Область применения
Настоящее изобретение относится к системе охлаждения литейных форм для литья металлов или сплавов металлов и к формовочной установке, содержащей литейную форму и указанную систему охлаждения, согласно ограничительной части соответствующих независимых пунктов формулы изобретения.
Система, являющаяся объектом настоящего изобретения, предназначена для преимущественного использования для охлаждения литейных форм, обычно используемых для изготовления промышленных изделий из металлов или сплавов металлов во многих различных формах.
В частности, настоящая система предназначена для использования вместе с литейными формами для инжекционного литья под низким давлением, но может преимущественно использоваться как в системах с литьем под давлением, так и в системах с литьем в оболочковые формы.
Таким образом, настоящее изобретение относится, в общем, к области производства систем и устройств для литейных цехов или для производства промышленных изделий из металлов или сплавов металлов посредством формовки.
Известный уровень техники
Известны различные технологии формовки изготовленных из металлов изделий, начиная с расплавленной жидкой массы.
Например, известна технология литья без давления в литейных формах самотеком, по которой расплавленный металл стекает в обычно стальную литейную форму.
Литейная форма или оболочковая форма обычно делятся на две части (полуформы) или несколько частей соответственно в случае изготовления промышленных изделий, имеющих одну или несколько разделяющих поверхностей.
Литейная форма может также содержать дополнительные подвижные элементы, такие как стержни или трубки, перемещающиеся относительно полуформы.
Известна также технология формовки с инжекционным литьем под низким давлением, по которой расплавленный сплав металлов, содержащийся в нагретом тигле, выталкивается, обычно посредством сжатого воздуха, по вертикальному трубопроводу, обычно подсоединенному ниже нижней полуформы. Давление поддерживается в течение времени, необходимого для кристаллизации сплава литейной формы. Сплав металлов остается в расплавленном состоянии в начале литья и в вертикальной трубе, и после прекращения действия давления он возвращается в тигель.
В случае литья под давлением используются стальные формы (литейные формы), изготовленные для механической обработки, в которых расплавленный металл продавливается поршнем, придающим ему высокую скорость (даже в 100 раз выше скорости литья самотеком).
Известна также технология литья под давлением с горячей камерой прессования (нагнетательный поршень находится в камере литейной формы, где содержится расплавленный металл) или холодной камерой прессования (поршень получает определенное количество расплавленного металла из тигля), по которой используют литейную форму, обычно образованную двумя полуформами (или держателем литейной формы и матрицей), одна из которых прикреплена как неотъемлемая часть к неподвижной несущей конструкции системы, а другая подвижна и может приводиться в движение посредством гидравлического поршня. Эти две полуформы заперты в закрытом состоянии обычно посредством коленно-рычажного механизма.
Общеизвестно, что в случае технологии литья под давлением введение, кристаллизация и формовка струи расплавленного металла являются кратковременными.
Различные технологии формовки металла или сплава металлов из расплавленного жидкого состояния в твердое состояние в нужной форме, главным образом, позволяют формовку струй в легковесный сплав, такой как алюминиевые сплавы, магниевые сплавы, цинковые сплавы, медные сплавы, такие как бронза и латунь, хотя могут обрабатываться и некоторые сплавы на железной основе.
Вышеуказанные технологии формовки с использованием струй самотеком, струй под низким давлением или струй под давлением (литье под давлением) или, в более общем смысле, процессы формовки, в которых для получения промышленных изделий, изготовленных из металла или сплава металлов, используют формовочные литейные формы, неизбежно сталкиваются с проблемой регулирования температуры литейной формы в процессе формовки для обеспечения оптимальных механических и эстетических характеристик для промышленного изделия.
С этой целью в настоящее время оборудование для формовки струй для сплавов металлов оснащается системами охлаждения, содержащими желоба (в свою очередь образованные простыми глухими отверстиями), выполненные в зонах литейной формы, где при кристаллизации струи требуется эффективное и быстрое снижение температуры.
В этих желобах проходит несущая текучая среда, которая может представлять собой, например, сжатый воздух или воду.
Во многих случаях применения технологий формовки вышеупомянутого типа две разные несущие текучие среды, т. е. вода и воздух, не позволяют достичь оптимального охлаждения литейных форм, и, как следствие, изделия в некоторых случаях охлаждаются чрезмерно быстро с разностями температуры между разными частями литейной формы, что может привести к напряженным состояниям в промышленном изделии или к трещинам в литейной форме, или с очень медленными скоростями охлаждения, пагубно отражающимися на производственном процессе.
Более детально, в настоящее время формовка легких сплавов металлов, в частности, алюминия, обычно происходит при объединении стальной или чугунной литейной формы с системой охлаждения сжатым воздухом, вдуваемым под высоким давлением в змеевики, выполненные в той же литейной форме, который затем выпускается в окружающую среду.
Большинство промышленных изделий, изготавливаемых из легковесных сплавов, в частности, из алюминия и алюминиевых сплавов, фактически изготавливаются, начиная с плавления чушек этих сплавов для получения расплавленного материала, который формуется в соответствии с вышеупомянутыми разными технологиями формовки.
В соответствии с этими технологиями формовки с каждым рабочим циклом литейной формы расплавленный металл, представляющий собой, как уже отмечалось, например, алюминий или алюминиевый сплав, отливается или вводится в литейную форму при температуре приблизительно 700 градусов.
На практике наблюдается, что от одного цикла формовки к следующему происходит постепенное повышение температуры литейной формы, и вследствие этого время рабочего цикла становится все более продолжительным.
По этой причине, как упоминалось выше, для устранения этого недостатка желоба в литейной форме выполнены в тех точках, где перегрев больше. Эти желоба выполнены, например, в виде глухих отверстий; в них под давлением приблизительно 5–8 бар компрессором подается поток сжатого воздуха. Этот поток воздуха отводит тепло из литейной формы, предотвращая ее перегрев.
Для введения воздуха внутрь литейной формы и в точках, где выполнены отверстия, система охлаждения предусматривает расположение фасонных труб, обычно содержащих основную трубу, изготовленную из металла, такого как чугун или сталь, проходящую внутрь литейной формы, где она разветвляется на несколько вторичных труб с сечением, меньшим сечения основной трубы, для достижения (с помощью этих вторичных труб) разных отверстий в самой литейной форме.
Системы воздушного охлаждения такого типа, как описано в настоящем документе, обладают недостатком, заключающимся в том, что количество воздуха, переносимого ими, меняется из-за разных длин вторичных труб и разных мест соединения с основной трубой.
Эта неравномерность потока сжатого воздуха, переносимого вторичными трубами в разные отверстия литейной формы, приводит к неравномерному охлаждению литейной формы, что в свою очередь часто приводит к образованию дефектов в готовых промышленных изделиях.
Эти дефекты возникают в виде трещин, щелей, изломов или даже лишь внутренних напряжений, и они могут быть видимыми невооруженным глазом или видимыми лишь в рентгеновских лучах.
В любом случае неравномерность охлаждения, создаваемого вторичными трубами системы, становится причиной нежелательного брака в производственном процессе.
Кроме того, с точки зрения качества разное охлаждение в разных местах может привести к разной усадке материала или к внутренним напряжениям, даже между одним промышленным изделием и следующим, с последующей неоднородностью производства, в частности, в отношении механических характеристик.
В известных в настоящее время системах воздушного охлаждения вторичные трубы берут свое начало от основного трубопровода без должного учета проблемы, заключающейся в том, что разные точки начала приводят к вытеканию разных потоков с разными охлаждающими действиями, в конечном итоге вызывая неравномерность охлаждения с вышеупомянутыми недостатками.
Как известно, вышеупомянутые системы водяного охлаждения преимущественно используются, когда необходимо быстро отвести большие качества тепла, например, в процессах литья под давлением. В этом случае, фактически, давление, оказываемое на расплавленный металл при кристаллизации, вызывает быстрый теплообмен с литейной формой. Таким образом, обычно предусматривается объединение системы водяного охлаждения с этими литейными формами для литья под давлением, причем эта система охлаждения имеет контуры внутри литейной формы для обеспечения высоких скоростей охлаждения.
Система водяного охлаждения является замкнутой, благодаря чему предотвращается выброс перегретого пара на выходе литейной формы в окружающую среду.
Вода обычно проходит соответствующую водоподготовку для предотвращения образования накипи, отрицательно влияющей на ее воздействие.
Более детально, вода как теплоотводящая несущая текучая среда намного эффективнее, чем использование воздуха, однако использование систем водяного охлаждения связано с рядом недостатков.
Первый недостаток – резкое изменение температуры, вызываемое прохождением текучей среды в желобах, выполненных в основании самой литейной формы. В случае чрезмерно резкого изменения температуры есть риск образования трещин на литейной форме, которые могут повредить последнюю без возможности восстановления.
В случае водяной системы, выполненной из компонентов, отдельных от литейной формы, могут возникать проблемы уплотнения в зонах соединения этих компонентов с риском потерь воды даже в литейной форме – событие, которое может нарушить правильную работу последней.
Кроме того, нагретая вода, выходящая из литейной формы или из системы, связанной с ней, подлежит соответствующей обработке для ее утилизации или повторного использования.
Из документа US 2009315231 известна система охлаждения для литейных форм, в которой в качестве хладонесущей текучей среды используется поток воздуха, причем в нем посредством распылительного устройства распыляется поток воды для получения смеси воздуха и капель воды. Система предусматривает образование сквозных каналов в литейной форме, по которым должна протекать вышеуказанная смесь. Последняя, охлаждая литейную форму, абсорбирует тепло и создает большое количество пара. Затем смесь всасывается на выходе насосом, который посредством компримирования отделяет воздух от воды, которая отводится посредством сливного патрубка для воды, соединенного с насосом.
Система охлаждения, описанная в этом патенте, как показала практика, не лишена недостатков.
Она требует выполнения соответствующих каналов в литейной форме и всасывающего насоса для циркуляции потока воздуха/пара через литейную форму и, кроме того, требует утилизации жидкой фазы после ее компримирования в насосе.
Первый недостаток этой системы заключается в ее высокой стоимости и сложности из-за необходимости создания соответствующих трубопроводов в литейной форме и обработки охлаждающей смеси после ее выхода из литейной формы.
Второй недостаток этой системы заключается в не очень точном охлаждающем действии смеси, проходящей по каналам литейной формы, фактически, из-за не обеспечения средств для достижения однородности потока этой смеси в разных каналах.
Соответственно задачей, которую призвано решить настоящее изобретение, является, следовательно, устранение недостатков вышеупомянутого известного уровня техники путем создания системы охлаждения литейных форм для литья металлов или сплавов металлов, способной равномерно отводить тепло из литейной формы. Еще одной целью настоящего изобретения является создание системы охлаждения литейных форм для литья металлов или сплавов металлов, способной отводить оптимальное количество тепла из литейной формы. Еще одной целью настоящего изобретения является создание системы охлаждения литейных форм для литья металлов или сплавов металлов, полностью безопасной для окружающей среды и для человека.
Еще одной целью настоящего изобретения является создание системы охлаждения литейных форм для литья металлов или сплавов металлов, простой и недорогой в изготовлении и абсолютно надежной в работе. Еще одной целью настоящего изобретения является создание системы охлаждения литейных форм для литья металлов или сплавов металлов, не требующей дорогостоящих средств для обработки хладоносителя после его выхода из литейной формы.
Еще одной целью настоящего изобретения является создание системы охлаждения литейных форм для литья металлов или сплавов металлов, которую можно универсально использовать в разных условиях применения, в частности, для замены существующих систем воздушного охлаждения.
Краткое описание графических материалов
Технические характеристики предлагаемой системы в соответствии с вышеуказанными целями можно понять из прилагаемой формулы изобретения, а ее преимущества станут очевиднее из последующего подробного описания, приведенного со ссылками на прилагаемые графические материалы, на которых представлены несколько исключительно примерных и неограничивающих вариантов осуществления настоящего изобретения и на которых:
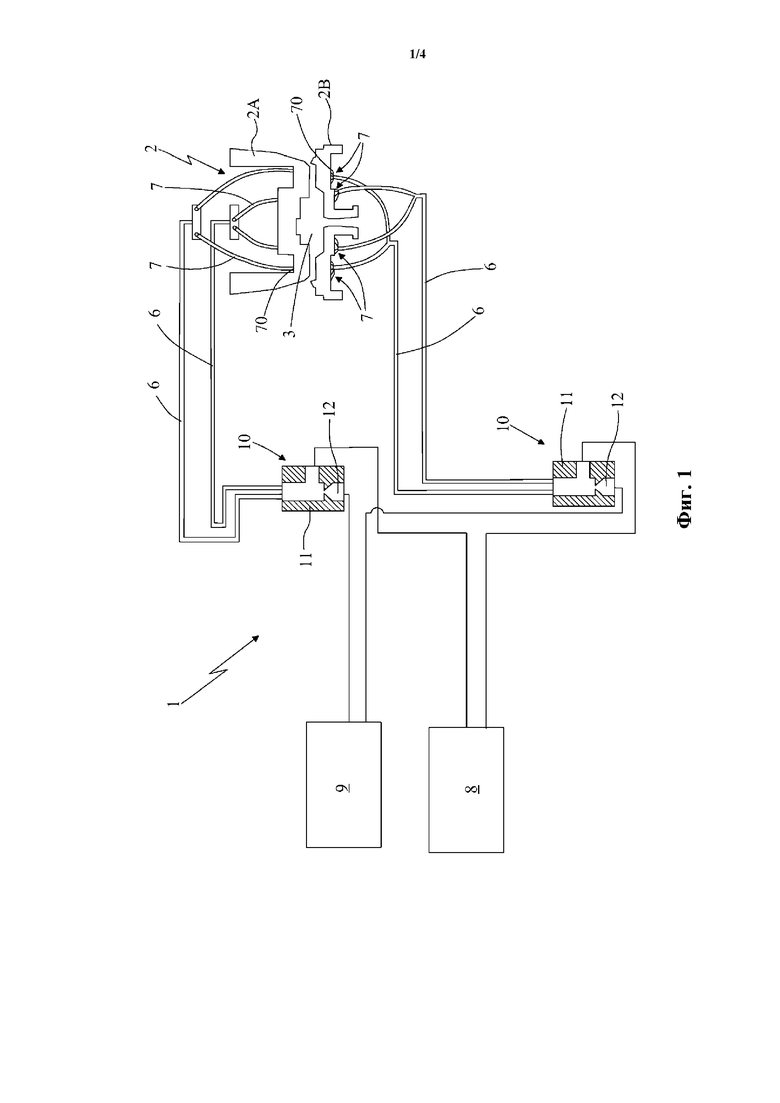
- на фиг. 1 схематически показан общий вид системы охлаждения, соединенной с литейной формой для образования комплекта согласно настоящему изобретению;
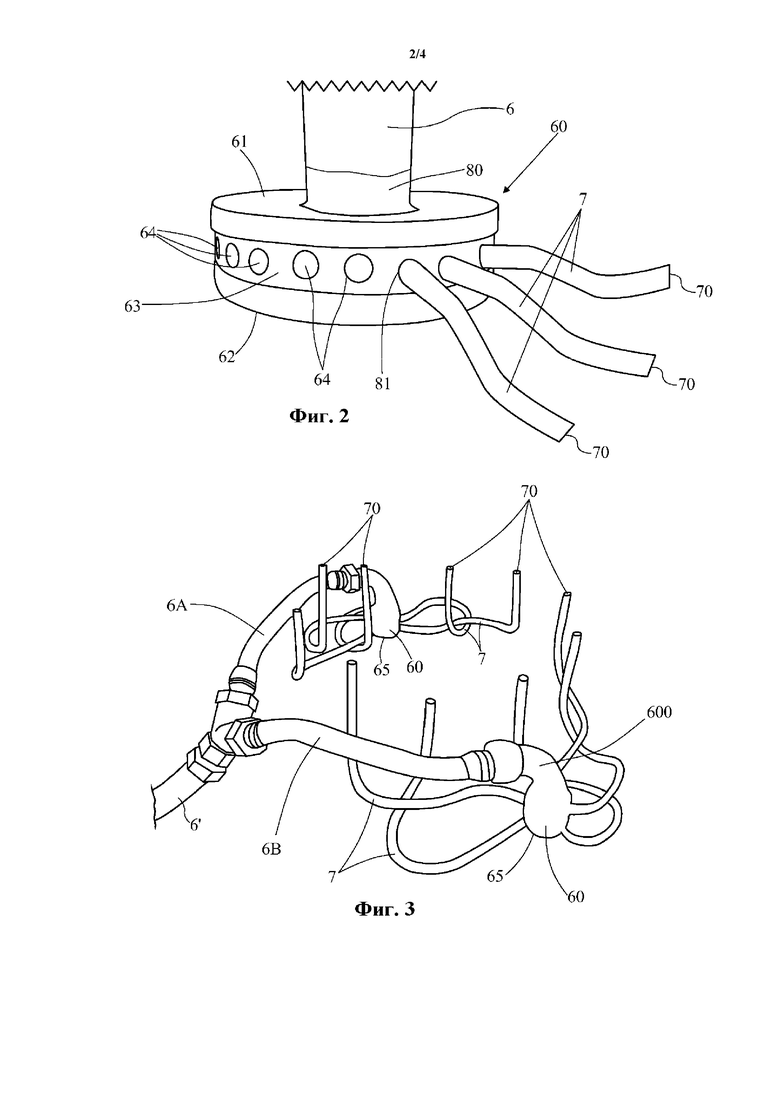
- на фиг. 2 показана увеличенная деталь первого варианта осуществления системы охлаждения согласно настоящему изобретению, относящаяся к закрытой концевой части с увеличенным распределительным корпусом основного трубопровода, с некоторыми частями, убранными для лучшей иллюстрации других частей;
- на фиг. 3 показана увеличенная деталь второго варианта осуществления системы охлаждения согласно настоящему изобретению, относящаяся к закрытой концевой части основного трубопровода, с некоторыми частями, убранными для лучшей иллюстрации других частей;
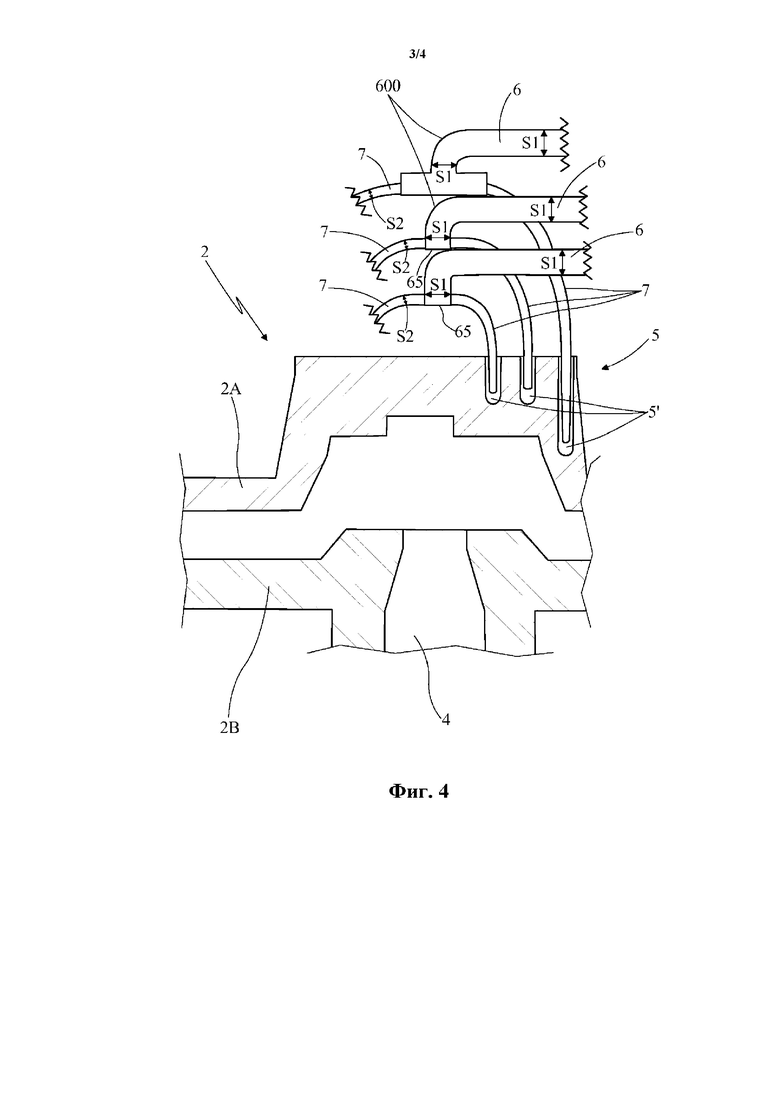
- на фиг. 4 показана деталь комплекта согласно настоящему изобретению, относящаяся к литейной форме, имеющей связанную с ней систему охлаждения; на этой детали хорошо видна закрытая концевая часть системы охлаждения, от которой радиально отходят вторичные трубопроводы;
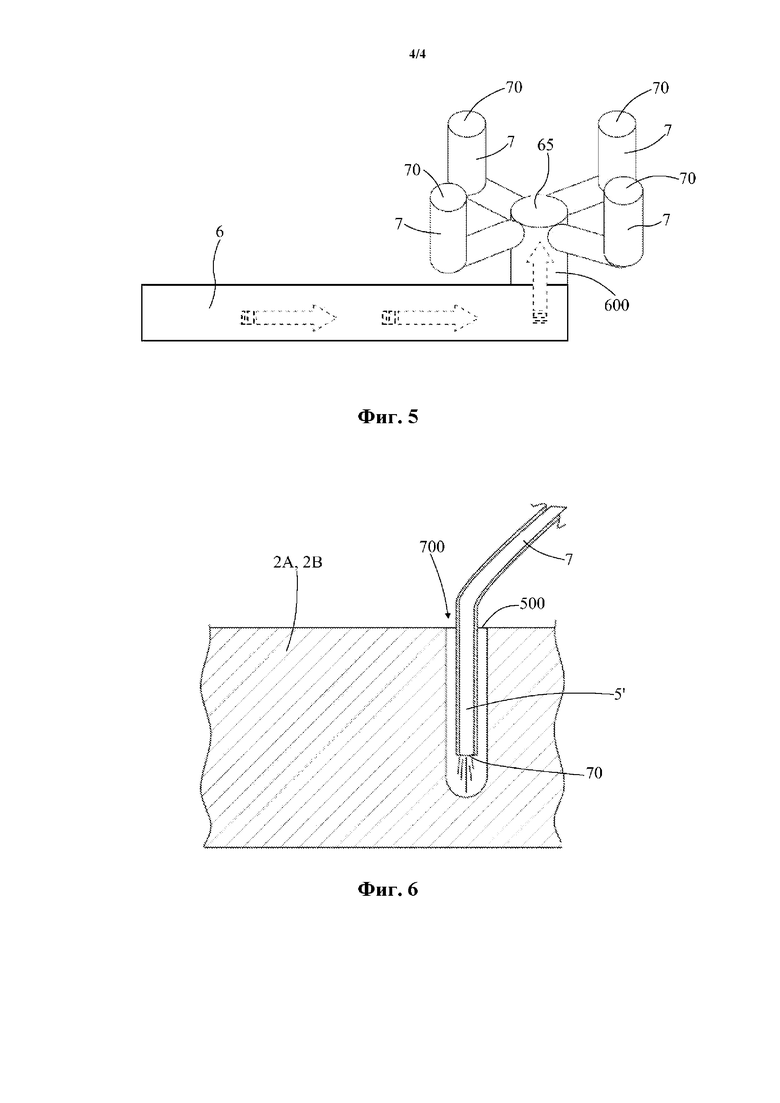
- на фиг. 5 показано схематическое изображение закрытой концевой части основного трубопровода в соответствии со вторым вариантом осуществления по фиг. 3;
- на фиг. 6 показано схематическое изображение варианта осуществления комплекта согласно настоящему изобретению, относящегося к соединению свободного конца вторичного трубопровода с каналом охлаждения литейной формы.
Подробное описание предпочтительного варианта осуществления
На прилагаемых графических материалах позицией 1 в общем обозначен пример системы охлаждения литейных форм для литья металлов, соединенной в один комплект с литейной формой, обозначенной позицией 2, в частности, такого типа, чтобы вводить струи под низким давлением расплавленного металла или сплава расплавленных металлов.
Преимущественно расплавленный сплав металлов представляет собой легковесный сплав, такой как алюминиевый сплав, например, используемый в расплавленной фазе при температуре приблизительно 700 градусов.
Литейной форма 2, показанная в примере на прилагаемых фигурах, предпочтительно является, как уже отмечалось, литейной формой для литья под низким давлением; однако без отступления от объема правовой охраны настоящего патента она может быть другого типа, например, литейной формой для литья самотеком или литейной формой для литья под давлением.
Литейная форма 2 содержит по меньшей мере две фасонные полуформы, одна из которых является верхней 2A, а другая – нижней 2B, которые могут быть сомкнуты для герметично уплотненного закрывания, чтобы вместе образовывать формовочную камеру 3, предназначенную для содержания материала расплавленного металла.
Известным образом литейная форма 2 может также содержать боковые закрывающие части, которые также – вместе с полуформами – могут способствовать образованию формовочной камеры 3.
В литейную форму 2, преимущественно изготовленную из стали или чугуна, будет подаваться определенное количество расплавленного металла или расплавленного сплава металлов, например, начиная с тигля, посредством вертикальной подающей трубы 4, помещенной по центру ниже нижней полуформы 2B.
По меньшей мере одна полуформа, а преимущественно обе полуформы 2A, 2B, выполнены с желобами 5, образованными несколькими каналами 5', преимущественно образованными глухими отверстиями, выполненными внутри полуформ и имеющими глухое дно предпочтительно в форме сферического купола.
В каждой полуформе 2A, 2B могут быть выполнены несколько желобов 5, которые, как указано ниже в настоящем документе, могут в разное время получать потоки отдельных хладоносителей из разных основных трубопроводов.
Более детально, система охлаждения содержит по меньшей мере один основной трубопровод 6, предназначенный для доставки соответствующего основного потока хладонесущей текучей среды.
Каждый желоб 5 будет образован группой каналов или отверстий 5’, принимающих поток хладоносителя из соответствующего основного трубопровода 6.
Такой хладоноситель получают в виде смеси сжатого воздуха и распыленной воды.
Вышеуказанный основной трубопровод 6, имеющий первое транспортное сечение S1, гидравлически соединен с несколькими вторичными трубопроводами 7, проходящими и берущими начало от одного и того же основного трубопровода 6 у полуформы 2A, 2B, подлежащей охлаждению.
Каждый из вторичных трубопроводов 7 имеет свободный конец 70, вставляемый в соответствующий канал 5’, выполненный в полуформе 2A, 2B, и имеет второе транспортное сечение S2, которое меньше, чем первое транспортное сечение S1 основного трубопровода.
Таким образом, смесь сжатого воздуха и распыленной воды хладоносителя, доставляемая каждым вторичным трубопроводом 7, вводится через конец 70 последнего в каналы 5’ полуформ 2A, 2B. Поскольку эти каналы 5’ преимущественно выполнены в виде глухих отверстий 5’, смесь, достигающая дна отверстий 5’, будет возвращаться, чтобы выйти из устья 500 отверстия 5’ на наружной поверхности полуформы 2A, 2B.
Вторичные трубопроводы 7, соединенные с одним и тем же основным трубопроводом 6, имеют одинаковое второе сечение S2.
Как основной трубопровод 6, так и вторичные трубопроводы 7 изготовлены из металлического материала (например, из чугуна или стали), поскольку они должны выдерживать высокие температуры, передаваемые им литейной формой 2.
Вторичные трубопроводы 7 могут быть изогнутыми, чтобы принять нужную форму, с целью позволить их свободному концу 70 легко достигать устьев 500 каналов 5’, выполненных в полуформах 2A, 2B, и оставаться связанным с ними даже без использования средств удерживания.
Для того чтобы производить вышеуказанный хладоноситель, система содержит средство 8 подачи по меньшей мере одного потока сжатого воздуха, например, содержит компрессор, от которого отходят один или более подающих трубопроводов для вышеуказанного по меньшей мере одного потока сжатого воздуха; средство 9 подачи по меньшей мере одного потока воды, например, содержит водовод, от которого отходят один или более подающих трубопроводов для вышеуказанного по меньшей мере одного потока воды; и средство 10 вмешивания потока воды в поток воды. Это средство 10 вмешивания содержит по меньшей мере один тройниковый соединитель 11, соединенный с трубопроводом для воды и трубопроводом для сжатого воздуха и предназначенный для получения из них соответствующих потоков сжатого воздуха и воды, и распылительную форсунку 12, предназначенную для распыления потока воды в потоке воздуха для получения вышеуказанного хладоносителя в виде сжатого воздуха и распыленной воды.
Этот тройниковый соединитель 11 питает соответствующий основной трубопровод 6.
Как уже отмечалось, возможны несколько основных трубопроводов 6, каждый из которых запитывается соответствующим тройниковым соединителем 11, к которому подходят соответствующий трубопровод для сжатого воздуха и соответствующий трубопровод для воды соответствующих средств 8, 9 подачи.
В соответствии с идеей, лежащей в основе настоящего изобретения, основной трубопровод 6 имеет по меньшей мере одну закрытую концевую часть 60, с которой радиально и по периферии соединены три или более из вышеуказанных вторичных трубопроводов 7. Согласно настоящему изобретению вышеуказанная закрытая концевая часть 60 имеет такую форму, чтобы распределять во вторичные трубопроводы 7 по существу равные вторичные потоки хладонесущей текучей среды путем введения этих потоков через свободные концы 70 вторичных трубопроводов в соответствующие каналы 5' желоба 5 полуформы 2A, 2B.
Соединения вторичных трубопроводов 7 с закрытой концевой частью 60 основного трубопровода 6 выполнены в местах отверстий в вышеуказанной закрытой концевой части 60, все из которых расположены на распределительной окружности поперечного сечения одной и той же закрытой концевой части 60 (в обоих вариантах осуществления, представленных ниже в настоящем документе).
Иными словами, все вторичные трубопроводы 7 отходят от основного трубопровода 6 на одной и той же высоте для обеспечения идентичного втекания потока воздуха / капель распыленной воды во вторичные трубопроводы 7.
Как объяснялось выше, вторичные трубопроводы 7 соединены с основным трубопроводом 6 на одной и той же высоте относительно закрывающей стенки 65 конца основного трубопровода 6.
Как упоминалось выше, свободные концы 70 вторичных трубопроводов 7 связаны с устьями 500 каналов 5’, выполненных в полуформах 2A, 2B, и могут оставаться расположенными в них даже без использования средств удерживания, предназначенных для механического соединения вышеуказанных свободных концов 70 с вышеуказанными устьями 500. Однако преимущественно предусматриваются механические крепежные средства (не показанные) для закрепления системы охлаждения на литейной форме 2, чтобы поддерживать свободные концы 70 вторичных трубопроводов 7 прочно связанными с устьями 500 каналов 5’. Например, эти крепежные средства могут представлять собой крепежную скобу, прикрепленную к литейной форме 2 и предназначенную для поддерживания (относительно этой литейной формы) основного трубопровода 6 путем захвата секции, находящейся вблизи его закрытой концевой части 60, или даже путем захвата непосредственно закрытой концевой части 60.
В соответствии с вариантом осуществления по фиг. 3 закрытая концевая часть 60 получена путем поддержания неизменным диаметра основного трубопровода 6, просто заканчивающегося закрывающей стенкой 65.
Преимущественно основной трубопровод 6 будет содержать ориентационную часть 600, которая будет заканчиваться вышеуказанной закрытой концевой частью 60 и которая будет иметь иную ориентацию относительно оставшейся части основного трубопровода 6 вследствие изгиба или соединителя.
Указанная ориентационная часть 600 позволяет лучше подогнать закрытую концевую часть 60 к соответствующей полуформе 2A, 2B.
Вторичные трубопроводы 7, присоединенные по окружности на основном трубопроводе, преимущественно отходят в непосредственной близости (не более 2 см) от закрывающей стенки 65.
Вторичные трубопроводы 7 радиально и по периферии берут свое начало вблизи этой закрывающей стенки 65, преимущественно равноудалено друг от друга по окружности. С этой целью закрытая концевая часть 60 основного трубопровода 6 имеет вторые сквозные отверстия 64, каждое из которых сообщается с соответствующим вторичным трубопроводом 7, прикрепленным к основному трубопроводу 6, например, посредством сварки.
В соответствии с вариантом осуществления по фиг. 2, если окружность основного трубопровода 6 не позволяет подсоединить достаточное число вторичных трубопроводов 7, то преимущественно закрытая концевая часть 60 может быть выполнена в виде увеличенного распределительного корпуса, в частности, цилиндрической формы, с двумя противоположными поперечными и круглыми стенками 61, 62 и периферийной соединительной стенкой 63, расположенной таким образом, чтобы соединять вышеуказанные противоположные стенки 61, 62 и образовывать вместе с ними распределительную камеру для несущей текучей среды.
Более детально, первая поперечная стенка 61 соединена, например, посредством сварки 80, с основным трубопроводом 6, и для этой цели она имеет первое сквозное отверстие для сообщения с этим основным трубопроводом 6, в частности, помещенным по центру относительно этой же первой поперечной стенки 61, а вторая поперечная стенка 62 действует как закрывающая крышка для распределительной камеры.
Периферийная стенка 63 имеет несколько вторых сквозных отверстий 64 (аналогично обозначенных для предыдущего варианта осуществления), каждое из которых соединено с соответствующим вторичным трубопроводом 7, преимущественно распределенных по окружности с равными интервалами. И в этом случае механическое соединение вторичных трубопроводов 7 с периферийной стенкой 63 в местах вторых сквозных отверстий 64 выполнено посредством сварки 81.
Таким образом, вышеуказанный увеличенный распределительный корпус 60 преимущественно имеет по существу цилиндрическую дискообразную форму, предназначенную для обеспечения оптимального распределения хладоносителя на одинаковые потоки во вторичные трубопроводы 7, радиально отходящие от этого корпуса.
Установлено, что улучшенное распределение хладоносителя в виде смеси воздуха и распыленной воды достигается при использовании распределительной камеры увеличенного распределительного корпуса 60, имеющей высоту, соответствующую внутреннему расстоянию между двумя противоположными поперечными и круглыми стенками 61, 62, по существу равную диаметру вторичных трубопроводов 7.
Таким образом, вышеуказанный увеличенный распределительный корпус 60 преимущественно поддерживается соответствующим основным трубопроводом 6 в горизонтальном положении, в частности, так, чтобы быть обращенным по центру к верхней полуформе 2A литейной формы 2 для инжекционного литья под низким давлением.
Действительно, поскольку эта литейная форма 2 имеет вертикальную подающую трубу 4 для расплавленного металла, обычно расположенную по центру ниже нижней полуформы 2B, вышеуказанный увеличенный распределительный корпус 60 можно установить по центру на верхней полуформе. Однако этот вышеуказанный увеличенный распределительный корпус 60 не может быть обращен к нижней полуформе 2В и установлен по центру на ней из-за наличия нижней вертикальной подающей трубы 4.
В этом случае основной трубопровод 6 преимущественно разветвляется от общей подающей части 6' на по меньшей мере два ответвления 6A, 6B, каждое из которых имеет на своем конце соответствующую закрытую концевую часть 60, которая может быть представлена концевой секцией того же основного трубопровода 6 или увеличенным распределительным корпусом 60, как объяснялось выше, для обеспечения соединения с большим числом вторичных трубопроводов 7.
Два ответвления 6A, 6B основного трубопровода 6 предпочтительно расположены горизонтально, в частности, так, чтобы быть обращенными к нижней полуформе 2B вышеупомянутой литейной формы 2 для инжекционного литья под низким давлением, и в диаметрально противоположных положениях относительно вертикальной подающей трубы 4 литейной формы.
В случае использования более двух ответвлений 6A, 6B, ответвляющихся от основного трубопровода 6, ответвления будут располагаться с закрытыми концевыми частями в равномерно распределенных положениях относительно нижней центральной подающей трубы полуформы 2B.
Ответвления 6A, 6B основного трубопровода 6 обмотаны вокруг литейной формы 2, например, искривленным удлинением, чтобы поддерживать равномерное распределение вторичных трубопроводов 7, отходящих от их закрытых концевых частей 60.
В соответствии с одной важной характеристикой системы 1 охлаждения согласно настоящему изобретению потоки хладонесущей текучей среды, которые вводятся из свободных концов 70 вторичных трубопроводов 7 в каналы 5' полуформ 2A, 2B, не собираются снова на выходе каналов 5' тех же полуформ 2A, 2B, поскольку продолжение системы охлаждения за литейными формами 2 не предусмотрено; вместо этого предусмотрено отведение хладонесущих текучих сред непосредственно в окружающую среду. Малое количество пара, связанное с каждым потоком хладоносителя, не представляет никакой угрозы в части безопасности, равно как и для окружающей среды.
Предпочтительно, как упоминалось выше, система 1 охлаждения предусматривает питание каждой из двух полуформ 2A, 2B несколькими основными трубопроводами 6, каждый из которых содержит на своей закрытой концевой части 60 несколько вторичных трубопроводов 7 и приводится в действие посредством логического управляющего устройства (не показанного) для управления отдельными основными потоками и в разные моменты времени рабочего цикла литейной формы 2, например, приводящего в действие средства управления для отдельных основных трубопроводов 6, в частности, представляющие собой клапаны с электромагнитным управлением или пневматические клапаны.
Кроме того, целью настоящего изобретения является формовочный комплект, содержащий литейную форму 2, а также систему 1 охлаждения, в частности, вышеописанного типа; для упрощения описания те же позиции и терминология, использующиеся выше, будут сохранены далее в настоящем документе.
Литейная форма 2 предназначена, в частности, для струи под низким давлением расплавленного металла или расплавленного сплава металлов и в любом случае содержит по меньшей мере две полуформы 2A, 2B, выполненные, как объяснялось выше, т. е. одна из которых является верхней 2A, а другая – нижней 2B, которые могут быть сомкнуты вместе для образования формовочной камеры, предназначенной для содержания струи расплавленного металла.
В соответствии с идеей, лежащей в основе изобретения, каждая полуформа 2A, 2B имеет желоб 5, образованный несколькими внутренними каналами 5', в которые вставляют свободные концы 70 вторичных трубопроводов 7 для введения в эти каналы 5' вторичных потоков хладонесущей текучей среды. Кроме того, в соответствии с идеей, лежащей в основе изобретения, эти вторичные потоки потоков хладоносителя на выходе каналов 5’ выбрасываются в окружающую среду, т. е. системой 1 охлаждения они больше снова не собираются.
Предпочтительно по меньшей мере одна полуформа, а предпочтительно каждая полуформа 2A, 2B, содержит несколько желобов 5, каждый из которых образован несколькими внутренними каналами 5'. Точнее, каждый желоб 5 может быть образован группами отверстий 5’.
Каждый желоб 5 принимает поток хладоносителя из соответствующего основного трубопровода 6, который по своим вторичным трубопроводам 7 передает его в одиночные каналы 5' вышеуказанного желоба 5.
Логическое управляющее устройство предпочтительно управляет в соответствии с рабочими этапами, которые могут быть заданы или запрограммированы, с помощью средств управления, в частности, представляющих собой регулирующие клапаны, дифференцированным питанием каждого отдельного основного трубопровода 6 в разные моменты времени рабочего цикла литейной формы 2.
Каналы 5' желоба 5 каждой полуформы 2A, 2B преимущественно выполнены, как уже отмечалось, в виде глухих отверстий, имеющих устье 500 на наружной поверхности полуформы 2A, 2B, в которые входят вторичные трубопроводы 7, а также хладоноситель на выходе в окружающую среду.
С этой целью между свободным концом 70 вторичных трубопроводов 7 и устьем 500 отверстия 5’ полуформы 2A, 2B оставлено воздушное пространство 700, в частности, кольцевое (см. фиг. 6).
В противном случае, но в соответствии с непредпочтительным вариантом осуществления, каналы 5' соответствующего желоба 5 могут иметь впускное отверстие, связанное со свободным концом 70 вторичных трубопроводов 7, отделенное от выпускного отверстия.
Естественно, без отступления от объема правовой охраны настоящего изобретения система 1 охлаждения и комплект в их практическом осуществлении могут также принимать формы и конфигурации, отличающиеся от проиллюстрированных выше.
Кроме того, все детали могут быть заменены технически эквивалентными элементами, а размеры, формы и материалы могут быть любого типа в зависимости от требований.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1980 |
|
SU969451A1 |
| ЛИТЕЙНЫЕ ФОРМЫ ДЛЯ СТЕКЛЯННОЙ ПОСУДЫ И СПОСОБ ОХЛАЖДЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2000 |
|
RU2243942C2 |
| СПОСОБ ЗАКРЫТИЯ ВХОДА В ЛИТЕЙНУЮ ФОРМУ ПОСЛЕ НЕГРАФИТАЦИОННОГО ЛИТЬЯ НЕЖЕЛЕЗНОГО СПЛАВА В СЫРЫЕ ЛИТЕЙНЫЕ ФОРМЫ РЯДНОЙ УСТАНВОКИ (ВАРИАНТЫ) | 1995 |
|
RU2127172C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО УДЕРЖИВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА В ГОРИЗОНТАЛЬНЫХ ЛИТЕЙНЫХ МАШИНАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2405652C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ПОСРЕДСТВОМ ЛИТЬЯ МЕТАЛЛА И ЭПИТАКСИАЛЬНОГО ВЫРАЩИВАНИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2800796C2 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ С ПРЯМЫМ ОХЛАЖДЕНИЕМ | 2014 |
|
RU2678848C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ МЕТАЛЛА (ВАРИАНТЫ) | 2001 |
|
RU2259256C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГО КОЛЕСА И ЛИТЕЙНАЯ ФОРМА | 2011 |
|
RU2568552C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МИНИМИЗАЦИИ ВЗРЫВНОГО ПОТЕНЦИАЛА ПРИ ЛИТЬЕ С ПРЯМЫМ ОХЛАЖДЕНИЕМ СПЛАВОВ АЛЮМИНИЯ И ЛИТИЯ | 2014 |
|
RU2675127C2 |
Изобретение относится к области производства систем и устройств для литейных цехов или для производства промышленных изделий из металлов или сплавов металлов посредством формовки. Система охлаждения литейных форм для литья металлов или сплавов металлов содержит один или более основных трубопроводов, каждый из которых предназначен для транспортировки основного потока хладонесущей текучей среды, содержащей сжатый воздух и распыленную воду, и несколько вторичных трубопроводов, соединенных с основным трубопроводом и берущих начало от него. Каждый из вторичных трубопроводов имеет второе транспортное сечение, которое меньше, чем первое транспортное сечение соответствующего основного трубопровода. Свободный конец каждого вторичного трубопровода вставляют в соответствующий канал желоба, выполненного в одной из указанных полуформ литейной формы. Основной трубопровод имеет по меньшей мере одну фасонную закрытую концевую часть, предназначенную для распределения во вторичные трубопроводы, радиально отходящие от нее, равных вторичных потоков хладонесущей текучей среды с введением их через свои свободные концы в соответствующие каналы каждой полуформы. Технический результат заключается в устранении нежелательного брака в производственном процессе. 2 н и 15 з.п. ф-лы, 6 ил.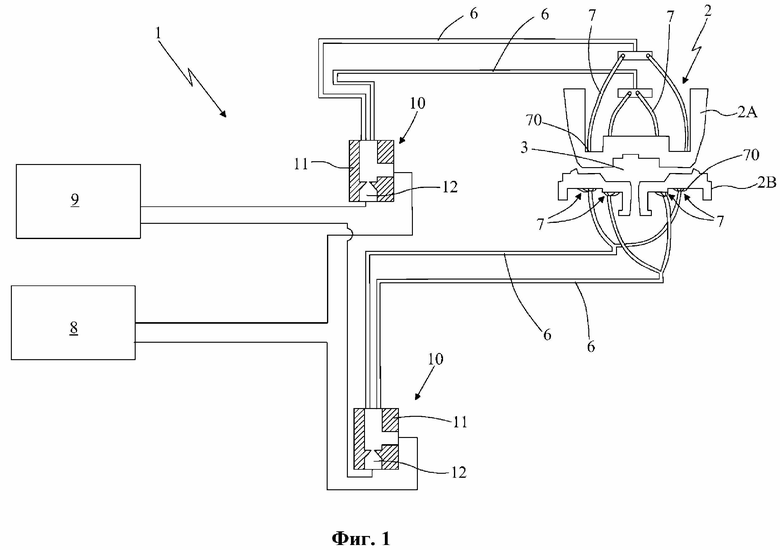
1. Система охлаждения литейных форм для литья металлов или сплавов металлов такого типа, который содержит по меньшей мере две фасонные полуформы (2A, 2B), которые сомкнуты вместе для образования формовочной камеры (3), предназначенной для содержания материала расплавленного металла, при этом эта система содержит:
- по меньшей мере один основной трубопровод (6) для транспортировки основного потока хладонесущей текучей среды, содержащей сжатый воздух и распыленную воду, имеющий первое транспортное сечение (S1);
- вторичные трубопроводы (7), соединенные с указанным основным трубопроводом (6) и берущие начало от него, и причем каждый из них имеет второе транспортное сечение (S2), которое меньше, чем первое транспортное сечение (S1) указанного основного трубопровода (6), и свободный конец (70), вставляемый в соответствующий канал (5') желоба (5), выполненного в одной из указанных полуформ (2A, 2B);
где указанный основной трубопровод (6) имеет по меньшей мере одну закрытую концевую часть (60), радиально и по периферии соединенную с тремя или более из указанных вторичных трубопроводов (7); причем указанная закрытая концевая часть (60) имеет такую форму, чтобы распределять в указанные вторичные трубопроводы (7) равные вторичные потоки указанной хладонесущей текучей среды с введением их через свои свободные концы (70) в соответствующие указанные каналы (5') указанной полуформы (2A, 2B);
где указанные вторичные трубопроводы (7) изогнуты для принятия формы, подходящей для приведения их свободного конца (70) в устья (500) каналов, выполненных в полуформах (2A, 2B), и остаются связанными с этими устьями даже без использования средств удерживания.
2. Система охлаждения по п. 1, отличающаяся тем, что закрытая концевая часть (60) указанного основного трубопровода (6) имеет вторые сквозные отверстия (64), каждое из которых гидравлически соединено с соответствующим указанным вторичным трубопроводом (7), прикрепленным по периферии к указанной закрытой концевой части (60); причем указанные вторые сквозные отверстия (64) выполнены на распределительной окружности поперечного сечения указанной закрытой концевой части (60).
3. Система охлаждения по п. 1, отличающаяся тем, что указанная закрытая концевая часть (60) выполнена в виде увеличенного распределительного корпуса (60), имеющего две противоположные поперечные стенки (61, 62) и периферийную стенку (63), расположенную таким образом, чтобы соединять указанные противоположные поперечные стенки (61, 62) и образовывать вместе с ними распределительную камеру для несущей текучей среды; причем первая поперечная стенка (61) из указанных противоположных поперечных стенок (61, 62) соединена с основным трубопроводом (6) в месте, где находится первое сквозное отверстие, расположенное по центру относительно указанной первой поперечной стенки (61); причем указанная периферийная стенка (63) имеет вторые сквозные отверстия (64), каждое из которых соединено с соответствующим указанным вторичным трубопроводом (7).
4. Система охлаждения по п. 3, отличающаяся тем, что указанный увеличенный распределительный корпус (60) имеет цилиндрическую дискообразную форму и поддерживается указанным основным трубопроводом (6) в горизонтальном положении, так, чтобы быть обращенным по центру к верхней полуформе (2A) литейной формы (2) для инжекционного литья под низким давлением с нижней центральной подающей трубой (4).
5. Система охлаждения по п. 4, отличающаяся тем, что распределительная камера указанного увеличенного распределительного корпуса (60) имеет высоту, равную диаметру указанных вторичных трубопроводов (7).
6. Система охлаждения по п. 1, отличающаяся тем, что указанное первое транспортное сечение (S1) указанного основного трубопровода (6) в указанной закрытой концевой части (60) поддерживается неизменным.
7. Система охлаждения по п. 1, отличающаяся тем, что основной трубопровод (6) разветвляется от общей подающей части (6') на по меньшей мере два ответвления (6A, 6B), каждое из которых имеет одну указанную закрытую концевую часть (60).
8. Система охлаждения по п. 7, отличающаяся тем, что указанные по меньшей мере два ответвления (6A, 6B) горизонтально расположены, так, чтобы быть обращенными к нижней полуформе (2B) литейной формы (2) для инжекционного литья под низким давлением, в равномерно распределенных положениях относительно нижней центральной подающей трубы (4) указанной полуформы.
9. Система охлаждения по п. 7, отличающаяся тем, что указанные по меньшей мере два ответвления (6A, 6B) имеют искривленное удлинение.
10. Система охлаждения по любому из пп. 1-9, отличающаяся тем, что свободные концы (70) указанных вторичных трубопроводов (7) вдувают указанную несущую текучую среду в каналы (5'), выполненные в указанных полуформах (2A, 2B), причем указанная система (1) охлаждения не собирает снова несущую текучую среду на выходе каналов (5') указанной полуформы (2A, 2B).
11. Система охлаждения по любому из пп. 1-10, отличающаяся тем, что она также содержит:
- средство (8) подачи потока сжатого воздуха;
- средство (9) подачи потока воды;
- средство (10) вмешивания указанного потока воды в указанный поток воздуха, содержащее по меньшей мере одну распылительную форсунку (12), предназначенную для распыления указанного потока воды в указанном потоке воздуха для получения указанного хладоносителя в виде сжатого воздуха и распыленной воды, подаваемого в указанный по меньшей мере один основной трубопровод (6).
12. Система охлаждения по п. 11, отличающаяся тем, что она содержит два или более основных трубопроводов (6), в каждый из которых подается хладонесущая текучая среда, полученная посредством соответствующих указанного средства (8) подачи потока сжатого воздуха, указанного средства (9) подачи потока воды и указанного средства (10) вмешивания.
13. Система охлаждения по любому из пп. 1-12, отличающаяся тем, что указанные каналы (5') образованы глухими отверстиями.
14. Формовочная установка, содержащая:
- указанную систему (1) охлаждения по любому из пп. 1-13 и
- по меньшей мере одну литейную форму (2) для струи под низким давлением расплавленного металла или расплавленного сплава металлов, содержащую по меньшей мере две фасонные полуформы (2A, 2B), включая верхнюю полуформу (2A) и нижнюю полуформу (2B), которые сомкнуты вместе для образования формовочной камеры (3) для содержания указанной струи,
отличающаяся тем, что каждая полуформа (2A, 2B) имеет желоб (5), образованный внутренними каналами (5'), в которые вставляют свободные концы (70) указанных вторичных трубопроводов (7) для введения вторичных потоков указанной хладонесущей текучей среды в указанные каналы (5'), причем на выходе указанных каналов (5') указанные вторичные потоки выбрасываются в окружающую среду.
15. Формовочная установка по п. 14, отличающаяся тем, что по меньшей мере одна полуформа (2A, 2B) содержит желоба (5), каждый из которых образован внутренними каналами (5'), сообщающимися с вторичными трубопроводами (7) соответствующих отдельных основных трубопроводов (6).
16. Формовочная установка по п. 15, отличающаяся тем, что она содержит логическое управляющее устройство, способное управлять в соответствии с рабочими этапами, которые заданы или запрограммированы, с помощью средств управления дифференцированным питанием каждого отдельного указанного основного трубопровода (6).
17. Формовочная установка по п. 14, отличающаяся тем, что каналы (5') указанного по меньшей мере одного желоба (5) по меньшей мере одной полуформы (2A, 2B) представляют собой глухие отверстия, причем хладоноситель выходит в окружающую среду из тех же отверстий на полуформе (2A, 2B), в которые входят указанные вторичные трубопроводы (7).
| CN 104439163 A, 25.03.2015 | |||
| Камера охлаждения литейных форм | 1981 |
|
SU997973A1 |
| РАСХОДУЕМЫЙ ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ФОРМИРОВАНИЯ ВНУТРЕННЕЙ ПОЛОСТИ ДЕТАЛИ (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2004 |
|
RU2280530C1 |
| JP 2002283035 A, 02.10.2002. | |||

