Настоящее изобретение относится к аддитивным технологиям, позволяющим осуществлять послойную кристаллизацию трехмерных объектов заданной формы по CAD модели из конгруэнтно плавящихся материалов, например, металлов, сплавов, тугоплавких оксидов, в том числе и эвтектических композиционных материалов.
Аддитивные технологии интенсивно осваиваются в промышленном производстве при изготовлении сложных деталей из различных металлов, сплавов, керамик и эвтектических композиционных материалов.
Известен процесс селективного лазерного спекания (SLS, Selective Laser Sintering), который заключается в спекании порошковых материалов с помощью лазера (Carl R. Deckard, патент US 4863538 A «Method and apparatus for producing parts by selective sintering» 5 September 1989). Как и в случае других аддитивных процессов, SLS начинается с подготовки компьютерной модели изделия в системе автоматизированного проектирования (computer aided design, CAD). Затем модель рассекается на тонкие слои с заданным шагом и для каждого слоя определяют наращиваемый контур. Применяется тонкий слой порошка, который равномерно распределяется ракелем по базовой платформе и затем по заданному контуру производится сканирование лазером мощностью 25-100 Вт. После завершения построения контура платформа перемещается в вертикальном направлении (опускается) на величину шага построения, на ней ракелем формируют новый слой порошка и процесс повторяется до полного построения модели.
Недостаток этого способа заключается в том, что порошок по контуру движения луча не проплавляется, а спекается. Механические характеристики металлических изделий, получаемых этим методом, соответственно, невысоки. Изделия применяются, в основном, в качестве прототипов или для изготовления форм для литья.
Известна селективная лазерная плавка или выборочная лазерная плавка (SLM, Selective Laser Melting), устраняющая эти недостатки (патент ILT SLM DE 19649865 от 02.12.1996). Это одна из нескольких технологий 3D-печати, начала развиваться в 1995 году в Институте Фраунгофера ILT в Аахене (Германия). Принципиально в этой технологии используются те же процедуры, что и в SLS-технологии, но отличие заключается в том, что порошок полностью проплавляют по контуру движения лазерного луча. Это существенно улучшает микроструктуру и механические характеристики материала в получаемом изделии. Однако процесс SLM требует более высокой мощности лазера и малой толщины порошкового слоя, что в свою очередь увеличивает время процесса. Более того, при затвердевании детали склонны давать сильную усадку, вызывая значительные остаточные напряжения в изготовляемых изделиях. Эти остаточные напряжения могут приводить к деформациям и даже расслоениям в конечном продукте. Для нависающих элементов изделия нужны поддерживающие структуры, а термические напряжения, порождаемые процессом, требуют наличия фиксаторов для изделия.
Наиболее близким аналогом настоящего изобретения является лазерное нанесение металлов - Laser Metal Deposition, сокращено LMD (D.D. Gu, W. Meiners, K. Wissenbach, and R. Poprawe, Laser Additive Manufacturing of Metallic Components: Materials, Processes, and Mechanisms, Inter. Mater. Rev., 57 (3), 137-164 (2012)). Этот метод отличается от SLS и SLM способом подачи порошка. Система LMD состоит из порошкового питателя, который вводит порошок через сопла в систему подачи газа. Мощный лазерный пучок проходит сквозь центр набора сопел и фокусируется вблизи подложки - базовой платформы, на которой будет изготовлена деталь. Базовая платформа сканируется в поперечных направлениях, чтобы сформировать требуемую геометрию, при этом происходит послойное наращивание требуемого изделия.
Таким образом, этот способ получения трехмерных объектов согласно CAD-модели заключается в том, что на базовую платформу подают из питателя поток исходного материала в виде порошка, который частично оплавляется при движении к базовой платформе и расплавляется на ней при воздействии энергетическим лучом, одновременно создают относительное перемещение базовой платформы к питателю и энергетическому лучу по заданной траектории в трехмерном пространстве, обеспечивая при этом послойную кристаллизацию подаваемого исходного материала.
Иными словами этот способ получения трехмерных объектов послойной кристаллизацией согласно CAD-модели включает подачу на базовую платформу из питателя исходного материала в виде порошка с воздействием на исходный материал энергетическим лучом для его плавления, и перемещение по заданной траектории в трехмерном пространстве базовой платформы и питателя относительно друг друга, и кристаллизацию расплавленного материала на ранее закристаллизованном слое.
Способ имеет следующие недостатки. Для его реализации необходимы специально подготовленные порошковые композиции с соответствующими требованиями по составу и размеру частиц. Невозможно использовать исходный материал в виде кусков или крупных частиц размером в несколько миллиметров. Толщина слоя расплава не превышает 20-50 микрон, что снижает производительность процесса. Кроме того, пятно расплавленного материала в данном способе зависит от диаметра лазерного луча (как правило, пятно расплава при фокусировке лазера у поверхности базовой платформы не превышает 1 мм), что существенно увеличивает время, затрачиваемое на получение крупногабаритных изделий с достаточно широкими элементами.
Задачей заявляемого способа является применение исходного материала в виде кусков, слитков, дробленых кусочков, возможность синтеза исходного материала непосредственно в питателе сплавлением исходных компонентов.
Указанная задача решается тем, что в предлагаемом способе получения трехмерных изделий послойной кристаллизацией согласно CAD-модели, включающем подачу на базовую платформу из питателя исходного материала с энергетическим воздействием на исходный материал для его плавления, и перемещение по заданной траектории в трехмерном пространстве базовой платформы и питателя относительно друг друга, и кристаллизацию расплавленного материала на ранее закристаллизованном слое, отличающемся тем, что плавление исходного материала осуществляют непосредственно в питателе, создают слой расплава между ранее закристаллизованным слоем и питателем, форму поперечного сечения слоя расплава задают по линии раздела питатель - слой расплава - окружающая атмосфера, и в ходе послойной кристаллизации поддерживают сохранение слоя расплава путем регулирования мощности энергетического воздействия и скорости перемещения базовой платформы и питателя относительно друг друга, путем регулировки разницы давления газа над поверхностью расплава в питателе и над поверхностью слоя расплава между ранее закристаллизованным слоем и питателем.
В данном способе слой расплава заключен между ранее закристаллизованным слоем и кромками питателя, что позволяет существенно повысить толщину и поперечный размер расплавленного слоя и стабильно его удерживать, в отличие от LMD технологии, за счет сил поверхностного натяжения расплава и зацепления мениска расплава за кромки питателя. Если в LMD технологии расплав в виде небольшой капли, размер которой задается поперечным размером энергетического луча, лежит на поверхности ранее закристаллизованного слоя, то в данном способе слой расплава заключен между двумя поверхностями: поверхностью питателя, на которую выходит из питателя расплав, и поверхностью ранее закристаллизованного слоя. Это позволяет поддерживать существенно большую, чем в методе LMD, толщину слоя расплава. Поперечный размер слоя и его конфигурация будут задаваться геометрией кромок питателя. Если размер расплавленного пятна в способе, принятом за наиболее близкий аналог, не превышает 1 мм, то в данном способе размер и геометрия поперечного сечения расплавленного слоя задаются геометрией линии раздела питатель - слой расплава - окружающая атмосфера, т.е. по существу конструкцией питателя, которую легко адаптировать для конкретного материала и размера получаемого изделия. Большой размер пятна расплава обеспечивает повышенную производительность при получении изделий с широкими элементами и толщинами стенок. Поскольку расплавление материала происходит в питателе, являющимся нагреваемым контейнером с системой подачи расплава на базовую платформу, то исходная шихта может быть как виде порошков, так и кусочков исходного материала, или его сплавляемых компонентов. Это существенно снижает затраты на подготовку исходных материалов по сравнению с другими аддитивными технологиями, в которых в зону плавления и кристаллизации подают специально подготавливаемые порошки, проволоку или стержни.
Сущность изобретения поясняется чертежами.
На фиг. 1 представлен питатель 1, который имеет носовую часть 2 с каналом 3 для подачи расплава 4 и торцевой рабочей поверхностью 5, ограниченной внутренней и наружной кромками 6 и 7 для подачи расплава на платформу. Питатель 1 размещен в нагревателе 8, обеспечивающем нагрев (энергетическое воздействие) и расплавление исходного материала 4. Базовая платформа 9 имеет возможность перемещаться в трех направлениях: по вертикальной оси Z, и в горизонтальной плоскости вдоль перпендикулярных направлений X и Υ по программе, определяющей форму изделия в соответствии с CAD-моделью. На фиг. 1 показан нерасплавленный слой исходного материала 10 (пробка), удерживающий на начальной стадии процесса расплав от пролива из питателя. Материал, из которого изготовлен питатель, может смачиваться или не смачиваться расплавом.
На фиг. 2 показана носовая часть питателя для случая, когда расплав не смачивает материал, из которого выполнена носовая часть питателя. В частности, для плавления алюминия и его сплавов питатель 1 и его носовая часть питателя 2 изготавливают из серого чугуна СЧ20. Для начала процесса кристаллизации путем увеличения мощности нагрева расплавляют твердый слой 10. В этом случае при определенных соотношениях высоты столба расплава в тигле и поперечного размера канала питателя, как правило, при ширине канала подачи расплава менее капиллярной постоянной расплав от пролива из питателя удерживается силой поверхностного натяжения. Известно, что а=(2σ/ρg)1/2, где а - капиллярная постоянная, σ - поверхностное натяжение расплава, ρ - плотность расплава, g - ускорение свободного падения (в кн. П.И. Антонов, Л.М. Затуловский и др., «Получение профилированных монокристаллов и изделий способом Степанова», М.: Наука, 1991, с. 27). На фиг. 2 показано, что твердый слой 10 (показанный на фиг. 1) расплавлен с образованием мениска расплава 11, который из-за несмачивания рабочей поверхности 5 питателя является выпуклым наружу, что удерживает расплав внутри питателя. Затем путем относительного перемещения базовой платформы и питателя по оси Ζ обеспечивают контакт выпуклого мениска 11, показанного на фиг. 2, с базовой платформой.
В результате, как показано на фиг. 3, формируется слой расплава между базовой платформой и питателем. В литературе по выращиванию профилированных кристаллов этот тонкий слой между вытягиваемым кристаллом и формообразователем принято называть мениском, а форму кривой, образовавшейся на вертикальной проекции границы газ - жидкость, называют профильной кривой мениска (в кн. В.А Татарченко. «Устойчивый рост кристаллов», М.: Наука, 1988 г.). В дальнейшем описании по аналогии называем мениском слой расплава между носовой частью питателя и ранее закристаллизованным слоем, а также на начальном этапе процесса называем слой расплава между носовой частью питателя и базовой платформой. Поскольку в литературе по капиллярным явлениям мениском называют границу раздела жидкость - газ (например, в капиллярной трубке), то в наших рассмотрениях, когда слой расплава между носовой частью питателя и базовой платформой еще не сформирован, но на рабочей поверхности носовой части питателя имеется жидкость, или имеется жидкость в капилляре, то и в этом случае границу раздела расплав –г аз будем называть мениском, понимая при этом физическое различие между слоем расплава и поверхностью раздела расплав - газ. Это различие очевидно из приводимых рисунков. Поскольку рабочая поверхность 5 не смачивается расплавом, то форма поперечного сечения слоя расплава задается геометрией внутренних кромок питателя или другими словами форму поперечного сечения слоя расплава задают по линии раздела питатель - слой расплава - окружающая атмосфера. При этом на внутренних кромках питателя реализуется известное условие зацепления мениска за кромки питателя, которое математически выражается  где Z - координата рабочей кромки питателя по вертикальной оси, r0 - положение кромки формообразователя по оси X, d - расстояние между свободной поверхностью расплава в питателе и рабочей поверхностью питателя (кромки). В данном случае картина соответствует теории и практике устойчивого роста профилированных кристаллов, которые утверждают, что если материал формообразователя смачивается расплавом и контур соприкосновения мениска с рабочей поверхностью формообразователя совпадает с его кромками (линия раздела питатель - слой расплава - окружающая атмосфера), то есть имеет место условие зацепления мениска за кромки, то реализуется устойчивый процесс роста (в кн. В.А Татарченко. «Устойчивый рост кристаллов», М.: Наука, 1988 г., с. 72-75). В данном случае кромки питателя действуют как кромки формообразователя.
где Z - координата рабочей кромки питателя по вертикальной оси, r0 - положение кромки формообразователя по оси X, d - расстояние между свободной поверхностью расплава в питателе и рабочей поверхностью питателя (кромки). В данном случае картина соответствует теории и практике устойчивого роста профилированных кристаллов, которые утверждают, что если материал формообразователя смачивается расплавом и контур соприкосновения мениска с рабочей поверхностью формообразователя совпадает с его кромками (линия раздела питатель - слой расплава - окружающая атмосфера), то есть имеет место условие зацепления мениска за кромки, то реализуется устойчивый процесс роста (в кн. В.А Татарченко. «Устойчивый рост кристаллов», М.: Наука, 1988 г., с. 72-75). В данном случае кромки питателя действуют как кромки формообразователя.
На фиг. 4 показан случай, когда расплав смачивает рабочую поверхность питателя. В этом случае расплав распространяется по рабочей поверхности питателя 5 и доходит до его наружной кромки 6, т.е. контур соприкосновения мениска с рабочей поверхностью питателя находится на его наружной кромке 6. В вышеуказанной монографии показано, что именно соблюдение условия зацепления за кромки формообразователя (в данном случае питателя) обеспечивает устойчивость процесса роста при капиллярном формообразовании.
После формирования слоя расплава между базовой платформой и питателем, с заданием поперечной формы слоя расплава по линии раздела питатель - слой расплава - окружающая атмосфера начинают движение базовой платформы по заданной траектории в трехмерном пространстве согласно CAD-модели относительно питателя для осуществления послойной кристаллизации. При этом сохраняют стабильность слоя расплава, заключенного между ранее закристаллизовавшимся на платформе слоем и кромками питателя путем регулировки мощности нагрева. При уменьшении заданной (выбранной) толщины слоя расплава (высоты мениска) производят увеличение мощности нагрева. И, наоборот, при увеличении толщины слоя (высоты мениска) снижают мощность нагрева. На фиг. 5 показано формирование изделия 12 по заданной CAD-модели путем движения базовой платформы 9 по заданной траектории относительно слоя расплава (мениска) 11.
На фиг. 5 показан случай, когда расплав смачивает носовую часть питателя 2. В этом случае расплав может удержаться от пролива в канале подачи расплава 3 только при условии, что поперечный размер канала (например, для трубки - радиусом r) имеет капиллярный размер, т.е. меньше капиллярной постоянной для данной жидкости. (Татарченко В.А. Устойчивый рост кристаллов. М.: Наука, 1988 г.).
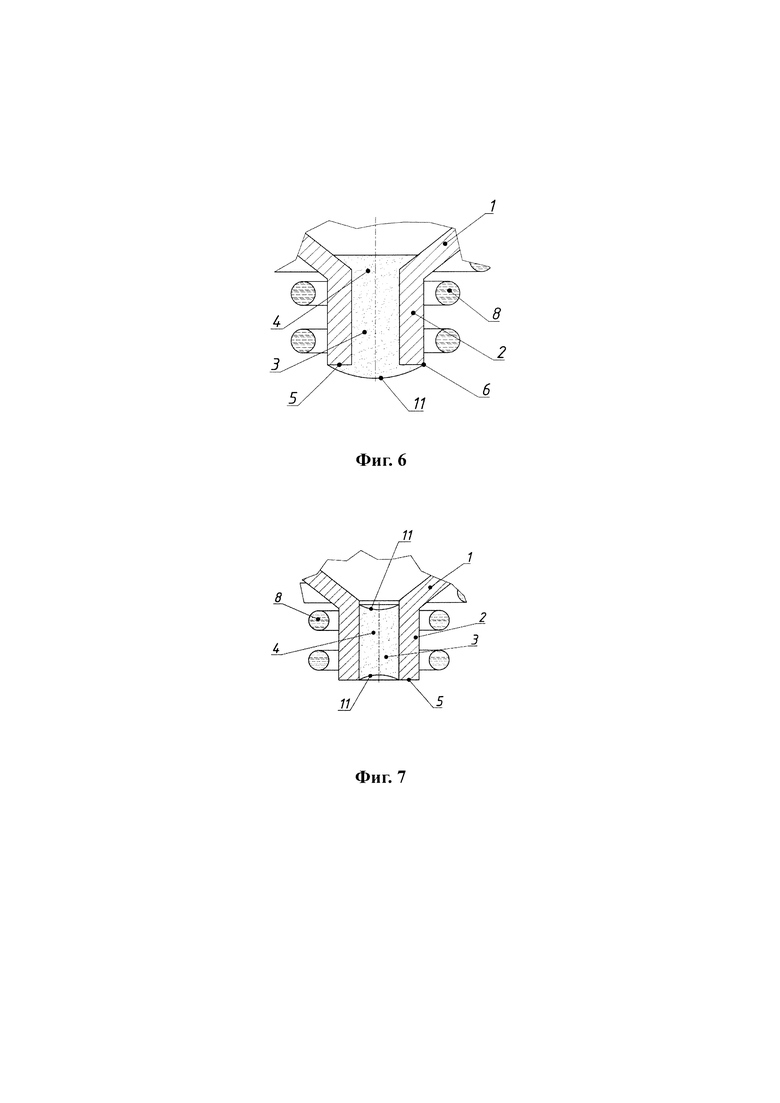
На фиг. 6 показано, что при повышении давления, например, если расплав в питателе 1 находится выше капиллярного канала, расплав, смачивающий рабочую поверхность питателя, растекается по рабочей поверхности питателя 5 до зацепления за наружные кромки 6. Если расплав присутствует в основной части питателя, то он будет выливаться под действием силы тяжести до тех пор, пока жидкость не останется только в капилляре.
На фиг. 7 показано, что когда жидкость останется только в капилляре, расплав будет удерживаться в нем силами поверхностного натяжения. Однако при кристаллизации для движущегося по капиллярному каналу расплава существуют условия, когда он не будет проливаться. Это происходит, когда пропускная способность капиллярного канала меньше, чем максимальная масса расплава, которую можно закристаллизовать в единицу времени Мкр при определенной скорости кристаллизации, определяемой отводом тепла кристаллизации. Пропускная способность капиллярного канала - это максимальная масса расплава, пропускаемая капиллярным каналом в единицу времени mmax под давлением ρgh, где ρ - плотность расплава, g - ускорение свободного падения, h - уровень расплава 4 в питателе 1, отсчитываемый от рабочей поверхности питателя 5. Пропускная способность капиллярного канала при прочих равных условиях падает при уменьшении его поперечного размера. При подобранных условиях теплоотвода и скорости кристаллизации обеспечивается устойчивый рост изделия без проливов (в устойчивом процессе роста, масса расплава, проходящая через канал в единицу времени, равна кристаллизуемой массе). Известно, что на этом принципе основан метод вытягивания кристаллов вниз из смачиваемого расплавом тигля через капиллярные каналы, расположенные в его донной части. Этот метод в литературе получил название micro pulling down (Chani, A. Yoshikawa, Y. Kuwano, К. Hasegawa, Т. Fukuda, J. Crystal Growth, 204, 155 (1999)).
Таким образом, в предлагаемом способе можно обеспечить устойчивый процесс кристаллизации, как при не смачиваемом расплавом питателе, так и при смачиваемом, путем выбора пропускной способности канала питателя, уровня расплава в питателе и регулировкой скорости кристаллизации при соответствующем подборе теплоотвода от фронта кристаллизации.
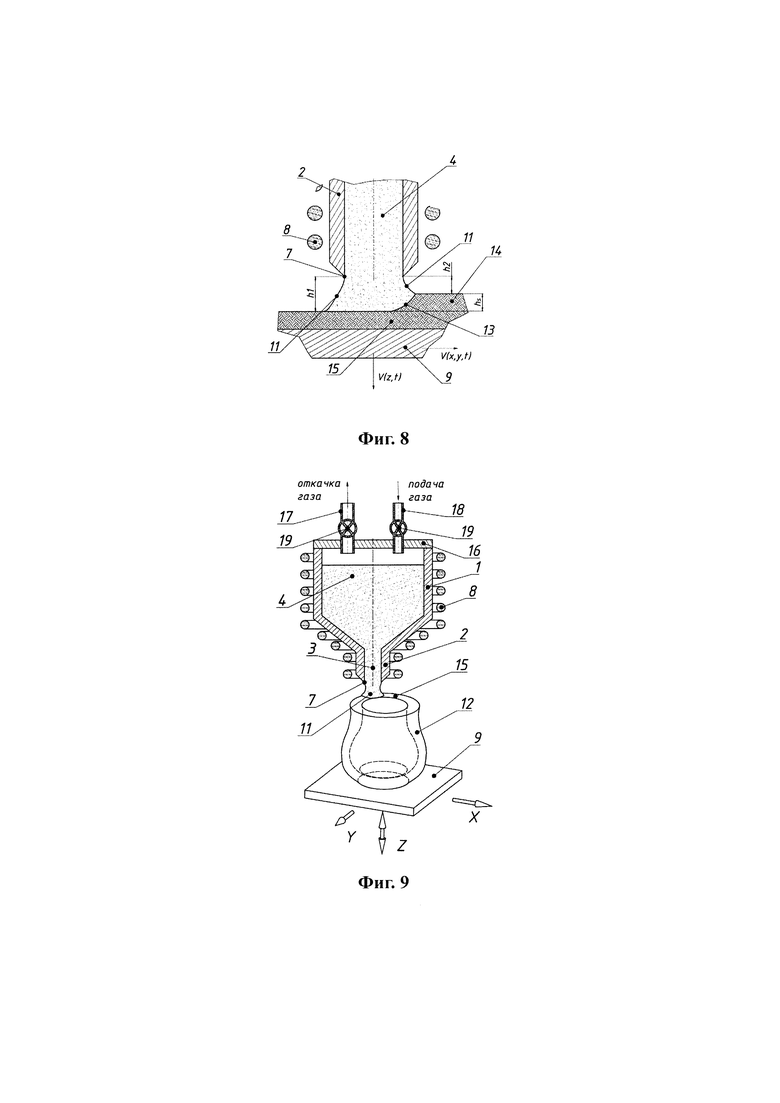
На фиг. 8 показана схема кристаллизации. Из носовой части питателя 2 расплав 4 поступает на ранее закристаллизованный слой 15. На кромке питателя 7 реализуются условия зацепления мениска за кромку. Поверхность закристаллизованного слоя 15 смачивается собственным расплавом. При движении платформы 9 в горизонтальной плоскости ХУ со скоростью V(x,y,t), где t - заданный момент времени, и одновременно направлении Z, формируется фронт кристаллизации 13. Фронт наклонен в сторону результирующего вектора V(x,y,z, t). Высота мениска h2, прилегающая к поверхности кристаллизуемого слоя 14 меньше высоты мениска h1, прилегающего к поверхности ранее закристаллизованного слоя 15. Толщина закристаллизованного слоя hs=h1-h2. При равномерном движении, когда V(x,y,z,t)=const толщина hs остается постоянной. При изменении V(x,y,z,t) изменяются величины h1, h2, hs и геометрия поверхности фронта кристаллизации. Соответственно для проведения процесса кристаллизации и получения изделия в соответствии с CAD-моделью требуется соответствующая регулировка мощности нагрева и скорости движения V(x,y,z, t) по сложной траектории.
На фиг. 9 показано, что трудности, связанные с выбором параметров кристаллизации и пропускной способности канала питателя, а также с удержанием расплава от проливов при соприкосновении мениска расплава с базовой платформой при не смачиваемом и смачиваемом расплавом питателе и далее удержании от пролива в процессе кристаллизации, можно устранить. В данном способе эти трудности устраняют регулировкой разницы давления газа над поверхностью расплава в питателе и над поверхностью слоя расплава между ранее закристаллизованным слоем и питателем. Снижение давления над поверхностью расплава в питателе по отношению к давлению газа над поверхностью слоя расплава между рабочей поверхностью питателя и базовой платформой (мениском) обеспечивает удержание расплава в питателе, для этого достаточно выполнения условий Рн-Рв=ρgh, где Рн - давление газа над поверхностью слоя расплава между рабочей поверхностью питателя и базовой платформой (над мениском), Рв - давление газа над поверхностью расплава в питателе. Повышение давления над мениском по сравнению с давлением над поверхностью расплава также позволяет удержать расплав и обеспечить устойчивый процесс кристаллизации. То есть необходимо условие Рн-Рв≥0. При этом канал питателя, как при смачиваемом, так и при не смачиваемом расплавом материале канала питателя будет удерживаться от проливов, как при капиллярном размере канала, так и при любом поперечном размере канала.
В питатель 1, выполненный из серого чугуна СЧ20, загружают алюминий марки А7 в виде брусков, нарезанных из слитка. Размер кусков не превышал 40 мм. Размер бруска не принципиален, в данном случае он был удобен для размещения в питателе с внутренним диаметром 90 мм. После загрузки питатель 1 закрывают герметично крышкой 16, которая имеет трубку 17 для откачки газа (воздуха) и трубку 18 для подачи газа (может быть воздух, аргон или азот, их смеси). Трубки снабжены вентилями 19. С помощью нагревателя 8 нагревают материал до температуры на несколько градусов выше точки плавления алюминия (680°С). Но оставляют при этом не расплавленный слой (пробку) высотой 0,5-2 см в канале подачи расплава 3 носовой части питателя 2. Пробка образуется при стекании расплава вниз и его кристаллизации в канале подачи расплава. Это создается за счет того, что температура нагрева в канале подачи расплава 3 на 10-30 градусов ниже, чем в основной части питателя (пробка 10 показана на фиг. 1).
Поперечный внутренний размер канала расплава составлял 9 мм (не является капиллярным). Поднимают базовую платформу 9 по оси Ζ до соприкосновения с кромками питателя 7. Закрывают вентиль 19 на трубке подачи газа, открывают вентиль 19 на трубке откачки газа, и откачивают полость питателя до 03-0,7 атм. Затем повышают температуру до расплавления пробки. Опускают базовую платформу на 1-5 мм вниз до образования слоя расплава 11 (показан слой расплава 11 на фиг. 3). Затем перемещают платформу только по осям X и У (в горизонтальной плоскости), чтобы нанести и закристаллизовать слой исходного материала на поверхности базовой платформы (выполнена из стали или чугуна). Затем останавливают движение платформы и устанавливают мощность нагрева и перепад давления над расплавом в питателе и наружной атмосферой так, чтобы слой расплава (мениск 11) между закристаллизованным материалом на поверхности платформы и питателем оставался стабильным в течение 0, 5-2 минут (не кристаллизовался и не отрывался от кромок питателя 7). Выращивали изделие 12, имеющее в сечении форму эллипса с соотношением малой и большой осей эллипса как b/а=2/3. Форма поперечного сечения мениска определяется геометрией кромок питателя 7, или иными словами, ее задают по линии раздела питатель - слой расплава - окружающая атмосфера. В данном случае форма кромки питателя представляет собой окружность с диаметром D=9 мм. При этом расплав 4 удерживается в питателе 1 за счет того, что давление над поверхностью расплава в питателе ниже, чем давление снаружи. После стабилизации мениска начинают перемещение базовой платформы по заданной траектории в трехмерном пространстве в соответствие с CAD-моделью изделия 12. Мощность нагрева регулируют так, чтобы не допустить кристаллизации мениска или его обрыва, т.е. поддерживают его сохранение. Изделие 12 формируется путем послойной кристаллизации. Скорость опускания базовой платформы (скорость роста в вертикальном направлении) составляла 35 мм/мин. На основании платформы большая ось внутреннего контура изделия, имеющего форму эллипса, составляла 2а0=40 мм, а наружного - 58±0,3 мм. Соответственно толщина стенки была приблизительно равна 9 мм. В ходе кристаллизации изменяли величину большой и малой осей эллипса, но при этом не меняли их отношения b/а=2/3. По мере кристаллизации изделия величину большой оси внутреннего контура увеличивали до 64 мм, при этом большая ось внутреннего контура увеличивалась с 58 мм до 82 мм. Увеличение большой оси проводилось по мере роста изделия до его наращивания на высоту 52 мм. Скорость наращивания по вертикали составляла 32 мм/мин. При этом мощность нагрева увеличивали с 4270 Вт до 4320 Вт. Затем большую ось внутреннего контура уменьшали до 50 мм, при этом большая ось наружного большая ось наружного контура снижалась до 68 мм. Это изменение проводили при наращивании изделия до высоты 124 мм. При этом мощность нагрева снижали до 4210 Вт, а скорость наращивания увеличили по вертикали до 35 мм/мин. В результате был получен патрубок 12 из алюминия А7, имеющий в сечении форму эллипса с соотношением малой и большой осей эллипса как b/а=2/3. Высота патрубка составила 124 мм, толщина стенки около 9 мм.
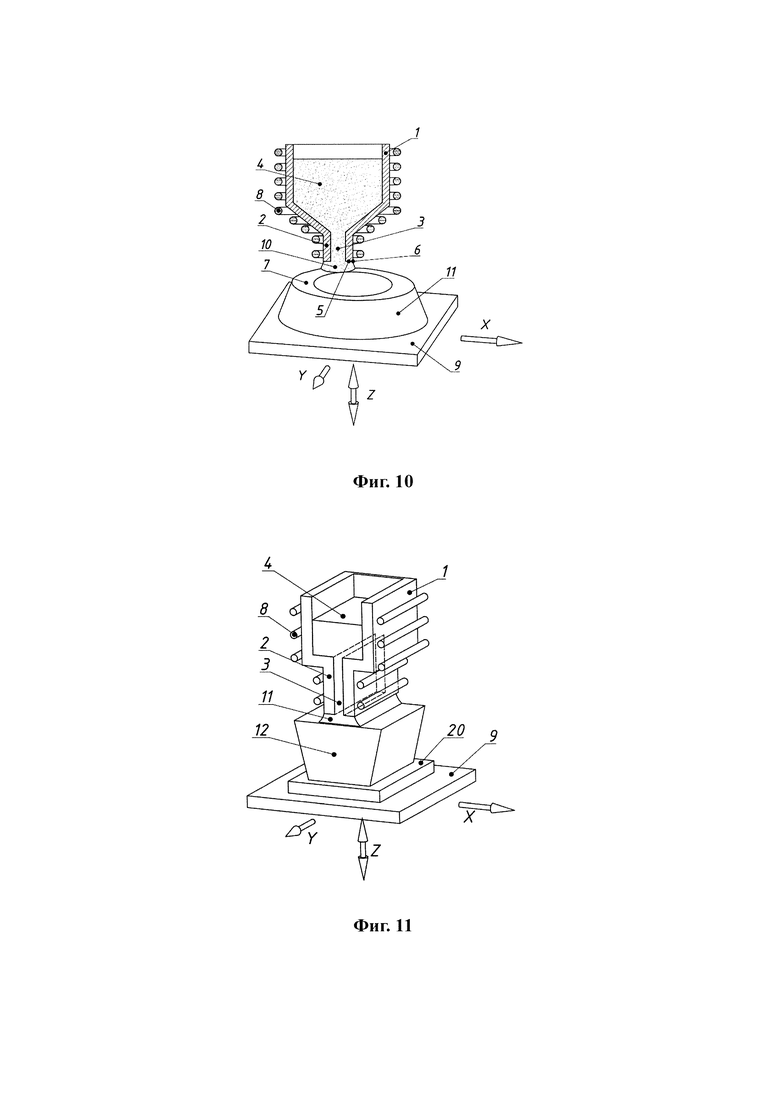
На фиг. 10 показан процесс получения изделия из меди M1 чистотой 99,9%. В питатель 1, выполненный из графита МПГ-6, загружали стружку меди. Питатель внизу имеет носовую часть наружным диаметром 3 мм с капиллярным каналом диаметром 0,9 мм. Длина капиллярного канала составляла 37 мм. Наружный диаметр основной части питателя составлял 60 мм, внутренний диаметр - 48 мм. Питатель с нагревателем и базовой платформой помещали в герметичную камеру, из которой удаляли воздух и заполняли аргоном до давления 0, 9- 1,1 атмосферы. Атмосфера аргона препятствовала окислению меди и графита при нагреве. Питатель нагревался резистивным нагревателем 8 до температуры 1105°С в районе основной части питателя (температура плавления меди 1084°С). При этом на уровне наружных кромок носовой части питателя температура не превышала температуру плавления. Расплав меди смачивает графит. При расплавлении медь за счет сил поверхностного натяжения заполняла капиллярный канал. Но поскольку в носовой части питателя на уровне рабочих кромок температура была ниже температуры плавления меди, то в ней образовывалась твердая пробка, препятствующая проливу расплава. Базовую платформу поднимали до соприкосновения с носовой частью питателя, повышали температуру до плавления пробки, создавали расплавленный слой меди между рабочей носовой частью и платформой. Мощность нагрева составляла 6790 Вт. При этом расплав смачивал рабочую поверхность питателя и доходил до его рабочих кромок, так что пятно расплава на рабочих кромках имело диаметр равный наружному диаметру рабочих кромок - 3 мм. Расплав через капиллярный канал начинал поступать на платформу, и одновременно с этим начинали движение платформы по траектории, заданной CAD-моделью изделия. Изделие имело форму, показанную на фиг. 10. При движении платформы регулировали мощность нагрева так, чтобы обеспечить сохранение мениска между рабочей носовой частью питателя и наращиваемым слоем. Платформа опускалась по оси Ζ со скоростью 4 мм/мин. При этом платформа сканировала в плоскости ΧΥ со скоростью, вычисляемой из модели изделия. Было получено изделие с толщиной стенки около 3 мм и высотой 54 мм. Мощность нагрева практически линейно снижалась до 6100 Вт. Толщина стенки изделия близка к наружному диаметру рабочей поверхности питателя. На кромках 6 питателя реализуется условие зацепления мениска за кромки. В основании изделие имело поперечное сечение прямоугольника со скругленными углами со сторонами 50 мм и 20 мм, в верхней части прямоугольника со сторонами 36 и 14 мм. Средняя скорость сканирования платформы в плоскости XY составляла около 1200 мм/мин (20 мм/сек). Процесс получения изделия длился 13, 5 мин.
Выращивали изделие из эвтектического композита системы оксид алюминия - диоксид циркония, стабилизированный окисью иттрия Al2O3-ZrO2(Y2O3). Порошки указанных окислов марки ОСЧ смешивали в следующем соотношении Al2O3 -58,6 мас.%, ZrO2 -38,3 мас.%, Y2O3 -3,1 мас.%. В порошки смешивали в течение 2 часов в смесителе СПД-2. Из порошка прессовали брикеты и отжигали на воздухе при температуре 1100°С. Эти брикеты были исходным сырьем для расплавления. На Фиг. 11 показана схема получения изделия, имеющего форму бруска, две боковые плоскости которого имеют форму трапеции. Параллельные стороны трапеции имеют размеры 20 мм и 43 мм, высота трапеции 20 мм. Длина бруска - 30 мм. Питатель 1 был выполнен из молибдена в виде коробки в форме параллелепипеда с наружным размером 50×50×60 мм. Высота 60 мм была ориентирована вдоль оси Ζ. В дне питателя располагается носовая часть питателя 2 виде пластины высотой 30 мм вдоль оси Ζ, шириной 30 мм, и толщиной 2.4 мм с щелевым капиллярным каналом подачи расплава 3, ширина которого составляла 0,4 мм.
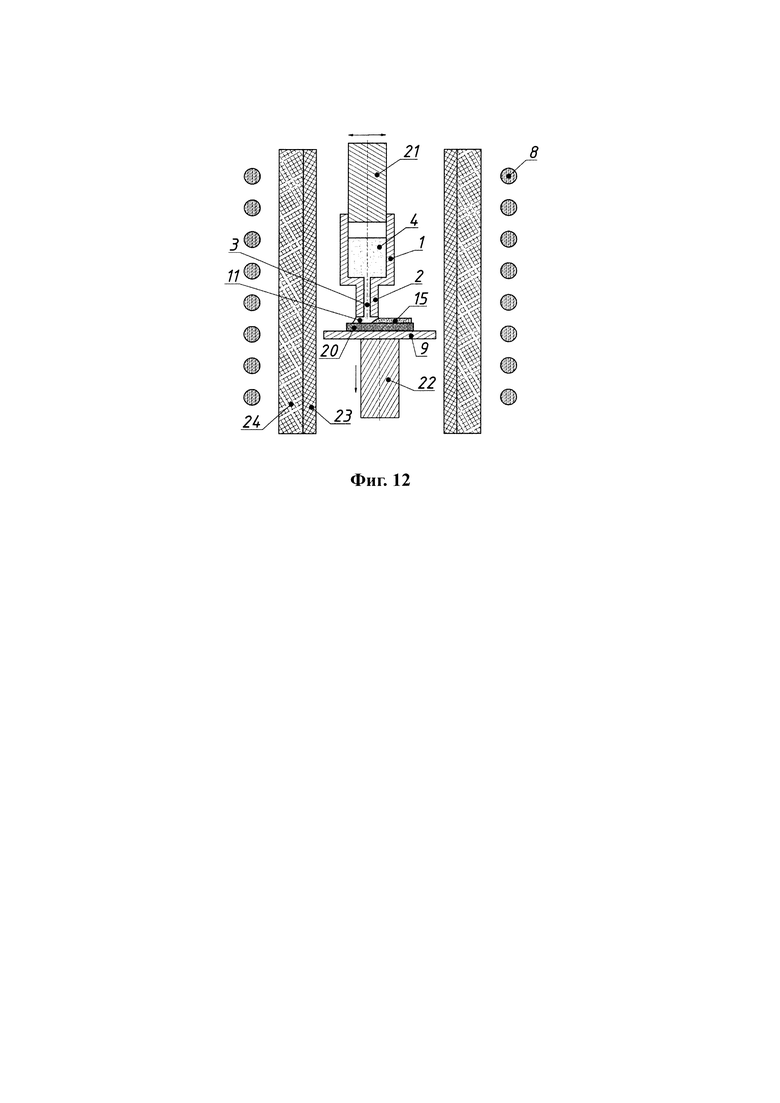
Для получения изделия использовали установку роста кристаллов НИКА-1, выпускавшуюся ФГУП ЭЗАН (www.ezan.ac.ru). Модернизировали тепловой узел так, что вытягивающим являлся нижний шток установки, на котором устанавливалась базовая платформа 9. Верхний шток установки был жестко связан с механизмом перемещения верхнего штока в горизонтальном направлении. На фиг. 12 показано размещение питателя 1 в тепловом узле. Тепловой узел представляет собой графитовый стакан 23, установленный внутри индуктора 8, и теплоизолированный графитовым войлоком 24. (А.В. Бородин, М.В. Юдин, Д.Н. Францев. Виртуальный тепловой узел для численного исследования процесса выращивания профилированных кристаллов сапфира. Научное приборостроение. 2017, том 27, №3, с. 70-80). Питатель был жестко связан с верхним штоком. Внутренний диаметр графитового стакана составлял 180 мм. Питатель, связанный с верхним штоком посредством держателя питателя 21, имел возможность перемещения по горизонтали от центра стакана на 30 мм в обе стороны от центральной оси. Базовая платформа 9 была выполнена из молибдена, устанавливалась на опору платформы 22, которая крепилась на нижний водоохлаждаемый шток установки, связанного в свою очередь с механизмом вертикального перемещения. На молибденовую платформу 9 помещали пластину из спеченного оксида алюминия 20 толщиной 12 мм, шириной и длиной 58×58 мм. Камеру установки откачивали форвакуумным насосом до 10-2 мм рт.ст., а затем заполняли аргоном до 0.9 ат. После заполнения камеры аргоном расплавляли загрузку в питателе, оставляя при этом не расплавленную пробку в носовой части питателя. Пробка формировалась при стекании расплава вниз в более холодную носовую часть, где проходила кристаллизация стекающего расплава. С помощью механизма перемещения нижнего штока перемещали базовую платформу к носовой части питателя, оставляя зазор между ними менее 1 мм. Расплавляли пробку путем увеличения мощности нагрева. При этом установка потребляла мощность 42,650 кВт. Температура на носовой части питателя составляла 1895°С. Создавали мениск между рабочими кромками щелевого питателя и пластиной из спеченного оксида алюминия, и начинали возвратно поступательное движение верхнего штока и перемещение вниз базовой платформы согласно CAD-модели. Питатель совершал возвратно-поступательное движение по горизонтали от центра оси графитового стакана вправо, затем возвращался и проходил на такое же расстояние влево и т.д. Центральное положение питатель проходил без остановки. На начальном этапе движение от центра стакана составляло 10 мм в каждую сторону. При этом пластина оксида алюминия покрывалась слоем размером 20×30 мм, поскольку длина щели питателя составляет 30 мм. При окончании процесса движение по горизонтали было 21.5 мм в каждую сторону. Соответственно по окончании процесса наращиваемый слой в поперечном сечении составлял 43×30 мм. Средняя скорость движения питателя по горизонтали составляла 0,54 мм/сек с учетом остановки на конечных участках. Скорость опускания платформы изменялась от 3. 24×10-3 мм/сек до 1.55 мм/сек по окончанию процесса получения изделия. Мощность нагрева снижалась от 42, 650 кВт до 42, 520 кВт. Время процесса кристаллизации составило 1 час 32 минуты. Изделие имело характерную для эвтектических композитов колонийную структуру. В матрице оксида алюминия находились частицы второй фазы - кубического оксида циркония, стабилизированного присадкой оксида иттрия (V.A. Borodin, A.G. Resnikov, M.Yu. Starostin, T.A. Steriopolo T.A., V.A Tatarchenko L.I. Chernyshova, T.N. Yalovets. Growth of Al2O3-ZrO2 (Y2O3) eutectic composite by Stepanov Technique. J. Crystal Growth, 1987, v. 82, №l, p. 177).
Изобретение относится к аддитивным технологиям, позволяющим осуществлять послойную кристаллизацию трехмерных объектов заданной формы по CAD-модели из конгруэнтно плавящихся материалов, например металлов, сплавов, тугоплавких оксидов, в том числе и эвтектических композиционных материалов. В предлагаемом способе получения трехмерных изделий послойной кристаллизацией согласно CAD-модели, включающем подачу на базовую платформу из питателя исходного материала с энергетическим воздействием на исходный материал для его плавления, и перемещение по заданной траектории в трехмерном пространстве базовой платформы и питателя относительно друг друга, и кристаллизацию расплавленного материала на ранее закристаллизованном слое. При этом плавление исходного материала осуществляют непосредственно в питателе, создают слой расплава между ранее закристаллизованным слоем и питателем, форму поперечного сечения слоя расплава задают по линии раздела питатель - слой расплава - окружающая атмосфера, и в ходе послойной кристаллизации поддерживают сохранение слоя расплава путем регулирования мощности энергетического воздействия и скорости перемещения базовой платформы и питателя относительно друг друга, а также путем регулировки разницы давления газа над поверхностью расплава в питателе и над поверхностью слоя расплава между ранее закристаллизованным слоем и питателем. Технический результат – обеспечение возможности синтеза исходного материала непосредственно в питателе сплавлением исходных компонентов в виде кусков, слитков, дробленых кусочков. 12 ил.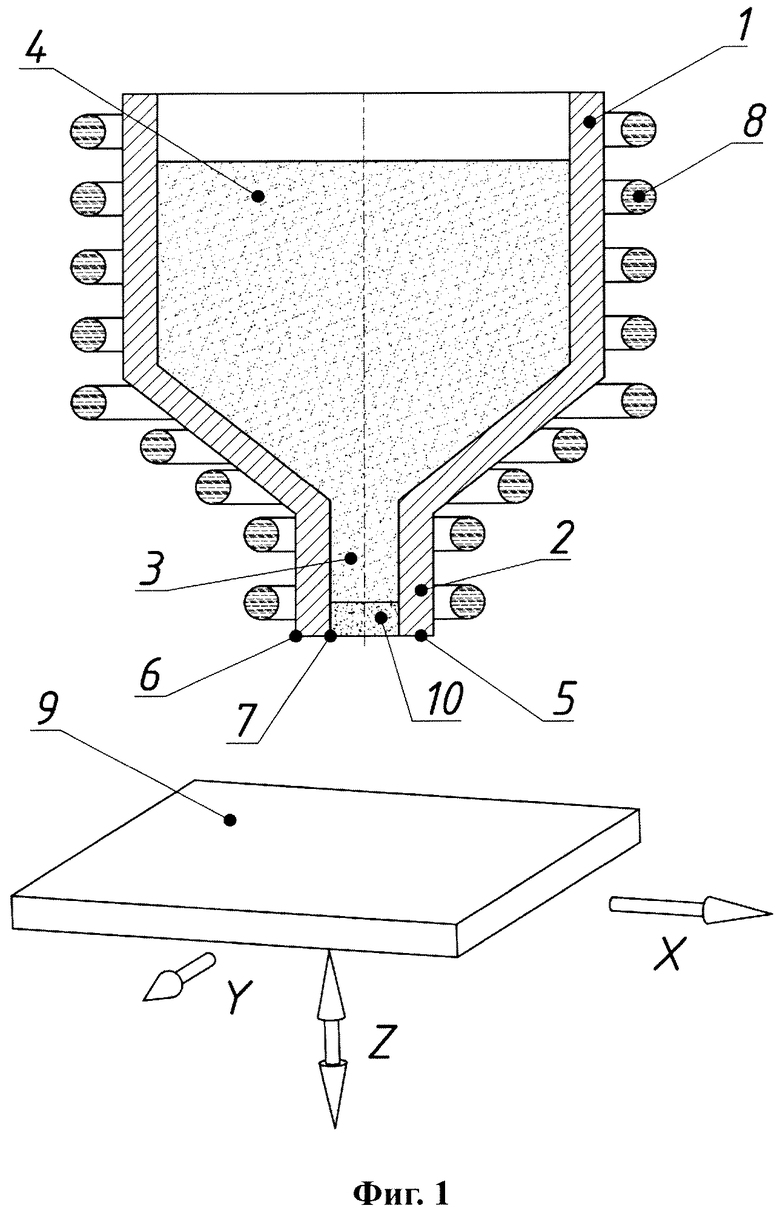
Способ получения трехмерных объектов послойной кристаллизацией согласно CAD-модели, включающий подачу на базовую платформу из питателя исходного материала, энергетическое воздействие на исходный материал для его плавления, перемещение по заданной траектории в трехмерном пространстве базовой платформы и питателя относительно друг друга, кристаллизацию расплавленного материала на ранее закристаллизованном слое, отличающийся тем, что плавление исходного материала осуществляют непосредственно в питателе, создают слой расплава между ранее закристаллизованным слоем и питателем, форму поперечного сечения слоя расплава задают по линии раздела питатель - слой расплава - окружающая атмосфера, и в ходе послойной кристаллизации поддерживают сохранение слоя расплава путем регулировки мощности энергетического воздействия и регулировкой скорости перемещения базовой платформы и питателя относительно друг друга, путем регулировки разницы давления газа над поверхностью расплава в питателе и над поверхностью слоя расплава между ранее закристаллизованным слоем и питателем.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛОВ В ВИДЕ ПОЛЫХ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2451117C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРИСТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ИЗ РАСПЛАВА | 1997 |
|
RU2160330C2 |
| СПОСОБ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛОВ | 1983 |
|
SU1131259A3 |

