Изобретение относится к силовой головке для обработки резанием, в частности для токарной обработки и/или фрезерования, в частности удлиненных заготовок, в частности валов.
Силовые головки для обработки резанием, в частности для токарной обработки и/или фрезерования, в частности удлиненных заготовок, в частности валов, в принципе, известны. Соответствующие силовые головки используются по назначению в устройствах для обработки резанием заготовок. В случае соответствующих устройств речь может идти, например, о токарных и/или фрезерных установках или, соответственно, о станках, при необходимости комбинированных.
При обработке резанием заготовок, в частности при процессах фрезерования, например, с целью образования канавок, чтобы сократить время обработки и износ инструментов, могут быть целесообразными комбинированные перемещения обрабатывающего инструмента по различным траекториям перемещения или, соответственно, осям перемещения. Чтобы выполнить такие комбинированные перемещения, до сих пор было принято, приводить в соответствующее перемещение относительно обрабатываемой детали всю силовую головку. Из-за большой массы соответствующих силовых головок выполнение соответствующих перемещений связано со сравнительно высокими затратами. Выполнить с требуемой точностью комплексные, при необходимости динамически изменяющиеся траектории перемещения или, соответственно, профили перемещения можно лишь с трудом.
В основе изобретения лежит задача, предложить усовершенствованную силовую головку для обработки резанием заготовок.
Эта задача решается благодаря силовой головке по п. 1 формулы изобретения. Зависимые пункты относятся к особым вариантам осуществления силовой головки.
Описанная в настоящем документе силовая головка предназначена для обработки резанием заготовок. Термин "обработка резанием" в частности означает токарную обработку и/или фрезерование. Таким образом, термин "обработка резанием" включает в себя операции токарной обработки, операции фрезерования, а также комбинированные операции токарной обработки и фрезерования или, соответственно, фрезерования и токарной обработки. В случае заготовок, обрабатываемых резанием при помощи силовой головки, речь в частности идет об удлиненных, в особенности цилиндрических, деталях, например, о деталях валов, т.е. валах, или о дисковидных или, соответственно, дискообразных деталях. Соответствующие детали в частности применяются в приводных системах, например, в качестве приводных валов моторных приводных устройств, в подъемно-транспортном оборудовании, например, в качестве плунжерных элементов насосных установок, в энергетике, например, в качестве элементов втулок роторов для турбинных лопаток турбинного оборудования, или в оборудовании для обработки материалов, например, в качестве шнеков экструзионных установок или установок для литья под давлением. Приведенное выше перечисление следует считать примерным и, следовательно, не ограничивающим.
Силовая головка содержит по меньшей мере один обрабатывающий инструмент. Обрабатывающий инструмент может перемещаться в плоскости перемещения по первой траектории перемещения и по второй траектории перемещения, отличающейся от первой траектории перемещения, следовательно, по меньшей мере по двум разным, но при необходимости комбинируемым или, соответственно, комбинированным, траекториям перемещения. Плоскость перемещения может быть задана по меньшей мере двумя разными траекториями перемещения. Плоскость перемещения может быть направлена горизонтально или наклонно или, соответственно, под углом относительно базовой плоскости, например, горизонтальной базовой плоскости. В последнем случае, в особенности в продольном направлении обрабатываемой резанием заготовки, могут быть реализованы восходящие или ниспадающие в зависимости от направления наблюдения геометрии канавок. Кроме того, плоскость перемещения может быть изогнутой, криволинейной или выпуклой, по меньшей мере на некоторых участках, при необходимости на всех участках.
Как показано ниже, соответствующая траектория перемещения в частности является осью линейного перемещения; таким образом, соответствующая траектория перемещения может описывать ось линейного перемещения. Однако следует заметить, что в принципе траектория перемещения также может содержать участки траектории перемещения, направленные или, соответственно, ориентированные (в плоскости перемещения) по-разному, т.е., например, участки траектории перемещения, по меньшей мере в некоторых частях изогнутые или, соответственно, криволинейные, или по меньшей мере в некоторых частях проходящие под углом или, соответственно, наклонно.
Важным для описываемой здесь силовой головки является то, что по отношению к системе "силовая головка" перемещения обрабатывающего инструмента происходят относительно силовой головки или, соответственно, относящейся к ней корпусной детали силовой головки, на или в которой расположены или выполнены важные функциональные компоненты, например, обрабатывающий инструмент. Следовательно, обрабатывающий инструмент может перемещаться (на опоре) относительно силовой головки или, соответственно, относящейся к ней корпусной детали, по меньшей мере, по двум разным траекториям перемещения. Таким образом, перемещения обрабатывающего инструмента (относительно обрабатываемой заготовки) могут происходить независимо или, соответственно, отдельно от возможных (дополнительных или, соответственно, комбинированных) перемещений всей силовой головки (относительно обрабатываемой заготовки). В отличие от, как правило, сложных перемещений обрабатывающего инструмента, получающихся в результате комбинации двух разных траекторий перемещения, например, трохоидальных (трохоидных) или, соответственно, циклоидальных перемещений, в случае возможного перемещения всей силовой головки речь, как правило, идет о простом линейном перемещении для осуществления подачи силовой головки вдоль обрабатываемой поверхности заготовки. Соответствующие перемещения подачи известны, например, из процессов фрезерования.
В отличие от представленного вначале уровня техники, в рамках применения силовой головки в соответствии с ее назначением для обработки резанием заготовок, приводить всю силовую головку в сложные перемещения, при необходимости получающиеся в результате комбинации двух разных траекторий перемещения, не требуется. В соответствующие перемещения приводится только обрабатывающий инструмент. Таким образом, перемещаемые массы значительно уменьшены, что позволяет выполнять с высокой точностью комплексные, при необходимости динамически изменяющиеся траектории или, соответственно, профили перемещения.
Для осуществления перемещений обрабатывающего инструмента силовая головка содержит по меньшей мере один приводной узел. В функциональном отношении приводной узел сопряжен с обрабатывающим инструментом и в качестве функционального компонента силовой головки функционально или, соответственно, конструктивно интегрирован в нее. Поскольку силовая головка содержит один (единственный) приводной узел, этот приводной узел выполнен с возможностью осуществления, при необходимости комбинированного, перемещенияобрабатывающего инструмента по первой траектории перемещения и по второй траектории перемещения.
Разумеется, силовая головка также может содержать множество (отдельных) приводных узлов. В частности силовая головка может содержать два отдельных приводных узла. Приводные узлы в функциональном отношении опять же сопряжены с обрабатывающим инструментом и функционально или, соответственно, конструктивно интегрированы в него в качестве функциональных компонентов силовой головки. Первый приводной узел или группа из множества первых приводных узлов выполнен (выполнены) с возможностью перемещения обрабатывающего инструмента по первой траектории перемещения. Второй приводной узел или группа из множества вторых приводных узлов выполнен (выполнены) с возможностью перемещения обрабатывающего инструмента по второй траектории перемещения.
Приводной узел (приводные узлы) соответственно может быть выполнен, или соответственно могут быть выполнены, например, в виде приводных двигателей, в частности электрических, или, соответственно, содержать по меньшей мере один такой приводной двигатель. В случае соответствующих приводных двигателей конкретно речь может идти, например, о серводвигателях или линейных электродвигателях. В случае только одного приводного узла он выполнен, в частности, в виде планарного двигателя, выполненного с возможностью перемещения обрабатывающего инструмента по двум разным траекториям перемещения. Питание соответствующих приводных узлов может осуществляться при помощи соединенных с ними линий электропитания, идущих от (электрического) источника питания, в частности от сети энергоснабжения.
Как сказано выше, первая траектория перемещения может представлять собой или описывать, как правило, ориентированную по горизонтали первую ось линейного перемещения или первую ось перемещения, содержащую линейные составляющие. В частности первая ось перемещения может проходить поперек продольной оси (удлиненной) заготовки, обрабатываемой резанием. Приводной узел или, соответственно, в случае множества приводных узлов
- первый приводной узел может быть выполнен так, чтобы перемещать обрабатывающий инструмент по или, соответственно, вдоль первой оси перемещения. Вторая траектория перемещения может представлять собой или описывать,как правило, также ориентированную по горизонтали вторую ось линейного перемещения или вторую ось перемещения, содержащую линейные составляющие. В частности вторая ось перемещения может проходить параллельно продольной оси (удлиненной) заготовки, обрабатываемой резанием. Приводной узел или, соответственно, в случае множества приводных узлов,
- второй приводной узел может быть выполнен так, чтобы перемещать обрабатывающий инструмент по или, соответственно, вдоль второй оси перемещения. Как правило, первая и вторая ось перемещения направлены или, соответственно, ориентированы относительно друг друга под углом, в частности, под прямым углом.
Для выполнения комбинированных перемещений обрабатывающего инструмента в плоскости перемещения с силовой головкой может быть сопряжено или, соответственно, сопряжено управляющее устройство, реализованное аппаратным и/или программным способом. Соответственно управляющее устройство аппаратным и/или программным способом выполнено так, чтобы управлять приводным узлом или, при необходимости, первым и вторым приводным узлом для осуществления комбинированных перемещений обрабатывающего инструмента в плоскости перемещения. Как упомянуто выше, в случае комбинированных перемещений речь может идти, в частности, о трохоидальных или, соответственно, циклоидных перемещениях обрабатывающего инструмента в плоскости перемещения. Под трохоидальными или соответственно, при необходимости, удлиненными, циклоидными перемещениями обрабатывающего инструмента, т.е. в частности относящегося к нему, ниже более подробно описанного элемента инструмента, оснащенного режущего кромками, в частности, следует понимать эксцентрические круговые перемещения обрабатывающего инструмента или эксцентрические перемещения обрабатывающего инструмента в форме кругового сегмента. Такие перемещения могут проходить, как проекция сдвинутой спирали на основную поверхность. Комбинированные перемещения могут также содержать линейные составляющие и, следовательно, например, описывать часть круга, в частности, полукруг. Управляющее устройство может представлять собой функциональный компонент силовой головки, т.е. оно также может быть расположено или выполнено на или в корпусной детали.
Обрабатывающий инструмент может содержать по меньшей мере один элемент инструмента, выполненный с возможностью вращения вокруг оси элемента инструмента, в частности вокруг продольной оси элемента инструмента, и содержащий по меньшей мере одну режущую кромку инструмента. В случае элемента инструмента речь, в частности, может идти о фрезерном инструменте (т.е., фрезе), в частности, о черновой или чистовой фрезе. В зависимости от геометрического и конструктивного исполнения элемента инструмента соответствующие режущие кромки могут быть образованы на боковых и/или торцевых поверхностях элемента инструмента, по меньшей мере, на некоторых участках. Элемент инструмента, по меньшей мере в области режущих кромок, изготовлен из соответствующих инструментальных материалов для режущих кромок, т.е. например, из быстрорежущих сталей, твердых сплавов, керамики, алмаза или нитрида бора (кубического нитрида бора).
Элемент инструмента, по меньшей мере на некоторых участках, в частности полностью, может иметь удлиненную, в частности сужающуюся в виде конуса или, соответственно, конусообразную или цилиндрическую геометрию или, соответственно, основную форму. Элемент инструмента, имеющий сужающуюся в виде конуса или, соответственно, конусообразную геометрию, предпочтителен для образования в обрабатываемой заготовке сужающихся в виде конуса или, соответственно, конусообразных канавок или, соответственно, сужающихся в виде конуса или, соответственно, конусообразных поверхностных структур наподобие канавок.
Удлиненный элемент инструмента, например, может иметь по меньшей мере одно профилирование, в продольном направлении суженное, в частности поднутренное, или расширенное. Благодаря соответствующему профилированию возможно формирование соответствующим образом профилированных канавок или, соответственно, поверхностных структур наподобие канавок. В комбинации с вышеназванной сужающейся в виде конуса или, соответственно, конусообразной геометрией могут быть выполнены, например, елочные структуры или структуры в форме ласточкина хвоста, т.е. так называемые канавки в форме елки или ласточкина хвоста, которые, например, предпочтительны для элементов втулок роторов, предназначенных для удержания турбинных лопаток.
В принципе, геометрическое и конструктивное исполнение или, соответственно, формование элемента инструмента выбирается, принимая во внимание контуры, образовываемые на стороне заготовки при использовании силовой головки по ее назначению.
Силовая головка может иметь, в частности выполненный в виде фланца, крепежный переходной узел для разъемного (без повреждений или, соответственно, разрушений) закрепления силовой головки на крепежном переходном узле, в частности, на соответствующем крепежном переходном узле, функционального узла устройства для обработки резанием заготовок, на котором располагается силовая головка. В случае расположенного на устройстве функционального узла речь, например, может идти о подающем устройстве для осуществления подачи силовой головки вдоль поверхности обрабатываемой заготовки. Благодаря тому, что крепление может разъединяться, возможен простой и быстрый монтаж на соответствующем устройстве или, соответственно, демонтаж с соответствующего устройства всей силовой головки, т.е. простая и быстрая замена или, соответственно, смена силовых головок.
Силовая головка может быть закреплена на функциональном узле устройства, например, с геометрическим и/или силовым замыканием, благодаря, в частности механическому, взаимодействию крепежного переходного узла, расположенного на силовой головке, с крепежным переходным узлом, расположенным на устройстве. Следовательно, со стороны соответствующих крепежных переходных узлов имеются соответствующие крепежные участки или, соответственно, элементы, обеспечивающие разъемное крепление, например, с геометрическим и/или силовым замыканием, силовой головки на расположенном на устройстве функциональном узле. В случае соответствующих крепежных участков или, соответственно, элементов речь, например, может идти об участках или, соответственно, элементах геометрического замыкания, т.е., например, о выступах и/или выемках, обеспечивающих фиксацию силовой головки на расположенном на устройстве функциональном узле, или об участках или, соответственно, элементах силового замыкания, т.е., например, о резьбовых отверстиях и/или болтах с резьбой, обеспечивающих привинчивание силовой головки к расположенному на устройстве функциональному узлу.
Разъемное закрепление силовой головки на соответствующем расположенном на устройстве функциональном узле делает возможной ручную или автоматизируемую или, соответственно, автоматизированную замену силовых головок. Последнее улучшает возможность автоматизации осуществления способа обработки резанием заготовок и повышает функциональную целостность устройства для обработки резанием заготовок, оснащенного силовой головкой.
Выше было сказано, что силовая головка, как правило, содержит корпусную деталь, на которой или в которой расположены или выполнены функциональные компоненты силовой головки. Корпусная деталь может быть цельной или составной. В случае составной конструкции корпусной детали корпусная деталь содержит множество элементов корпусной детали, которые могут быть собраны для образования корпусной детали или, соответственно, собраны в монтажном состоянии.
По меньшей мере один приводной узел, представляющий собой соответствующий функциональный компонент силовой головки, например, может быть расположен или выполнен на или в корпусной детали. Расположение или выполнение приводного узла в корпусной детали, т.е. внутри корпусной детали, может быть целесообразным для конструктивной защиты приводного узла, например, от климатических или механических негативных воздействий или, соответственно, загрязнений. Расположение или выполнение приводного узла на корпусной детали, т.е. на открытой наружной стороне корпусной детали, может быть целесообразным для удобного доступа к приводному узлу, например, для работ по техническому обслуживанию. Разумеется, то же самое относится к случаю, когда силовая головка содержит множество приводных узлов.
Во всех случаях по меньшей мере один приводной узел может быть закреплен на корпусной детали с возможностью разъединения (без повреждений или, соответственно, разрушений). Для этого как со стороны приводного узла, так и со стороны корпусной детали имеются соответствующие крепежные участки или, соответственно, элементы, обеспечивающие разъемное крепление, например, с геометрическим и/или силовым замыканием, приводного узла на корпусной детали. В случае соответствующих крепежных участков или, соответственно, элементов речь, например, опять же может идти, например, об участках или, соответственно, элементах геометрического замыкания, т.е., например, о выступах и/или выемках, обеспечивающихфиксацию приводных узлов на корпусной детали, или об участках или, соответственно, элементах силового замыкания, т.е., например, о резьбовых отверстиях и/или болтах с резьбой, обеспечивающих привинчивание приводных узлов к корпусной детали. Разумеется, то же самое опять же относится к случаю, когда силовая головка содержт множество приводных узлов.
В дополнение к описанным первой траектории перемещения и второй траектории перемещения, по которым или, соответственно, вдоль которых в плоскости перемещения может двигаться обрабатывающий инструмент, при необходимости обрабатывающий инструмент, кроме того, может двигаться по третьей траектории перемещения. Для этого может иметься дополнительный приводной узел, т.е. второй приводной узел для случая, когда силовая головка содержит только один приводной узел, а для случая, когда силовая головка содержит два приводных узла - третий приводной узел, или группа дополнительных приводных узлов, который или, соответственно, которые выполнены с возможностью перемещения обрабатывающего инструмента по третьей траектории перемещения, проходящей под углом, в частности под прямым углом, к плоскости перемещения, заданной первой траекторией перемещения и второй траекторией перемещения. В случае третьей траектории перемещения, как правило, речь идет о вертикально ориентированной траектории перемещения. Третий приводной узел, как и первый приводной узел (и при необходимости, дополнительные приводные узлы), может представлять собой, в частности электрический приводной двигатель, или, соответственно, может иметь по меньшей мере один такой приводной двигатель.
Кроме силовой головки, изобретение относится к устройству для обработки резанием, в частности для токарной обработки и/или фрезерования, заготовок, в частности удлиненных заготовок, в частности валов, для формирования в поверхности заготовки канавок или структуры поверхности наподобие канавок. Как сказано в связи с силовой головкой, термин "обработка резанием" содержит операции токарной обработки, операции фрезерования, а также комбинированные операции токарной обработки и фрезерования или, соответственно, фрезерования и токарной обработки. Итак, в случае устройства речь может идти, например, о токарной установке или, соответственно, станке, фрезерной установке или, соответственно станке, или комбинированной токарно-фрезерной установке или, соответственно, станке, или комбинированной фрезерно-токарной установке или, соответственно, станке. Устройство отличается тем, что оно содержит по меньшей мере одну вышеописанную силовую головку. Таким образом, к устройству аналогично применимы все пояснения, сделанные в связи с силовой головкой.
В зависимости от конкретного исполнения или, соответственно, конкретной области применения, устройство содержит функциональные узлы, необходимые для осуществления выполняемой в данном случае обработки резанием. Они могут включать, например, выполненное с возможностью соединения или соединенное с силовой головкой подающее устройство, выполненное с возможностью осуществления подачи всей силовой головки относительно обрабатываемой заготовки, т.е. в частности вдоль поверхности обрабатываемой заготовки. Соединение подающего устройства и силовой головки предпочтительно выполнено при помощи разъемного крепления силовой головки на подающем устройстве, которое может быть осуществлено в результате вышеописанного взаимодействия крепежных переходных узлов, расположенных на силовой головке и устройстве.
Наряду с силовой головкой и устройством изобретение также относится к способу обработки резанием заготовок. Указанный способ отличается тем, что для его осуществления используется вышеописанное устройство или, соответственно, силовая головка. Таким образом, к этому способу аналогично применимы все пояснения, сделанные в связи с силовой головкой или, соответственно, устройством.
В частности указанный способ может применяться для формирования канавок или поверхностных структур наподобие канавок, в частности с различными профилированиями, в поверхности заготовки, обрабатываемой резанием, т.е., например, вала. В частности этим способом могут быть образованы практически любые геометрии канавок, при необходимости с по-разному профилированными или, соответственно, по-разному проходящими участками (глубины) канавок, т.е., например, канавки в форме головки молотка, ласточкина хвоста или елки.
Как правило, этот способ включает первый этап, в соответствии с которым предоставляют заготовку, подлежащую обработке резанием, и закрепляют или, соответственно, фиксируют в устройстве, и по меньшей мере еще один этап, в соответствии с которым выполняют обработку резанием, т.е., например, токарную обработку и/или фрезерование, обрабатываемой заготовки. Разумеется, в соответствии с этим способом обработку резанием заготовки могут осуществить в процессе множества подэтапов.
Ниже изобретение объясняется при помощи показанных на чертежах примеров осуществления. На чертежах показано:
ФИГ. 1-4 - принципиальная схема силовой головки согласно одному из примеров осуществления;
ФИГ. 5 - принципиальная схема устройства согласно одному из примеров осуществления.
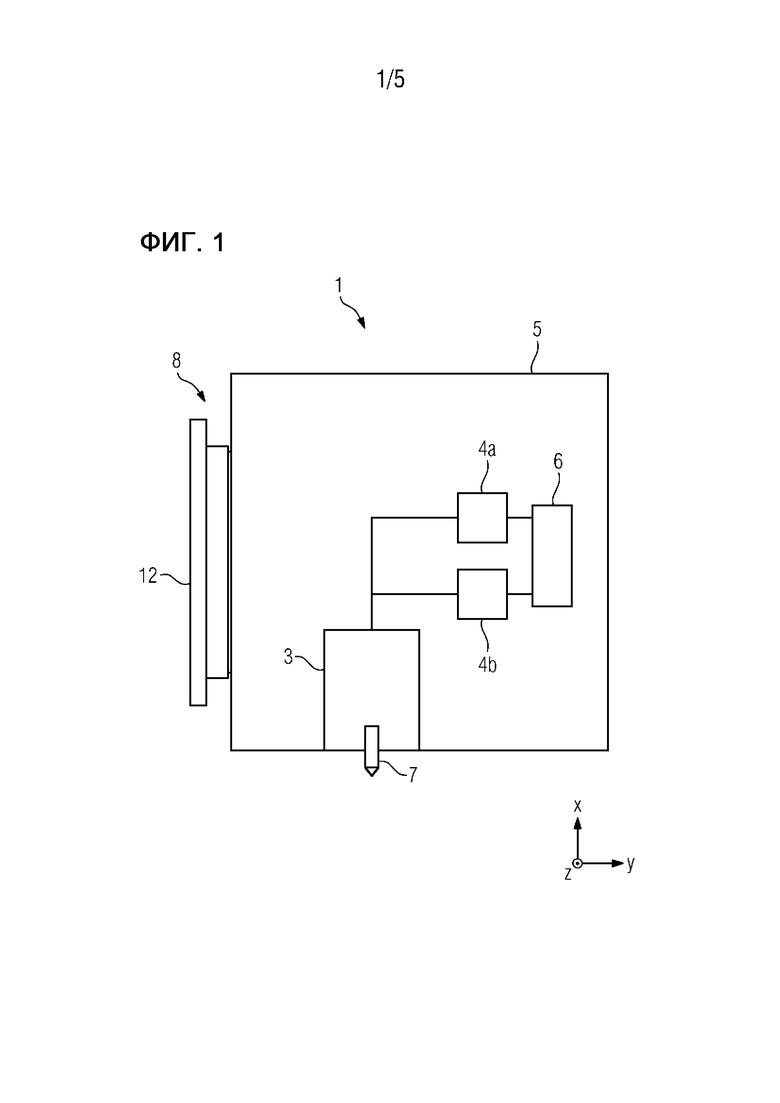
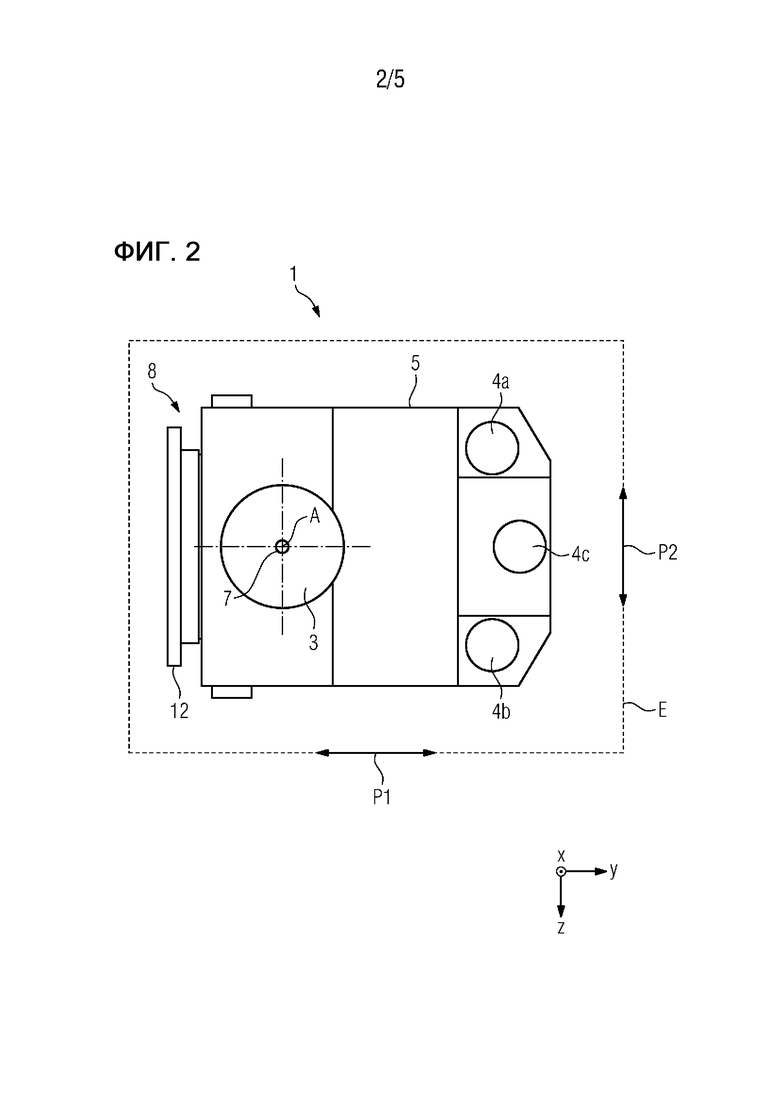
На каждой из ФИГ. 1, 2 показана принципиальная схема силовой головки 1 согласно первому примеру осуществления. На ФИГ. 1 силовая головка 1 показана на виде сбоку, на ФИГ. 2 - на виде сверху.
Силовая головка 1 предназначена для обработки резанием заготовок 2 (см. ФИГ. 5). Термин "обработка резанием" в частности означает токарную обработку и/или фрезерование. В случае заготовок 2, обрабатываемых резанием при помощи силовой головки 1, речь в частности идет об удлиненных, в особенности цилиндрических, деталях, например, о деталях валов, т.е. о валах, или о дисковидных или, соответственно, дискообразных деталях. Конкретно в случае заготовки 2 речь может идти, например, об элементе втулки ротора для удерживания турбинных лопаток, причем обработка резанием предназначена для образования канавок, в частности в форме елки. Канавки предназначены для удерживания турбинных лопаток.
Силовая головка 1 содержит обрабатывающий инструмент 3. Обрабатывающий инструмент 3 может перемещаться в плоскости E перемещения (см. ФИГ. 2) по первой траектории перемещения (см. ФИГ. 2, двунаправленная стрелка P1) и по второй траектории перемещения (см. ФИГ. 2, двунаправленная стрелка P2), отличающейся от первой траектории перемещения, следовательно, по двум разным, однако комбинируемым траекториям перемещения.
Первая траектория перемещения представляет собой горизонтально ориентированную первую ось линейного перемещения (см. ФИГ. 1, 2, система координат: ось z), которая при работе силовой головки 1 проходит поперек продольной оси (удлиненной) заготовки 2, подлежащей обработке резанием. Вторая ось перемещения представляет собой также горизонтально ориентированную вторую ось перемещения (см. ФИГ. 1, 2, система координат: ось y), которая при работе силовой головки 1, однако проходит параллельно продольной оси (удлиненной) заготовки 2, подлежащей обработке резанием. Следовательно, первая и вторая траектория перемещения или, соответственно, первая и вторая ось перемещения направлены или, соответственно, ориентированы относительно друг друга под прямым углом. Здесь также следует заметить, что возможное перемещение подачи всей силовой головки 1 относительно заготовки 2, реализуемое при помощи устройства подачи, связанного с силовой головкой 1, происходит по оси z, показанной на ФИГ. 1-3.
Две траектории перемещения или, соответственно, оси задают плоскость E перемещения, которая в соответствии с расположением и ориентацией двух траекторий перемещения или, соответственно, осей также ориентирована горизонтально, т.е. параллельно поверхности обрабатываемой заготовки 2 (см. ФИГ. 2).
Хотя в каждом из примеров осуществления, показанных на чертежах, в случае траекторий перемещения речь идет об осях линейного перемещения, следует заметить, что в принципе траектории перемещения также могут содержать участки траектории перемещения направленные или, соответственно, ориентированные (в плоскости перемещения) по-разному, т.е., например, участки траектории перемещения, по меньшей мере в некоторых частях изогнутые или, соответственно, криволинейные, или по меньшей мере в некоторых частях проходящие под углом или, соответственно, наклонно.
Для выполнения перемещений обрабатывающего инструмента 3 силовая головка 1 содержит по меньшей мере два, а в примере осуществления согласно ФИГ. 2 - три отдельных приводных узла 4a-4c. В функциональном отношении приводные узлы 4a-4c сопряжены с обрабатывающим инструментом 3 и в качестве функциональных компонентов силовой головки 1 функционально интегрированы в нее. В примерах осуществления, показанных на ФИГ. 1, 2, приводные узлы 4a-4с расположены в корпусной детали 5, т.е. внутри корпусной детали 5. Однако в принципе приводные узлы 4a-4c также могут быть смонтированы на корпусной детали 5, т. е. расположены на открытой внешней стороне корпусной детали 5. Во всех случаях приводные узлы 4a-4c могут быть закреплены на корпусной детали 5 с возможностью разъединения (без повреждений или, соответственно, разрушений).
Первый приводной узел 4a (см. ФИГ. 1) или группа из множества первых приводных узлов 4a, 4b (см. ФИГ. 2) выполнен (выполнены) (совместно) с возможностью перемещения обрабатывающего инструмента 3 по или, соответственно, вдоль первой оси перемещения (первая траектория перемещения). Второй приводной узел 4c выполнен с возможностью перемещения обрабатывающего инструмента 3 по или, соответственно, вдоль второй оси перемещения (вторая траектория перемещения). Разумеется, для случая осуществления согласно ФИГ. 2 также возможна обратная конфигурация, т.е. первый приводной узел 4a и группа вторых приводных узлов 4c.
Как правило, приводные узлы 4a-4c выполнены в виде электрических приводных двигателей или, соответственно, содержат по меньшей мере один такой приводной двигатель. В случае соответствующих приводных двигателей конкретно речь может идти, например, о серводвигателях или линейных электродвигателях. Питание приводных узлов 4a-4c (электрической) энергией происходит при помощи соединенных с ними линий электропитания (не показаны), идущих от (электрического) источника питания.
Из функциональной или, соответственно, конструктивной интеграции приводных узлов 4a-4c в силовую головку 1, т.е. конкретно в относящуюся к силовой головке 1 корпусную деталь 5, на которой или в которой расположены или выполнены функциональные компоненты силовой головки 1, например, обрабатывающий инструмент 3, следует, что перемещения обрабатывающего инструмента 3 по отношению к системе "силовая головка" происходят относительно силовой головки 1 или, соответственно, корпусной детали 5. Следовательно, обрабатывающий инструмент 3 может перемещаться относительно силовой головки 1 или, соответственно, относящейся к ней корпусной детали 5, по меньшей мере, по двум разным траекториям перемещения. Таким образом, перемещения обрабатывающего инструмента 3 (относительно обрабатываемой заготовки 2) могут происходить независимо или, соответственно, отдельно от возможных (дополнительных или, соответственно, комбинированных) перемещений всей силовой головки 1 (относительно обрабатываемой заготовки 2). В отличие от, как правило, сложных перемещений обрабатывающего инструмента 3, получающихся в результате комбинации двух разных траекторий перемещения, например, трохоидальных (трохоидных) или, соответственно, циклоидальных перемещений, в случае перемещения всей силовой головки 1 речь, как правило, идет о простом линейном перемещении для осуществления подачи силовой головки 1 вдоль обрабатываемой поверхности заготовки. Соответствующие перемещения подачи известны, например, из процессов фрезерования.
Таким образом, приводить всю силовую головку 1 в сложные перемещения, при необходимости получающиеся в результате комбинации двух разных траекторий перемещения, не требуется. В соответствующие перемещения приводится только обрабатывающий инструмент 3. Таким образом, перемещаемые массы значительно уменьшены, что позволяет выполнять с высокой точностью комплексные, при необходимости динамически изменяющиеся траектории или, соответственно, профили перемещения.
Для выполнения комбинированных перемещений обрабатывающего инструмента 3 в плоскости E перемещения с силовой головкой 1 сопряжено управляющее устройство 6, реализованное аппаратным и/или программным способом. Управляющее устройство 6 представляет собой функциональный компонент силовой головки 1 и расположено или выполнено в корпусной детали 5. Управляющее устройство 6 аппаратным и/или программным способом выполнено с возможностью управления приводными узлами 4a-4c для выполнения комбинированных перемещений обрабатывающего инструмента 3 в плоскости E перемещения. В случае комбинированных перемещений речь идет, в частности, о трохоидальных или, соответственно, циклоидных перемещениях обрабатывающего инструмента 3 в плоскости E перемещения. Под трохоидальными или, соответственно при необходимости, удлиненными, циклоидными перемещениями обрабатывающего инструмента 3, т.е. в частности относящегося к нему, ниже более подробно описанного элемента 7 инструмента, оснащенного режущего кромками (подробно не показаны), в частности, следует понимать эксцентрические круговые перемещения обрабатывающего инструмента 3 или эксцентрические перемещения обрабатывающего инструмента 3 в форме кругового сегмента. Такие перемещения могут проходить, как проекция сдвинутой спирали на основную поверхность. Однако комбинированные перемещения, например, могут также содержать линейные составляющие и, следовательно, например, описывать часть круга, в частности, полукруг.
Упомянутый элемент 7 инструмента имеет удлиненную геометрию и, следовательно, продольную ось A элемента инструмента, вокруг которой он может вращаться. Для удаления материала резанием элемент 7 инструмента имеет одну или множество режущих кромок (не показаны). В случае элемента 7 инструмента, как правило, речь идет о фрезерном инструменте, т.е. фрезе, в частности, о фрезе для черновой или чистовой обработки. Режущие кромки могут быть образованы на боковых и/или торцевых поверхностях элемента 7 инструмента, по меньшей мере, на некоторых участках. Элемент 7 инструмента, по меньшей мере в области режущих кромок инструмента, изготовлен из соответствующих инструментальных материалов для режущих кромок, т.е. например, из быстрорежущих сталей, твердых сплавов, керамики, алмаза или нитрида бора (кубического нитрида бора).
Элемент 7 инструмента может иметь сужающуюся в виде конуса или, соответсвенно, конусообразную или цилиндрическую геометрию или, соответственно, основную форму. Элемент 7 инструмента, имеющий сужающуюся в виде конуса или, соответсвенно, конусообразную геометрию, предпочтителен для образования в обрабатываемой заготовке 2 сужающиеся в виде конуса или, соответственно, конусообразные канавки или, соответственно, поверхностных структур наподобие канавок. Кроме того, элемент 7 инструмента может иметь одно или множество суженных в продольном направлении, в частности поднутренных, или расширенных профилирований. Посредством соответствующего профилирования элемента 7 инструмента возможно формирование в обрабатываемой заготовке 2 профилированных канавок или, соответственно, поверхностных структур наподобие канавок. В комбинации сужающейся в виде конуса или, соответсвенно, конусообразной геометрией элемента 7 инструмента при помощи элемента 7 инструмента могут быть выполнены елочные структуры или структуры в форме ласточкина хвоста, т.е. так называемые канавки в форме елки или ласточкина хвоста, например, для изготовления элементов втулок роторов, предназначенных для удерживания турбинных лопаток.
Из ФИГ. 1, 2 видно, что силовая головка 1 имеет, в частности выполненный в виде фланца, крепежный переходной узел 8 для разъемного (без повреждений или, соответственно, разрушений) закрепления силовой головки 1, в частности, на соответствующем крепежном переходном узле 9 функционального узла 10 устройства 11 для обработки резанием заготовок 2, на котором располагается силовая головка 1. В примере осуществления, показанном на ФИГ. 5, в случае расположенного на устройстве функционального узла 10 речь идет о подающем устройстве (подробно не показано) для осуществления подачи силовой головки 1 вдоль поверхности обрабатываемой заготовки или, соответственно, одной из обрабатываемых заготовок 2. Благодаря тому, что крепление может разъединяться, возможен простой и быстрый монтаж на устройстве 11 или, соответственно, расположенном на устройстве функциональном узле 10 или, соответственно, демонтаж с устройства 11 или, соответственно, расположенного на устройстве функционального узла 10 всей силовой головки 1, т.е. простая и быстрая замена или, соответственно, смена силовых головок 1. Разъемное крепление силовой головки 1 на соответствующем расположенном на устройстве функциональном узле 10 делает возможным автоматизируемую или, соответственно, автоматизированную замену силовых головок 1.
Силовая головка 1 может быть закреплена с геометрическим и/или силовым замыканием на функциональном узле 10 устройства 11 посредством взаимодействия крепежного переходного узла 8, расположенного на силовой головке, с крепежным переходным узлом 9, расположенным на устройстве. Для этого со стороны соответствующих крепежных переходных узлов 8, 9 имеются соответствующие крепежные участки или, соответственно, элементы 12, 13, делающие возможным разъемное крепление, например, с геометрическим и/или силовым замыканием, силовой головки 1 на расположенном на устройстве функциональном узле 10. В случае соответствующих крепежных участков 12, 13 или, соответственно, элементов речь может идти об участках геометрического замыкания, т.е., например, о выступах и/или выемках, обеспечивающих фиксацию силовой головки 1 на расположенном на устройстве функциональном узле 10, или об участках силового замыкания, т.е., например, о резьбовых отверстиях и/или болтах с резьбой, обеспечивающих привинчивание силовой головки 1 к расположенному на устройстве функциональному узлу 10.
Хотя на ФИГ. 1, 2 это не показано, в дополнение к описанным первой и второй траекториям перемещения, по которым или, соответственно, вдоль которых в плоскости E перемещения может двигаться обрабатывающий инструмент 3, при необходимости кроме того, движущийся по третьей траектории перемещения. Для этого может быть предусмотрен дополнительный приводной узел (не показан), предназначенный для перемещения обрабатывающего инструмента 3 по третьей траектории перемещения, проходящей под углом, в частности под прямым углом, к плоскости E перемещения. В случае третьей траектории перемещения, как правило, речь идет о вертикально ориентированной траектории перемещения (направление x).
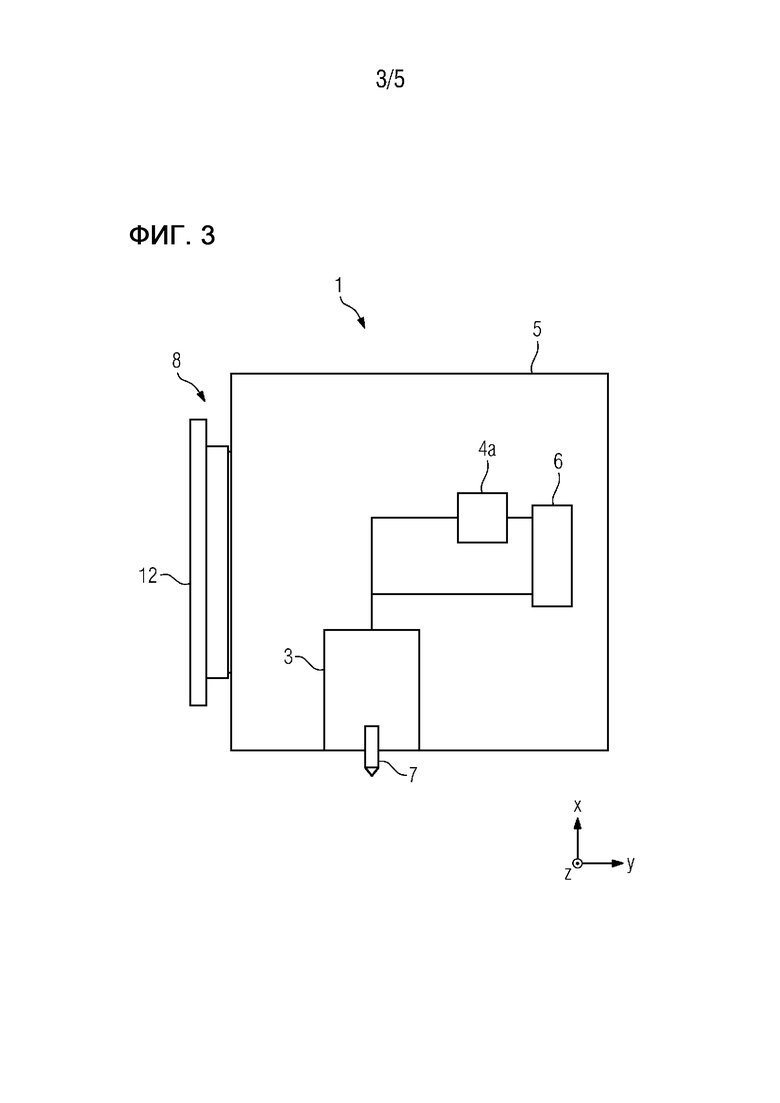
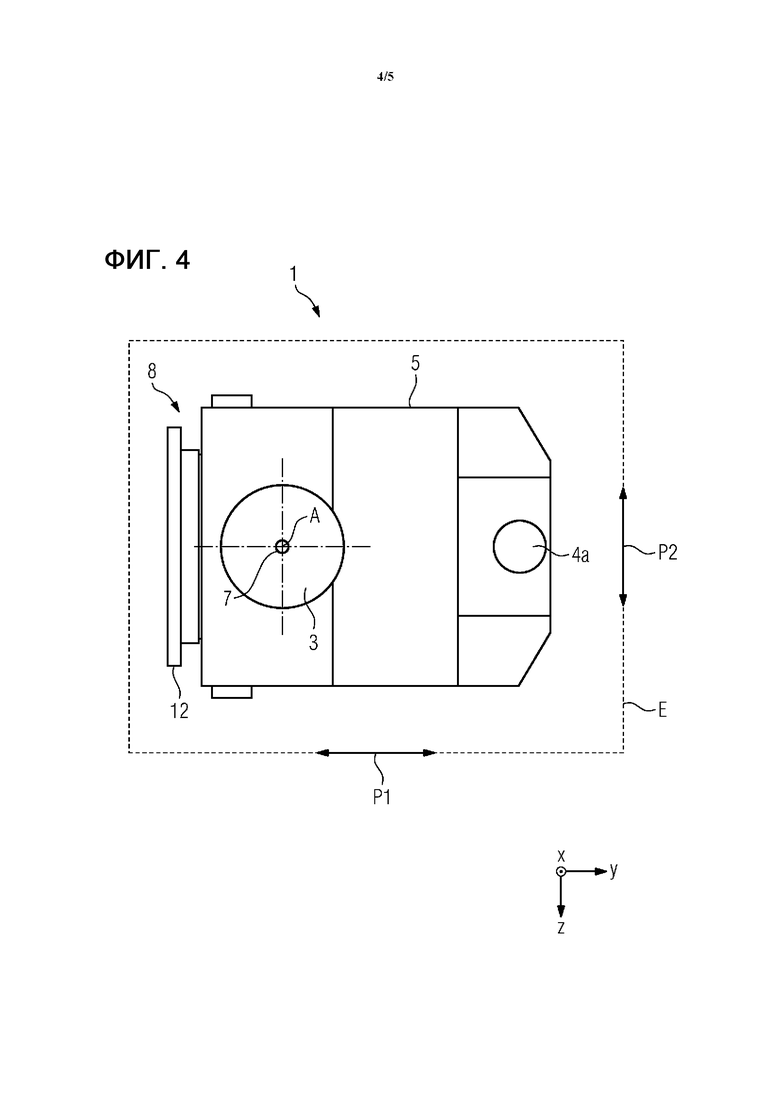
На каждой из ФИГ. 3, 4 показана принципиальная схема силовой головки 1 согласно второму примеру осуществления. На ФИГ. 3 силовая головка 1 показана на виде сбоку, на ФИГ. 4 - на виде сверху.
В отличие от первого примера осуществления, показанного на ФИГ. 1, 2, в соответствии со вторым примером осуществления силовая головка 1 имеет только один (одинственный) приводной узел 4a. Приводной узел 4a выполнен с возможностью, в частности комбинированного, перемещенияобрабатывающего инструмента 3 по первой траектории перемещения и по второй траектории перемещения, отличной от первой траектории перемещения. Поэтому приводной узел 4a, выполненный, например, в виде планарного двигателя, выполненного с возможностью перемещения обрабатывающего инструмента по двум разным траекториям перемещения, берет на себя функцию двух отдельных приводных узлов 4a-4c, выполненных согласно первому примеру осуществления, так что пояснения, данные в связи с первым примером осуществления, аналогичным образом действуют в отношении второго примера осуществления. Таким образом, обрабатывающий инструмент 3 в соответствии со вторым примером осуществления может перемещаться в плоскости E обработки аналогично обрабатывающему инструменту 3 согласно первому примеру осуществления.
На ФИГ. 5 на виде сбоку, аналогичном ФИГ. 1, показана принципиальная схема устройства 11 для обработки резанием, в частности для токарной обработки и/или фрезерования в частности удлиненных заготовок 2, в частности валов, чтобы сформировать в поверхности соответствующей заготовки 2 канавки или структуры поверхности наподобие канавок. В случае устройства 11 речь может идти, например, о фрезерной установке или, соответственно, станке. Устройство 11 содержит силовую головку 1.
Функциональный узел 10 устройства 11 представляет собой связанное с силовой головкой 1 подающее устройство (подробно не показано), выполненное с возможностью осуществления подачи (направление z) всей силовой головки 1 относительно обрабатываемой заготовки 2, т.е. в частности вдоль поверхности обрабатываемой заготовки 2. Соединение подающего устройства и силовой головки 1 выполнено при помощи разъемного крепления силовой головки 1 на подающем устройстве, осуществленного в результате вышеописанного взаимодействия крепежных переходных узлов 8, 9, расположенных на силовой головке и устройстве.
При помощи силовой головки 1 или, соответственно, устройства 11 может быть осуществлен способ обработки резанием заготовок 2. В частности указанный способ может применяться для формирования канавок или поверхностных структур наподобие канавок, в частности с различными профилированиями, в поверхности заготовки 2, обрабатываемой резанием, т.е., например, вала. Этим способом могут быть образованы практически любые геометрии канавок, при необходимости с по-разному профилированными или, соответственно, по-разному проходящими участками (глубины) канавок, т.е., например, канавки в форме головки молотка, ласточкина хвоста или елки.
Как правило, этот способ включает первый этап, в соответствии с которым предоставляют заготовку 2, подлежащую обработке резанием, и закрепляют или, соответственно, фиксируют в устройстве 11, и по меньшей мере еще один этап, в соответствии с которым выполняют обработку резанием, т.е., например, токарную обработку и/или фрезерование, обрабатываемой заготовки 2. В соответствии с этим способом обработку резанием заготовки 2 могут осуществить в процессе множества подэтапов.

Изобретение относится к области металлообработки и может быть использовано, например, для выполнения на поверхности заготовок канавок. Силовая головка (1) для обработки резанием заготовок (2) содержит обрабатывающий инструмент (3), установленный или выполненный в корпусной детали (5) силовой головки (1) с возможностью перемещения в горизонтальной плоскости (E) перемещения, по меньшей мере один приводной узел (4a-4b) для перемещения обрабатывающего инструмента (3), расположенный или выполненный на корпусной детали (5) или в корпусной детали (5) силовой головки (1). При этом приводной узел (4a-4b) выполнен с возможностью обеспечения комбинированного перемещения обрабатывающего инструмента (3) по первой траектории перемещения и по второй траектории перемещения, отличной от первой траектории перемещения, а обрабатывающий инструмент (3) установлен с возможностью трохоидальных или циклоидных перемещений относительно корпусной детали (5) по меньшей мере по двум различным комбинированным траекториям перемещения. Использование изобретения позволяет повысить точность обработки. 3 н. и 10 з.п. ф-лы, 5 ил.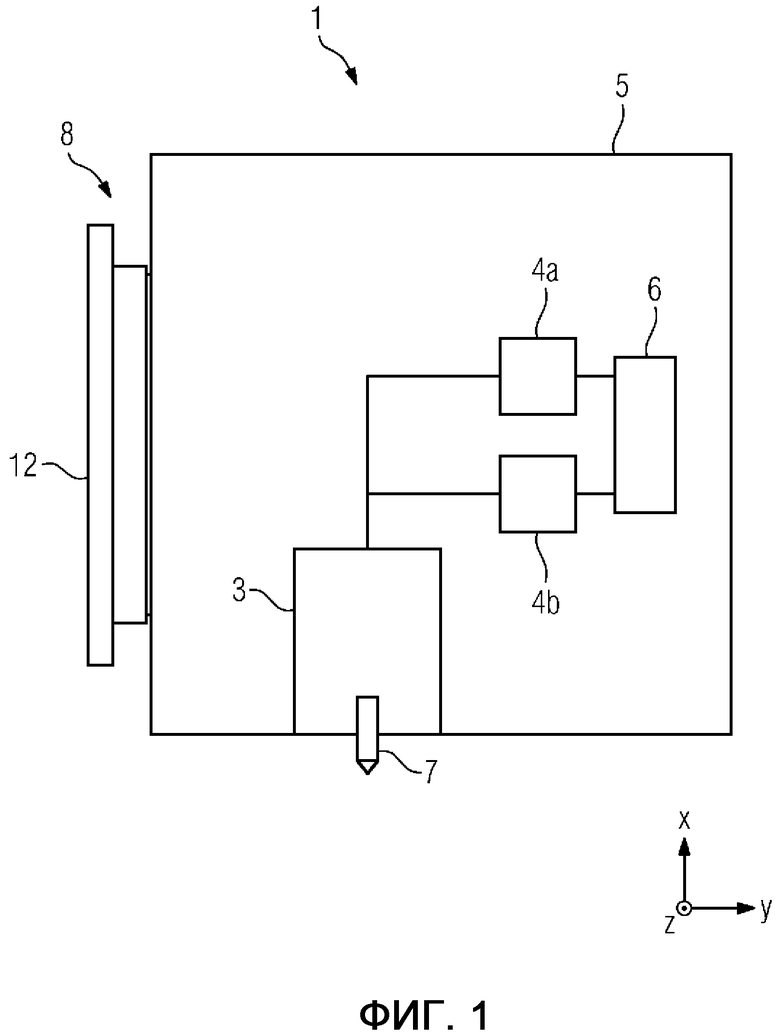
1. Силовая головка (1) для обработки резанием заготовок (2), содержащая
обрабатывающий инструмент (3), установленный или выполненный в корпусной детали (5) силовой головки (1) с возможностью перемещения в горизонтальной плоскости (E) перемещения,
по меньшей мере один приводной узел (4a-4с) для перемещения обрабатывающего инструмента (3), расположенный или выполненный на корпусной детали (5) или в корпусной детали (5) силовой головки (1), отличающаяся тем, что
по меньшей мере один приводной узел (4a-4с) выполнен с возможностью обеспечения комбинированного перемещения обрабатывающего инструмента (3) по первой траектории перемещения и по второй траектории перемещения, отличной от первой траектории перемещения, при этом
обрабатывающий инструмент (3) установлен с возможностью трохоидальных или циклоидных перемещений относительно корпусной детали (5) по меньшей мере по двум различным комбинированным траекториям перемещения.
2. Силовая головка по п. 1, отличающаяся тем, что силовая головка (1) содержит два отдельных приводных узла (4a-4c), причем первый приводной узел (4a, 4b) выполнен с возможностью перемещения обрабатывающего инструмента (3) по первой траектории перемещения, а второй приводной узел (4c) выполнен с возможностью перемещения обрабатывающего инструмента (3) по второй траектории перемещения, отличной от первой траектории перемещения.
3. Силовая головка по п. 1 или 2, отличающаяся тем, что первый приводной узел (4a, 4b) выполнен с возможностью перемещения обрабатывающего инструмента (3) по первой траектории перемещения в виде первой оси линейного перемещения, в частности проходящей поперек продольной оси заготовки (2), обрабатываемой резанием, а второй приводной узел (4c) выполнен с возможностью перемещения обрабатывающего инструмента (3) по второй траектории перемещения в виде второй оси линейного перемещения, в частности проходящей параллельно продольной оси заготовки (2), обрабатываемой резанием.
4. Силовая головка по любому из пп. 1-3, отличающаяся тем, что она содержит управляющее устройство (6), выполненное с возможностью управления приводным узлом (4a), в частности первым и вторым приводным узлом (4a-4c), для выполнения комбинированного, в частности трохоидального, перемещения обрабатывающего инструмента (3) в плоскости (E) перемещения.
5. Силовая головка по любому из пп. 1-4, отличающаяся тем, что обрабатывающий инструмент (3) содержит по меньшей мере одну режущую кромку.
6. Силовая головка по п. 5, отличающаяся тем, что обрабатывающий инструмент (3) имеет удлиненную, в частности, сужающуюся в виде конуса или цилиндрическую геометрическую форму.
7. Силовая головка по п. 5 или 6, отличающаяся тем, что обрабатывающий инструмент (3) имеет по меньшей мере одно профилирование, суженное в продольном направлении, в частности поднутренное, или расширенное.
8. Силовая головка по любому из пп. 1-7, отличающаяся тем, что она содержит по меньшей мере один крепежный переходный узел (8), в частности выполненный в виде фланца, для разъемного закрепления силовой головки (1), в частности, на соответствующем крепежном переходном узле (9) функционального узла (10), в частности, устройства для подачи силовой головки (1) вдоль поверхности обрабатываемой заготовки (2), установленного в устройстве (11) для обработки резанием заготовок (2), на котором располагается силовая головка (1).
9. Силовая головка по любому из пп. 1-8, отличающаяся тем, что по меньшей мере один приводной узел (4a), в частности первый и второй приводной узел (4a-4c), выполнен, в частности, в виде электрического приводного двигателя или содержит по меньшей мере один, в частности, электрический приводной двигатель.
10. Силовая головка по любому из пп. 1-9, отличающаяся тем, что она содержит дополнительный приводной узел, выполненный с возможностью перемещения обрабатывающего инструмента (3) по третьей оси перемещения, проходящей под углом, в частности под прямым углом, к плоскости (E) перемещения, определяемой первой и второй траекторией перемещения.
11. Устройство (11) для обработки резанием заготовок (2), имеющее возможность формирования в поверхности заготовки канавок или структур поверхности наподобие канавок, отличающееся тем, что оно снабжено силовой головкой (1) по любому из пп 1-10.
12. Устройство по п. 11, отличающееся тем, что оно содержит соединенное с силовой головкой (1) подающее устройство (10), выполненное с возможностью осуществления подачи силовой головки (1) вдоль поверхности обрабатываемой заготовки (2).
13. Способ обработки резанием заготовок (2) для формирования в поверхности заготовки (2) канавок или структур поверхности наподобие канавок, включающий использование силовой головки по любому из пп. 1-10, посредством которой осуществляют трохоидальные или циклоидные перемещения обрабатывающего инструмента (3) по меньшей мере по двум различным комбинированным траекториям перемещения.
| Способ группирования взрывов при сейсморазведке | 1958 |
|
SU126274A1 |
| Машина для лущения овса | 1929 |
|
SU22442A1 |
| RU 148381 U1, 13.05.2014 | |||
| CN 204449443 U, 08.07.2015 | |||
| CN 204159956 U, 18.02.2015 | |||
| DE 102006025197 A1, 06.12.2007 | |||
| US 2004025761 A1, 12.02.2004. | |||

