Настоящее изобретение касается способа изготовления методом порошковой металлургии конструктивного элемента из титана или титанового сплава, при этом сначала с применением состоящего из титана или титанового сплава металлического порошка формуется неспеченная заготовка, и на последующем этапе спекания она уплотняется и упрочняется.
Известны разные способы порошковой металлургии для изготовления титановых конструктивных элементов с точными размерами («титановым конструктивным элементом» здесь и далее упрошено называются конструктивные элементы, которые состоят из титана (чистого титана) или одного или же нескольких титановых сплавов), при этом во всех способах сначала изготавливается неспеченная заготовка, и в процессе спекания она уплотняется и упрочняется. Изготовление неспеченной заготовки может осуществляться различным образом, в частности посредством аддитивных технологических способов, литья под давлением из металлических порошков, способов экструзии и технологических способов порошковой металлургии без приложения давления.
Изготовление титановых конструктивных элементов методом порошковой металлургии приобретает все большее значение вследствие превосходных свойств материала титана наряду с экономичным и экономным способом производства. Хорошая биологическая совместимость и высокая удельная прочность материала титана играют, в частности, значительную роль при применении в областях медицинской техники и в авиации и космонавтике. Экономически важнейшим сплавом, имеющий показатели сбыта свыше 50% всего рынка титана, является Ti6Al4V.
Для изготовления по технологии порошковой металлургии титанового конструктивного элемента должны, как правило, выполняться следующие этапи:
a) формовка;
b) расформовка;
c) спекание.
Целью формовки является привести частицы титанового порошка при как можно более плотной упаковке в близкую к конечным контурам форму. На этом этапе, в зависимости от применяемого способа, используются добавки, которые должны удаляться в одном или нескольких последующих этапах расформовки. На последующем, часто также финальном, технологическом этапе, спекании, частицы порошка консолидируются за счет переноса материала.
Вследствие высокой реакционной способности титана все обрабатывающие этапы протекают в специально адаптированных технологических условиях. В описании изобретения к патенту EP 1 119 429 B1 [1] Герлинг и др. описывают необходимые технологические условия для спекания титановых конструктивных элементов. Комбинированное осуществление расформовки и спекания в общей концепции печи описывается Блюмом в EP 1 496 325 A2 [2].
Титан имеет две кристаллические модификации. Гексагональную α-фазу, которая имеется в случае чистого титана и нормального давления при температуре до 882,5°C, и кубическую объемно-центрированную β-фазу, которая возникает в случае чистого титана и нормального давления выше вышеназванной температуры. Присутствие разных фаз при комнатной температуре применяется для разделения титановых сплавов на α-Ti, (α+β)-Ti и β-Ti сплавы. Ti6Al4V представляет собой, например, (α+β)-сплав, т.е. при комнатное температуре в структуре стабильно имеются обе фазы. Для изготовления в процессе спекания титана и титановых сплавов конструктивных элементов, имеющих классическим образом задаваемую плотность > 97%, обычно нужны температуры спекания прибл. 1100-1400°C при продолжительности спекания приблизительно 2-5 часов. Для чистого титана и Ti6Al4V это означает, что эти материалы обрабатываются в области существования β-фазы, которая ведет к интенсивному росту β-зерна.
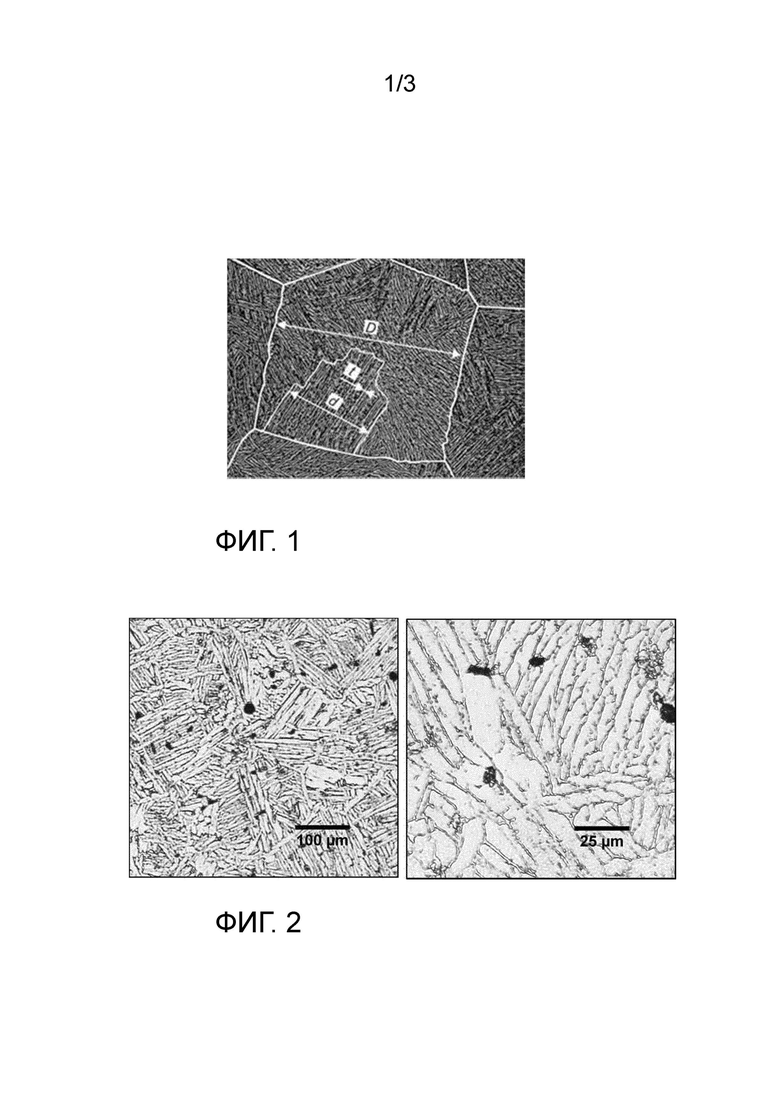
В EP 1 119 429 B1 [1] Герлинг и др. описывают, что устанавливающаяся структура имеет размер β-зерна прибл.150 мкм. Для описания размеров разных структур в пластинчатой (α+β)-структуре здесь используется изображенная на фиг.1 номенклатура по Синявски и др. [3]. В ней обозначено:
D: размер зерна первичной β-фазы;
d: размер параллельной колонии α-пластин;
t: ширина α-пластины.
В отличие от процессов обработки давлением, на пути порошковой металлургии в качестве первого технологического этапа происходит формообразование. На последующем технологическом этапе, спекании, возникает ранее уже приведенный в форму, плотный титановый конструктивный элемент. В противоположность классическим методам обработки, вследствие обратной последовательности технологических этапов (1-й формообразование, 2-й консолидирование материала) при методе порошковой металлургии не существует возможности измельчения или, соответственно, оптимизации структуры металла и вместе с тем свойств его материала путем термической/механической обработки перед этапом формообразования. Для способов порошковой металлургии для изготовления конструктивных элементов из титана и/или титановых сплавов лимитирующим фактором является именно эта технологически обусловленная обратная последовательность в комбинации с очень ограниченным влиянием на устанавливающуюся в известном процессе спекания структуру. Для наглядного пояснения на фиг.2 изображена стандартным образом устанавливающаяся структура образца Ti6Al4V, спеченного из обычно применяемых в уровне техники титановых порошков (включающих в себя частицы порошка, имеющие размеры ≤ 45 мкм) и в характерным образом используемых в уровне техники условиях спекания. Там можно различить характерную для известных изготовленных и спеченных методом порошковой металлургии титановых конструктивных элементов пластинчатую, состоящую из α-фаз и β-фаз смешанную структуру, (α+β)-структуру, имеющую средний размер (D) зерна первичной β-фазы прибл. 190 мкм.
Изготовление перерабатываемых методом порошковой металлургии титана и титановых сплавов, имеющих маленькие размеры зерна, описано в US 4,601,874 [4] Марти и др. Путем целенаправленного подмешивания S, P, B, As, Se, Te, Y и лантаноидов в процессе консолидации создается материал, имеющий размеры зерна, которые на два порядка величины меньше, чем у применяемых частиц титанового порошка. Недостатком этого метода является, что применение титана распространено именно в строго регламентированных сегментах рынка. Для этих целей применения химические составы материала и его механическое свойство регламентированы нормами. Так, например, в нормах ASTM F2885 и ASTM F2889 определены составы материала и механические свойства Ti6Al4V или, соответственно, чистого титана.
Другая методика изготовления мелкозернистого титана или, соответственно, таких титановых сплавов описана в WO 2012/148471 A1. Согласно указанному документу изготавливается неспеченная заготовка из порошка титана (титанового сплава), имеющая размеры частиц меньше 325 меш (меньше 44 мкм) и затем подвергается многоступенчатому процессу для уплотнения и преобразования зерна. На первом этапе неспеченная заготовка спекается в атмосфере водорода при температурах от 1100 до 1500°C, в примерах осуществления в качестве технологической температуры всегда названо 1200°C. При этом образуется титановый материал β-фазы. При последующем, выполняемом в атмосфере водорода этапе контролируемого охлаждения получается преобразование фаз, при котором в β-зернах происходит переструктурирование, которое дает смесь фаз мелких α-зерен, β-зерен и δ-фаз. Затем на последующем этапе из полученного конструктивного элемента должен удаляться водород, что происходит путем приложения вакуума. При этой методике проблематичным является, в частности, применение водорода, так как этот газ может удаляться из готового конструктивного элемента только с высокими издержками и часто не полностью. Однако при этом остающемуся в структуре материала водороду приписываются отрицательные влияния на свойства материала и устойчивость материала. Также выделение остаточного водорода из готового конструктивного элемента в разных случаях применения абсолютно нежелательно.
Итак, общей преследуемой изобретением постановкой цели является создать у титановых конструктивных элементов, изготовленных и спеченных методом порошковой металлургии, возможность манипулирования структурой и оптимизации свойств материала. В частности, должна обеспечиваться возможность регулирования свойств материала прямо в процессе спекания с адаптацией к конкретному случаю применения и/или создания в процессе спекания оптимальной исходной точки для дальнейших этапов термической обработки. Так, напр., нужно, чтобы можно было целенаправленно путем регулировки условий спекания создавать преобладающим образом глобулярную структуру, которая имеет высокую вязкость.
Для решения этой задачи предлагается способ по п.1 формулы изобретения. Предпочтительные варианты осуществления способа указаны в пп.2-14 формулы изобретения. Другой аспект решения этой задачи заключается в изготовленном этим способом титановом конструктивном элементе, который имеет свойства, указанные в пп.15, 16 или 17 формулы изобретения.
Решающей предпосылкой для реализации предлагаемого изобретением способа и для создания возможности оказывать влияние на свойства материала в процессе спекания является использование металлического порошка, состоящего из титана или титановых сплавов, имеющего средний размер частиц < 25 мкм, так называемого тонкого порошка. В таком тонком порошке, применяемом для предлагаемого изобретением способа, максимальный размер частиц может составлять, в частности, < 30 мкм. При этом изготовителями таких тонких порошков указывается максимальный размер частиц в качестве предельного значения. Тем не менее, все еще небольшая доля частиц в такой партии может иметь размеры частиц выше этого предельного значения. Как правило, указывается такая доля максимум 1 - максимум 5 вес. %.
Средний размер частиц может быть предпочтительно еще меньше, в частности < 20 мкм, предпочтительно < 10 мкм и особенно предпочтительно даже < 5 мкм. Чем меньше размер частиц металлического порошка, тем скорее могут достигаться высокие окончательные плотности уже при температурах спекания, значительно сниженных по сравнению с применяемыми до сих пор сравнительно высокими температурами спекания.
При этом измерение существенных для изобретения размеров частиц и их распределение осуществляется путем исследования размеров частиц посредством рассеяния луча лазера по действующей на дату приоритета этой заявки ASTM B822-10 (опубликовано в 2010 г.). Распределение размеров частиц определяется по вес. % и по D10/D50/D90, при этом D50 обозначает средний размер частиц. Конкретно указанные здесь размеры частиц определялись в проводимых заявителем сравнительных опытах путем измерения с помощью приборов для анализа размеров частиц COULTER® LS изготовителя Beckman Coulter и аналитической обработки с применением теории Фраунгофера по ASTM B822-10.
Размер частиц в объеме изобретения у сферических частиц определяется диаметром частицы. У несферических частиц размер частиц соответствует спроецированному максимальному измерению частицы.
Благодаря уменьшенному размеру частиц в не консолидированном конструктивном элементе имеющаяся в распоряжении для процесса спекания поверхность и вместе с тем также аккумулированная поверхностная энергия возрастают. Так как уменьшение этой энергии представляет собой движущую силу в процессе спекания, процесс спекания может тогда протекать с приложением меньшей термической энергии.
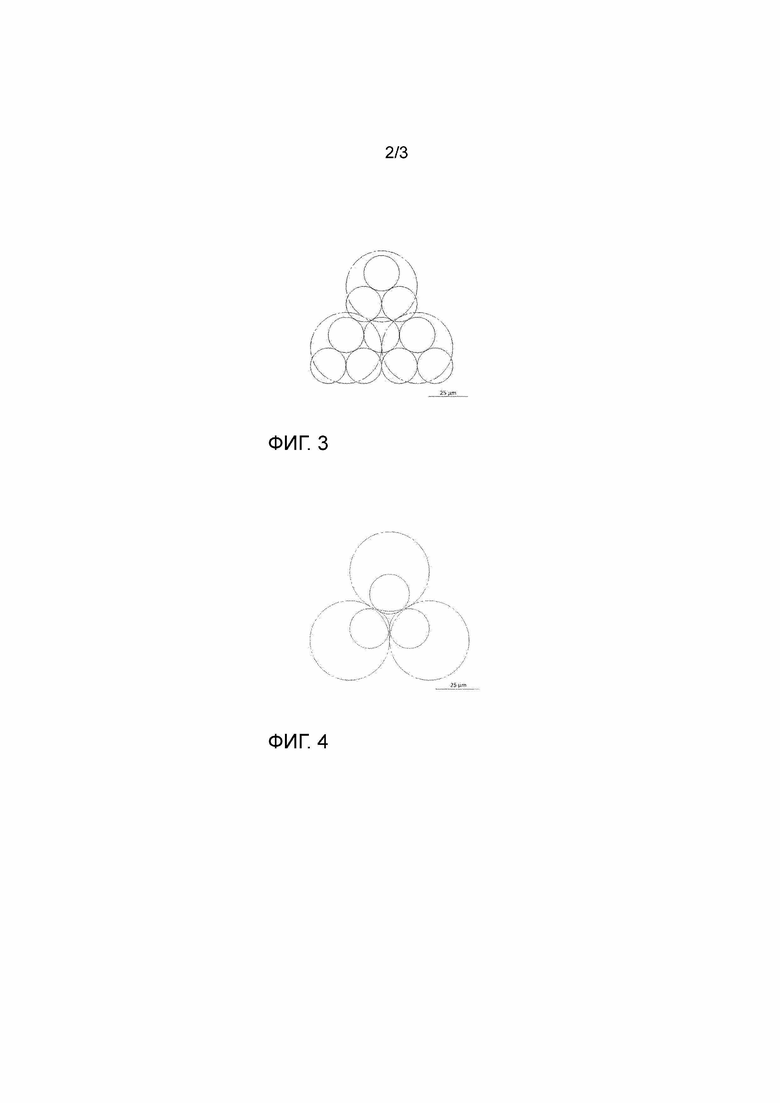
Другим преимуществом применения тонких порошков, имеющих названные выше параметры, для формования неспеченных заготовок является, что на единицу объема могут вводиться больше частиц порошка. Наряду с увеличенной поверхностью, это приводит к более высокому количеству точек контакта частиц на единицу объема, как это наглядно пояснено на фиг.3. Там на схематичном изображении наглядно пояснено влияние уменьшения размера частиц вдвое (на примере сферических частиц) на количество частиц для наполнения определенного объема.
Точки контакта частиц, со своей стороны, являются исходным пунктом и необходимым условием процесса спекания, который движется диффузионными процессами. Повышение количества таких точек контакта на единицу объема создает, таким образом, улучшение начальных условий для процесса спекания.
При предлагаемом изобретением применении тонкого порошка, имеющего средние размеры частиц < 25 мкм, при рассмотрении идеальной плотности набивки, наряду с названными преимуществами, получается, к тому же, то последствие, что заключенный между порошкообразными частицами объем, как идеализированно изображено на фиг.4, уменьшается. На фиг.4 в схематичном изображении наглядно пояснено уменьшение полости между примыкающими друг к другу частицами вследствие уменьшения размера частиц вдвое (на примере сферических частиц). Так как эта полость для достижения заданных для конструктивного элемента, получаемого после процесса спекания, высоких плотностей материала должна закрываться за счет переноса материала во время процесса спекания, меньший восполняемый объем является другим решающим основанием для улучшения результата способа.
Этап спекания характерным образом происходит в атмосфере пониженного давления. Это может быть вакуум, имеющий давление ≤10-3 мбар, в частности 10-5 мбар. Но может быть также атмосфера инертного газа, имеющая пониженное давление, напр., ≤ 300 мбар. В качестве инертного газа здесь возможен, в частности, аргон.
Температуры спекания в соответствии с изобретением лежат ниже 1100°C. В частности, они могут составлять максимум 1050°C, максимум 1000°C, даже только максимум 950°C. Однако для достижения хорошего результата спекания предпочтительно должна выбираться температура спекания не ниже 860°C. При этом может поддерживаться равномерная температура спекания. Однако, в частности, также возможно и относится к объему изобретения изменение температуры во время процесса спекания. Температурой спекания называется здесь та температура, которую должна испытывать спекаемая заготовка. В зависимости от спекательной установки, в ее управлении должна будет выбрана адаптированная технологическая температура, так как может случиться, что технологическая температура, измеренная вдали от заготовки, будет отличаться от температуры спекания, испытываемой заготовкой.
Продолжительность спекания может, в частности, составлять ≤ 3,5 часов, во многих случаях также ≤ 3 часов или даже ≤ 2,5 часов. При этом, однако, выяснилось, что, как правило, для достижения хороших результатов нужно, чтобы продолжительность спекания составляла по меньшей мере 1 час, предпочтительно по меньшей мере 2 часа.
После этапа спекания изготовленные предлагаемым изобретением способом конструктивные элементы из титана или титанового сплава, как правило, имеют конечную плотность > 97%. При этом могут также достигаться конечные плотности, составляющие больше 98%, и даже ≥ 99%.
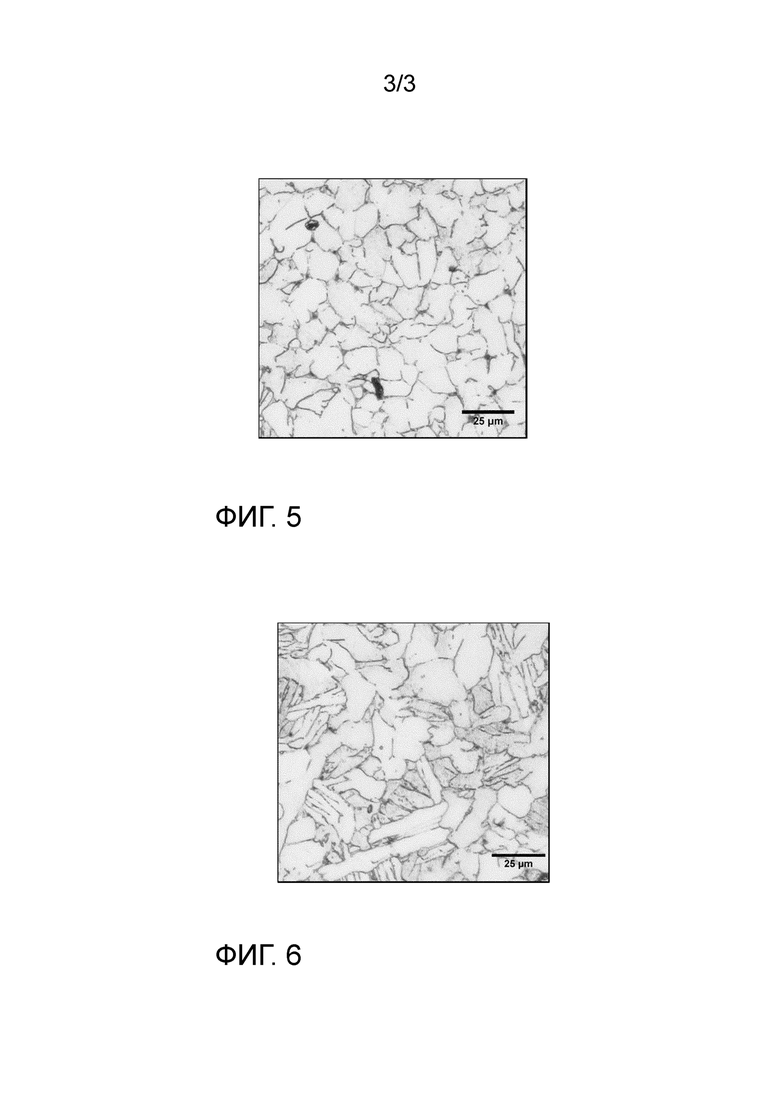
Для получения глобулярной структуры титановые конструктивные элементы спекались ниже температуры β-превращения (напр., при температуре, которая лежала на 30°C ниже температуры β-превращения).
Так в первых опытах при лежащей ниже температуры β-превращения температуре спекания 950°C и при продолжительности спекания меньше трех часов изготавливались конструктивные элементы, имеющие конечную плотность > 97%. Они имели глобулярную структуру, имеющую размер α-зерна в среднем 10,1 мкм и макс. размер 20 мкм. Структура этого материала показана на фиг.5. Эти размеры зерна имеют порядок величины применяемых частиц порошка.
Температура β-превращения Ti6Al4V согласно литературе лежит в пределах от 985°C до 1015°C [3; 5]. Этот сравнительно широкий указанный в литературе интервал можно объяснить, во-первых, распределением легирующих элементов в титановых сплавах. Во-вторых, другим фактором влияния является давление окружающей среды. Так, Хуанг и др. описывают, что при повышенных технологических давлениях (1500 bar) у сплава Ti46Al8Nb может наблюдаться уменьшение температуры α-превращения [6].
В настоящее время изобретатели исходят из того, что, в зависимости от технологических условий, при изменениях давления могут наблюдаться смещения температуры β-превращения только максимум 20°C.
Для создания бимодальной структуры конструктивные элементы спекались близко к температуре β-превращения, однако все еще ниже этой температуры.
Так, для изготовления также предпочтительной для многих случаев применения пластинчатой структуры, имеющей уменьшенные первичные размеры зерна β-фазы сплава Ti6Al4V, были изготовлены первые образцы, при этом титановые конструктивные элементы были спечены при температуре спекания 1000°C (фиг.6). Эта температура спекания, как показали исследования полученных образцов в отношении образовавшейся в спеченном сплаве структуры, лежала еще ниже температуры β-превращения, пусть даже только незначительно. Устанавливающаяся бимодальная структура состоит из глобулярной α-структуры и небольших долей из пластинчатой (α+β)-структуры, при этом средний размер β-зерна составляет 81 мкм.
Измерение плотности осуществлялось по предписаниям ASTM B962 и ASTM B311. Определение размеров зерна производилось соответственно определениям ASTM E112.
Для создания пластинчатой структуры, имеющей наименьший возможный размер зерна первичных зерен β-фазы конструктивные элементы практически, т.е. в течение преобладающего времени, спекались ниже температуры β-превращения, но при этом при минимальном времени выдержки, которое было меньше 30 мин., предпочтительно оставалось меньше 20 мин., в частности, составляло меньше 10 мин., для отдельных фаз также выше температуры β-превращения, так чтобы полностью имелась β-фаза для создания таким образом именно пластинчатой структуры, но при этом первичное зерно β-фазы не превышало названного в п.16 формулы изобретения диапазона размеров. Спекание выше температуры β-превращения при минимальном времени выдержки осуществлялось при этом в каждом случае при температуре выше 1015°C. Причем эта температура в каждом случае удерживалась ниже 1080°C, предпочтительно лежала ниже 1040°C и выбиралась, в частности, ≤1020°C.
В вышеназванных возможностях влияния на фазовый состав в спеченном материале путем целенаправленного регулирования условий спекания при температурах спекания ниже 1100°C, в частности преобладающим образом ниже температуры β-превращения, как раз и заключается особое преимущество предлагаемого изобретением метода. Предпосылкой для этой возможности изменения является, что достаточно плотные титановые конструктивные элементы могут изготавливаться ниже температуры β-превращения, что, как обнаружили изобретатели, становится возможным вследствие существенного для изобретения применения тонкого порошка, имеющего размеры частиц < 30 мкм.
Таким образом доказано, что предлагаемым изобретением способом методом порошковой металлургии могут спекаться формованные элементы из титана и титановых сплавов могут спекаться ниже лежащих обычно за отметкой 1100°C, как правило, около 1200°C и выше температур спекания, предпочтительно ниже температуры β-превращения, и при этом могут получаться конструктивные элементы, имеющие хорошие структурные и другие свойства материала. При этом удалось показать, что при температурах спекания, отрегулированных значительно ниже по сравнению с обычными в уровне техники температурами спекания, неожиданно удалось получить конструктивные элементы, имеющие высокие конечные плотности > 97%. В частности, было показано, что предлагаемый изобретением способ позволяет в процессе спекания изменять структуру титановых конструктивных элементов и ощутимо уменьшать размер зерна, благодаря чему могут оптимизироваться механические свойства конструктивных элементов, напр., прочность на растяжение, вязкость и усталостная прочность.
В рамках изобретения для спекания может выбираться, напр., также особенно низкая температура, напр., температура ниже 950°C, и, если при таком этапе спекания заданная плотность материала в готовом конструктивном элементе (как правило, > 97%) еще не достигнута, производиться дополнительное уплотнение материала на последующем выполняемом этапе прессования, в котором на материал подается давление и при необходимости температура, в частности холодного изостатического прессования (англ. Cold Isostatic Pressing, CIP) или горячего изостатического прессования (англ. Hot Isostatic Pressing, HIP). Здесь, напр., плотность материала после спекания может лежать < 97% и в выполняемом после спекания этапе прессования повышаться до > 97%.
Кроме того, изготовленные предлагаемым изобретением способом конструктивные элементы в последующей за этапом спекания операции подвергаются другим термическим дополнительным обработкам для еще большего влияния на свойства материала. Такими другими термическими дополнительными обработками могут быть, напр., один или несколько из следующих способов: горячее изостатическое прессование (HIP), закалка (англ. Quench), равномерная закалка быстрым охлаждением (англ. Uniform Rapid Quench, URQ).
Благодаря температурам спекания, пониженным в соответствии с изобретением по сравнению с температурами спекания, применяемыми в уровне техники, получаются дополнительные экологические/экономические и технологические преимущества. Во-первых, в процессе спекания требуется меньше термической энергии, что приводит к более низким затратам, а также более коротким продолжительностям процесса. Во-вторых, выполняемый в соответствии с изобретением при пониженной температуре спекания способ обеспечивает возможность применения концепций печей с обогреваемыми стенами, которые, в свою очередь, ниже по стоимости, чем печи, рассчитанные на технологические температуры > 1100°C и представляющие собой классическим образом печи с необогреваемыми стенами.
Целенаправленная комбинация тонких порошков, имеющих средний размер частиц < 25 мкм, при этом предпочтительно к тому же имеющих максимальный размер частиц < 30 мкм, и пониженных по сравнению с уровнем техники температур спекания, которые могут расцениваться как низкие, обеспечивает возможность уникального манипулирования структурой и вместе с тем свойствами материала.
На фигурах, на которые уже делалась ссылка выше, показано:
фиг.1: изображение пластинчатой (α+β)-структуры образца Ti6Al4V с описанием долей структуры по Синявски и др. [3];
фиг.2: микроскопически увеличенный снимок образца Ti6Al4V, изготовленного методом порошковой металлургии и стандартным образом спеченного с применением частиц порошка < 45 мкм и в подтверждение его пластинчатая (α+β)-структура;
фиг.3: схематичное изображение влияния уменьшения размера частиц вдвое (на примере сферических частиц) на количество частиц для наполнения определенного объема;
фиг.4: схематичное изображение уменьшения полости между примыкающими друг к другу частицами путем уменьшения размера частиц вдвое (на примере сферических частиц);
фиг.5: микроскопически увеличенный снимок изображения шлифа образца Ti6Al4V, изготовленного и спеченного методом порошковой металлургии с применением частиц порошка < 20 мкм, который подтверждает образование α-структуры глобулярного характера; и
фиг.6: микроскопически увеличенный снимок изображения шлифа образца Ti6Al4V, изготовленного и спеченного методом порошковой металлургии с применением частиц порошка < 20 мкм, который подтверждает образование глобулярной α-структуры и (α+β)-структуры пластинчатого характера.
Список литературных источников:
[1] Р.Герлинг, Т.Эбель, Т.Хартвиг: Способ изготовления конструктивных элементов литьем под давлением из металлических порошков. Европейский патент EP1119429B1, 2003 г.
[2] Х.-Й.Блюм: Способ комбинированной расформовки и спекания стеклокерамических, керамических и металлических формованных деталей. Европейский патент EP1496325A2, 2004 г.
[3] Й. Синявски, В.Зяя, К. Кубяк, М. Мотыка: Microstructure and Mechanical Properties of High Strength Two-Phase Titanium Alloys. Materials Science/Metals and Nonmetals "Titanium Alloys - Advances in Properties Control", 2013 г., ISBN 978-953-51-1110-8.
[4] M. Marty, H. Octor, A. Walder: Process for forming a titanium base alloy with small grain size by powder metallurgy. Патент США U.S. 4,601,874, 1986 г.
[5] Й. Линдеманн: Титановые сплавы. Семинарские занятия по материалам для облегченных конструкций кафедры металловедения и технологии материалов Бранденбургского технического университета в Котбусе, 2012 г.
[6] А. Хуанг, Д.Ху, М.Х.Лоретто, Дж. Мей, Х. Ву: The influence of pressure on solid-state transformations в Ti-46Al-8Nb. Scripta Materialia, том 56, издание 4, 2007 г., стр.253-324.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки порошкового титанового материала | 2020 |
|
RU2754672C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758737C1 |
| ЛИСТОВОЙ МАТЕРИАЛ ИЗ ТИТАНОВОГО СПЛАВА И КОМПОНЕНТ ВЫХЛОПНОЙ СИСТЕМЫ | 2022 |
|
RU2785110C1 |
| Способ аддитивного производства изделий из титановых сплавов с функционально-градиентной структурой | 2018 |
|
RU2700439C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2020 |
|
RU2732716C1 |
| НАНОСТРУКТУРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ЧИСТОГО ТИТАНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2492256C9 |
| Способ изготовления заготовки из сплава на основе титана для упругих элементов с энергоемкой структурой | 2017 |
|
RU2681102C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758735C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СВЕРХУПРУГИХ ТИТАНОВЫХ СПЛАВОВ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ | 2022 |
|
RU2792355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ В ВИДЕ ПРУТКА ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2758045C1 |
Изобретение относится к порошковой металлургии, в частности к получению конструктивных изделий из титана или его сплава. Из порошка титана или титанового сплава со средним размером частиц < 25 мкм формуют неспеченную заготовку, после чего осуществляют спекание при температуре до 1080°C в течение не более 5 часов в атмосфере, находящейся под пониженным давлением по сравнению с нормальным. Получают изделие плотностью более 97%. Изделие имеет глобулярную α-структуру со средним размером зерна < 30 мкм или структуру, включающую α-структуру со средним размером зерна < 30 мкм и пластинчатую (α+β)-структуру со средним размером зерна первичной β-фазы < 90 мкм, или пластинчатую (α+β)-структуру со средним размером зерна первичной β-фазы < 120 мкм. Обеспечивается формирование оптимальной структуры и свойств изделия, а также возможность регулирования свойств в процессе спекания. 4 н. и 13 з.п. ф-лы, 6 ил.
1. Способ изготовления методом порошковой металлургии конструктивного элемента из титана или титанового сплава, при котором сначала с применением состоящего из титана или титанового сплава металлического порошка формуется неспеченная заготовка, и на последующем этапе спекания она уплотняется и упрочняется, отличающийся тем, что для изготовления неспеченной заготовки используют металлический порошок из титана или титанового сплава, имеющий средний размер частиц < 25 мкм, измеренный посредством рассеяния луча лазера по ASTM B822-10, при этом этап спекания выполняют при температуре спекания макcимум до 1080°C при продолжительности спекания ≤ 5 часов в атмосфере, находящейся под пониженным давлением по сравнению с нормальным давлением, причем после этапа спекания конструктивный элемент имеет плотность материала > 97%.
2. Способ по п. 1, отличающийся тем, что максимальный размер частиц металлического порошка из титана или титанового сплава составляет < 30 мкм.
3. Способ по п. 1 или 2, отличающийся тем, что этап спекания выполняют в вакууме, при давлении ≤ 10-3 мбар, в частности при давлении 10-5 мбар.
4. Способ по п. 1 или 2, отличающийся тем, что этап спекания выполняют в атмосфере инертного газа, в частности в атмосфере аргона, при давлении ≤ 300 мбар.
5. Способ по любому из пп. 1-4, отличающийся тем, что для изготовления неспеченной заготовки используют металлический порошок из титана или титанового сплава, имеющий средний размер частиц < 20 мкм, в частности < 10 мкм, предпочтительно < 5 мкм.
6. Способ по любому из пп. 1-5, отличающийся тем, что продолжительность спекания составляет ≤ 3,5 часов, в частности ≤3 часов, предпочтительно ≤ 2,5 часов.
7. Способ по любому из пп. 1-6, отличающийся тем, что продолжительность спекания составляет по меньшей мере 1 час, предпочтительно по меньшей мере 2 часа.
8. Способ по любому из пп. 1-7, отличающийся тем, что температура спекания составляет максимум до 1050°C, предпочтительно максимум до 1000°C, в частности максимум до 950°C.
9. Способ по любому из пп. 1-8, отличающийся тем, что температура спекания составляет по меньшей мере 860°C.
10. Способ по любому из пп. 1-9, отличающийся тем, что в этапе спекания устанавливается температура спекания ниже температуры β-превращения материала титана или, соответственно, титанового сплава.
11. Способ по любому из пп. 1-10, отличающийся тем, что конструктивный элемент после этапа спекания имеет плотность материала > 98%, предпочтительно > 99%.
12. Способ по любому из пп. 1-11, отличающийся тем, что на этапе спекания выбирают температуру спекания, лежащую ниже 950°C, причем для достижения плотности материала конструктивного элемента > 97% после этапа спекания в следующем этапе к нему прикладывается давление и при необходимости температура, например, он подвергается этапу холодного изостатического прессования и/или горячего изостатического прессования.
13. Способ по любому из пп. 1-12, отличающийся тем, что конструктивный элемент сразу после этапа спекания подвергают термической дополнительной обработке.
14. Способ по п. 13, отличающийся тем, что термическая дополнительная обработка представляет собой один или несколько из следующих способов обработки: горячее изостатическое прессование, закалка, равномерная закалка быстрым охлаждением.
15. Конструктивный элемент из титана или титанового сплава, изготовленный способом по любому из пп. 1-14, характеризующийся тем, что он имеет плотность материала > 97% и глобулярную α-структуру, имеющую средний размер зерна < 30 мкм.
16. Конструктивный элемент из титана или титанового сплава, изготовленный способом по любому из пп. 1-14, характеризующийся тем, что он имеет плотность материала > 97% и структуру, включающую в себя глобулярную α-структуру, имеющую средний размер зерна < 30 мкм, и пластинчатую (α+β)-структуру, имеющую средний размер зерна первичной β-фазы < 90 мкм.
17. Конструктивный элемент из титана или титанового сплава, изготовленный способом любому из пп. 1-14, характеризующийся тем, что он имеет плотность материала > 97%, причем пластинчатая (α+β)-структура имеет средний размер зерна первичной β-фазы < 120 мкм.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ТИТАНА | 2009 |
|
RU2407817C2 |
| Аппарат для нефтяного отопления механическими форсунками | 1928 |
|
SU13411A1 |
| US 5441695 A, 15.08.1995 | |||
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |

