Изобретение относится к способу обработки турбинных лопаток резанием на многоосевом станке, при котором турбинная лопатка удерживается поворотным зажимным устройством основания лопатки и поворотным зажимным устройством кромки лопатки и обрабатывается с помощью инструмента, который зажат в шпинделе инструмента.
В таких способах известной проблемой является упругий прогиб турбинной лопатки, который вызван силами резания. Этот прогиб отрицательно влияет на точность обработки и может привести к вибрациям в лопатке турбины, в результате чего ухудшается качество поверхности на участках профиля, которые были подвергнуты механической обработке.
Одно из решений вышеуказанной проблемы известно из документа ЕР 261896 В1, в котором турбинная лопатка при обработке поддерживается на некоторых участках при помощи люнета, который может передвигаться вдоль оси лопатки. Этот люнет имеет ряд плунжеров, которые могут перемещаться вдоль его оси и прижимаются к турбинной лопатке для ее поддержки. Люнет требует наличия относительно большого объема пространства вокруг турбинной лопатки, требует дополнительных приводов, отрицательно влияет на доступность к турбинной лопатке и может помешать падению стружки. Кроме того, во время смены обрабатываемой секции профиля люнет должен быть обойден инструментом, что требует значительных затрат на программирование, и в любом случае предполагает определенный риск столкновения. Кроме того, уже обработанная поверхность лопатки может быть повреждена плунжерами, например, когда они оставляют отпечатки.
В документах СН 693610 А5 и WO 2015/157166 A1 показаны устройства с зажимными губками, которые адаптированы к профилю лопатки, однако заготовка должна быть перезакреплена, чтобы иметь возможность обработать все секции профиля.
Исходя из этого уровня техники, задача настоящего изобретения заключается в предложении способа обработки турбинных лопаток резанием, в котором лопатка турбины обрабатывается при одном единственном зажиме, при этом в области кромки лопатки зажим таков, что прогиб турбинной лопатки вследствие усилий резания уменьшается, и колебания демпфируются.
Указанная задача решается согласно изобретению за счет того, что сначала с помощью инструмента обрабатывают первую секцию профиля, который прилегает к кромке лопатки, затем инструмент отводят, и шпиндель инструмента захватывает дополнительное зажимное устройство, которое имеет зажимные губки, адаптированные к первой секции профиля, причем указанное дополнительное зажимное устройство располагают на зажимном устройстве кромки лопатки таким образом, что зажимные губки размещены на первой секции профиля, а шпиндель инструмента захватывает инструмент и обрабатывает им оставшуюся секцию профиля.
Этот вариант реализации в соответствии с изобретением имеет следующие преимущества. Пространство между зажимным устройством основания лопатки и дополнительным зажимным устройством остается свободным во время обработки оставшейся секции профиля, так что турбинная лопатка остается доступной для инструмента, и стружка может свободно падать вниз. Благодаря указанной доступности не возникает риск столкновения для инструмента, и программирование механической обработки становится по сравнению с известным уровнем техники более простым. Кроме того, станку не требуется дополнительная ось для операций с дополнительным зажимным устройством, и также щадится поверхность профиля лопатки в результате применения адаптированных зажимных губок.
Конкретные варианты осуществления изобретения описаны в зависимых пунктах.
Примеры вариантов осуществления изобретения описаны ниже со ссылкой на прилагаемые чертежи, на которых:
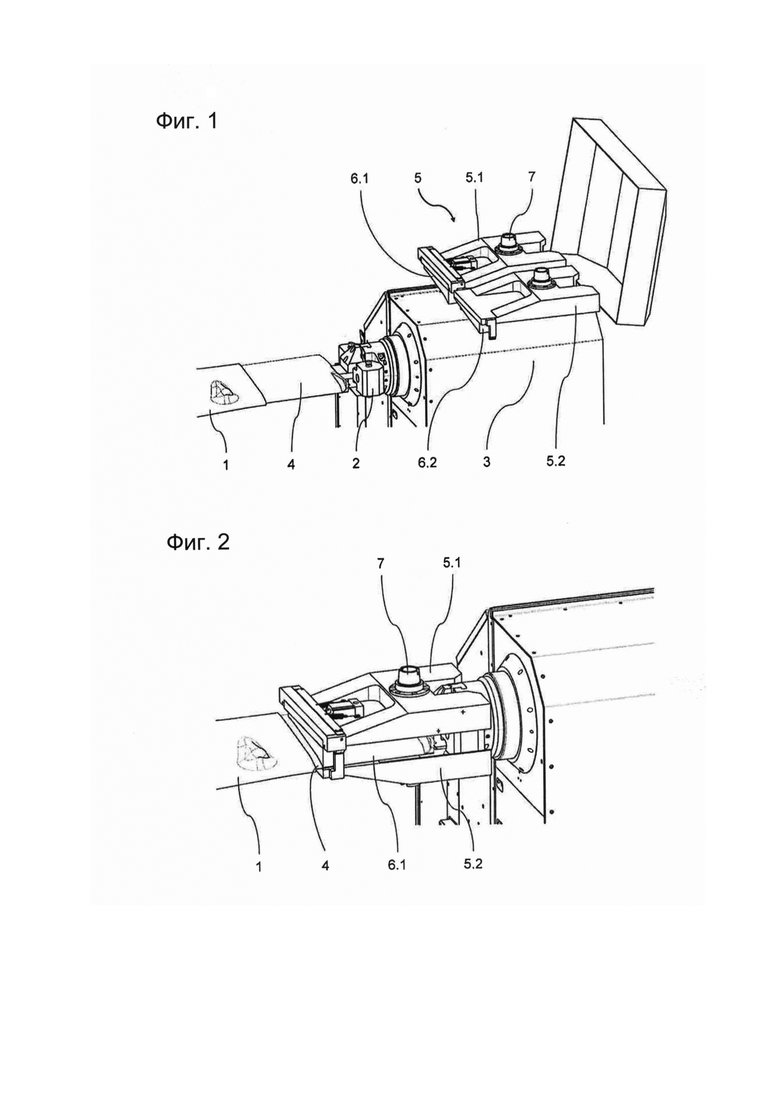
На фигуре 1 показан вид в перспективе станка в области зажимного устройства кромки лопатки после обработки первой секции профиля, и
На фигуре 2 показан вид, соответствующий Фиг. 1, после введения дополнительного зажимного устройства.
Оба чертежа показывают в перспективе вид области станка во время обработки турбинной лопатки 1, с зажимным устройством 2 кромки лопатки, приводимым с возможностью вращения. Оси и привод этого зажимного устройства 2 кромки лопатки размещены в корпусе 3. Предусмотрены также зажимное устройство основания лопатки, которое расположено напротив зажимного устройства 2 для кромки лопатки, и ось инструмента, которая ориентирована под углом к продольной оси лопатки 1 турбины, но они не показаны на чертежах. Как показано на Фиг. 1, первая секция 4 профиля, которая примыкает к кромке лопатки, уже обработана с помощью инструмента. Эта обработка не обязательно должна быть чистовой обработкой. Важно только, что секция профиля обеспечивает определенную, стабильную поверхность прилегания для описанных зажимных губок.
Дополнительное зажимное устройство 5, состоящее из двух частей 5.1 и 5.2, для стабилизации первой секции 4 профиля установлено, как показано на Фиг. 1, на корпусе 3 для последующего применения. Каждая часть 5.1, 5.2 дополнительного зажимного устройства 5 оснащена зажимной губкой 6.1, 6.2, зажимная поверхность которых адаптирована к уже обработанной первой секции 4 профиля. Зажимные губки 6.1 и 6.2 не должны прилегать к секции профиля 4 по всей поверхности, но могут иметь участки с прерванным контактом. Каждая часть 5.1, 5.2 дополнительного зажимного устройства 5 также имеет выступающий вверх штифт 7 для манипуляций, который может быть захвачен шпинделем инструмента после того, как инструмент, например фреза, который был ранее зажат в шпинделе, перемещен в инструментальный магазин.
На изображении согласно Фиг. 2 две части 5.1 и 5.2 дополнительного зажимного устройства 5 были приведены в их положение на кромке лопатки с помощью шпинделя инструмента и крепко зажаты. Для этого сначала первая часть 5.1 была захвачена шпинделем инструмента за ее штифт 7 для манипуляций и с помощью зажимного устройства с нулевой точкой зафиксирована на зажимном устройстве 2 для кромки лопатки, например, на стороне всасывания турбинной лопатки 1, и лопатка турбины была затем повернута на 180 градусов. После этого вторая часть 5.2 была зафиксирована с помощью шпинделя инструмента аналогичным образом на напорной стороне турбинной лопатки. Ножки 7 для манипулирования выполнены полыми и позволяют манипулировать дополнительным зажимным устройством 5, например, посредством текучей среды под давлением, например сжатого воздуха, которые подаются через шпиндель инструмента. При этом дополнительное зажимное устройство 5 высвобождается под давлением и зажимается, если давление снято.
По сравнению с решением, которое известно из упомянутого выше документа ЕР 2618961 В1, описанный способ реализуется при существенно меньших затратах и практически без технического обслуживания. Кроме того, программирование является менее сложным и позволяет осуществить фиксированное, полностью автоматическое позиционирование инструмента без риска столкновения, даже в случае переменной величины заготовки.
Список обозначений
1 Турбинная лопатка
2 Зажимное устройство для кромки лопатки
3 Корпус
4 Первая секция профиля
5 Дополнительное зажимное устройство
5.1 Часть дополнительного зажимного устройства 5
5.2 Часть дополнительного зажимного устройства 5
6.1 Зажимная губка
6.2 Зажимная губка
7 Штифт для манипуляций
Группа изобретений относится к обработке материалов резанием и может быть использована для обработки турбинных лопаток на многоосевом станке. В способе обработки турбинную лопатку удерживают поворотным зажимным устройством для основания лопатки и поворотным зажимным устройством для кромки лопатки и обрабатывают инструментом, который закрепляют в шпинделе станка. Сначала обрабатывают первую секцию профиля, которая примыкает к кромке лопатки, с помощью инструмента, который затем отводится. Далее шпиндель инструмента захватывает дополнительное зажимное устройство, которое имеет зажимные губки, адаптированные к обработанной первой секции профиля. Дополнительное зажимное устройство располагают на зажимном устройстве для кромки лопатки таким образом, чтобы зажимные губки были размещены на первой секции профиля. Затем шпиндель инструмента захватывает инструмент и обрабатывает им оставшуюся секцию профиля. Обеспечивается обработка турбинной лопатки с использованием одного зажима, уменьшается прогиб турбинной лопатки в области кромки, демпфируются колебания. 2 н. и 9 з.п. ф-лы, 2 ил.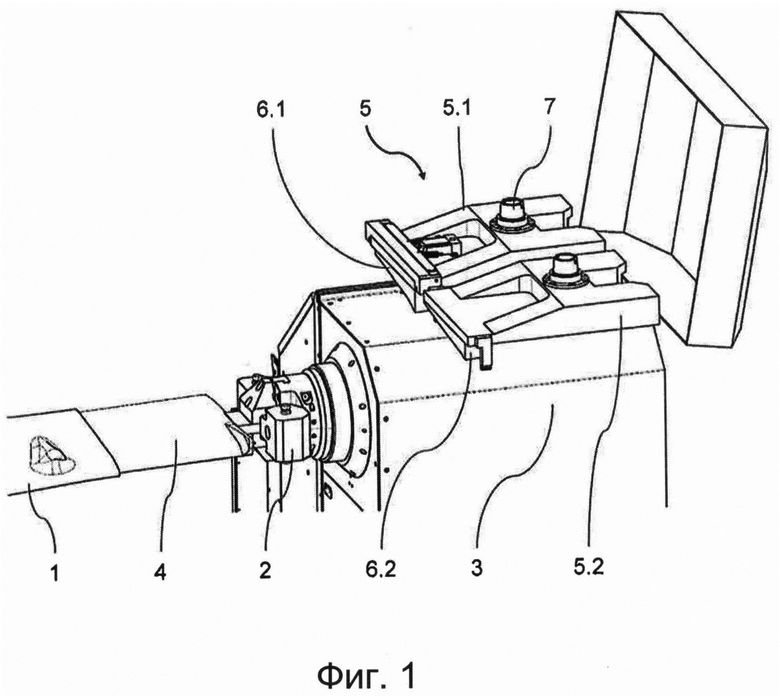
1. Способ обработки турбинных лопаток (1) резанием на многоосевом станке, включающий удержание лопатки (1) турбины поворотным зажимным устройством для основания лопатки и поворотным зажимным устройством (2) для кромки лопатки и обработку с использованием инструмента, который закрепляют в шпинделе инструмента,
отличающийся тем, что
сначала подвергают обработке инструментом первую секцию (4) профиля, которая примыкает к кромке лопатки, после чего инструмент отводят, и
посредством шпинделя инструмента захватывают дополнительное зажимное устройство (5), которое имеет зажимные губки (6.1, 6.2), адаптированные к первой секции (4) профиля,
затем располагают дополнительное зажимное устройство (5) на зажимном устройстве (2) для кромки лопатки таким образом, чтобы зажимные губки (6.1, 6.2) были размещены на первой секции (4) профиля,
после чего посредством шпинделя инструмента захватывают инструмент и обрабатывают им оставшуюся секцию профиля.
2. Способ по п. 1, отличающийся тем, что дополнительное зажимное устройство (5) закрепляют на зажимном устройстве (2) для кромки лопатки посредством зажимной системы с нулевой точкой.
3. Способ по п.1 или 2, отличающийся тем, что зажимные губки (6.1, 6.2) располагают в дополнительном зажимном устройстве (5) с возможностью замены.
4. Способ по одному из пп. 1-3, отличающийся тем, что дополнительное зажимное устройство состоит из двух частей (5.1, 5.2), каждая из которых имеет зажимную губку (6.1, 6.2).
5. Способ по п. 4, отличающийся тем, что сначала прикрепляют первую часть (5.1) дополнительного зажимного устройства (5) на стороне всасывания или на напорной стороне обработанной секции (4) профиля, поворачивают лопатку (1) турбины на 180 градусов, и затем прикрепляют вторую часть (5.2) дополнительного зажимного устройства (5) соответственно на напорной стороне или стороне всасывания обработанной секции (4) профиля.
6. Способ по п. 5, отличающийся тем, что на каждой части (5.1, 5.2) дополнительного зажимного устройства (5) размещают штифт (7) для манипуляций для захвата указанной части (5.1, 5.2) с помощью шпинделя инструмента.
7. Способ по п. 6, отличающийся тем, что штифт (7) для манипуляций является полым.
8. Способ по п. 7, отличающийся тем, что дополнительное зажимное устройство (5) зажимают или высвобождают посредством текучей среды под давлением, которую подают через шпиндель инструмента.
9. Станок для обработки турбинных лопаток (1) резанием, содержащий поворотное зажимное устройство для основания лопатки, поворотное зажимное устройство (2) для кромки лопатки для удержания лопатки (1) турбины и инструментальный шпиндель для зажима инструмента,
отличающийся тем, что
станок имеет дополнительное зажимное устройство (5), которое состоит из двух частей (5.1, 5.2), каждая из которых снабжена одной или более зажимными губками (6.1, 6.2),
причем дополнительное зажимное устройство (5) выполнено с возможностью закрепления на зажимном устройстве (2) для кромки лопатки, предпочтительно посредством зажимной системы с нулевой точкой.
10. Станок для обработки турбинных лопаток (1) резанием по п. 9, отличающийся тем, что на каждой части (5.1, 5.2) дополнительного зажимного устройства (5) для захвата указанной части (5.1, 5.2) предусмотрен штифт (7) для манипуляций.
11. Станок для обработки турбинных лопаток (1) резанием по п. 9 или 10, отличающийся тем, что дополнительное зажимное устройство (5) выполнено с возможностью зажима или высвобождения посредством текучей среды под давлением, подаваемой через шпиндель инструмента.
| МНОГОЭЛЕМЕНТНЫЙ ЛИНЕЙНЫЙ МОДУЛЬ ГИДРОАКУСТИЧЕСКОЙ ПРИЕМНОЙ АНТЕННЫ | 2016 |
|
RU2618961C1 |
| Устройство для ориентации и закрепления лопаток турбин | 1987 |
|
SU1641561A1 |
| СПОСОБ ИНТЕГРАЦИИ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145918C1 |
| WO 2006122440 A1, 23.11.2006. | |||

