Настоящее изобретение относится к области строительства, в частности к производству светопрозрачных ограждающий конструкций - оконных рам, дверных полотен, профилей, элементов для закрывания проемов, неподвижных или подвижных закрывающих элементов, деталей жестко закрепленных внешних рам, связанных с монтажом створок и прочих строительных элементов.
Широко применяемые в настоящее время технологии изготовления светопрозрачных ограждающих конструкций на основе дерева или ПВХ с металлическим внутренним армированием обладают рядом недостатков, таких как: недолговечность для деревянных конструкций, высокий уровень температурной деформации для обеих технологий, высокая степень теплопроводности у ПВХ профилей, наличие вредных продуктов как естественного распада ПВХ, так и его температурного разложения, низкий уровень сопротивления ультрафиолету. Помимо ПВХ и дерева, окна и двери также изготавливают из стеклопластика методом пултрузии, но, несмотря на ряд превосходных свойств по сравнению с ПВХ и деревом, они имеют очень высокую стоимость, а также сложную и дорогостоящую технологию производства и технологические ограничения, связанные с особенностью производства.
Профили, состоящие из металла, как правило, алюминия и его сплавов, обладают крайне высокой теплоемкостью и могут применяться только во внутренних помещениях, либо в мягких климатических условиях. Существуют комбинированные решения, сочетающие применения различных материалов, как алюминий-дерево, алюминий-пенополиуретан, но все они имеют недостаток в виде различного коэффициента температурного расширения материалов и постепенного разрушения связи между материалами с накоплением влаги во внутренних полостях и ухудшению конструктивных и пользовательских свойств.
Из общего уровня существующих технологий известно несколько способов получения конструкций из пенополимеров, применяемых в строительстве, в частности в виде ограждающих конструкций, все технологии сводятся к тому, что относительно слабый по прочности слой пенополимера усиливается жесткими накладками из пластика или металла. Автору известны такие способы формирования тел сплошных и светопрозрачных ограждающих конструкций, как внешнее армирование сталью, алюминиевым профилем, жесткими видами пластика, такими как ПВХ. Во всех случаях существует трудно решаемая на сегодняшний день проблема расслоения разносоставных материалов с различными показателями коэффициентов температурного расширения, слабой адгезии, различных уровней гигроскопичности и химической несовместимости. Способы решения задачи исключения расслоения как правило сводятся к введению промежуточных слоев с высокой пластичностью и адгезией.
Под профильными изделиями в данной заявке принимаются изделия со сложной формой сечения, площадь которого значительно меньше площади поверхности изделия с учетом его длины. Это элементы рам и фрамуг светопрозрачных ограждающих конструкций - окон, дверей со светопрозрачными вставками, прочих профильных изделий с самонесущими и несущими свойствами. Основной инженерной задачей при построении таких профильных изделий является обеспечение высокой нагрузочной, конструкционной способности при низкой теплоемкости. Профиль должен иметь прочность в теле и по поверхности, достаточную для обеспечения надежного крепления в нем элементов креплений фурнитуры с большим сроком эксплуатации в условии динамических нагрузок, поверхность должна быть достаточно прочной, защищенной от воздействия механических и температурных воздействий, ультрафиолета. Изделие в целом должно иметь большой срок эксплуатации без изменения механических и потребительских свойств.
Особое значение для промышленного производства изделий имеет воспроизводимость форм, скорость и сложность производственных процессов. Основным недостатком применения вспениваемых полимеров в серийном промышленном производстве является низкая скорость полимеризации, особенно для пенополимеров на основе композитных смол, в связи с чем требуется большое время нахождения изделия в пресс-форме для достижения стабильных геометрических параметров.
Целью изобретения является выработка способа производства профильных изделий, включающего в себя способы увеличения прочности материала и способы ускорения технологических процессов.
Основным материалом профильного изделия выбраны вспененные жесткие закрытоячеистые полимеры, получаемые в процессе полимеризации с участием реакции полимеризации, совмещенной с химической реакцией, сопровождающейся выделением газа. Основными доступными материалами, соответствующими требованиям способа, на момент подачи заявки являются жесткий полиуретан, пенополиизоцианурат (ПИР, PIR), эпоксидные смолы с пенообразующими реагентами. Эти пеноматериалы обладают очень низкой теплоемкостью и высокой стабильностью физических параметров при эксплуатации, не выделяют вредных веществ при естественном распаде. Однако, конструкционная прочность исходного материала, как правило, недостаточна для производства из него несущих изделий, особенно для пенополиуретанов с низкой объемной плотностью, и для повышения конструкционной прочности применяется ряд решений:
- внешнее и внутреннее механическое армированием минеральными или полимерными волокнами, фиброй, стекло- или базальтовыми волокнами, усиливающими матами, тканевыми и неткаными материалами с пропиткой из не вспениваемого материала основы, либо химически совместимых полимеров;
- применение внутреннего армирования фиброматериалами - нитями минерального и синтетического происхождения, связывающими тело профиля с равномерным распределением в его массе. Такое армирование позволяет повысить прочность изделий на разрыв, изгиб;
- применение немодифицирующих усиливающих и объемоформирующих добавок - наполнителей, не влияющих или слабо влияющих на межмолекулярные связи основного материала профиля, но изменяющих его физические свойства - ударную прочность, теплоемкость, огнестойкость, химическую стойкость и сопротивляемость к высокотемпературному воздействию и ультрафиолету. Это минеральные и синтетические микросферы, увеличивающие объем наряду с усилением ударной прочности и уменьшением теплоемкости, тальк и тонкодисперсные минеральные наполнители, антипирены, красители;
- применение модифицирующих добавок, значительно влияющих на межмолекулярные связи основного материала профиля. Это микро и нанодобавки, имеющие достаточно распределенную активную поверхность частиц, участвующую в межмолекулярных связях между конгломератами макромолекул полимера и в значительной степени изменяющие прочностные свойства материала.
В патенте автора данной заявки Христова Д.А., №RU 2620486 С1 от 30.11.2015, описано действие наноматериалов на прочность полимерной матрицы и их применение для изготовления оконных и дверных конструкций из пенополимеров достаточной прочности. Автором в качестве микро и наноматериалов предложены углеродные сепарированные порошки с малым зерном, в пределах 5-50 нанометров, углеродные нановолокна (CNFs) и нанотрубки (многостенные (MWNTs), тонкие (SDNTs) и одностенные (SWNTs), длина которых может составлять сотни нанометров, нанопластины на основе органоглин, (ММТ), имеющих высокие показатели относительной поверхностной площади к объему, значительную длину и продольную прочность, что позволяет связывать больше участков полимерных конгломератов;
Модифицированные и усиленные немодифицирующими добавками полимеры обладают значительно лучшими прочностными свойствами, достаточными для применения их в качестве основы для несущих профилей. Особо нагруженные участки, подвергающиеся повышенным динамическим нагрузкам, могут быть усилены внешним и внутренним армированием. Комплексное применение добавок может привести прочностные параметры материала изделия к параметрам, соответствующим плотным породам дерева, при этом пенополимерный материал выгодно отличается меньшей теплоемкостью, высокой химической и биологической стойкостью, отсутствием гигроскопичности и высоким сроком эксплуатации без изменения физических и геометрических параметров.
Единственным ограничением применения пенополимеров в производстве сложнопрофильных конструкций является низкая скорость полимеризации. Если для пенополиуретана этот параметр не является критическим, так как существующие материалы способны полимеризоваться в течение нескольких минут, то для пенокомпозитов на основе эпоксидных смол период полимеризации в десятки минут значительно ограничивает область их промышленного применения.
Из общего уровня техники известно существование способа ускорения процесса полимеризации полимерных материалов, основанный на воздействии на полимеризуемый материал электромагнитного излучения сверхвысокой частоты (СВЧ). Кратковременное воздействие поля, особенно импульсного характера, вызывает поляризацию диполей полимеров и значительно лучшее распределение агломератов в массе вещества. Увеличивается энергия взаимодействия электронных пар, скорость реакции полимеризации кратно увеличивается. Наряду с ускорением процесса, за счет более плотного распределения реагентов в массе, увеличивается прочность структуры. Скорость отверждения, например, эпоксидной смолы ЭД20 составляет 2 минуты против 20 при одинаковых температурных условиях. При этом ее прочность увеличивается до 4 раз, теплостойкость в 1,6 раз.
Вторым положительным результатом воздействия СВЧ излучения на материал является значительное улучшение распределения в массе добавок на основе углеродных материалов - микро и нанодобавок. Обладая высокой поглощающей способностью, частицы накапливают энергию и получают заряд, что приводит к более равномерному распределению их в теле полимера и следственно, к более равномерному связыванию полимерных конгломератов. Обработанный излучением СВЧ, вспениваемый полимер обладает прочностными свойствами, в разы превышающие свойства необработанного пенополимера. Повышение прочности полимерного материала после обработки СВЧ полем обусловлено более острой фазой кристаллизации и более полным распределением взаимодействующих олигомеров, участвующих в реакции. Одинаково эффективно технология работает как с компаундами - эпоксидными смолами, так и с двухкомпонентными материалами полиуретановой группы, включая пенополиизоцианурат (PIR). PIR формирует более прочную среду, чем пенополиуретан за счет высокотемпературной реакции, при которой связываются излишние мономеры изоцианурата, образуя прочные длинные легирующие связи. Воздействие СВЧ излучения на материал непосредственно перед вступлением его компонентов в реакцию, значительно ускоряет процесс полимеризации как полиольно-изоцианатных групп, так и изоцианат-изоцианатных.
В результате, обработка полимера электромагнитным полем СВЧ непосредственно перед введением в пресс-форму положительно влияет на три фактора - ускорение реакции полимеризации, усиление прочностных свойств непосредственно пенополимера и улучшение распределения микро и нанодобавок на основе углеродных материалов в массе полимера, что значительно улучшает прочностные характеристики изделия.
Сутью способа является последовательность следующих операций:
1. Подготовка пресс-формы. Пресс форма, выполненная из материала, обеспечивающего отсутствие или низкую адгезию к используемым полимерным материалам, при необходимости покрывается слоем нейтрального разделителя. Способ допускает использовании готового защитного или декорирующего слоя, выполненного заблаговременно из полимерных, полимерно-композитных материалов, металлов, керамики, дерева, стекла, представляющего из себя цельный контурный пласт или частичную вставку в изделие. Такой защитный элемент помещается в пресс-форму и фиксируется в ней за счет вакуумной или иной удерживающей системы. Так же в пресс-форму заблаговременно вводятся элементы креплений, фурнитуры, внешние или встроенные элементы, ребра жесткости, профили или декорирующие вставки, усиливающие маты.
2. Подготовка субстанций - реагентов, участвующих в процессе полимеризации с введением в них требуемых по техническим условиям немодифицирующих и модифицирующих добавок. В смеситель последовательно подаются дозированные составные части среды, которая формирует определенный слой изделия. В компонент смеси добавляются и тщательно смешиваются с применением механических и ультразвуковых технологий требуемые по техническим условиям минеральные или полимерные волокна, фибра, стекло или базальтовые волокна. Для слоя, формирующего внешнее твердое покрытие, используется полимерная композиция без пенообразователя, для последующих слоев объем пенообразования определяется либо составами реагентов для пенополиуретанов, либо объемом добавляемого реагента - пенообразователя для композитных смол. Для регулирования пластических свойств сред используются химические реагенты - пластификаторы. При использовании в качестве основы композиции из не вспениваемого полимера с объемоформирующими добавками, такая композиция формируется на базе одного из составных компонентов с последующим вмешиванием второго компонента непосредственно перед введением в форму. В качестве объемоформирующей добавки как во вспениваемую, так и невспениваемую композиции, способ предусматривает использование алюмосиликатных зольных микросфер с модифицированной поверхностью. Введение 15% зольных микросфер не только увеличивают объем, но и уменьшают себестоимость до 30%, теплоемкость, влагопоглощение изделия до 5 раз, увеличивают его прочность до 2-х раз.
В качестве антипирена способ предусматривает использование композиции 10/1 Интеркалированный графит+цианурат меламина в массовом объеме до 20% к массе основы. В данном соотношении графита с антипиреном достигается как максимальная прочность материала на сжатие в сочетании с оптимальной стойкостью к высоким температурам. При воздействии высокой температуры интеркалированный графит вспучивается и блокирует дальнейшее проникновение ее вглубь материала, а антипирен цианурат меламина связывает легко разрушаемую корку вспученного графита, защищая ее от разрушения. В добавление к свойству усиливающего модификатора, т.е. связующего для макромолекулярной структуры полимера, антипиреновая композиция делает материал самозатухающим в присутствии источника горения с сохранением конструкционной формы, что важно с точки зрения безопасности при использовании в качестве несущих остекленных элементов.
3. Воздействие на реагенты электромагнитного поля на стадии смешивания путем прохождения через волновод под давлением на протяжении времени, определенном техническими условиями. Мощность и время воздействия определяет скорость фаз кристаллизации и полимеризации сред. В зависимости от применяемых материалов и скорости реакции на СВЧ воздействие используется раздельная обработка СВЧ полем обоих компонентов с последующим микшированием непосредственно в узле распыления. Такая схема актуальна для материалов с высокой скоростью реакции.
4. Введение или распыление смеси реагентов на внутреннюю поверхность пресс-формы или на предыдущий слой на стадии его расширения до окончания стадии полимеризации. Соблюдение условия перекрестных фаз кристаллизации и полимеризации обеспечивает максимальную межсредовую адгезию и последующую монолитность изделия при последовательном нанесении сред с переменными параметрами плотности.
Особо нагруженные участки изделия могут быть дополнительно армированы тканевыми и неткаными матами, пропитанными невспениваемым полимерным материалом основы, выкладываемыми на стенки пресс-формы до начала процесса ее заполнения. Время окончательной полимеризации пропитки матов рассчитывается так, чтобы она закончилась уже после заполнения формы и примерно соответствовала моменту окончательной полимеризации прилежащей среды. Таким образом, маты прочно интегрируются в тело изделия с максимально возможной межсредовой адгезией.
Межсредовая адгезия обеспечивается так же естественным давлением расширяющихся сред в закрытом пространстве пресс-формы. Объем подаваемых сред и степень расширения рассчитывается так, чтобы давление объема расширяющихся газов при пенообразовании было умеренным, не влияло на целостность геометрии пресс-формы в процессе пневмоудара и впоследствии - на прочность и геометрию изделия в целом.
В зависимости от технических условий изделие может выполняться с сформированием внешнего покрытия непосредственно в пресс-форме как твердым невспениваемым слоем, с повторением декоративной текстуры, нанесенной на стенки пресс-формы, либо с применением ламинирующих вставок и пленок, наносимых на внутреннюю поверхность пресс-формы перед ее заполнением.
Так же, внешнее декорирующее и усиливающее покрытие может наноситься на готовое изделие клеевым или иным способом, обеспечивающим надежную фиксацию. Это могут быть декорирующие пластиковые и металлические накладки, огнестойкие и вандалостойкие покрытия. Так же, в качестве финишного покрытия, в зависимости от дизайна, можно использовать следующие материалы: ЛКМ (различные эмали и лаки), краску, гелькоут или ламинирующие пленки. Поверхность изделия, полученная пресс-формированием, обладает высоким качеством и полностью повторяет текстуру покрытия пресс-формы. На данном этапе требуется только обработка изделия для снятия остатков разделителя - вещества, наносимого на поверхность пресс-формы для надежного отделения от нее готового изделия. Поверхность изделия при этом уже является самодостаточным финишным покрытием, обеспечивающим большой срок защиты изделия и достаточную прочность.
Значительное ускорение процесса полимеризации в результате воздействия СВЧ позволяет в значительной мере ускорить процесс производства изделий, добиться стойкости и равномерности заполнения сложных геометрически форм вспениваемыми средами в требуемых пропорциях, чего трудно добиться при нормальных условиях полимеризации. Например, при естественном стекании вспененного полимера с вертикальных участков пресс-формы, ранее приходилось принимать меры к ее постоянному или периодическому вращению, что негативно сказывается на монолитности среды при полимеризации.
Быстрое формирование слоев независимо от положения слоя позволяет последовательно формировать сложную структуру слоев с разными параметрами плотности, формировать внутри изделия усиливающий слой высокой плотности (конструктивный сердечник), определяющий конструкционную прочность и не влияющий на теплоемкость изделия.
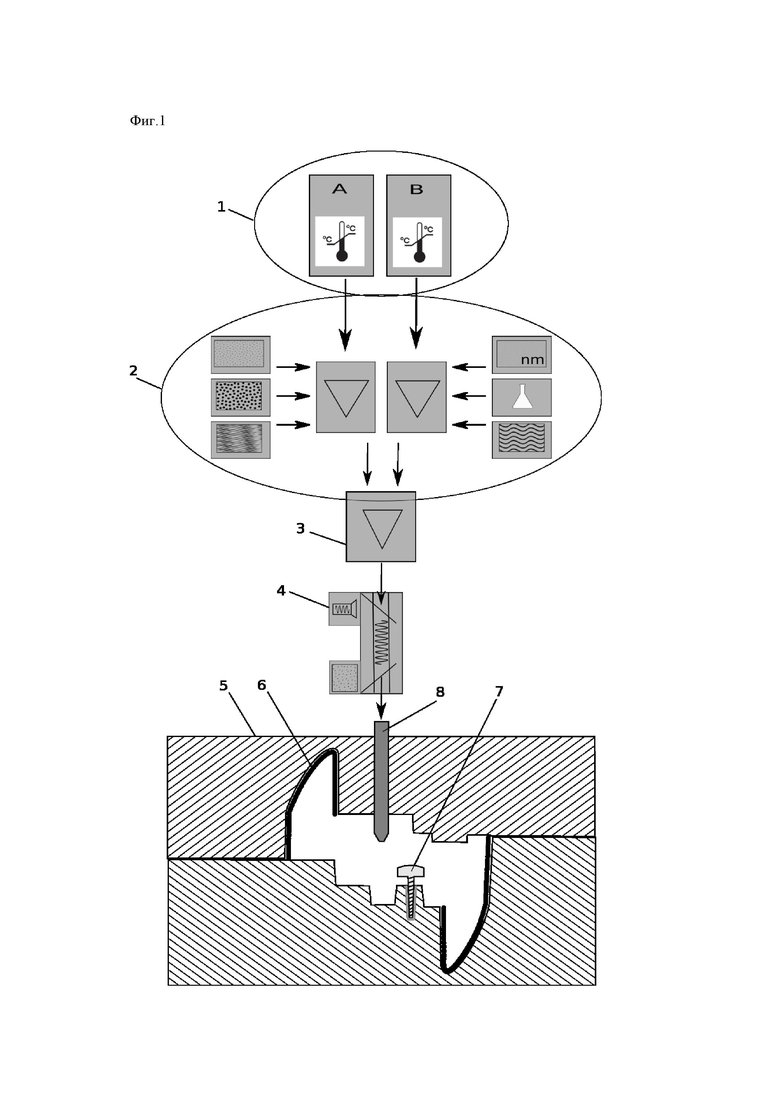
Структура технологического процесса способа изготовления профильного изделия с основой из вспененных полимеров показана на Фиг. 1, где схематически изображено:
1 - подготовка реагентов - компонентов полимерной или полимерно-композитной смеси;
2 - добавление модифицирующих и немодифицирующих добавок в компоненты смеси;
3 - устройство смешивания компонентов;
4 - волновод и устройство прокачки смеси для регулировки времени обработки СВЧ электромагнитным полем;
5 - пресс-форма;
6 - внутренняя накладка в пресс-форму, формирующая внешнее декоративное покрытие изделия;
7 - интегрируемый в изделие внешний крепежный элемент, закрепленный в пресс-форме;
8 - распылитель полимерной композиции (среды).
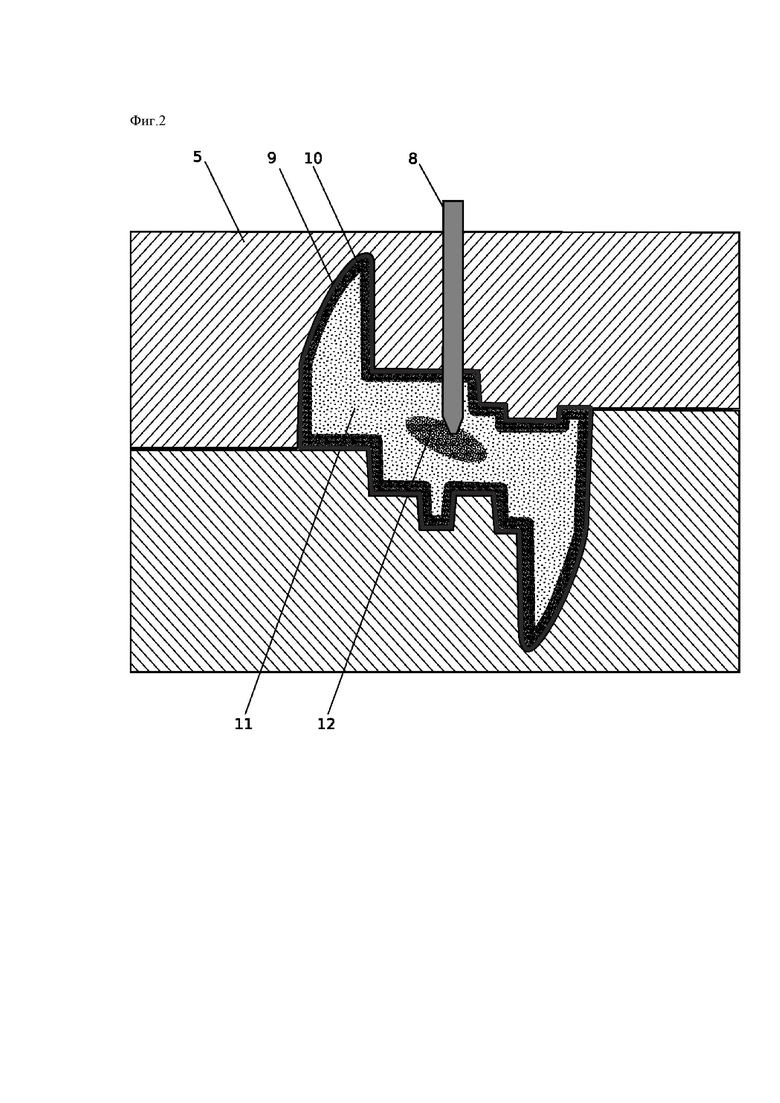
Стадии заполнения пресс-формы средами с различной плотностью показаны на Фиг. 2, где схематически отображено:
5 - пресс-форма;
8 - распылитель полимерной композиции (среды);
9 - слой полимерной композиции (среды) высокой плотности без пенообразователя;
10 - слой полимерной композиции (среды) с пенообразованием высокой плотности;
11 - слой полимерной композиции (среды) с пенообразованием низкой плотности;
12 - слой полимерной композиции (среды) с пенообразованием повышенной плотности для формирования конструктивного сердечника.
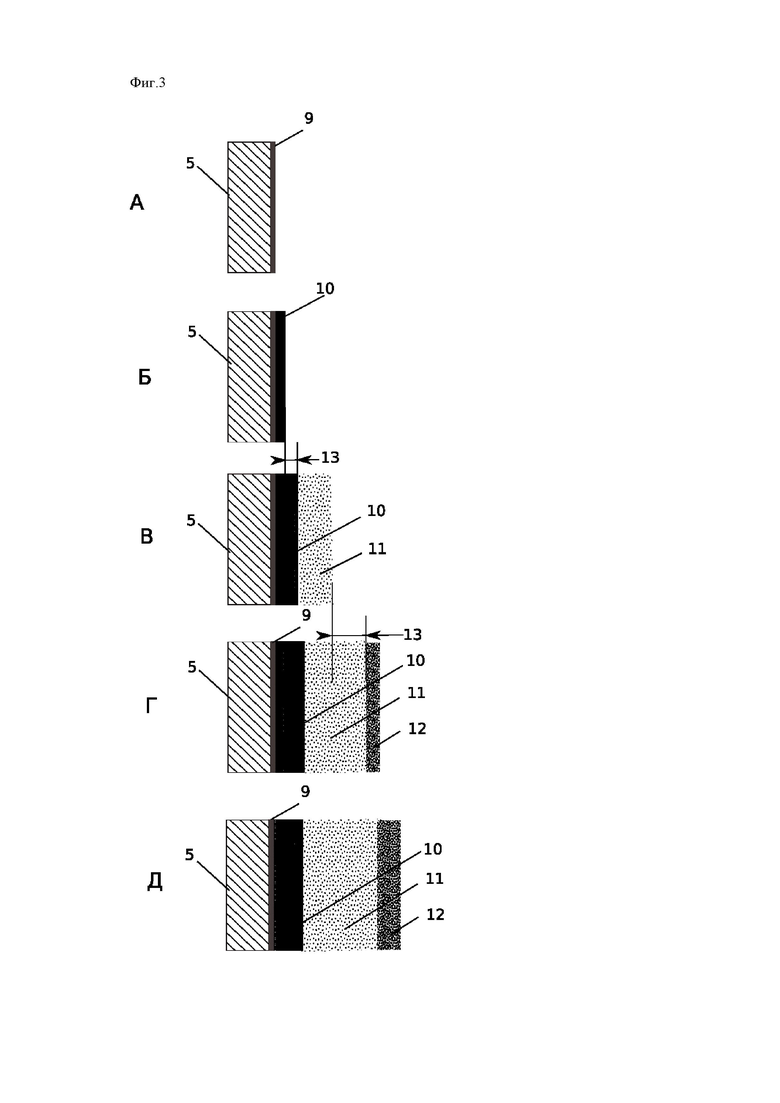
Процесс формирования слоев в процессе объемного расширения сред показан на Фиг. 3, представляющем из себя диаграмму А, Б, В. Г, Д, где схематически отображено сечение профиля изделия, последовательность введения сред и стадии их расширения с формированием слоев с различными параметрами плотности:
5 - пресс-форма, показана в сечении;
9 - слой полимерной композиции (среды) высокой плотности без пенообразователя;
10 - слой полимерной композиции (среды) с пенообразованием высокой плотности;
11 - слой полимерной композиции (среды) с пенообразованием низкой плотности;
12 - слой полимерной композиции (среды) с пенообразованием повышенной плотности;
13 - увеличение объема среды с момента ее нанесения до момента нанесения последующей среды на ее поверхность.
На диаграмме А показана стадия нанесения слоя 9 со средой без пенообразователя. Слой не подвержен объемному расширению.
На диаграмме Б показана стадия нанесения слоя 10 с высокой плотностью, обеспечивающего в сочетании с внешним слоем 9 высокую поверхностную прочность изделия, нагрузочную способность при креплении фурнитуры, но при этом, обладающий относительно низкой теплоемкостью.
На диаграмме В показана промежуточная стадия объемного расширения слоя 10, на которой на поверхность слоя 10 наносится среда низкой плотности - слой 11. Расширение слоя 10 продолжается вместе с расширением слоя 11, происходит усиленная адгезия химически однородных сред, отличающихся только объемом пенообразователя. На этой стадии процесс полимеризации в средах 9 и 10 активен, в среде 11 он находится на начальной стадии.
На диаграмме Г показана стадия введения среды 12 высокой плотности на поверхность среды 11, находящейся в стадии расширения вместе со средой 10, в среде 12 начинается процесс вспенивания и полимеризации.
На диаграмме Д показана окончательная фаза расширения всех вспениваемых сред с заполнением пресс-формы с созданием незначительного избыточного давления, обеспечивающего высокую степень межсредовой адгезии.
Результатом изобретения является значительное повышение экономической эффективности производства светопрозрачных ограждающих конструкций - окон и дверей, их конструктивных элементов, отделочных материалов, прочих строительных конструкций как массового, так и индивидуального назначения. Удалось добиться радикального снижения веса таких конструкций, обеспечив уменьшение общей нагрузки на несущие конструкции зданий. Технология позволила достичь расчетного времени эксплуатации изделий до 50 лет и более, обеспечить отсутствие выбросов вредных веществ как при естественном распаде используемых веществ, так и в случае термического воздействия. Значительно увеличена пожаробезопасность конструкции - композитные материалы, использующие в качестве армирования стекловолокно или углеродное фиброволокно в высшей степени резистивны к открытому огню, твердые пенополистиролы с применением стандартных безопасных добавок имеют свойства самозатухания. Технология предполагает крайне низкий уровень отходов производства и вторичную переработку остатков материалов, безопасность природного разложения отходов при стандартной утилизации на полигонах ТБО.
Преимущества технологии.
Заявленный способ имеет явное преимущество перед широко применяемой технологией производства окон из ПВХ профиля. Ранее недоступная высокая степень безопасности продукта, долговечность, высокие механические характеристики, стабильность применяемого материала, низкая себестоимость и высокая вариативность производства позволяют считать данную технологию перспективной как в промышленном, так и в мелкосерийном производстве. При эксплуатации изделий при отрицательных температурах на их поверхности полностью отсутствует конденсат, исключается развитие микроорганизмов и грибка. Изделия имеют крайне высокий уровень звукопоглощения.
Недостатки технологии.
При организации производства требуется модернизация существующих мощностей, обеспечение вентиляции в достаточном объеме. Этап полимеризации термореактивных полимеров требует наличия повышенного внимания к вентиляции и чистоте производственных помещений. Оборудование СВЧ обладает повышенным уровнем опасности электромагнитного излучения, требуется соблюдение мер по экранизации излучения и защите обслуживающего персонала.
Результат производственных испытаний.
Данная технология прошла успешные испытания на производственных мощностях как в части получения единичных сложных изделий, так и в создании технологии массового - поточного - производства элементов конструкций для последующего формирования конечных изделий. Подтверждены высокая скорость формирования изделий в пресс-формах, низкая себестоимость и высокие потребительские свойства, что позволяет считать применяемую технологию в производстве в значительной степени востребованной рынком.
Предложен способ изготовления профильного изделия, применяемого в качестве несущей и самонесущей конструкций для дверных и оконных рам, фрамуг, прочих конструктивов, требующих сочетания достаточных прочностных качеств и низкой теплоемкости. Профильное изделие изготавливается методом отливки в пресс-форме послойно, с применением более плотного вспениваемого или невспениваемого слоя в качестве оболочки изделия и вспениваемой основы из не менее одного слоя или с сочетанием слоев с различной плотностью, что обеспечивает требуемое сочетание прочности и низкой теплоемкости. В качестве материала основы используется вспениваемые полимерные, композитные материалы, либо невспениваемые полимерные и композитные материалы в сочетании с объемоформирующими добавками - микросферами. Прочностные характеристики изделия обеспечиваются наличием вводимых в полимерные среды модифицирующие компоненты - нанодобавки, углеродные микродобавки, алюмосиликатные микродобавки, обеспечивающие усиленные связи с конгломератами макромолекул полимера, а также обработка полимерных компонентов высокочастотным электромагнитным полем непосредственно перед их введением в пресс-форму. Обработка компонентов СВЧ полем повышает энергию связей мономеров полимерной композиции в процессе полимеризации как между собой, так и способствует значительно более качественному распределению микро- и нанодобавок в объеме среды, что значительно увеличивает прочность изделия, плотностное распределение в массе, и значительно ускоряет процесс полимеризации, обеспечивая эффективность процесса и его промышленное применение. В качестве защитного слоя допустимо применение невспениваемого полимерного состава, нанесенного распылением на внутреннюю поверхность пресс-формы, любых материалов и декорирующих элементов, встраиваемых в пресс-форму до начала заливки полимерных сред, формирующих основу изделия, или наносимых на поверхность изделие дополнительно. Изделие, получаемое из полимеров указанным способом, соответствует экологическим нормам, имеет длительный срок эксплуатации, стойко к атмосферным воздействиям, ультрафиолету. 4 з.п. ф-лы, 3 ил.
1. Способ изготовления профильного изделия с основой из вспененных полимеров, отличающийся тем, что включающий последовательное формирование в пресс-форме слоев основы, включающий по меньшей мере один защитный слой, по меньшей мере один слой из вспениваемого полимерного или полимерно-композитного материала, при этом модифицирование полимерных и полимерно-композитных материалов может производиться воздействием электромагнитного поля сверхвысокой частоты и нанодобавками.
2. Способ изготовления профильного изделия по п.1, отличающийся тем, что защитный слой может быть выполнен из ряда материалов, таких как полимерный материал, полимерно-композитный материал, металл, керамика, дерево, стекло, при этом представляющий собой цельный контурный пласт или частичную вставку в изделие.
3. Способ изготовления профильного изделия по п.1, отличающийся тем, что в пресс-форму перед формированием слоев вводятся элементы креплений, фурнитуры, внешние или встроенные элементы, ребра жесткости, профили или декорирующие вставки, усиливающие маты.
4. Способ изготовления профильного изделия по п.1, отличающийся тем, что основа изделия из вспененного полимера или полимерно-композитного материала может формироваться из слоев с различной плотностью.
5. Способ изготовления профильного изделия по п.1, отличающийся тем, что полимерные и полимерно-композитные материалы могут быть модифицированы включением таких добавок как минеральные или полимерные волокна, фибра, стекло, базальтовые волокна, ткани, маты.
| ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОКОННЫХ И ДВЕРНЫХ ПРОФИЛЕЙ, КОРПУСНЫХ КОНСТРУКЦИЙ ОКОННЫХ И ДВЕРНЫХ СТВОРОК И РАМ С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОГО ПОЛИМЕРНО-КОМПОЗИТНОГО МАТЕРИАЛА | 2015 |
|
RU2620486C1 |
| US 5026736 A1, 25.06.1991 | |||
| Гальванический элемент со щелочным металлом | 1922 |
|
SU6962A1 |
| НОВЫЕ КОМПОЗИТНЫЕ МАТЕРИАЛЫ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2008 |
|
RU2471632C2 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ВСПЕНИВАЮЩИХСЯ ПОЛИМЕРОВ С ИСПОЛЬЗОВАНИЕМ МИКРОВОЛНОВОГО ИЗЛУЧЕНИЯ | 2005 |
|
RU2328375C2 |
| US 4596682 A, 24.06.1986 | |||
| СПОСОБ ПРЕДУПРЕЖДЕНИЯ АВАРИЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 0 |
|
SU297888A1 |

