Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для изготовления трубчатых пакетов, запаянных с множества сторон, причем устройство содержит формовочный воротник для деформирования плоского пленочного полотна в свернутое пленочное полотно, формовочную трубку, окруженную свернутым полотном, и формирователь запаянного продольного шва, окружающий формовочную трубку и содержащий направляющую пленки для формирования областей перекрывания пленки, проходящих в направлении перемещения пленочного полотна, и запайщик для формирования запаянных продольных швов в областях перекрывания пленки, причем формовочная трубка содержит вблизи выпуска формовочного воротника множество пластинок для формирования областей перекрывания пленки, причем число пластинок соответствует числу запаянных продольных швов.
Уровень техники
Устройство описанного выше типа, позволяющее изготовлять трубчатые пакеты, известно из патентного документа ЕР 0627355 В1. Для изготовления запаянных продольных швов с помощью известного устройства необходимо, чтобы пленочное полотно, которое является плоским до тех пор, пока не достигнет формовочного воротника, превратилось в пленочную трубу уже после того, как было свернуто в трубчатую оболочку, окружающую формовочную трубку, путем формирования первого запаянного продольного шва таким образом, чтобы пластинки, расположенные на формовочной трубке, могли затем использоваться в сочетании с парой запаечных инструментов, связанных с каждой из пластинок и содержащих две противодействующие запаечные губки для получения дополнительных запаянных продольных швов таким образом, чтобы получить множество запаянных сторон.
В свете всего вышеизложенного, задачей настоящего изобретения является предложение устройства, обеспечивающего изготовление запаянных с множества сторон трубчатых пакетов, в которых все запаянные продольные швы, сформированные на трубчатом пакете, могут быть сформированы одновременно.
Раскрытие сущности изобретения
Решение указанной задачи обеспечивает устройство в соответствии с настоящим изобретением, обладающее отличительными признаками по п. 1 прилагаемой формулы изобретения.
В устройстве в соответствии с настоящим изобретением направляющая пленки содержит первый и второй элементы, связанные с каждой из пластинок таким образом, что одна пластинка расположена между одним первым и одним вторым элементами направляющей пленки в каждом случае для образования двойного направляющего зазора, причем положение первого и второго элементов направляющей пленки относительно пластинки регулируется независимо.
В отличие от известного устройства, устройство в соответствии с изобретением позволяет получить области перекрывания без предварительного изготовления пленочной трубы с замкнутым поперечным сечением пленки, поскольку двойной направляющий зазор образован первым и вторым элементами направляющей пленки, расположенными относительно пластинок. Кроме того, существует также необходимость в том, чтобы запаечные инструменты запайщика находились в определенном положении относительно пластинок для создания областей перекрывания. Вместо этого, конструкция устройства в соответствии с изобретением позволяет обеспечить области перекрывания на свернутом полотне с еще открытым поперечным сечением, поскольку двойной направляющий зазор, обеспеченный положением пластинок относительно первого и второго элементов направляющей пленки, позволяет сформировать области перекрывания на пленочном полотне независимо от формирования в первую очередь первого запаянного продольного шва, позволяющего получить пленочную трубу путем соединения краев пленочного полотна.
Вместо этого, при использовании устройства в соответствии с изобретением, запаянный продольный шов, который соединяет края пленочного полотна друг с другом и превращает свернутое полотно в пленочную трубу, может быть сформирован одновременно с другими запаянными продольными швами таким образом, чтобы получить множество запаянных сторон.
Кроме того, поскольку положения первого и второго элементов направляющей пленки относительно пластинок регулируются независимо друг от друга, устройство в соответствии с изобретением позволяет легко регулировать направляющую пленки относительно пленочного полотна, применяемого для изготовления трубчатых пакетов, причем гибкость и толщина пленки особенно учитываются соответствующим регулированием ширины зазоров в двойном направляющем зазоре.
В частности, регулируемость направляющей пленки позволяет регулировать эту направляющую на месте, т.е. без удаления сначала формовочной трубки и направляющей пленки с системы для изготовления трубчатых пакетов. В частности, не требуется никакой постобработки направляющей пленки, такой как удаление материала с компонентов этой направляющей пленки, т.е. с первого и второго элементов направляющей пленки, например, для воздействия на просветы, необходимые для создания областей перекрывания.
Особенно предпочтительно, первые элементы направляющей пленки расположены на опоре формовочной трубки, причем первые элементы направляющей пленки предпочтительно расположены на кронштейне, установленном с возможностью перемещения по меньшей мере в одном осевом направлении на опоре формовочной трубки, позволяя использовать опору формовочной трубки, которая используется для установки формовочной трубки, также и для установки первых элементов направляющей пленки.
Если первые элементы направляющей пленки расположены с возможностью перемещения в по меньшей мере одном осевом направлении на кронштейне, то первый регулировочный механизм может быть выполнен на кронштейне, позволяя использовать без изменений опору формовочной трубки, которая по умолчанию используется в особенно простом осуществлении устройства, также в сочетании с устройством в соответствии с изобретением.
Особенно предпочтительно, вторые элементы направляющей пленки расположены на формирователе запаянного продольного шва, соединенного с опорой формовочной трубки, причем каждый из вторых элементов направляющей пленки расположен на запаечной рейке формирователя запаянного продольного шва, и при этом компонент, в любом случае необходимый для получения формирователя запаянного продольного шва и обеспечивающий формирование таких швов в сочетании с запайщиком, может также использоваться для установки вторых элементов направляющих пленки.
Если запаечные рейки формирователя запаянного продольного шва расположены с возможностью перемещения на формирователе запаянного продольного шва для обеспечения возможности перемещения вторых элементов направляющей пленки, то вторая регулировочная ось для особо точного позиционирования вторых элементов направляющей пленки осуществляется просто.
Предпочтительно, две запаечные рейки расположены с возможностью регулирования их взаимного положения на каждой из опор запаечных реек для обеспечения возможности перемещения этих запаечных реек, причем опора запаечной рейки расположена с возможностью перемещения на формирователе запаянного продольного шва.
Если запаечные рейки расположены с возможностью перемещения на первой из осей в плоскости регулирования, перпендикулярной направлению перемещения пленочного полотна, а опора запаечной рейки расположена с возможностью перемещения на второй оси, перпендикулярной первой оси, это обеспечивает особо точное позиционирование также и вторых элементов направляющей пленки.
Краткое описание чертежей
Ниже один из предпочтительных вариантов осуществления настоящего изобретения будет описан более подробно со ссылками на прилагаемые чертежи.
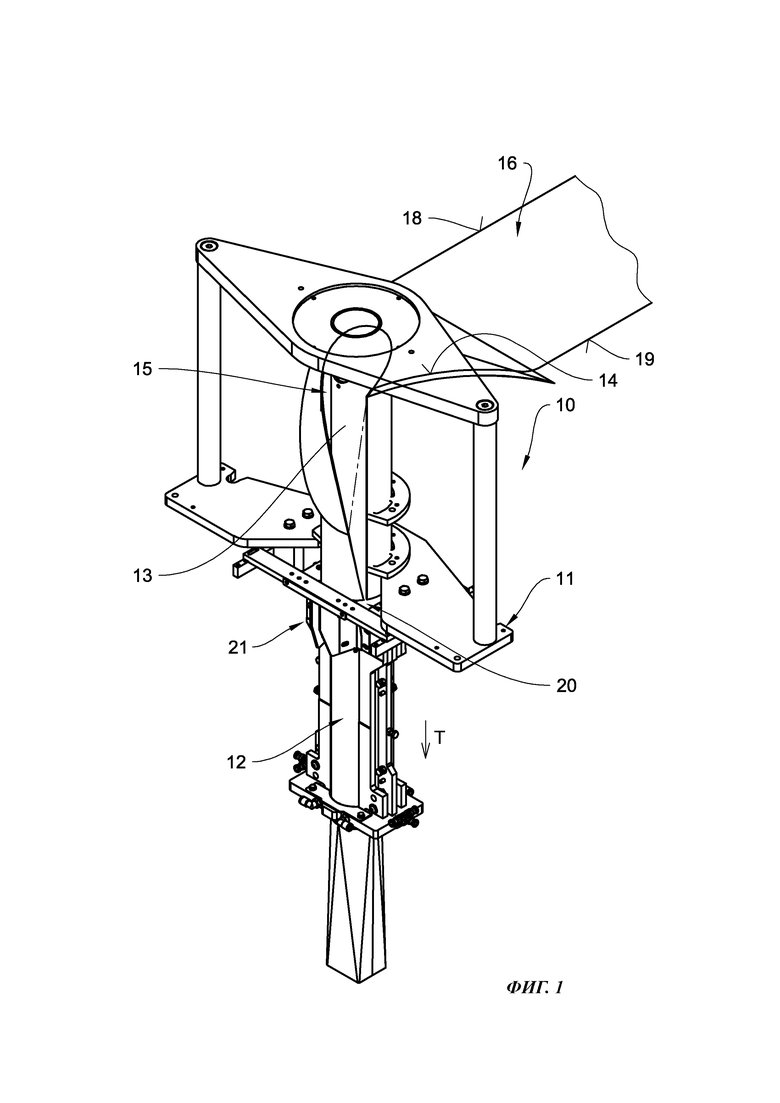
На фиг. 1 представлен вид в изометрии устройства для изготовления трубчатых пакетов, запаянных с множества сторон.
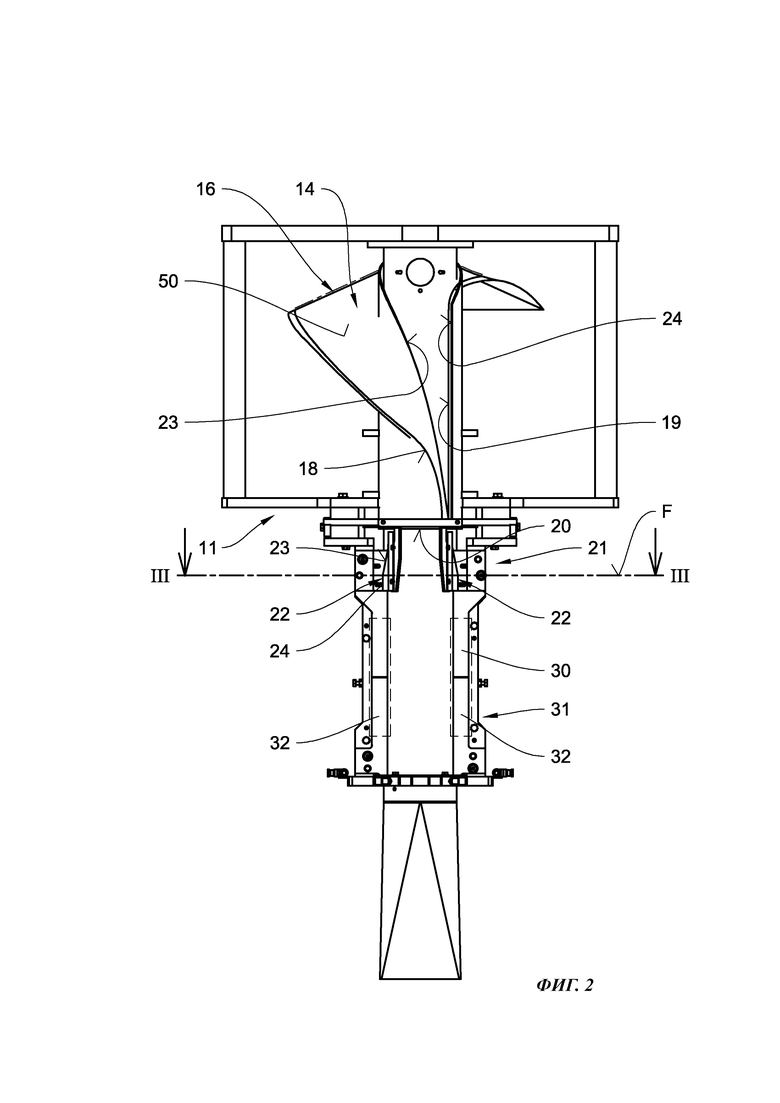
На фиг. 2 представлен вид спереди устройства по фиг. 1.
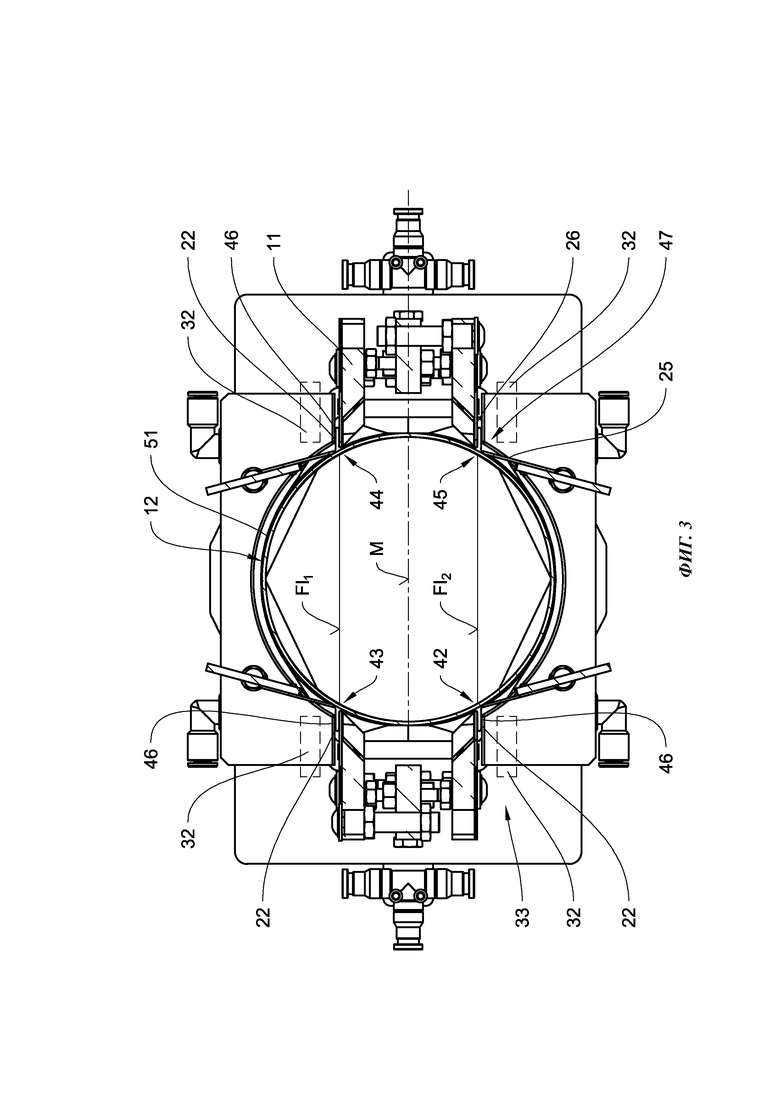
На фиг. 3 представлен разрез по линии III-III на фиг. 2 устройства по фиг. 2.
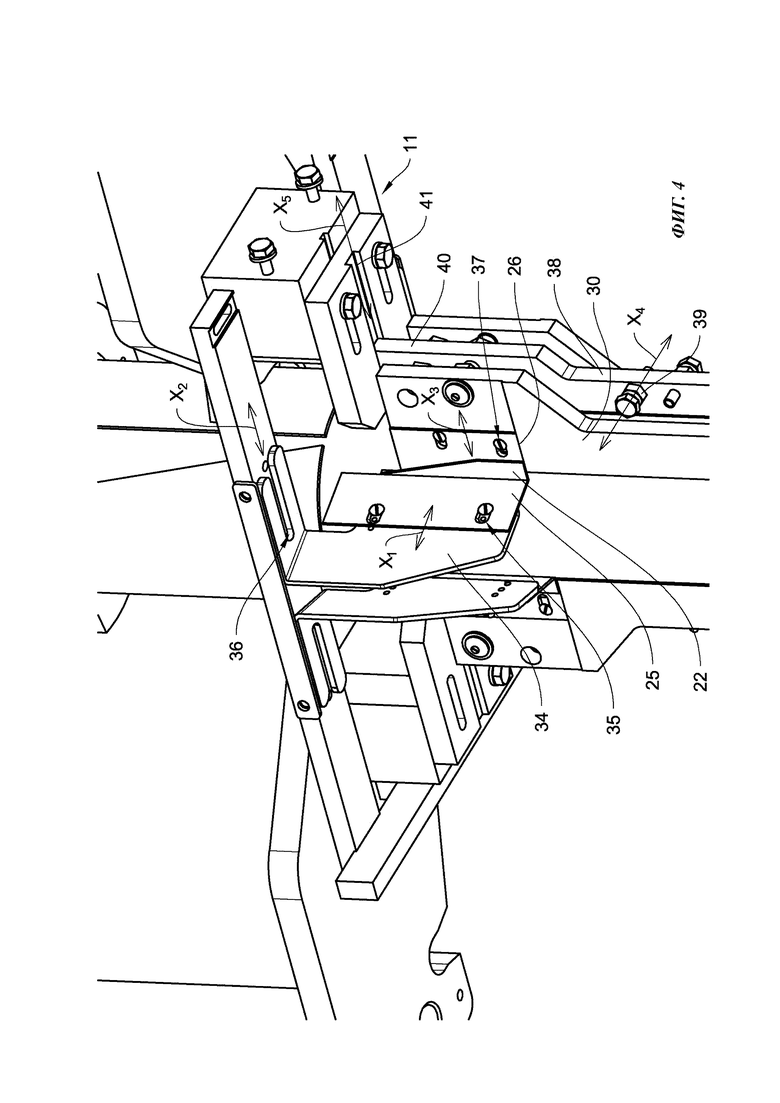
На фиг. 4 представлен увеличенный частичный вид устройства по фиг. 1, демонстрирующий область перехода между формовочным воротником и формовочной трубкой.
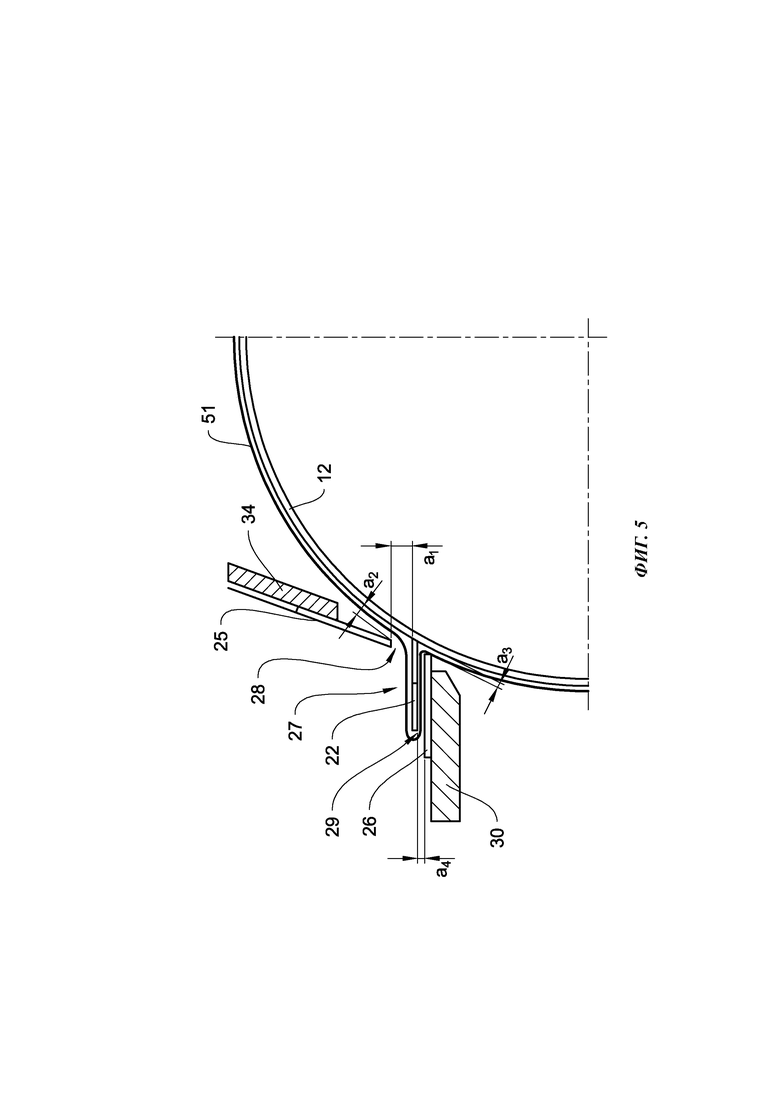
На фиг. 5 представлен увеличенный частичный вид направляющего узла направляющей пленки.
Осуществление изобретения
Устройство 10 по фиг. 1 и 2 содержит формовочную трубку 12, расположенную на опоре 11 формовочной трубки и верхней части 13 формовочного воротника, окруженной формовочным воротником 14 таким образом, что между частью 13 формовочного воротника и формовочным воротником 14 образован кольцевой зазор 15, пленочное полотно 16, только намеченное на фиг. 1 и направляемое к формовочному воротнику 14, которое вводится в кольцевой зазор 15, находясь в контакте с поверхностью 50 формовочного воротника таким образом, что края 18, 19 пленки перемещаются друг к другу на сходящихся направляющих краях 23, 24 формовочного воротника 14 и, сближенные, поступают на направляющую 21 пленки, действие которой будет более подробно объяснено ниже, под выпуск 20 формовочного воротника, образованный на конце направляющих краев 18, 20.
Как можно видеть на фиг. 2, направляющая 21 пленки расположена в общей плоскости F направления пленки с пластинками 22, которые, в данном случае, выполнены на формовочной трубке 12 таким образом, что, как можно видеть в частности на фиг. 3,, каждая из двух пластинок 22, расположенная напротив другой пластинки на окружности формовочной трубки 22, расположена в общих плоскостях Fl1 и Fl2, причем две плоскости Fl2 и Fl2 пластинок расположены параллельно друг другу и на противоположных сторонах от центральной оси М формовочной трубки, в данном случае на одинаковом расстоянии.
Как можно видеть на фиг. 2, каждая из пластинок 22 содержит направляющий край 23, поднимающийся в направлении Т перемещения (фиг. 1) пленочного полотна 16, причем направляющий край 23 кончается в направляющем крае 24, проходящем параллельно поверхности формовочной трубки 12 на пластинках 22 дальше в направлении Т перемещения.
Как можно видеть на фиг. 5, первый элемент 25 направляющей пленки и второй элемент 26 направляющей пленки проходят с обеих сторон от каждой из пластинок 22 и вдоль этих пластинок таким образом, что положение первого и второго элементов 25, 26 направляющей пленки относительно пластины 22, расположенной между ними, приводит к образованию двойного направляющего зазора 27, причем первый направляющий зазор 28 образован между первым элементом 25 направляющей пленки и пластинкой 22, а второй направляющий зазор 29 образован между пластинкой 22 и вторым элементом 26 направляющей пленки.
В соответствии с представленным вариантом осуществления, первые элементы 25 направляющей пленки расположены на опоре 11 формовочной трубки (фиг. 2), а каждый из вторых элементов 26 направляющей пленки расположен на запаечной рейке 30 формирователя 32 запаянного продольного шва, которые, каждый в сочетании с запаечными губками 32 (фиг. 3) запайщика 33, служат для формирования запаянных продольных швов.
Для ясности изображения запаечные губки 32 формирователя 32 запаянного продольного шва изображены на фиг. 2 и 3 только схематично, причем каждые из них расположены напротив запаечной рейки 30 формирователя 31 запаянного продольного шва.
Как можно понять из в частности видов по фиг. 3 и 4, положения первых и вторых элементов 25, 26 направляющей пленки относительно пластинки 22, расположенной между этими элементами 25, 26 в каждом случае, могут быть изменены независимо друг от друга, и эти элементы могут быть зафиксированы в закрепленном положении относительно пластинки 22. Для этого каждый из первых элементов 25 направляющей пленки может перемещаться в первом осевом направлении Х1 на кронштейне 34 с помощью позиционирующего механизма 35, выполненного в данном случае в виде винтового соединения с продолговатым отверстием. Кроме того, кронштейны 34 также могут перемещаться во втором осевом направлении Х2 для регулирования их положения относительно опоры 11 формовочной трубки, не представленной полностью на фиг. 4 для ясности, причем для этого используется позиционирующий механизм 36, который также имеет вид винтового соединения с продолговатым отверстием.
Как можно понять в частности из фиг. 4, относительное положение первого элемента 25 направляющей пленки может быть изменено путем приведения в действие позиционирующего механизма 35 для установки расстояния относительно пластинки 22 (фиг. 5), активирования позиционирующего механизма 36, позволяющего изменить расстояние а2 между первым элементом 25 направляющей пленки и формовочной трубкой 12.
Положения вторых элементов 26 направляющей пленки, каждый из которых расположен на запаечной рейке 30 формирователя 31 запаянного продольного шва, относительно запаечной рейки 30 в осевом направлении Х3, могут быть изменены в с помощью позиционирующего механизма 37, также в данном случае имеющего вид винтового соединения с продолговатым отверстием, позволяющего изменить расстояние а3 между вторым элементом 26 направляющей пленки и формовочной трубкой 12. Для изменения расстояния а4 между элементом 26 направляющей пленки и пластинкой 22 расстояния запаечных реек 30 относительно опоры 38 запаечной могут быть изменены в осевом направлении Х4 (фиг. 4). С этой целью в каждом случае между запаечной рейкой 30 и опорой 38 запаечной рейки расположен позиционирующий механизм 39, в данном случае образованный болтовым соединением, длина которого между запаечной рейкой 30 и опорой 38 запаечной рейки может быть изменена.
Кроме того, путем соединения двух соседних запаечных реек 30 с помощью общей опоры 38 запаечной рейки вторые элементы 26 направляющей пленки могут быть совместно перемещены в осевом направлении Х5 путем соответствующего изменения взаимного положения осевых концов 40 опоры запаечной рейки в продольной направляющей 41, выполненной на опоре 11 формовочной трубки.
Как можно видеть на фиг. 3, на которой представлено поперечное сечение через направляющую пленки, направляющая 21 пленки совместно с пластинками 22, расположенными на окружности формовочной трубки 10, обеспечивает возможность формирования непрерывных областей 46 перекрывания пленки в свернутом полотне 51, выходящем из выпуска 20 формовочного воротника и которое на выходе из выпуска 20 формовочного воротника и на входе в направляющую 21 пленки еще не было сформировано в пленочную трубу с замкнутым поперечным сечением и еще не имеет продольного шва, необходимого для формирования пленочной трубы. Эти непрерывные области 46 перекрывания пленки формируются в области трех направляющих 42, 43, 44 из четырех направляющих систем 42-45, каждая из которых содержит первый элемент 25 направляющей пленки и второй элемент 26 направляющей пленки, когда свернутое полотно 51 входит в направляющую 21 пленки. При этом область 47 перекрывания пленки, в которой края 18, 19 пленки расположены параллельно напротив друг друга и еще не соединены друг с другом, образуется ниже направляющих краев 18, 19 направляющей системы 45, которые расположены на выпуске 20 формовочного воротника.
Как можно видеть на фиг. 2, запайщик 32, содержащий запаечные губки 33, каждая из которых расположена напротив запаечной рейки 30, расположен ниже направляющей 21 пленки в направлении перемещения пленочного полотна, что означает, что все четыре запаянных продольных шва не формируются в областях 46, 47 перекрывания пленки до тех пор, пока свернутое полотно 51 не выйдет из направляющей 21 пленки, и запаянный продольный шов для соединения краев 18, 19 пленки, расположенных напротив друг друга, не сформируется в области 47 перекрывания, что позволяет сначала получить пленочную трубу, также формирующуюся одновременно с остальными тремя запаянными продольными швами, формирующимися в областях 46 перекрывания пленки таким образом, чтобы получить множество запаянных сторон.
Изобретение относится к устройству для изготовления трубчатых пакетов, запаянных с множества сторон, причем устройство содержит формовочный воротник (14) для деформирования плоского пленочного полотна (16) в свернутое полотно (51) и формовочную трубку (12), окруженную свернутым полотном (51), причем формовочная трубка (12) содержит вблизи выпуска (20) формовочного воротника пластинки (22) для формирования областей (46, 47) перекрывания пленки, и направляющую (21) пленки, содержащую первые и вторые элементы (25, 26) направляющей пленки, каждый из которых связан с одной из пластинок (22). Технический результат заключается в обеспечении возможности изготовления запаянных с множества сторон трубчатых пакетов, в которых все запаянные продольные швы, сформированные на трубчатом пакете, могут быть сформированы одновременно. 6 з.п. ф-лы, 5 ил.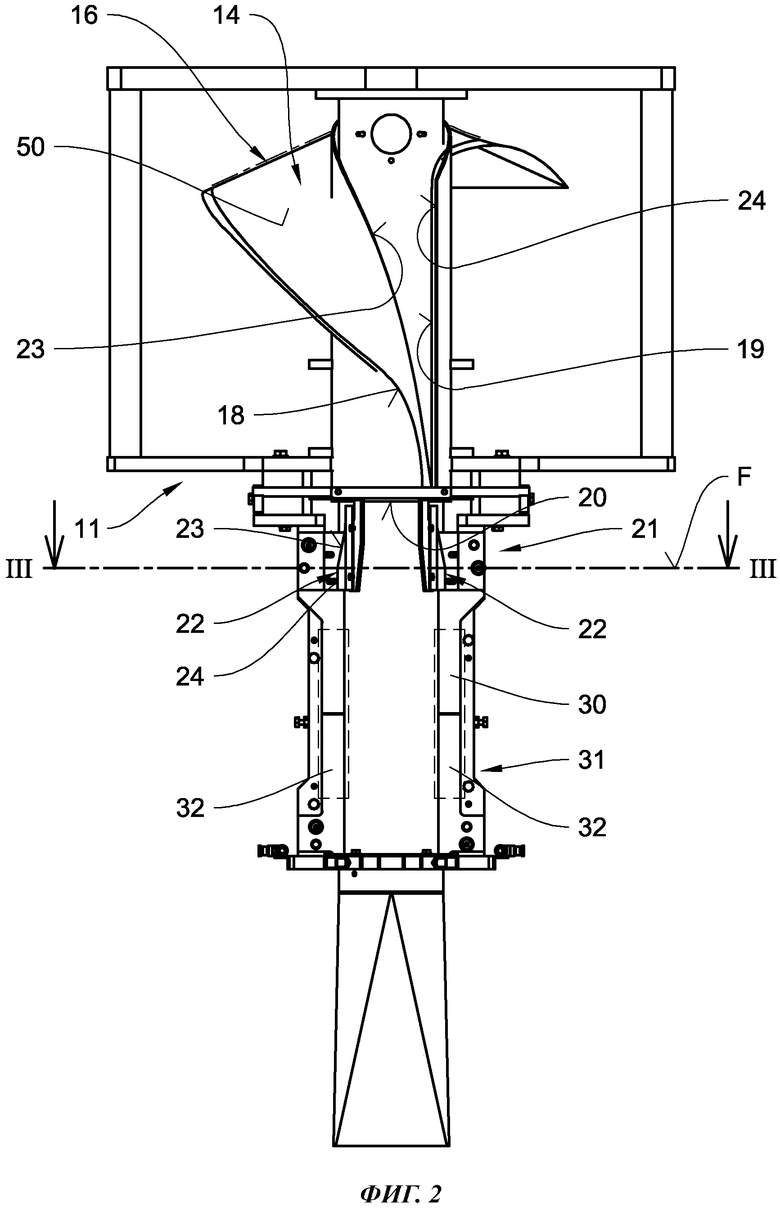
1. Устройство для изготовления трубчатых пакетов, запаянных с множества сторон, содержащее формовочный воротник (14) для деформирования плоского пленочного полотна (16) в свернутое полотно (51), формовочную трубку (12), окруженную свернутым полотном (51), и формирователь (31) продольного запаянного шва, который окружает формовочную трубку и содержит направляющую (21) пленки для формирования областей (46, 47) перекрывания пленки, проходящих в направлении перемещения пленочного полотна, и запайщик (33) для формирования запаянных продольных швов в областях (46, 47) перекрывания пленки, причем формовочная трубка (12) содержит вблизи выпуска (20) формовочного воротника множество пластинок (22) для формирования областей (46, 47) перекрывания пленки, причем число пластинок соответствует числу запаянных продольных швов, и причем направляющая пленки (21) содержит первые и вторые элементы (25, 26) направляющей пленки, каждый из которых связан с одной из пластинок (22), причем каждая из пластинок (22) расположена между первым и вторым элементами (25, 26) направляющей пленки таким образом, что образован двойной направляющий зазор (27), причем предусмотрена возможность регулирования, независимо друг от друга, положений первых и вторых элементов (25, 26) направляющей пленки относительно пластинки (22).
2. Устройство по п. 1, отличающееся тем, что первые элементы (25) направляющей пленки расположены на опоре (11) формовочной трубки, причем первые элементы (25) направляющей пленки расположены на кронштейне (34), расположенном с возможностью перемещения по меньшей мере в одном осевом направлении на опоре (11) формовочной трубки.
3. Устройство по п. 2, отличающееся тем, что первые элементы (25) направляющей пленки расположены с возможностью перемещения по меньшей мере в одном осевом направлении на кронштейне (34).
4. Устройство по любому из предшествующих пунктов, отличающееся тем, что вторые элементы (26) направляющей пленки расположены на формирователе (31) запаянного продольного шва, соединенном с опорой (11) формовочной трубки, причем каждый из вторых элементов (26) направляющей пленки расположен на запаечной рейке (30) формирователя (31) запаянного продольного шва.
5. Устройство по п. 4, отличающееся тем, что для обеспечения возможности перемещения вторых элементов (26) направляющей пленки запаечные рейки (30) формирователя (31) запаянного продольного шва расположены с возможностью перемещения на формирователе (31) запаянного продольного шва.
6. Устройство по п. 5, отличающееся тем, что для обеспечения возможности перемещения запаечных реек (30) две запаечные рейки (30) расположены с возможностью перемещения относительно их взаимного расположения на каждой из опор (38) запаечной рейки, причем опора (38) запаечной рейки расположена с возможностью перемещения на формирователе (31) запаянного продольного шва.
7. Устройство по п. 6, отличающееся тем, что запаечные рейки (30) расположены с возможностью перемещения на первой оси в плоскости позиционирования, перпендикулярной направлению перемещения пленочного полотна (16), а опора (38) запаечной рейки расположена с возможностью перемещения на второй оси, перпендикулярной первой оси.
| Тепловой дирижабль | 1989 |
|
SU1609720A1 |

