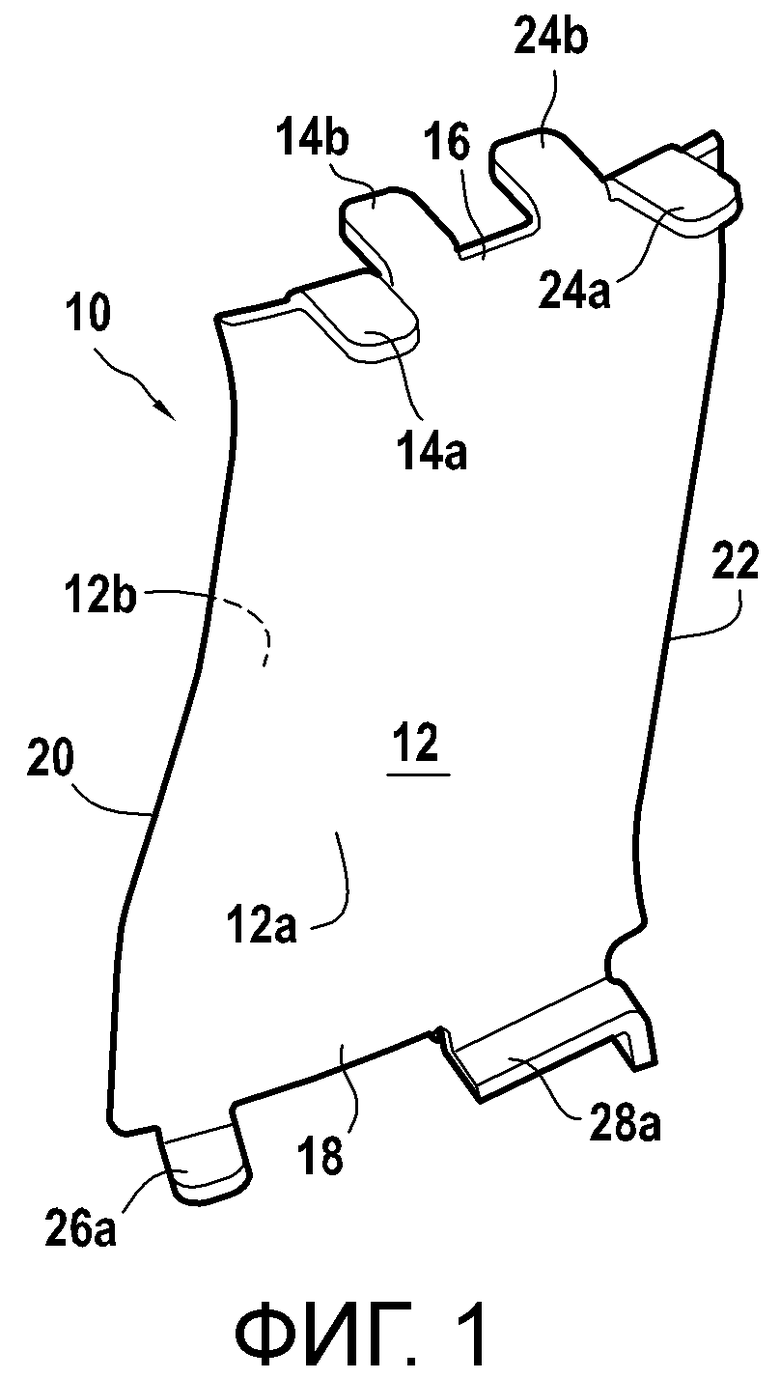
1. Направляющая лопатка из композиционного материала для газотурбинного двигателя, при этом композиционный материал содержит волокнистый наполнитель, уплотненный матрицей, причем волокнистый наполнитель образован в виде единой детали посредством трехмерного тканья и содержит перо и, по меньшей мере, две крепежных лапы, проходящих от радиального конца лопатки в направлении противоположных боковых поверхностей пера, при этом крепежные лапы смещены в осевом направлении друг от друга, отличающаяся тем, что две крепежные лапы проходят от радиально внутреннего конца лопатки рядом с входной кромкой пера по направлению к противоположным боковым поверхностям пера, при этом крепежные лапы в осевом направлении смещены друг от друга.
2. Направляющая лопатка по п.1, включающая в себя две пары крепежных лап, проходящих от радиально наружного конца пера, и в осевом направлении смещенных друг от друга.
3. Направляющая лопатка по п.1, дополнительно включающая в себя две других крепежных лапы, проходящих от радиально внутреннего конца лопатки рядом с выходной кромкой, и в осевом направлении на одном уровне друг с другом.
4. Направляющая лопатка по п.1, включающая в себя, на каждом радиальном конце крепежную лапу, расположенную рядом с входной кромкой пера, и проходящую по направлению к боковой поверхности пера, и крепежную лапу, расположенную рядом с выходной кромкой пера, и проходящую по направлению к противоположной боковой поверхности пера.
5. Газотурбинный двигатель, включающий в себя, по меньшей мере, одну направляющую лопатку по любому одному из пп.1-4.
6. Способ изготовления направляющей лопатки по любому одному из пп.1-4, при этом способ включает в себя последовательно этапы, при которых:
- используют трехмерное тканье для подготовки волокнистой заготовки в виде единой детали, образующей заготовку пера и крепежных лап;
- вырезают волокнистую заготовку для придания ей контура участков, образующих перо и крепежные лапы;
- формируют вырезанную заготовку путем сгибания участков, образующих крепежные лапы;
- формируют заготовку в литьевой форме; и
- уплотняют заготовку смолой.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| US 2925998 A, 23.02.1960 | |||
| Форсунка для дизеля | 1979 |
|
SU879000A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ изготовления ротора | 1989 |
|
SU1685498A1 |

