Изобретение относится к литейному производству, а именно к процессу изготовления керамических стержней,
Цель изобретения - повышение стабильности прочностных характеристик стержней.
Пример. Керамическую смесь, состоящую из шлифпорошков и микро- шлифпорошков электрокорунда и алюм- - ниевого порошка, смешивают с ценен- тообразующим материалом в виде оксида и хлорида магния( взятых в соотношении 4:6, и жидким легкоплавким
5
10
При данном изготовления керамических стержней прочность их формируется за счет образования огнеупорного полимера EOHgO()nKgCl который скрепляет частицы огнеупорного наполнителя. Количество цементирующего материала в керамической смеси может колебаться от 0,5 до 15%, Наибольшая прочность достигается при содержании смеси MgO и MgClj в количестве 2%,
Обжиг стерлдаей при температуре, достаточной для полного удаления пластификатора, обеспечивает при запластификатором до получения однородной термопластичной массы при тем- 5 дивке короба с фиксированным объемом
пературе 95-100 С, При этой темпера-проникновение определенной доли заттуре массу запрессовывают под дав--ворителя в изделие вне зависимости
лением 0,25-0,27 МПа в металлическуюот его взаимодействия с пластификапресс-форму. Полученные таким обра-тором чем также гарантируется ста зом стёрнши укладывают в огнеупорные20 бильность процесса.
короба, засыпают.обожженым глннозе- мом и обжигают в печи при 700°С 1 ч при скорости подъема температуры в печи , Затем короба охлажд,ают вместе с печью до 150°С, вынимают из печи, охлаждают до комнатной температуры и заливают затворителем (водой) .
. После пропитки затворителем короба сушат при 3 ч
Готовые стержни извлекают из короба и 3:ачищают,
Таким образом, предлагаемые обОбразцы из смеси того же состава
разцы имеют прочность 4,86 Ша, мак- (но без цементирующей добавки) име- симальная величина отклонения от ют максимальную величину отклонения среднего значения 0,33 МПа или Os4%, от среднего значения 1,1 Ша или 37%,
Средняя величина отклонения от него значения 0,14 Ша или 3%
При данном изготовления керамических стержней прочность их формируется за счет образования огнеупорного полимера EOHgO()nKgCl который скрепляет частицы огнеупорного наполнителя. Количество цементирующего материала в керамической смеси может колебаться от 0,5 до 15%, Наибольшая прочность достигается при содержании смеси MgO и MgClj в количестве 2%,
Обжиг стерлдаей при температуре, достаточной для полного удаления пластификатора, обеспечивает при задивке короба с фиксированным объемом
Пропитка стержней затворителем без удаления глинозема позволяет формовать изделие вне зависимости от жк вучести цементирующего материала;
обеспечить целостность изделия в период, когда временная связка уже удалена, а рабочая еще не образована.
Данным способом .изготавливались стержни размером 210х65х(05б-3э7) мм
разной сложности по геометрии. Испытания проведены на разрывной машине Р-0,5, Результаты испытаний приведены в таблице,
Образцы из смеси того же состава
средняя величина отклонения от среднего значения 057 МПа или 23%, ТаКИМ образом предлагаемый способ позволяет значительно повысить стабильность их прочностных характеристик.
Формула изобретения
сьтке из глинозема, отличающийся тем, что, с целью повышения стабильности прочностных характеристик стержней, в керамический порошок, до его смешивания с пластификатором, дополнительно вводят оксид и хлорид магния в соотношении 4:6, а обжиг стержней осуществляют при температуре, достаточной для
Способ изготовления керамических
стерядаей, включающий приготовление.... г.,, „„,.,.
смеси из керамического порошка и лег- tOполного удаления пластификатора, пос
коплавкого пластификатора, формова-ле чего стержни и засыпку из глинозе ние из нее стержней, обжиг их в зама охлаждают и пропитывают водой.
3232054
сьтке из глинозема, отличающийся тем, что, с целью повышения стабильности прочностных характеристик стержней, в керамический порошок, до его смешивания с пластификатором, дополнительно вводят оксид и хлорид магния в соотношении 4:6, а обжиг стержней осуществляют при температуре, достаточной для
.... г.,, „„,.,.
- tOполного удаления пластификатора, пос
ле чего стержни и засыпку из глино
ма охлаждают и пропитывают водой.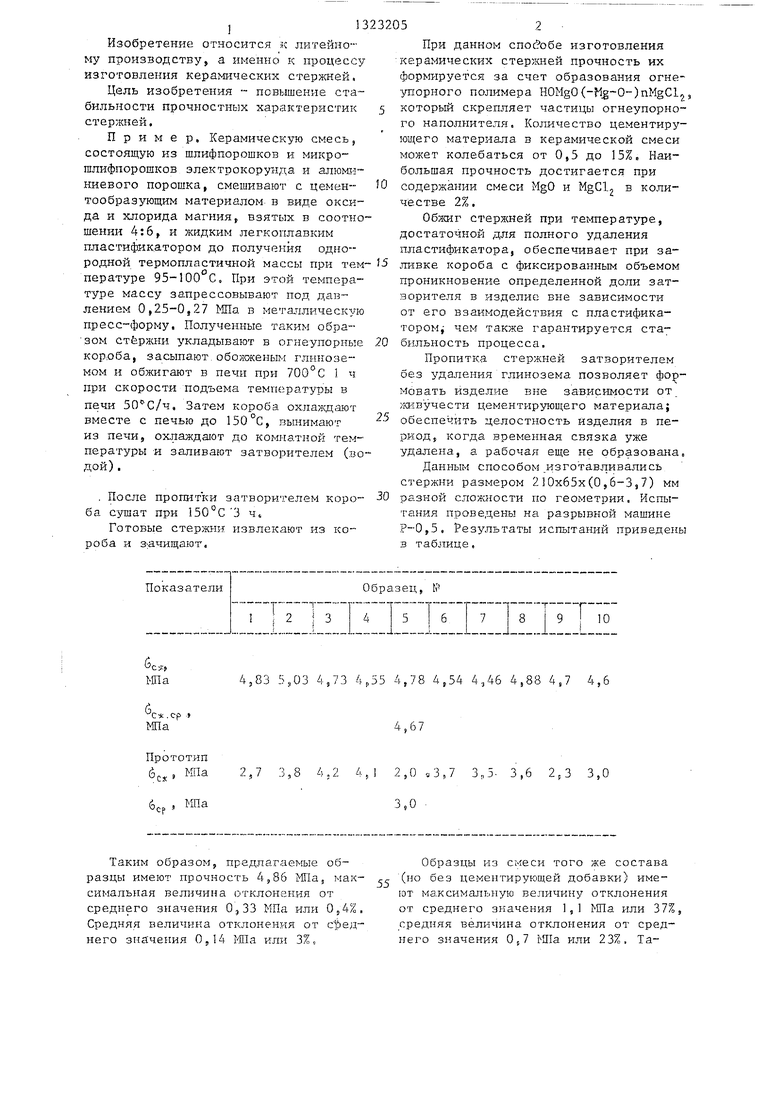
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических стержней из пластифицированного шликера | 1985 |
|
SU1242292A1 |
| Керамическая смесь для изготовления стержней | 1987 |
|
SU1555041A1 |
| Алюмооксидная композиция и способ получения керамического материала для производства подложек | 2016 |
|
RU2632078C1 |
| СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 1996 |
|
RU2098220C1 |
| Керамическая смесь для изготовления литейных стержней | 1987 |
|
SU1435374A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ | 1998 |
|
RU2132760C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ТИГЛЕЙ ДЛЯ АЛЮМОТЕРМИЧЕСКОЙ ВЫПЛАВКИ ЛИГАТУР, СОДЕРЖАЩИХ ВАНАДИЙ И/ИЛИ МОЛИБДЕН | 2013 |
|
RU2525890C1 |
| ОГНЕУПОРНАЯ БЕТОННАЯ СМЕСЬ | 2024 |
|
RU2838085C1 |
| Керамическая смесь для стержней | 1988 |
|
SU1614883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОУДАЛЯЕМЫХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ, ИСПОЛЬЗУЕМЫХ ДЛЯ СОЗДАНИЯ ВНУТРЕННИХ ПОЛОСТЕЙ В МЕТАЛЛИЧЕСКИХ ОТЛИВКАХ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2022 |
|
RU2792102C1 |
Изобретение относится к литейному производству, а именно к процессу изготовления керамических стержней. Цель изобретения - повышение стабильности прочностных характеристик стерж- ней - достигается за счет того, что в керамический порошок до его смешивания с пластификатором дополни- тельнй вводят оксид и хлорид Mg в соотношении 4:6, выполняюш,ие роль цементирующего материала, а обжиг стерЯг- ней осуществляют при температуре, достаточной для полного удаления пластификатора, после чего стержни охлаждают и пропитывают водой без удаления засьшки из глинозема. Прочность стержней формируется за счет образования огнеупорного полимера HOMgO(-Mg-0-)nMgClj,, который скрепляет частицы огнеупорного наполнителя - керамического порошка. Наибольшая прочность стержней достигается при содержании оксида и хлорида Mg в смеси в количестве 2%. 1 табл. e (Л ОО to СО кэ о ел
| Грибовский П | |||
| 0 | |||
| Горячее литье керамических изделий, , Госэнер.гоиздат, 1956, с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
| Способ обработки резанием круглым вращающимся резцом | 1985 |
|
SU1342599A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
