Изобретение относится к прокатному производству и может быть использовано при холодной прокатке стальных полос на реверсивных станах. При прокатке полосы заданная толщина металла на выходе клети поддерживается с помощью системы автоматического регулирования толщины (САРТ). Наиболее трудными, с точки зрения регулирования толщины, являются участки полосы, на которых происходит изменение скорости прокатки. При повышении скорости коэффициент трения в очаге деформации снижается, что ведет к уменьшению толщины прокатываемого металла. Когда происходит снижение скорости, толщина полосы на выходе клети соответственно увеличивается. Данную проблему пытаются решить двумя способами: изменением параметров регуляторов толщины в зависимости от скорости или дополнительным воздействием на позицию гидронажимного устройства (ГНУ), учитывающим абсолютную скорость прокатки. В первом случае сложно скомпенсировать меняющиеся параметры объекта регулирования, и поэтому всегда присутствуют отклонения фактической прокатываемой толщины на выходе стана из-за неизбежного запаздывания. Во втором случае необходимо правильно рассчитать коррекцию для позиции гидронажимного устройства в функции скорости с учетом меняющихся условий прокатки.
Известен способ компенсации величины межвалкового зазора в зависимости от величины скорости прокатки эмпирическим методом (см. патент RU 2492946 C1, В21В 1/26, 2013 г.), где предлагается производить коррекцию величины межвалкового зазора по формуле
S=S0+k⋅10-3⋅V,
где S0 - межвалковый зазор, установленный на заправочной скорости, мм;
k=3,5÷5,5 - коэффициент пропорциональности, зависящий от степени наклепа полосы;
V - окружная скорость валков, м/с.
Меньшее значение коэффициента k относится к полосам с наклепом менее 55%, а большее - к полосам с наклепом более 75%. Автор патента предлагает примерный подбор коэффициента k в зависимости от наклепа полосы.
По нашему мнению, данная формула не учитывает широкий диапазон прокатываемых сортаментов сталей - от мягких углеродистых сталей до жестких электротехнических сталей. Кроме того, линейная функция от скорости не обеспечивает в полном объеме требуемой коррекции величины межвалкового зазора, да и сама величина зазора не является точной из-за отсутствия возможности ее измерения.
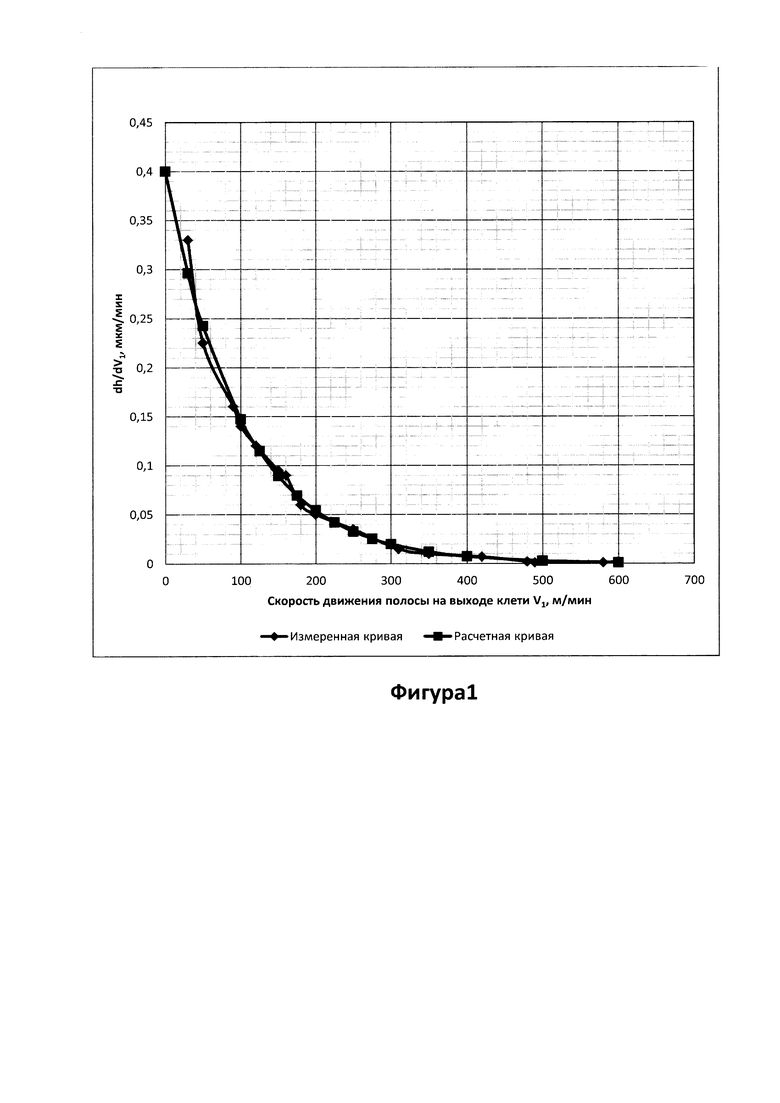
Чтобы исключить перечисленные выше недостатки, авторы решили изучить характер взаимосвязи между малым приростом скорости движения полосы на выходе клети и соответствующим ему приростом отклонения толщины прокатываемой полосы при неизменном усилии прокатки, т.е. Δh/ΔV1 при F=const, на разных скоростях движения полосы на выходе клети V1. Исследования проводились на реверсивном стане холодной прокатки на различных материалах - углеродистой, динамной и трансформаторной сталях, - и на всех проходах. Данные сводились в таблицы, по которым затем получали графические зависимости Δh/ΔV1=ƒ(V1). На фигуре 1 показаны две кривые: измеренная и расчетная. Измеренная построена по табличным данным для динамной стали; кривые для остальных сортаментов отличаются лишь масштабом. Полученная зависимость ближе всего отвечает формуле
у=а*е-k*х,
или, если ввести свои аргументы,

По этой формуле и построена расчетная кривая на фигуре 1, где а=0,4; k=0,01.
В этой формуле «а» и «k» - масштабирующие коэффициенты. Немного преобразовав формулу, получим:

Интегрируя эту формулу, находим отклонение толщины прокатываемой полосы от заданной на различных скоростях прокатки:

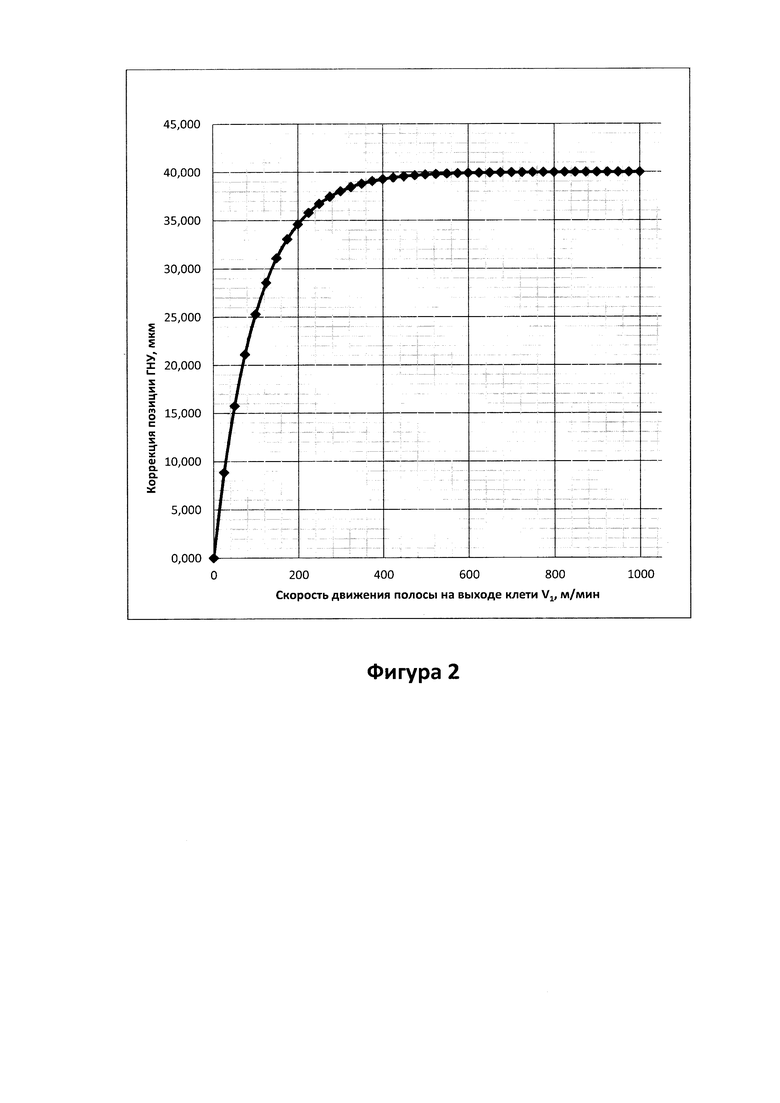
где С - некая константа. Поскольку она может быть любой величины, удобно принять С*k/а=1, и тогда

В нашем случае, исходя из экспериментально полученных кривых, а=0,4 и k=0,01. График функции

представлен на фигуре 2 (толщина прокатываемой полосы измеряется в мкм, скорость движения полосы на выходе клети - в м/мин).
Для того чтобы эту функцию использовать в качестве коррекции для регулятора позиции ГНУ, вводим коэффициент А=а/k и учитываем соотношение жесткостей системы «клеть - полоса». В этом случае формула коррекции позиции ГНУ будет выглядеть следующим образом:

где Cm - модуль жесткости полосы, кН/мм;
Cg - модуль жесткости клети, кН/мм;
V1 - скорость движения полосы на выходе клети, м/мин;
А - масштабирующий коэффициент коррекции для различных материалов: для углеродистой стали А=30, для динамной стали A=40, для трансформаторной стали A=120, мкм.
Под модулем жесткости клети Cg понимается усилие прокатки, вызывающее ее упругую линейную деформацию на 1 мм в направлении действия этого усилия.
Данная функция была реализована в системе управления реверсивного стана в Цехе динамных сталей ПАО «НЛМК» на базе программируемого контроллера SIMATIC FM-458.
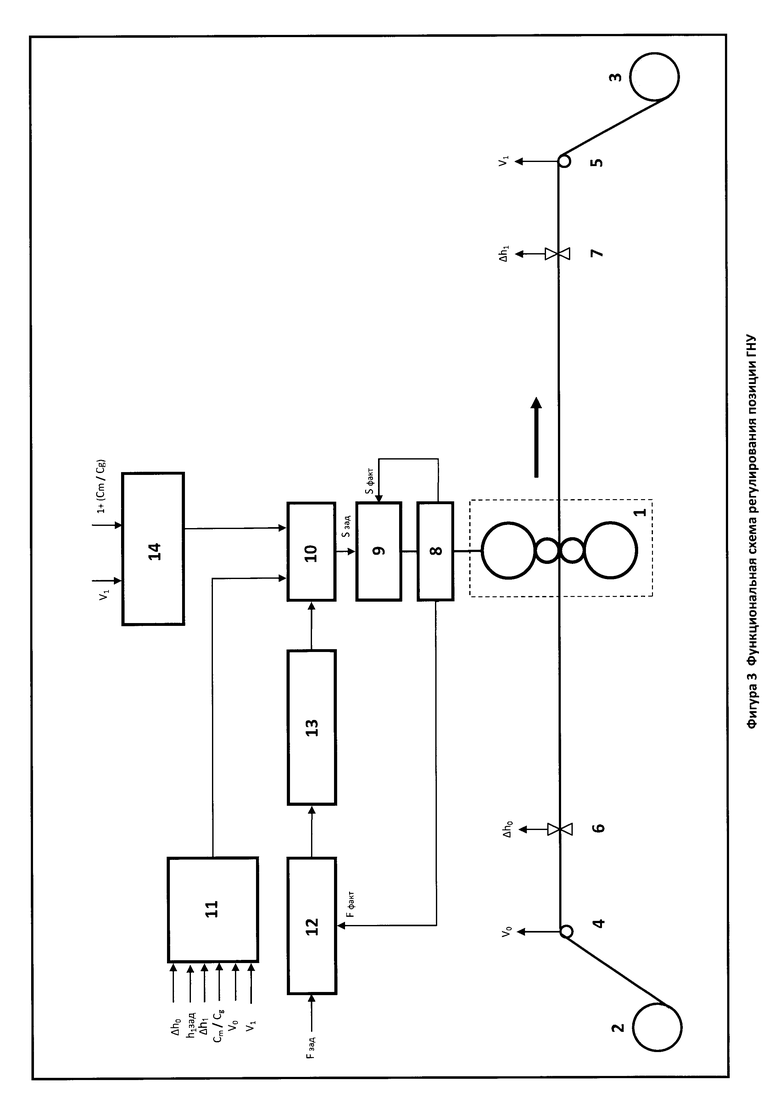
Общая функциональная схема управления представлена на фигуре 3, где:
1 - реверсивная клеть;
2 - разматыватель (входная моталка);
3 - выходная моталка;
4 - измеритель скорости полосы на входе клети;
5 - измеритель скорости полосы на выходе клети;
6 - измеритель отклонения толщины полосы на входе клети;
7 - измеритель отклонения толщины полосы на выходе клети;
8 - гидронажимное устройство;
9 - регулятор позиции нажимного устройства;
10 - сумматор;
11 - система автоматического регулирования толщины;
12 - регулятор суммарного усилия;
13 - блок формирования уставки позиции ГНУ при начальном усилии;
14 - система расчета коррекции позиции ГНУ в зависимости от величины скорости движения полосы на выходе клети.
Используемые обозначения на схеме (фигура 3):
V0 - скорость движения полосы на входе клети, м/мин;
V1 - скорость движения полосы на выходе клети, м/мин;
Fзад, Fфакт - заданное и фактическое усилия, кН;
h1зад - заданная толщина прокатываемого металла, мм;
Δh0 - отклонение толщины полосы на входе клети, мкм;
Δh1 - отклонение толщины полосы на выходе клети, мкм;
Cm - модуль жесткости прокатываемого металла, кН/мм;
Cg - модуль (коэффициент) жесткости клети, кН/мм
Sзад, Sфакт - заданная и фактическая позиции ГНУ, мкм.
Поддержание заданной выходной толщины прокатываемого металла осуществляется через изменение позиции гидронажимного устройства (8). На регулятор позиции (9) ГНУ поступают через сумматор (10) коррекция с САРТ (11), уставка позиции ГНУ при начальном усилии (13) и зависимая от скорости движения полосы на выходе клети коррекция позиции ГНУ (14).
Рассмотрим прокатку трансформаторной и углеродистой сталей на реверсивном стане без использования и с использованием предлагаемого способа коррекции позиции ГНУ в зависимости от скорости.
На разматыватель (входную моталку) устанавливается рулон горячекатаной травленой полосы. Передний конец полосы подается в клеть и далее заправляется на выходную моталку. После этого клеть сводится, создается ГНУ начальное усилие и начинается процесс прокатки стали с заданным, для данного прохода, значением толщины полосы на выходе стана. По завершении прохода прокатки, выбирается следующий проход, и процесс прокатки повторяется, но уже в обратном направлении. Смена проходов прокатки происходит до тех пор, пока не будет достигнута итоговая заданная выходная толщина стали. Величины обжатия и количество проходов определяются планом прокатки и зависят от марки стали, входной и заданной толщин металла. Интересующий нас скоростной режим прокатки разделен на три участка - разгон, рабочая скорость и торможение. Во время разгона и торможения, когда меняются условия прокатки, активно задействована зависимая от скорости движения полосы на выходе клети коррекция позиции ГНУ, что позволяет стабилизировать условия работы для регуляторов САРТ и тем самым получить высокое качество регулирования выходной прокатываемой толщины. Как правило, разгон стана осуществляется ступенчато, поэтому для наглядности, на фигурах приведены графики процессов торможения в конце проходов:
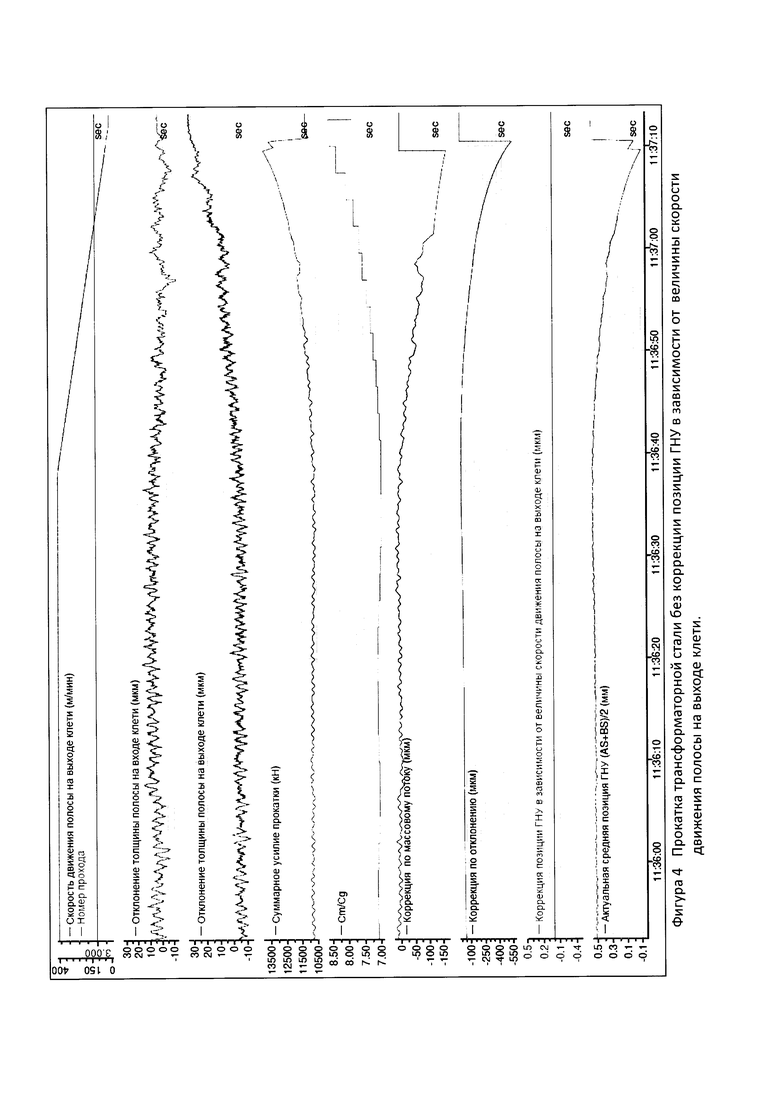
фигура 4 - прокатка трансформаторной стали без зависимой от скорости движения полосы на выходе клети коррекции позиции ГНУ. Показано снижение скорости прокатки трансформаторной стали с 400 м/мин до 0 м/мин в конце прохода 3;
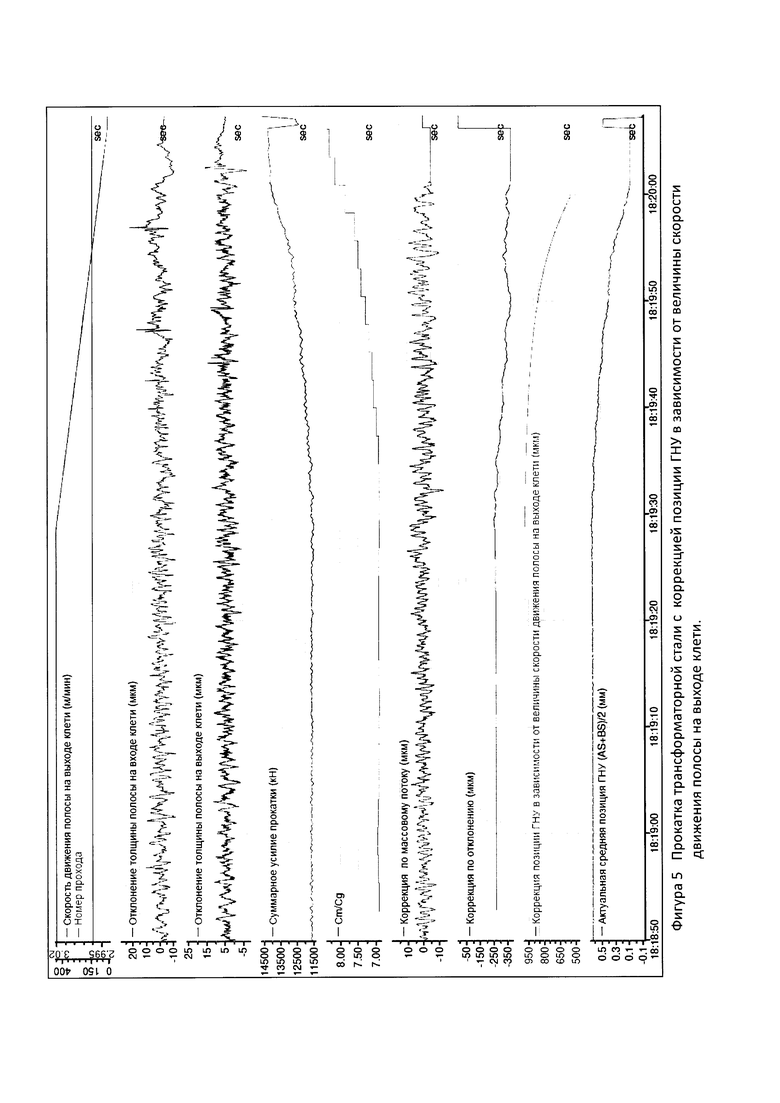
фигура 5 - прокатка трансформаторной стали с зависимой от скорости движения полосы на выходе клети коррекцией позиции ГНУ. Также показано снижение скорости прокатки трансформаторной стали с 400 м/мин до 0 м/мин в конце прохода 3;
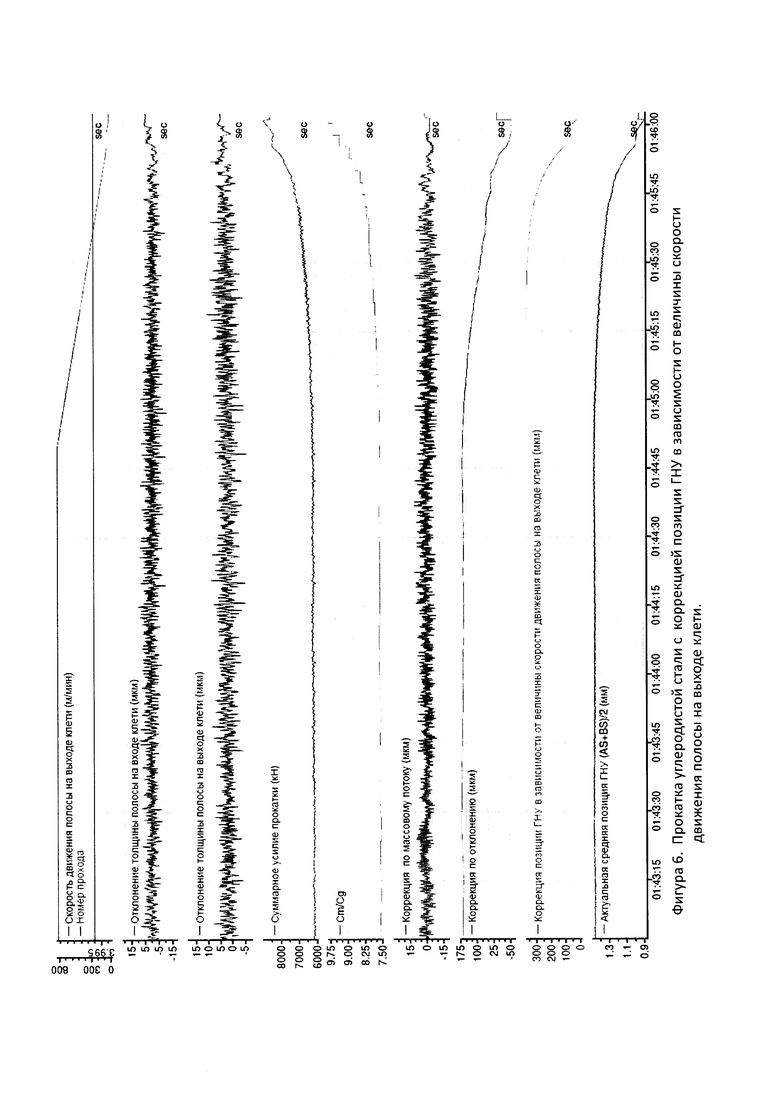
фигура 6 - прокатка углеродистой стали с коррекцией позиции ГНУ, зависимой от величины скорости движения полосы на выходе клети. Показан пример торможения реверсивного стана при прокатке углеродистой стали с 800 м/мин до 0 м/мин в конце прохода 4.
Комментарии к графикам (фигуры 4, 5, 6)
1. Критерием оценки качества коррекции позиции ГНУ в зависимости от величины скорости движения полосы на выходе клети является отклонение толщины полосы на выходе стана.
2. График реализованной формулы коррекции позиции ГНУ в зависимости от величины скорости движения полосы на выходе клети выделен красным цветом.
3. График скорости движения полосы на выходе клети совмещен с сигналом номера прохода (красного цвета).
4. О жесткости прокатываемой полосы можно судить по величине сигнала Cm/Cg (отношение жесткости полосы к жесткости клети).
5. Остальные графики (усилие прокатки, отклонение толщины полосы на входе клети, коррекции регуляторов толщины в микронах и изменение позиции ГНУ) приведены для общей информации.
6. Все коррекции позиции ГНУ от регуляторов толщины САРТ (по отклонению и по потоку масс) и коррекция позиции ГНУ, зависимая от величины скорости движения полосы на выходе клети, имеют направление воздействия: «+» - на разгрузку клети, «-» - на загрузку.
7. На представленных графиках видно, что на участке торможения стана без коррекции позиции ГНУ, зависимой от скорости движения полосы на выходе клети, происходит значительное отклонение толщины полосы на выходе клети (фигура 4), а на участках торможения с коррекцией позиции ГНУ, зависимой от скорости движения полосы на выходе клети, - отклонение толщины полосы на выходе клети остается таким же, как и при стабильной скорости прокатки (фигуры 5, 6).
Таким образом, реализация коррекции позиции ГНУ от величины скорости движения полосы на выходе клети дала хороший результат: отклонение толщины полосы на выходе клети и в статике, и в динамике поддерживается на одинаковом уровне на всех проходах прокатки и на любом сортаменте.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА РЕВЕРСИВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2578889C2 |
| Способ управления прокаткой полосы в непрерывной группе клетей широкополосного стана | 2017 |
|
RU2668108C1 |
| Устройство для управления непрерывным станом холодной прокатки | 2023 |
|
RU2809885C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |
| Способ холодной прокатки полосового металла | 1984 |
|
SU1178509A1 |
| УСТРОЙСТВО ДЛЯ ОТРАБОТКИ КОЛЕБАНИЙ ТОЛЩИНЫ ПОЛОСЫ ПЕРВОЙ КЛЕТЬЮ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2001 |
|
RU2201823C1 |
| Устройство для управления профилированной прокаткой заготовки в прокатной клети толстолистового стана с гидравлическим нажимным устройством | 2022 |
|
RU2786648C1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2559069C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
Изобретение относится к области прокатного производства и может быть использовано при холодной прокатке полос из различных видов стали. Способ включает формирование сигнала, подаваемого на регулятор позиции гидронажимного устройства (ГНУ) валков стана в соответствии с заданной параметрами прокатки позицией ГНУ, измерение скорости движения полосы на выходе клети, с учетом которой формируют сигнал коррекции позиции ГНУ, который подают на упомянутый регулятор в дополнение к сигналу, соответствующему заданным параметрам прокатки, при этом сигнал коррекции формируют с учетом материала прокатываемой полосы, модуля жесткости полосы, модуля жесткости прокатной клети и скорости движения полосы на выходе клети по заданному математическому выражению. Использование изобретения позволяет повысить точность компенсации отклонения толщины прокатываемой полосы. 6 ил.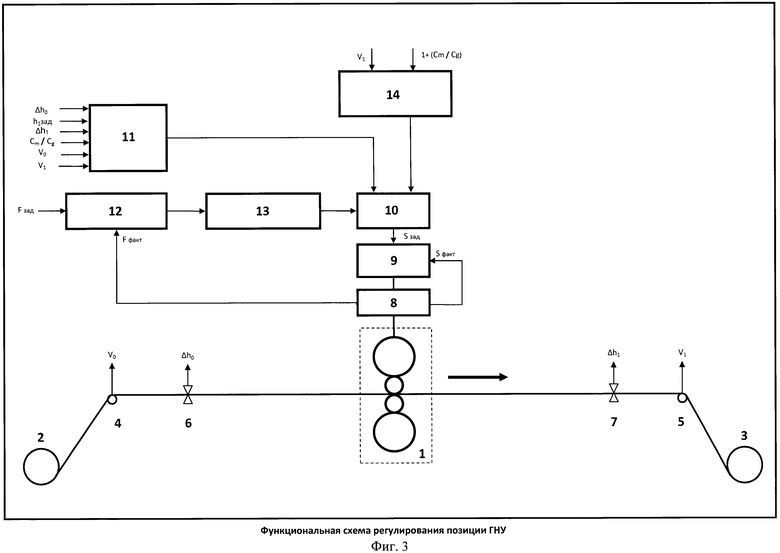
Способ компенсации отклонения толщины прокатываемой полосы на реверсивном стане холодной прокатки, включающий формирование сигнала, подаваемого на регулятор позиции гидронажимного устройства (ГНУ) валков стана в соответствии с заданными параметрами прокатки позицией ГНУ, измерение скорости движения полосы на выходе прокатной клети, с учетом которой формируют сигнал коррекции позиции ГНУ, который подают на упомянутый регулятор в дополнение к сигналу, соответствующему заданным параметрам прокатки, отличающийся тем, что упомянутый сигнал коррекции формируют с учетом материала прокатываемой полосы, значение которого соответствует величине коррекции позиции ГНУ, которую определяют по математическому выражению:
 где
где
Hкорр - расчетная величина коррекции позиции ГНУ, мкм,
А - масштабирующий коэффициент коррекции, который равен: для углеродистой стали А=30, для динамной стали А=40, для трансформаторной стали А=120, мкм
Cm - модуль жесткости прокатываемой полосы, кН/мм,
Cg - модуль жесткости прокатной клети, кН/мм,
V1 - скорость движения полосы на выходе прокатной клети, м/мин,
k - масштабирующий коэффициент по скорости, k = 0,01.
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA СТАНЕХОлОдНОй пРОКАТКи-ВОлОчЕНия бЕзОХВАТА ВАлКОВ пОлОСОй | 1979 |
|
SU801922A1 |
| Способ прокатки металлических полос | 1988 |
|
SU1588449A1 |
| Устройство для регулирования межвалкового зазора прокатной клети | 1984 |
|
SU1207541A1 |
| Электрогидравлическая следящая система автоматического регулирования толщины прокатываемой полосы | 1973 |
|
SU470322A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2492946C1 |
| WO 2010049280 A2, 06.05.2010 | |||
| WO 2012146226 A1, 01.11.2012. | |||

