Изобретение относится к области электроники и может быть использовано для изготовления электродов термостойких долговечных искровых разрядников с повышенной стабильностью напряжения пробоя.
Известно изобретение «Материал для изготовления электродов коллектора электровакуумного прибора СВЧ» (см. патент РФ №2077090, МПК H01J 23/027, опубл. 01.06.1993 г.), где в качестве материала для изготовления электродов коллектора ЭВП СВЧ применен молибдено-медный дисперсионно упрочненный композиционный псевдосплав МД 50.
Известно авторское свидетельство «Материал для электродов долговечных искровых разрядников» (см. описание изобретения к А.С. СССР №906291, МПК H01J 17/04, H01J 19/30, опубл. 30.08.1992 г.), состоящий из вольфрама, никеля и окиси щелочноземельного металла (окись стронция) в следующем соотношении: окись стронция - 2.0-5.5%; никель - 2,0-3,5%; вольфрам - остальное. Смесь порошков вольфрама, никеля и окиси стронция получали методом химического смешивания путем осаждения карбонатов никеля и стронция в суспензию частиц вольфрамового ангидрида с последующей фильтрацией, сушкой и избирательным восстановлением в водороде при температуре 900°С. Компактные изделия, например, электроды получают холодным прессованием порошка при давлении 1,5-3,0 т/см2 с последующим спеканием в водороде при температуре 1350°С в течение 1-2 часов (прототип).
К причинам, препятствующим достижению указанного ниже технического результата, является то, что электроды, изготовленные из известных материалов, не обеспечивают заданной долговечности и стабильности статического напряжения пробоя разрядников вследствие снижения плотности, повышения пористости и снижения прочности электродного материала.
Сущность предлагаемого способа заключается в том, что порошковую смесь для электродов готовят из вольфрама, никеля и карбоната стронция в следующем соотношении: карбонат стронция - 2,0…6,0%; никель - 2,0…4,5%; вольфрам - остальное, причем порошок вольфрам готовят из двух фракций 0,5 и 5,0 мкм по Фишеру в соотношении 70/30, порошок никеля - из двух фракций 1,0 и 0,1 мкм по Фишеру в соотношении 80/20 карбонат стронция имеет фракцию 1 мкм по Фишеру, смешивание порошков производят в среде водного раствора поливинилового спирта в планетарной мельнице, сушку полученной смеси производят в вакууме с периодическим заполнением печи азотом, высушенную смесь гранулируют протиранием через сито, полученный гранулят просеивают через сита и отделяют гранулят размером более 0,1 мм, из отделенного гранулята получают заготовки электродов путем холодного прессования, выжигают из прессованных заготовок электродов поливиниловый спирт в протоке водорода при температуре 1050°С, преобразуют карбонат стронция в оксид стронция путем нагрева заготовок электродов в вакууме не хуже 10-4 Па при температуре 1300°С, спекают заготовки электродов в вакууме не хуже 10-4 Па при температуре 1430°С, заготовки электродов охлаждают в вакууме не хуже 10-4 Па до температуры 800°С и наполняют печь аргоном до давления 1,2 Бар, заготовки электродов охлаждают в среде аргона до нормальной температуры и подвергают механической обработке.
Технологическая линия изготовления электродов искровых разрядников включает участок приготовления гранулята порошковой смеси, состоящий из дистиллятора, весов, плитки нагревательной, линейного шейкера, планетарной мельницы, низкотемпературной вакуумной электропечи с контролируемой газовой средой, вибростенда и набора сит; участок прессования и термической обработки заготовок электродов, состоящий из весов, прессов, высокотемпературной электропечи печи с контролируемой газовой средой, высокотемпературной вакуумной электропечи с контролируемой газовой средой; участок механической обработки заготовок, состоящий из токарного станка с ЧПУ и электроэрозионного прошивного станка; участок контроля, состоящий из аналитических весов, комплекта для гидростатического взвешивания, настольного токарного станка, измерительного микроскопа.
Техническим результатом изобретения является повышение долговечности искровых разрядников и стабильности статического напряжения пробоя искровых разрядников.
Указанный технический результат при осуществлении изобретения достигается тем, что способ изготовления электродов искровых разрядников включает смешивание порошков вольфрама, никеля и химического соединения редкоземельного металла с последующим осаждением, фильтрацией, сушкой и избирательным восстановлением в водороде, а затем холодным прессованием и спеканием в водороде. Кроме того, порошковую смесь для электродов готовят из вольфрама, никеля и карбоната стронция в следующем соотношении: карбонат стронция - 2,0…6,0%; никель - 2,0…4,5%; вольфрам - остальное, причем порошок вольфрама готовят из двух фракций 0,5 и 5,0 мкм по Фишеру в соотношении 70/30, порошок никеля - из двух фракций 1,0 и 0,1 мкм по Фишеру в соотношении 80/20 карбонат стронция имеет фракцию 1 мкм по Фишеру, смешивание порошков производят в среде водного раствора поливинилового спирта в планетарной мельнице, сушку полученной смеси производят в вакууме с периодическим заполнением печи азотом, высушенную смесь гранулируют протиранием через сито, полученный гранулят просеивают через сита и отделяют гранулят размером более 0,1 мм, из отделенного гранулята получают заготовки электродов путем холодного прессования, выжигают из прессованных заготовок электродов поливиниловый спирт в протоке водорода при температуре 1050°С, преобразуют карбонат стронция в оксид стронция путем нагрева заготовок электродов в вакууме не хуже 10-4 Па при температуре 1300°С, спекают заготовки электродов в вакууме не хуже 10-4 Па при температуре 1430°С, заготовки электродов охлаждают в вакууме не хуже 10-4 Па до температуры 800°С и наполняют печь аргоном до давления 1,2 Бар, заготовки электродов охлаждают в среде аргона до нормальной температуры и подвергают заготовки электродов механической обработке - изготавливают электроды.
Проведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию «новизна».
Изготовление электродов искровых разрядников осуществляют следующим образом. На участке изготовления гранулята порошковой смеси приготавливают водный раствор поливинилового спирта (ПВС) путем навески порошка ПВС на весах. Полученную в дистилляторе дистиллированную воду помещают на нагревательную плитку, добавляют навеску ПВС и нагревают до 90°С. Нагретый раствор ПВС помещают в горизонтальный шейкер для интенсивного перемешивания до полного растворения ПВС. На весах проводят навеску порошков вольфрама, никеля и карбоната стронция в следующем соотношении: карбонат стронция - 2,0…6,0%; никель - 2,0…4,5%; вольфрам - остальное, причем порошок вольфрама готовят из двух фракций 0,5 и 5,0 мкм по Фишеру в соотношении 70/30, порошок никеля - из двух фракций 1,0 и 0,1 мкм по Фишеру в соотношении 80/20, карбонат стронция имеет фракцию 1 мкм по Фишеру. Навеску порошков помещают в планетарную мельницу, добавляют водный раствор ПВС и перемешивают. Порошковую смесь в растворе ПВС извлекают из планетарной мельницы и помещают в низкотемпературную вакуумную печь с контролируемой газовой средой, нагревают, вакуумируют, причем печь периодически наполняют аргоном и вновь вакуумируют для ускорения процесса сушки порошковой смеси и удаления кислорода из среды для предотвращения окисления компонентов порошковой смеси. Высушенную порошковую смесь гранулируют путем протирания ее через сито и просеивания протертой смеси через комплект сит на вибростенде, отделяя гранулят размером более 0,1 мм. Отделенный гранулят навешивают на весах, навески компактируют в прессах и путем холодного прессования получают заготовки электродов. Заготовки электродов помещают в высокотемпературную электропечь с контролируемой газовой средой и в протоке водорода при температуре 1050°С выжигают из заготовок электродов поливиниловый спирт. Заготовки электродов помещают в высокотемпературную вакуумную электропечь с контролируемой газовой средой и при уровне вакуума не хуже 10-4 Па и температуре 1300°С преобразуют карбонат стронция в оксид стронция. Спекают заготовки электродов при температуре в печи 1430°С и вакууме не хуже 10-4 Па. Охлаждают заготовки электродов в печи до температуры 800°С в вакууме не хуже 10-4 Па и наполняют печь аргоном до давления 1,2 Бар. Охлаждают заготовки электродов в среде аргона до нормальной температуры. На участке контроля с использованием аналитических весов и комплекта для гидростатического взвешивания определяют плотность заготовок электродов, с помощью настольного токарного станка определяют обрабатываемость заготовок электродов и с помощью измерительного микроскопа определяют качество (пористость) обработанной поверхности. На механическом участке с использованием токарного станка с ЧПУ и электроэрозионного прошивного станка заготовки электродов подвергают механической обработке и получают электроды искровых разрядников.
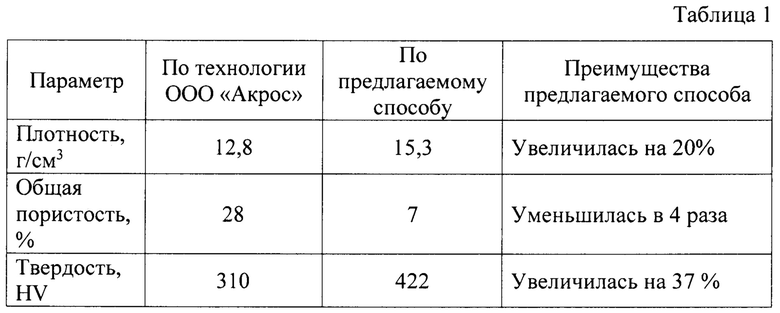
Предложенный способ изготовления электродов обеспечивает повышение плотности и прочности электродного материала, а также приводит к снижению их пористости, что, в конечном итоге, повышает долговечность и стабильность статического напряжения пробоя искровых разрядников.
Были проведены сравнительные измерения параметров заготовок электродов, выпускаемых серийно ООО «Акрос» (г. Калуга) и заготовок электродов, изготовленных по предлагаемому способу. Результаты сравнительных измерений представлены в таблице 1.
Проведены сравнительные испытания защитных разрядников двухпроводной линии типа Р-64-1, произведенных с использованием электродов, изготовленных по технологии ООО «Акрос» и с использованием электродов, изготовленных по предлагаемой технологии (см. табл. 2).
Проверка защитных разрядников была проведена по двум параметрам:
- стабильность статического напряжения пробоя;
- срок службы.
Проверку стабильности статического напряжения пробоя защитных разрядников проводилась на трех экземплярах разрядников. На разрядник подавалось пилообразное возрастающее напряжение со скоростью нарастания 200 В/с. Параметры формируемых импульсов разряда:
- форма импульса тока - экспоненциальная;
- амплитуда импульса тока - 1 кА;
- длительность импульса тока (по уровню 0,5) - 125 мкс;
- количество импульсов - 50;
- период следования - 1 мин.
Результаты сравнительных испытаний разрядников представлены в таблице 2.
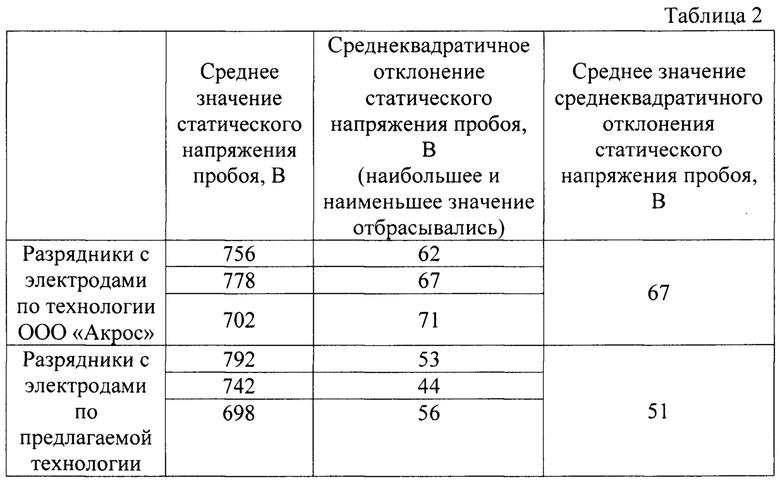
ВЫВОД: стабильность статического напряжения пробоя разрядников с электродами по предлагаемой технологии выше в 1,3 раза.
Проверку долговечности проводилась на трех экземплярах разрядников (см. табл. 3). На разрядник подавалось пилообразное возрастающее напряжение со скоростью нарастания 200 В/с. Параметры формируемых импульсов разряда:
- форма импульса тока - экспоненциальная;
- амплитуда импульса тока - 1 кА;
- длительность импульса тока (по уровню 0,5) - 5 мс;
- количество электричества в импульсе - 15 Кл;
- период следования - 1 мин.
Критерий отказа:
- выход статического напряжения пробоя за номинальный диапазон 0,6…0,9 кВ;
- снижение сопротивления изоляции менее 100 Мом.

ВЫВОД: долговечность разрядников с электродами по предлагаемой технологии выше в 1,3 раза.
Таким образом, вышеизложенное описание свидетельствует о выполнении при использовании заявленного изобретения следующей совокупности условий:
- средство, воплощающее заявленное изобретение, при его осуществлении предназначено для изготовления электродов термостойких долговечных искровых разрядников с повышенной стабильностью напряжения пробоя;
- для заявленной технологической линии в том виде, как она охарактеризована в изложенной формуле изобретения, подтверждена возможность ее осуществления с помощью описанных в заявке средств и методов;
- средство, воплощающее заявленное изобретение при осуществлении, способно обеспечить достижение усматриваемых заявителем поставленных технических задач.
Следовательно, заявленное изобретение соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2016 |
|
RU2623566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2009 |
|
RU2414329C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2010 |
|
RU2444418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ ПСЕВДОСПЛАВА ВОЛЬФРАМ-МЕДЬ | 2003 |
|
RU2243855C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛОВ СПЛАВА ВОЛЬФРАМ-ТАНТАЛ | 2011 |
|
RU2453624C1 |
| Материал для электродов долговечных искровых разрядников | 1980 |
|
SU906291A1 |
| Многослойная твердосплавная пластина и способ ее получения | 2020 |
|
RU2749734C1 |
| Способ получения порошка быстрорежущей стали механическим легированием | 2022 |
|
RU2799363C1 |
| Способ получения объемного композиционного материала никель - диоксид циркония с повышенной устойчивостью к окислению | 2018 |
|
RU2704343C1 |
| Способ изготовления составной ветви термоэлемента, работающей в диапазоне температур от комнатной до 900o C | 2015 |
|
RU2607299C1 |
Изобретение относится к области электроники и может быть использовано для изготовления электродов термостойких долговечных искровых разрядников с повышенной стабильностью напряжения пробоя. Cпособ изготовления электродов искровых разрядников включает смешивание порошков вольфрама, никеля и карбоната стронция в следующем соотношении: карбонат стронция - 2,0…6,0%; никель - 2,0…4,5%; вольфрам - остальное, причем порошок вольфрама готовят из двух фракций 0,5 и 5,0 мкм по Фишеру в соотношении 70/30, порошок никеля - из двух фракций 1,0 и 0,1 мкм по Фишеру в соотношении 80/20, карбонат стронция имеет фракцию 1 мкм по Фишеру, высушенную смесь гранулируют протиранием через сито. Отделяют гранулят размером более 0,1 мм. Из отделенного гранулята получают заготовки электродов путем холодного прессования. Спекают заготовки электродов в вакууме при температуре 1430°С, заготовки электродов охлаждают до температуры 800°С. Заготовки электродов охлаждают в среде аргона и подвергают заготовки электродов механической обработке. Изобретение позволяет повысить долговечность искровых разрядников и стабильность статического напряжения пробоя. 2 н.п. ф-лы, 3 табл.
1. Способ изготовления электродов искровых разрядников, включающий смешивание порошков вольфрама, никеля и химического соединения редкоземельного металла с последующим осаждением, фильтрацией, сушкой и избирательным восстановлением в водороде, а затем холодным прессованием и спеканием в водороде, отличающийся тем, что порошковую смесь для электродов готовят из вольфрама, никеля и карбоната стронция в следующем соотношении: карбонат стронция - 2,0…6,0%; никель - 2,0…4,5%; вольфрам - остальное, причем порошок вольфрам готовят из двух фракций 0,5 и 5,0 мкм по Фишеру в соотношении 70/30, порошок никеля - из двух фракций 1,0 и 0,1 мкм по Фишеру в соотношении 80/20, карбонат стронция имеет фракцию 1 мкм по Фишеру, смешивание порошков производят в среде водного раствора поливинилового спирта в планетарной мельнице, сушку полученной смеси производят в вакууме с периодическим заполнением печи азотом, высушенную смесь гранулируют протиранием через сито, полученный гранулят просеивают через сита и отделяют гранулят размером более 0,1 мм, из отделенного гранулята получают заготовки электродов путем холодного прессования, выжигают из прессованных заготовок электродов поливиниловый спирт в протоке водорода при температуре 1050°С, преобразуют карбонат стронция в оксид стронция путем нагрева заготовок электродов в вакууме не хуже 10-4 Па при температуре 1300°С, спекают заготовки электродов в вакууме не хуже 10-4 Па при температуре 1430°С, заготовки электродов охлаждают в вакууме не хуже 10-4 Па до температуры 800°С и наполняют печь аргоном до давления 1,2 Бар, заготовки электродов охлаждают в среде аргона до нормальной температуры и подвергают механической обработке - изготавливают электроды.
2. Технологическая линия изготовления электродов искровых разрядников, включающая участок приготовления гранулята порошковой смеси, состоящий из дистиллятора, весов, плитки нагревательной, линейного шейкера, планетарной мельницы, низкотемпературной вакуумной электропечи с контролируемой газовой средой, вибростенда и набора сит, участок прессования и термической обработки заготовок, состоящий из весов и прессов, высокотемпературной электропечи печи с контролируемой газовой средой, высокотемпературной вакуумной электропечи с контролируемой газовой средой, участок механической обработки заготовок, состоящий из токарного станка с ЧПУ и электроэрозионного прошивного станка, участок контроля, состоящий из аналитических весов, комплекта для гидростатического взвешивания, настольного токарного станка, измерительного микроскопа.
| Материал для электродов долговечных искровых разрядников | 1980 |
|
SU906291A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2010 |
|
RU2444418C1 |
| Разрядник | 1977 |
|
SU710082A1 |
| FR 1310430 A, 23.11.1962. | |||

