Область техники
Данное изобретение относится к композиции и способу образования одного или нескольких литейных стержней, предназначаемых для применения при процессах литья металла, керамики или металлокерамики. В некоторых воплощениях изобретение касается композиции и способа, применяющего такую композицию для образования одного или нескольких литейных стержней, предназначаемых для применения при процессах литья металла, керамики или металлокерамики.
Уровень техники
Литейное дело включает введение жидкого металла в литейную форму, которая образована так, чтобы содержать пустую полость, ограничивающую желаемую форму. Одним из наиболее популярных и простых типов литья является литье в песчаные формы, поскольку оно допускает изменение размеров загрузок и обеспечивает приемлемую стоимость способа.
Первый этап при способе литья в песчаные формы состоит в создании литейной формы. Песок укладывается вокруг модели так, чтобы воспроизводить внешнюю форму отливки. Когда модель удаляется, полость, которая образует отливку, остается. Часто на поверхности полости формы наносится смазка, чтобы способствовать извлечению отливки.
В некоторых воплощениях внутренние признаки отливки определяются отдельными литейными стержнями, которые готовятся до процесса отливки.
Раскрытие сущности изобретения
Одно воплощение предоставляет способ образования литейного стержня, предназначаемого для применения при способе литья металла. Этапы данного способа включают обеспечение множества керамических частиц и множества частиц смолы и измельчение множества керамических частиц до состояния, пока максимальный размер таких керамических частиц будет не превышать около 150 микрон. Этапы способа, кроме того, включают измельчение множества частиц смолы до тех пор, пока такие частицы смолы не будут иметь максимальный размер менее около 100 микрон, с последующим созданием порошкообразной смеси, состоящей из смеси множества молотых керамических частиц и множества молотых частиц смолы. В некоторых воплощениях данная порошкообразная смесь содержит множество молотых керамических частиц, множество молотых частиц смолы и множество армирующих волокон. В других воплощениях данная порошкообразная смесь содержит множество молотых керамических частиц, множество молотых частиц смолы и цилиндрический графитовый элемент.
Соответствующее воплощение также обеспечивает обработку литейного стержня, предназначаемого для применения при данном способе литья металла. Эта дополнительная обработка увеличивает его механическую прочность так, чтобы литейный стержень мог лучше выдерживать процесс литья расплавленного металла. Воплощения такой дополнительной обработки содержат этапы размещения порошкообразной смеси, содержащей множество молотых керамических частиц и множество молотых частиц смолы, в литейной форме; уплотнения указанной порошкообразной смеси при ее нахождении в указанной литейной форме; нагревания указанной литейной формы для образования первого литейного стержня; пропитки указанного первого литейного стержня полимерным соединением-предшественником для образования второго литейного стержня; и нагревания указанного второго литейного стержня для образования третьего литейного стержня.
Кроме того, этап импрегнирования содержит погружение указанного первого литейного стержня в жидкую смесь, содержащую указанное полимерное соединение-предшественник; отслеживание возрастания массы указанного первого литейного стержня; и определение того, что указанный второй литейный стержень оказывается получен, когда масса указанного первого литейного стержня более не увеличивается с течением времени. Кроме того, этап нагревания второго литейного стержня для образования третьего литейного стержня включает нагревание указанного второго литейного стержня при температуре около 1000°C в течение около 24 часов.
Помимо этого, данная дополнительная обработка содержит этап нагревания первого литейного стержня при температуре около 1000°C в течение около 24 часов перед пропиткой первого литейного стержня полимерным соединением-предшественником для образования второго литейного стержня.
Далее, в некоторых воплощениях полимерное соединение-предшественник выбирается из группы, состоящей из фурфурилового спирта, фенолформальдегидного олигомера, фурфурилацетона, олигомера фурфурилового спирта и фенола, олигомера поливинилхлорида, олигомера поливинилиденхлорида, олигомера полиакрилонитрила и целлюлозы.
Воплощения дополнительной обработки также раскрывают, что третий литейный стержень содержит компоненты стеклоуглерода, содержащие располагающиеся в нем керамические частицы.
Краткое описание чертежей
Изобретение будет лучше понято из следующего подробного описания, представленного совместно с чертежами, на которых в качестве ссылочных позиций применяются указатели, обозначающие конкретные элементы, и среди которых:
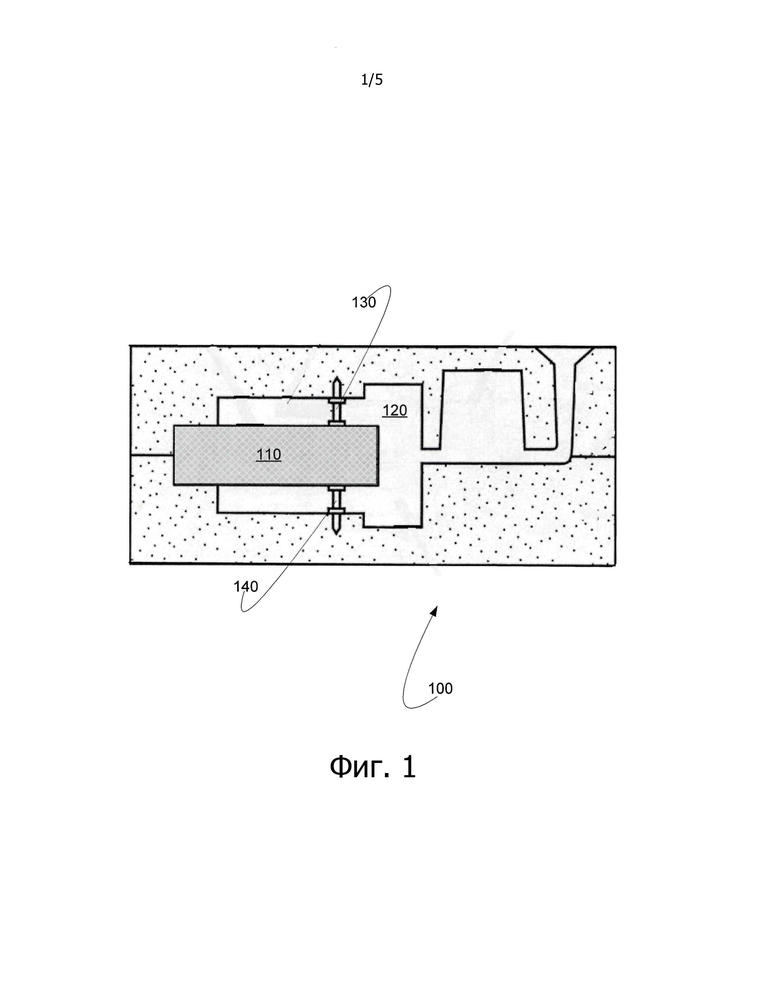
фиг. 1 иллюстрирует поперечное сечение литейной формы для отливки металла;
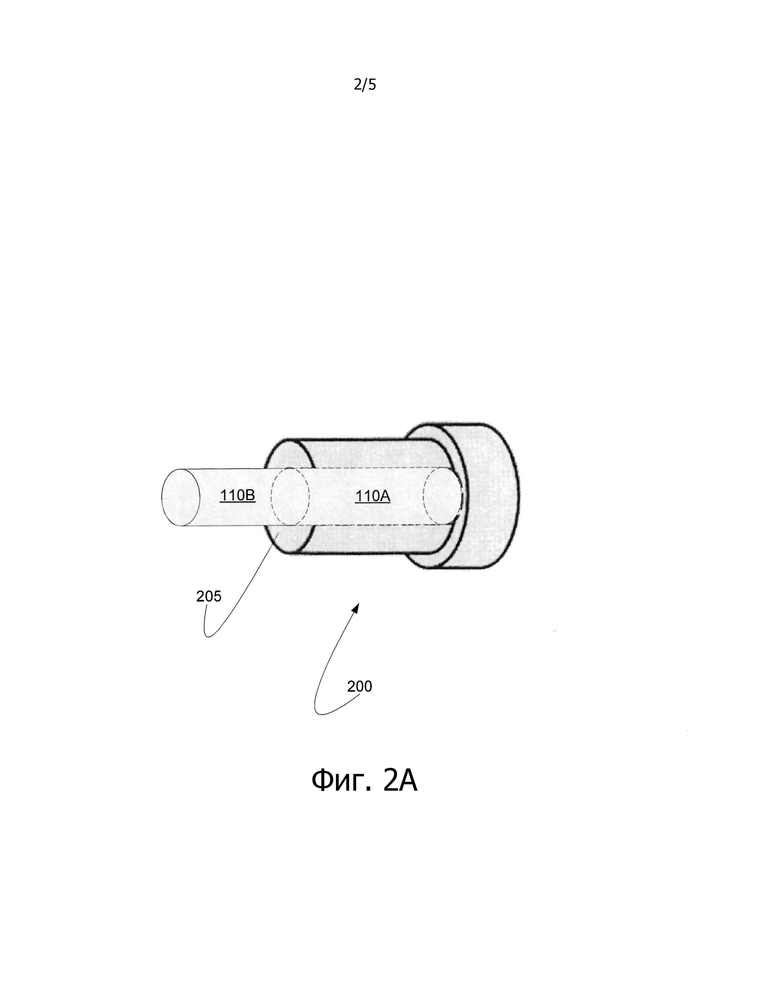
фиг. 2A дает вид в перспективе металлической отливки со все еще находящимся в ней литейным стержнем 110A/110B;
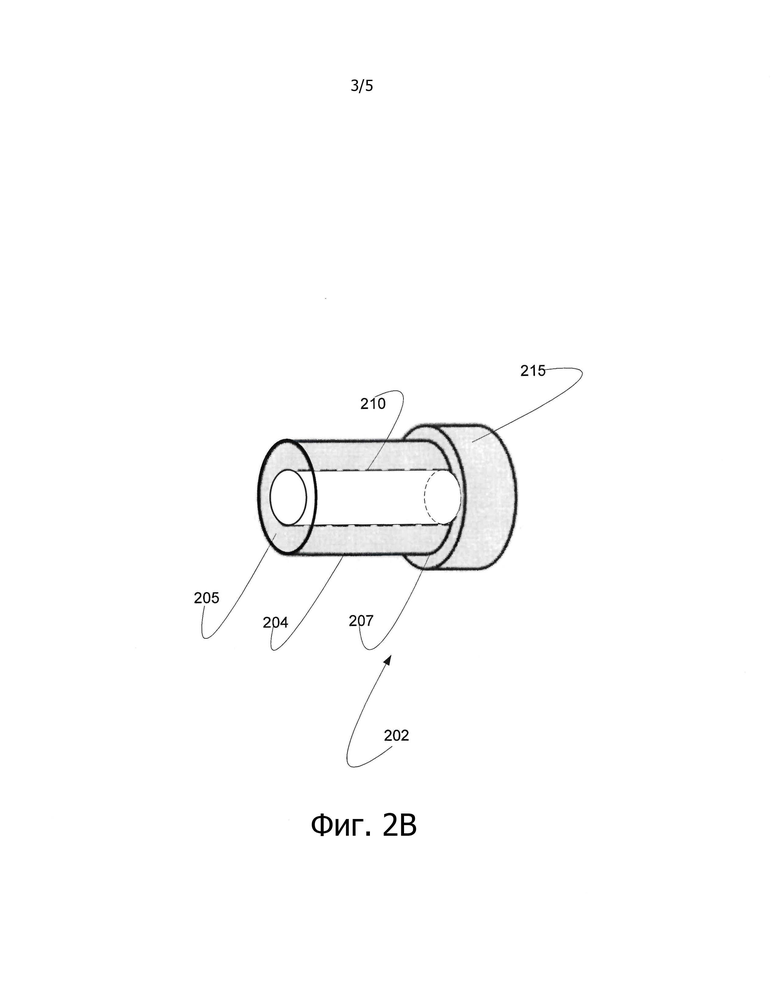
фиг. 2B показывает вид в перспективе металлической отливки 202, из которой был удален литейный стержень 110A/110B;
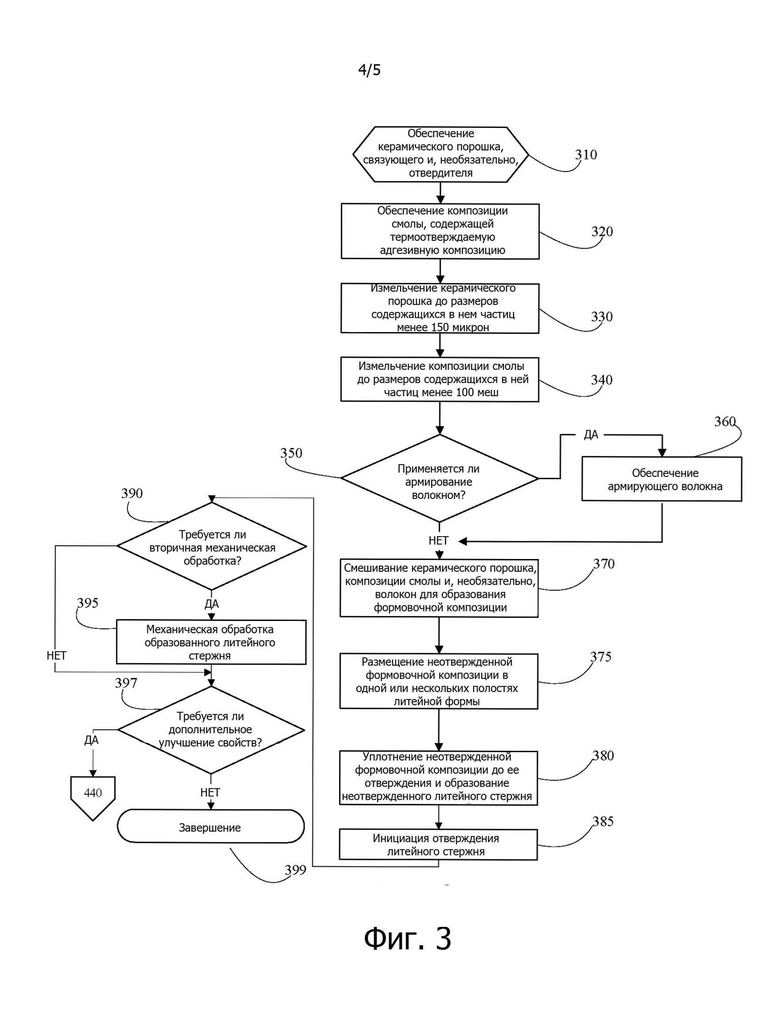
фиг. 3 представляет карту технологического процесса, обобщающую этапы способа Заявителей, предназначаемого для получения литейного стержня литья, без стеклоуглеродных компонентов; и
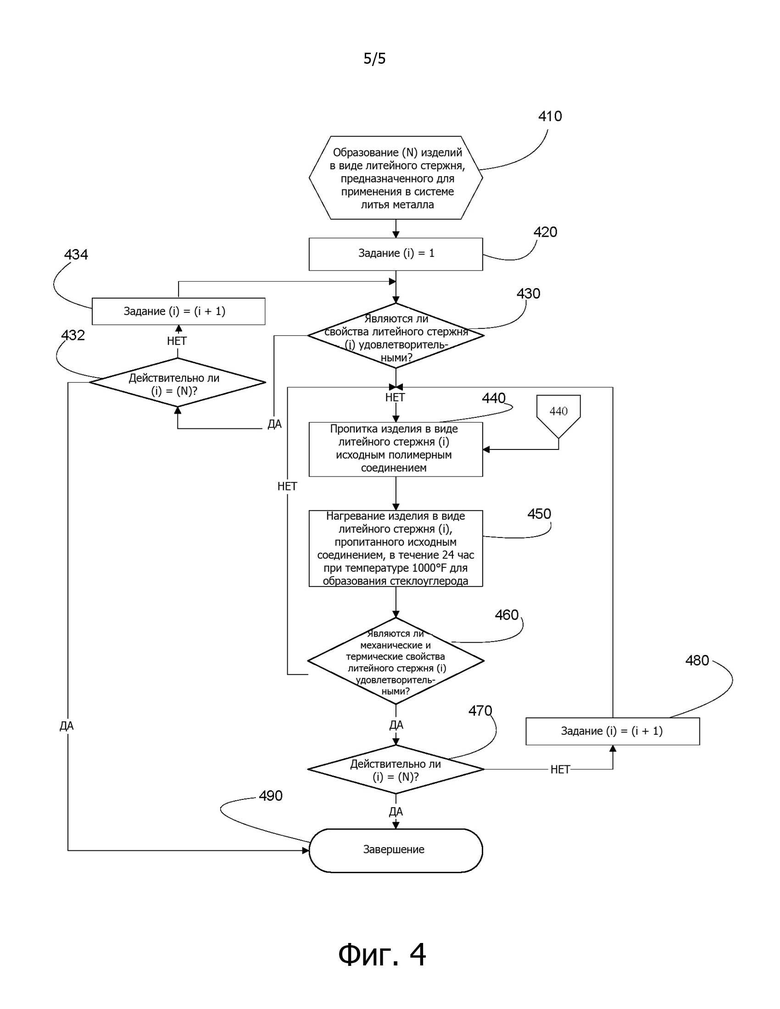
фиг. 4 отображает карту технологического процесса, обобщающую этапы способа Заявителей, предназначаемого для получения литейного стержня литья, содержащего стеклоуглеродные компоненты.
Осуществление изобретения
Идея данного изобретения описана с обращением к примерам его воплощений и с обращением к чертежам, на которых одинаковые номера позиций отвечают одним и тем же или подобным элементам. При ссылке по всему этому описанию на «одно воплощение» такое «одно воплощение» или подобное выражение означает, что конкретный признак, структура, или параметр, описываемые в связи с данным воплощением, включены в по меньшей мере одно воплощение настоящего изобретения. Таким образом, при появлении фраз «в одном воплощении» обороты «в одном воплощении» и другие подобные по всему данному описанию могут, но не обязательно относятся к одному и тому же воплощению.
Описанные признаки, структуры, или параметры изобретения могут быть объединены любым подходящим способом в одном или нескольких воплощениях. Далее для обеспечения полного понимания воплощений изобретения приводятся его многочисленные подробности. Специалистам в данной области при этом понятно, что изобретение может быть реализовано без одной или нескольких из этих конкретных подробностей или же с помощью других способов, компонентов, материалов и т.п. В других примерах широко известные конструкции, материалы или операции не отображаются или не описываются подробно в целях избежания излишних затруднений в понимании объектов изобретения.
С обращением далее к фиг. 1 показана металлическая литейная форма 100, которая содержит литейный стержень 110, полость 120, жеребейки 130 и 140. Литейный стержень 110 располагается внутри полости 120 и закрепляется жеребейками 130 и 140. Затем в литейную форму 100 вводится расплавленный металл. Жидкий расплавленный металл вводится в литейную форму 100 так, чтобы заполнять всю полость 120. Затем жидкий металл, который заливается в форму, начинает охлаждаться и затвердевать.
Когда вся полость 120 оказывается заполнена, а расплавленный металл затвердевает, достигается конечная форма отливки, в которой благодаря введению литейного стержня 110 создаются любые внутренние отверстия и проходы.
Фиг. 2A иллюстрирует металлическое литое изделие 200, в котором дальний конец 110B литейного стержня 110 (фиг. 1) продолжается наружу от конца 205 литого изделия 200. Фиг. 2B показывает металлическое литое изделие 202, из которого были удалены участки 110A и 110B литейного стержня. В некоторых воплощениях участки 110A и 110B литейного стержня удаляются при помощи водной струи под давлением.
Воплощения данного изобретения включают способ образования литейного стержня 200. В некоторых воплощениях литейный стержень может быть сложным литейным стержнем, содержащим множество отделений. Например, как показано на фиг. 2B, сложный литейный стержень содержит цилиндрический корпус 204, образованный таким образом, чтобы включать отверстие 210, продолжающееся по внутренней части от дальнего конца 205, при том, что цилиндрический корпус включает первый диаметр в комбинации с выполненным воедино круговым выступом 215, расположенным вблизи ближнего конца 207 цилиндрического корпуса 204, при том что концентрическое кольцо 215 включает второй диаметр и при том, что данный второй диаметр превышает первый диаметр.
Фиг. 3 в сводном виде представляет этапы способа образования литейного стержня для выполнения процесса литья металла с применением определенной композиции формовочного материала. С обращением к фиг. 3 на этапе 310 представляется способ, обеспечивающий керамический порошок. В некоторых воплощениях такой керамический порошок выбирается из группы, состоящей, но не ограничиваемой диоксидом кремния, диоксидом циркония, оливином, оксидом магния, карбидом кремния, оксидом алюминия и их комбинациями. В некоторых воплощениях керамический порошок представляет собой смесь диоксида кремния и оксида алюминия. Если композиция формовочного материала содержит главным образом диоксид кремния, такая формовочная композиция не обладает достаточной прочностью при сжатии и растрескивается, когда композиция формовочного материала обжигается при 1000°C.
Кроме того, этап 320 включает обеспечение композиции смолы. В некоторых воплощениях композиция смолы с этапа 320 содержит термоотверждаемую адгезивную композицию. В некоторых воплощениях композиция термоотверждаемой смолы с этапа 310 выбирается из группы, состоящей из фенолоформальдегидной смолы, резорцинформальдегидной смолы, резольной смолы, новолачной смолы и меламиновой смолы. Специалистам в данной области понятно, что меламиновые смолы образуются при реакции дициандиамида с формальдегидом.
Как известно специалистам в данной области, фенольные смолы, меламиновые, резольные смолы, новолачные и формальдегидные смолы включают прочные связи и демонстрируют хорошую устойчивость к действию высоких температур. В некоторых воплощениях композиция смолы содержит одну часть такой композиции, которая отверждается под воздействием тепла или тепла и давления. В других воплощениях композиция смолы содержит описанную выше смолу в комбинации с отверждающим компонентом, при этом композиция смолы сшивается, то есть отверждается в результате приложения тепла.
В некоторых воплощениях отверждающий компонент содержит диамин. В некоторых воплощениях отверждающий компонент содержит ароматический диамин, такой как, но не ограничиваясь только ими, толуолдиамин, дифенилметандиамин и другие подобные. В некоторых воплощениях отверждающий компонент содержит алкилдиамин, такой как, но не ограничиваясь только им, гексаметилендиамин.
На этапе 330 согласно данному способу выполняется измельчение керамического порошка с этапа 310. Такой керамический порошок должен быть помолот до размера зерен менее 100 микрон. Применение порошков, имеющих частицы с диаметрами, превышающими около 150 микрон, приводит к получению литейных стержней, демонстрирующих недостаточные механические свойства в ходе высокотемпературного процесса литья металла.
В некоторых воплощениях этап 330 содержит измельчение керамического порошка с этапа 310 до состояния, при котором составляющие такой порошок частицы не будут иметь диаметр менее около 150 микрон. Под понятием «около» Заявитель подразумевает плюс или минус десять процентов (10%). В некоторых воплощениях этап 330 содержит образование керамического порошка, содержащего частицы с максимальными размерами менее около 150 микрон и более около 30 микрон. В некоторых воплощениях максимальный размер средней частицы составляет около 75 микрон.
На этапе 340 согласно данному способу выполняется измельчение композиции смолы с этапа 320. Такая композиция смолы должна быть помолота до размера составляющих ее частиц менее 150 микрон. Применение композиции смолы, содержащей частицы с максимальными размерами, превышающими около 150 микрон, приводит к получению литейных стержней, демонстрирующих недостаточные механические свойства в ходе высокотемпературного процесса литья металла.
В некоторых воплощениях этап 340 содержит измельчение композиции смолы с этапа 310 до тех пор, пока составляющие такой порошок частицы не будут иметь максимальные размеры менее около 150 микрон. В некоторых воплощениях этап 340 содержит обеспечение композиции смолы, содержащей частицы с максимальными размерами менее около 150 микрон и более около 30 микрон. В некоторых воплощениях максимальный размер средней частицы составляет около 75 микрон.
На этапе 350 согласно данному способу выполняется определение того, будет ли применено армирование волокном. В некоторых воплощениях обеспечиваются литейные стержни для процесса литья металла без армирования волокном. С другой стороны, в некоторых воплощениях образуются литейные стержни с применением одной или нескольких армированных волокном структур. В случае, если при данном способе выбирается вариант без применения армирования волокном, производится переход от этапа 350 способа к этапу 370.
Если же армирование волокном применяется, то производится переход от этапа 350 способа к этапу 360, на котором согласно способу обеспечивается множество армирующих волокон. В некоторых воплощениях армирующее волокно содержит углеродное волокно. В некоторых воплощениях армирующее волокно содержит стекловолокно. Стекловолоконные армирующие волокна имеют низкий коэффициент теплового расширения в комбинации с высокой теплопроводностью. В результате литейные стержни, армированные стекловолокном, содержат стабильный в отношении сохранения размеров материал, который быстрее рассеивает тепло по сравнению с асбестом и органическими волокнами.
В некоторых воплощениях стекловолокно представлено стекловолоконным матом. В некоторых воплощениях стекловолокно содержит множество не имеющих покрытия измельченных волокон, имеющих длину около 200 микрон.
Эмпирически найдено, что применение армирующих волокон, имеющих номинальную длину около 200 микрон, придает отвержденным литейным стержням оптимальную комбинацию механической прочности и поверхностной гладкости. Более конкретно, применение литейных стержней, содержащих армирующие волокна с номинальной длиной около 200 микрон, приводит к оптимальному процессу образованию полости при способе литья металла. Помимо этого, применение более длинных волокон приводит лишь к минимальным улучшениям механических свойств, а также ведет к образованию более грубой поверхности.
Переход от этапа 360 способа к этапу 370, при котором согласно данному способу, наряду с необязательным армированием волокном этапа 360, выполняется смешивание керамического порошка и композиции смолы. В некоторых воплощениях этап 370 содержит применение в течение приблизительно 30 минут V-образного смесителя со сдвоенной оболочкой с использованием 1/8” среды оксида алюминия для обеспечения почти гомогенной смеси.
Переход от этапа 370 способа к этапу 375, на котором согласно данному способу происходит загрузка этой смешанной композиции с этапа 370 в литейную форму, обеспечивается на этапе 310. На этапе 380 согласно способу выполняется уплотнение смешанной композиции, размещенной в литейной форме.
В некоторых воплощениях этап 380 включает применение изостатического прессования для уплотнения смеси из керамики, смолы и армирующего материала. В некоторых воплощениях этап 380 включает применение одноосного прессования для уплотнения смеси из керамики, смолы и армирующего материала. В некоторых воплощениях этап 380 включает применение вибрации для уплотнения смеси из керамики, смолы и армирующего материала.
В некоторых воплощениях смешанная композиция этапа 370 содержит между около 50 и около 95 масс.% керамического порошка, между около 5 и около 25 масс.% композиции смолы и между около 0 и около 25 масс.% армирующих волокон. Как здесь упоминалось, понятие «около» применяется для указания на то, что разница в массовой процентной доле составляет плюс или минус десять процентов (10%). В целом массовая процентная доля композиции смолы увеличивается при снижении среднего размера частиц керамического порошка. Массовые процентные доли керамического порошка, композиции смолы и армирующего волокна регулируются относительно друг друга так, чтобы достигать некоторого значения показателя зернистости Grain Fineness Number (AFS 11-6-00-S), с тем чтобы обеспечивать в формовочной композиции определенное распределение частиц по размерам.
Специалистам в данной области известно, что показатель зернистости ("GFN") представляет собой понятие, разработанное Американским литейным обществом (American Foundry Society) для оперативного отображения средней зернистости для данного распределения частиц. Оно приближенно соответствует количеству микрон на дюйм того сита, которое пропускало бы образец, если бы он содержал только однородные по размеру зерна. Приблизительно оно пропорционально площади поверхности на единицу массы песка, исключая массу глины.
Оптимальный показатель зернистости (GFN) в системе определяется типом разливаемого металла, температурой разливки, номенклатурой изделий из литья (крупное или мелкое литье) и необходимым качеством обработки поверхности. После определения оптимального уровня крупности частиц поддержание устойчивой зернистости становится критическим фактором для качества конечной отливки.
GFN является мерой среднего размера частиц (или зерна).
Пример I
Гранулометрический состав формовочной смеси измеряется с помощью испытания, именуемого ситовым анализом, который выполняется следующим образом.
1. Типичный образец песка высушивается и взвешивается, а затем пропускается через ряд постепенно утончающихся сит (решет), в то время как они встряхиваются и перемешивают свое содержимое в ходе 15-минутного испытательного цикла.
2. Частицы, задерживающиеся на каждом сите (зерна, оказывающиеся слишком крупными для прохождения через него), затем взвешиваются и регистрируются.
3. Показатель массы, удерживаемой на каждом решете, делится на общую массу образца для определения процентной доли удержания на каждом сите.
4. Процентная доля удерживаемых частиц затем умножается на коэффициент или множитель для каждого конкретного сита (таблица 1). Данные коэффициенты отражают тот факт, что песок, удерживаемый на определенном сите (например, в 50 микрон), по своему размеру не весь соответствует 50 микронам, а скорее будет присутствовать и меньший, чем 40 микрон (то есть прошедший через 40-микронное сито), и больший чем 50 микрон (он не будет проходить через 50-микронное сито). Результаты должны быть округлены до одного десятичного знака.
5. Показатели индивидуальных сит затем суммируются для получения AFS-GFN песка, представляя его средний гранулометрический состав (таблица 1).
Эта величина представляет собой математическое средневзвешенное размера частиц для данного образца песка. На многих предприятиях по производству металлического литья для выполнения этих вычислений компьютеризированным образом разработаны расчетные документы-таблицы, позволяющие ограничить возможности появления ошибок, вызываемых человеческим фактом.
Сам по себе показатель GFN не определяет хороший формовочный материал и не дает качеств, необходимых в конкретной системе для литья металла в песок. Поскольку GFN представляет среднюю чистоту, то подобные показатели GFN могут иметь и смеси, содержащие частицы смолы в комбинации с керамическими частицами, с совсем другим гранулометрическим составом. Другим имеющим место критическим фактором является распределение зерен на ситах. Распределение относится к количеству частиц, удерживаемых на каждом отдельном сите, а не к среднему числу всех частиц, сохраняющихся на всех ситах.
Замечание: При производстве сит в США в качестве единицы измерения для отверстий сита используются дюймы (отверстия на погонный дюйм), как это определяется ASTM E-11 (Американское общество по испытанию материалов). Некоторые изготовители сит в Европе и Азии могут выпускать сита с метрическими указателями размеров отверстий. Показатели AFS, получаемые с помощью метрических сит, не будут непосредственно сравниваться размерами, базирующимися на американской системе измерений.
Таблица 1. Математические коэффициенты для вычисления AFS-GFN (величина образца 78,4 г)
Номер сита применительно к удерживаемому на сите (г) продукту с повышающим коэффициентом *
6 микрон 0 0 0,03 0
12 микрон 0 0 0,05 0
20 микрон 0 0 0,1 0
30 микрон 0,7 0,9 0,2 0,18
40 микрон 3,9 4,9 0,3 1,47
50 микрон 19,4 24,7 0,4 9,88
70 микрон 37,3 47,6 0,5 23,8
100 микрон 16,3 20,8 0,7 14,56
140 микрон 0,8 1 1 1
200 микрон 0 0 1,4 0
270 микрон 0 0 2 0
ВСЕГО 78,4 100 - 50,89 **.
* Произведение представляет удерживаемую на сите процентную долю с учетом повышающего множителя.
** AFS GFN=50,9 (сумма всех произведений, округленная до одного десятичного знака).
На этапе 385 способ приступает к отверждению литейного стержня (стержней). В некоторых воплощениях этап 385 содержит нагревание литейной формы в течение около одного часа при температуре около 200°C. Как здесь упоминалось, понятие «около» используется для указания о том, что колебания в температуре или продолжительности времени от указанной величины составляют плюс или минус десять процентов (10%). В некоторых воплощениях этап 385 включает применение печи с принудительной подачей воздуха. В некоторых воплощениях этап 385 содержит размещение литейной формы на конвейерной ленте, которая транспортирует литейную форму через печь. В некоторых воплощениях этап 385 содержит применение нагрева инфракрасным излучением.
В некоторых воплощениях литейная форма этапа 310 образуется с использованием прозрачного для ультрафиолетовых лучей материала, а связующее вещество этапа 310 содержит УФ-отверждаемое связующее при том, что на этапе 385 литейная форма подвергается воздействию ультрафиолетового облучения для отверждения композиции связующего.
После отверждения литейных стержней при температуре около 200°C таким литейным стержням механической обработкой может быть придана желаемая конечная форма, если на этапе 390 требуется вторичная машинная обработка. В ходе этапа 395 отвержденные литейные стержни с этапа 385 могут обрабатываться с высокой точностью в литейные изделия с различными габаритами и отвечающие различным техническим требованиям, таким как наличие резьбы. Если вторичная машинная обработка не требуется, текущий способ продолжается от этапа 390 к этапу 397.
Что касается этапа 397, в некоторых воплощениях литейные стержни, образованные на этапе 385 или этапе 395, дополнительно обрабатываются для улучшения их механических свойств в порядке подготовки к процессу литья металла. Если образованные на этапе 385 или этапе 395 литейные стержни нуждаются в дальнейшем улучшении их свойств, текущий способ переходит от этапа 397 к этапу 440 (фиг. 4). Наоборот, если литейные стержни, образованные на этапе 385 или этапе 395, не требуют дальнейшего улучшения их свойств, способ переходит от этапа 397 к этапу 399 и к завершению.
Поскольку высоколетучие и воспламеняющиеся компоненты литейных стержней вызывают образование в изделиях из литья газовых пор, раковин, осаждение дыма, выделение газа и образование шероховатой поверхности, данный способ исключает использование в литейных стержнях любого материала(-ов) или добавки(-вок), способных переходить в летучее стояние при заливке на литейные стержни расплавленного металла. Вследствие чего в литейных стержнях не будет происходить сколько-нибудь сильного испарения и/или термического разложения какого-либо материала. Поэтому металлическое литье имеет гладкую поверхность.
Кроме того, литейные стержни для литья металла должны иметь достаточную прессуемость, чтобы избежать появления наплывов и литейных покрытий, крошащихся ломких краев, дробления, сложно удаляемых карманов, механического пригара и эрозии вследствие сколов. Также прессуемость не может быть слишком высокой для того, чтобы осуществлять крупногабаритное литье.
Помимо этого, литейные стержни должны иметь сбалансированный предел прочности при сжатии для того, чтобы выдерживать разливку под давлением расплавленной жидкости с тем, чтобы избегать образования включений, эрозий, крошащихся ломких краев и т.д.
Был разработан дополнительный способ улучшения механических свойств свежеотформованного литейного стержня с использованием этапов фиг. 4. Как показано на фиг. 4, на этапе 410 способ обеспечивает (N) изделий в виде литейных стержней, предназначаемых для применения в системе получения металлического литья. В некоторых воплощениях были предварительно образованы один или несколько из (N) литейных стержней.
На этапе 420 способ устанавливает значение (i) равное 1. На этапе 430 способ определяет, обладает ли изделие в виде литейного стержня с номером (i) удовлетворительными свойствами. Если способ определяет на этапе 430, что механические и теплофизические свойства исходного литейного стержня с номером (i) достаточны, то происходит переход способа от этапа 430 к этапу 432, на котором способ определяет, оказывается ли (i) равным (N), то есть как если бы выполнялась оценка каждого из (N) литейных стержней этапа 410. Если способ определяет на этапе 432, что (i) равняется (N), то способ переходит от этапа 432 к этапу 490 и к завершению. В качестве варианта, если способ решает на этапе 432, что (i) не равняется (N), то способ переходит от этапа 432 к этапу 434, на котором способ устанавливает (i) равным (i + 1). Способ переходит от этапа 434 к этапу 430 и продолжается, как здесь описано.
Если способ определяет на этапе 430, что механические и теплофизические свойства исходного литейного стержня с номером (i) недостаточны, то происходит переход способа от этапа 430 к этапу 440, на котором ранее приготовленный литейный стержень (i) погружается в смесь, содержащую одно или несколько полимерных соединений-предшественников, таких как, но не ограничиваясь только ими, смолы, содержащие углерод.
На этапе 450 способа пропитанный одним или несколькими полимерными предшественниками литейный стержень (i) нагревается при температуре около 1000°C с тем, чтобы образовать полимерные микроструктуры, которые являются предшественниками для высокоуглеродистых твердых частиц, в комбинации с преобразованием этих полимеров в функциональные высокоуглеродистые твердые компоненты, иногда называемые «стеклоуглеродом».
Стеклообразный углерод, часто называемый стеклоуглеродом или стекловидным углеродом, является неграфитизируемым углеродом, который сочетает свойства стекла и керамики со свойствами графита. Наиболее важными параметрами являются стойкость к действию высоких температур, твердость (7 по шкале Мооса), низкая плотность, невысокое электрическое сопротивление, небольшой коэффициент трения, низкое сопротивление теплопередаче, чрезвычайная устойчивость к действию химических веществ и непроницаемость для газов и жидкостей.
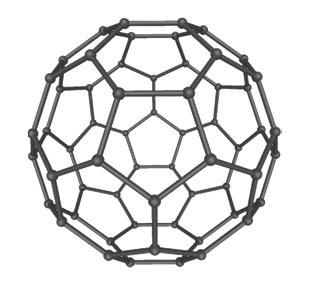
Структура стеклоуглерода долгое время была предметом споров. Ранние структурные модели предполагали присутствие как sp2-, так и sp3-связанных атомов углерода, но в настоящее время стало известно, что стеклоуглерод на 100 процентов представляет собой sp2-гибридизированный углерод. Структура стеклоуглерода состоит из длинных, беспорядочно ориентированных микрофибрилл (шириной 15-50 Ǻ), которые изгибаются, закручиваются и сцепляются с образованием прочных межфибриллярных узлов. Более современное исследование предположило, что стеклоуглерод содержит структуру 1 фуллеренового типа.
1
Стеклообразный (или стекловидный) углерод в типичном случае является прочным твердым вещество, получаемым термической обработкой при повышенных температурах полимерных предшественников, таких как сополимерные смолы фенолформальдегида или фурфурилового спирта и фенола.
В некоторых воплощениях полимерное соединение-предшественник (соединения-предшественники) этапа 440 выбирается из группы, состоящей из фурфурилового спирта, фенолформальдегидного олигомера, фурфурилацетона, олигомера фурфурилового спирта и фенола, олигомера поливинилхлорида, олигомера поливинилиденхлорида, олигомера полиакрилонитрила, целлюлозы и любых их комбинаций.
В одном воплощении литейный стержень на этапе 440 погружается в раствор фурфурилового спирта 2 (10 мас.%) в хлороформе, спирте, бензоле, этаноле, диэтиловом эфире, воде, ацетоне или этилацетате до тех пор, пока масса литейного стержня не перестает увеличиваться.
2
В некоторых воплощениях к фурфуриловому спирту добавляется катализатор, такой как хлорид цинка. В другом воплощении катализатор не добавляется.
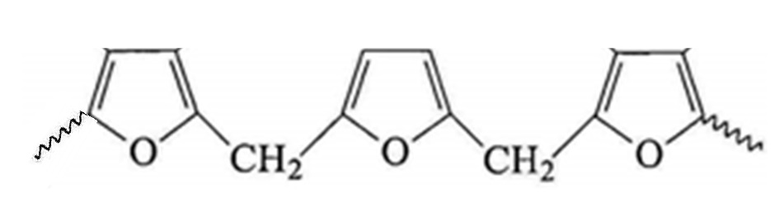
На этапе 450 литейный стержень после его замачивания обжигается при около 1000°C с выходом на температурный режим со скоростью около 60°F/час в течение около 24 часов под инертной атмосферой с тем, чтобы прежде всего образовать полимерный материал 3 между частицами керамического порошка (обеспечиваемого на этапе 310), при том, что полимер 3 укрепляет ранее образованный литейный стержень.
3
В некоторых воплощениях образуются полиненасыщенные последовательности посредством последовательного отщепления гидрида/протона из некоторых метиленовых групп полимера 3, так, чтобы образовать полимер 4, содержащий только sp2-гибридизированные атомы углерода.

4
В течение этапа 450 под действием нагревания полимер 3 и/или полимер 4 непрерывно преобразуется в фуллерен со структурой 1, тем самым образуя внутри исходного литейного стержня компоненты стеклоуглерода для того, чтобы придать армированному литейному стержню более желательные механические и электрические свойства.
На этапе 460 способ определяет, были ли механические и теплофизические свойства литейного стержня (i) достаточно усилены. Если способ определяет на этапе 460, что механические и/или электрические свойства обработанного литейного стержня с этапа 440 не обеспечивают желаемого уровня прессуемости и/или предела прочности при сжатии, то происходит переход способа от этапа 460 к этапу 440 и продолжение, как здесь описано.
Если же способ определяет на этапе 460, что механические и теплофизические свойства литейного стержня (i) были улучшены достаточно, то затем выполняется переход способа от этапа 460 к этапу 470, на котором способ определяет, равняется ли (i) показателю (N), то есть как если бы выполнялась обработка каждого из (N) литейных стержней этапа 410. Если способ определяет на этапе 470, что (i) равняется (N), то способ переходит от этапа 470 к этапу 490 и к завершению. В качестве варианта, если способ решает на этапе 470, что (i) не равняется (N), то способ переходит от этапа 470 к этапу 480, на котором способ устанавливает (i) равным (i + 1). Способ переходит от этапа 480 к этапу 440 и продолжается, как здесь описано.
При том, что здесь были подробно продемонстрированы предпочтительные воплощения настоящего изобретения, понятно, что специалистами в данной области могут быть выполнены модификации и доработки таких воплощений без отступления от объема настоящего изобретения.
Изобретение относится к области литейного производства и может быть использовано при производстве литейных стержней. Порошкообразную смесь, содержащую множество измельченных керамических частиц и множество измельченных частиц смолы помещают в форму и уплотняют. Форму нагревают и получают первый литейный стержень. Первый литейный стержень пропитывают исходным полимерным соединением с образованием второго литейного стержня. Второй литейный стержень нагревают при температуре около 1000°C в течение около 24 ч для образования третьего литейного стержня. Обеспечивается увеличение механической прочности литейного стержня. 16 з.п. ф-лы, 1 пр., 4 ил.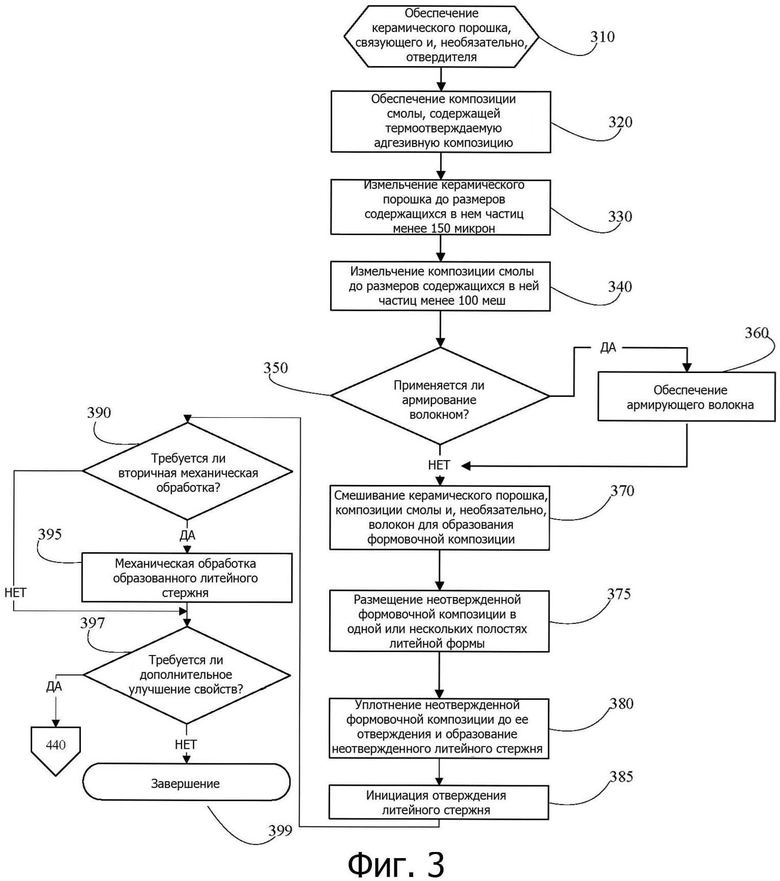
1. Способ образования литейного стержня, предназначенного для литья металла, содержащий:
помещение порошкообразной смеси в форму, при этом данная порошкообразная смесь содержит множество измельченных керамических частиц и множество измельченных частиц смолы;
уплотнение указанной порошкообразной смеси при ее нахождении в указанной форме;
нагревание указанной формы для образования первого литейного стержня;
пропитку указанного первого литейного стержня исходным полимерным соединением для образования второго литейного стержня; и
нагрев указанного второго литейного стержня при температуре около 1000°C в течение около 24 ч для образования третьего литейного стержня.
2. Способ по п. 1, в котором указанный этап пропитки содержит:
погружение указанного первого литейного стержня в жидкую смесь, содержащую указанное исходное полимерное соединение;
отслеживание увеличения массы указанного первого литейного стержня;
определение того, что второй литейный стержень образован, когда масса указанного первого литейного стержня более не увеличивается со временем.
3. Способ по п. 1, также содержащий нагревание указанного первого литейного стержня при около 1000°C в течение около 24 ч перед пропиткой указанного первого литейного стержня указанным полимерным исходным соединением для образования указанного второго литейного стержня.
4. Способ по п. 1, в котором максимальный размер молотой керамической частицы из указанного множества измельченных керамических частиц составляет менее около 150 микрон.
5. Способ по п. 1, в котором максимальный размер молотой частицы смолы из указанного множества измельченных частиц смолы составляет менее около 100 микрон.
6. Способ по п. 1, также содержащий выбор указанного исходного полимерного соединения из группы, состоящей из фурфурилового спирта, фенолформальдегидного олигомера, фурфурилацетона, олигомера фурфурилового спирта и фенола, олигомера поливинилхлорида, олигомера поливинилиденхлорида, олигомера полиакрилонитрила и целлюлозы.
7. Способ по п. 6, также содержащий выбор фурфурилового спирта.
8. Способ по п. 1, в котором нагревание указанного второго литейного стержня в целях образования третьего литейного стержня включает образование третьего литейного стержня, который содержит стеклоуглеродные компоненты, включающие размещенные в них керамические частицы.
9. Способ по п. 8, в котором нагревание указанного второго литейного стержня в целях образования третьего литейного стержня включает образование стеклоуглеродных компонентов, которые содержат первый полимер, имеющий следующую структуру
10. Способ по п. 8, в котором нагревание указанного второго литейного стержня в целях образования третьего литейного стержня включает образование стеклоуглеродных компонентов, которые содержат второй полимер, имеющий следующую структуру

11. Способ по п. 8, в котором нагревание указанного второго литейного стержня в целях образования третьего литейного стержня включает образование стеклоуглеродных компонентов, которые содержат фуллерен, имеющий следующую структуру
12. Способ по п. 1, в котором размещение порошкообразной смеси включает размещение порошкообразной смеси, содержащей множество измельченных керамических частиц, множество измельченных частиц смолы и множество армирующих волокон.
13. Способ по п. 12, в котором каждое из указанного множества армирующих волокон имеет длину около 200 мкм.
14. Способ по п. 13, в котором указанное множество армирующих волокон образовано из не имеющего покрытия измельченного стекловолокна.
15. Способ по п. 1, в котором размещение порошкообразной смеси включает размещение порошкообразной смеси, содержащей множество измельченных керамических частиц, множество измельченных частиц смолы и цилиндрический графитовый элемент.
16. Способ по п. 15, в котором указанный цилиндрический графитовый элемент частично инкапсулирован указанной порошкообразной смесью, размещенной в указанной форме.
| СПОСОБ ПРОИЗВОДСТВА АРОМАТИЗИРОВАННОГО ЯКОНО-ПЕРСИКОВОГО НАПИТКА | 2009 |
|
RU2373747C1 |
| WO 2009097619 A1, 06.08.2009 | |||
| Способ изготовления стержней | 1981 |
|
SU997953A1 |
| Способ изготовления керамических стержней | 1985 |
|
SU1323205A1 |
| СПОСОБ УПРОЧНЕНИЯ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 2002 |
|
RU2232664C1 |
| WO 2006039658 A3, 20.07.2006. | |||

