Область техники, к которой относится изобретение
Изобретение относится к способу и к устройству для закрепления удлиненных, ротационно несимметричных заготовок в форме турбинных лопаток при обработке, с применением поддерживающего заготовку люнета по ограничительным частям первого и восьмого пунктов формулы изобретения.
Уровень техники
При механической обработке удлиненных заготовок их часто зажимают с обеих торцевых сторон. Благодаря осуществимому в таком случае повороту вокруг продольной оси с выбором подходящих осей вращения возможна обработка заготовки на всех продольных сторонах без необходимости перезакрепления. Для заготовок определенной геометрической формы, например, при фрезеровании турбинных лопаток, такой зажим необходим, так как заготовка должна непрерывно обрабатываться на всем протяжении продольных сторон. Для других заготовок это позволяет полностью обработать заготовку, используя всего одно закрепление (в противоположность закреплению на продольной стороне). В результате этого экономится время и повышается точность обработки, так как удается избегать погрешностей, вызванных использованием нескольких видов закрепления.
Для таких длинных и относительно хрупких заготовок, как турбинные лопатки, проблема часто состоит в том, что такие заготовки имеют очень невысокую жесткость, которая гораздо меньше жесткости используемого станка. С одной стороны, такие заготовки прогибаются под действием силы тяжести и сил, действующих при обработке, что приводит к отклонениям геометрических параметров заготовок, с другой стороны, высокая жесткость нужна для стабильности резания при механической обработке. Известна возможность укреплять ротационно симметричные заготовки для обработки с поворотом при помощи люнета. В результате этого прогиб заготовки резко сокращается.
Например, в патентных документах US 4177701 А и DE 102007029492 В3 описываются такие люнеты для обработки с поворотом ротационно симметричных заготовок, которые имеют поворачиваемые друг к другу колодки для приема в них ротационно симметричной заготовки. Люнеты имеют на внутренних диаметрах подшипники качения, при помощи которых заготовки оперты и укреплены с возможностью поворота. Для обработки удлиненных заготовок с трехмерными фасонными поверхностями, какие имеют место, например, в случае турбинных лопаток, эти люнеты не подходят.
В патентном документе DE 360222 А описывается станок для обработки удлиненных турбинных лопаток, в котором заготовка зажимается на одном конце, а средняя часть поддерживается поворотной частью люнета. Люнет и шпиндели станка подвижны в вертикальном направлении. При этом люнет не подгоняется по направлению к заготовке и укреплен на вертикальной оси. Вертикальное перемещение люнета производится при помощи винтового шпинделя. Автоматическое управление позволяет фиксировать заготовку в люнете и высвобождать ее. Поворотная часть люнета снабжена пальцами для удержания заготовки, которые перемещают относительно заготовки, подпружинивая их, и блокируют посредством определенного устройства. При этом для одновременной обработки пяти заготовок предусматриваются пять последовательно расположенных люнетов, которые выполнены с возможностью вертикального перемещения посредством салазок по противоположной стойке между нижней жестко закрепленной консолью и верхней консолью для закрепления заготовки со стороны свободного конца. Пять турбинных лопаток вставляются в поперечном направлении сквозь люнеты, предварительно разблокированные и подведенные к одному концу участка их перемещения, и зажимаются между обеими консолями. Фрезерные головки, вставленные в шпиндели, начинают обработку на верхнем конце лопаток, причем салазки с люнетами также подводятся на соответствующую высоту, чтобы люнеты могли удерживать заготовки в непосредственной близости от рабочего диапазона инструментов, и заготовки закрепляются в люнетах посредством четырех пальцев. Обработка начинается с того, что помещенные на шпинделях фрезерные головки воздействуют на заготовки у их верхнего конца и производят нисходящее движение подачи. Поворотные части люнетов захватываются лопатками при их повороте, таким образом, для вращения люнетов никакого отдельного привода не имеется. В течение определенного времени люнеты остаются на одном и том же уровне, и несущие их салазки зафиксированы на этом уровне. Чтобы после опускания фрезерных головок избежать их слишком сильного удаления от области люнетов, люнеты опускаются на величину заданного шага. Для этого производят остановку обработки и вращательного движения лопаток, разблокирование люнетов, высвобождение несущих люнеты салазок, их опускание на величину заданного шага, снова фиксацию, повторное зажимание люнетов на заготовках и возобновление обработки и вращательного движения лопаток. Вследствие этого непрерывная и, таким образом, эффективная обработка заготовок невозможна. Кроме того, все устройство для крепления заготовки/заготовок имеет конструктивно сложное строение.
Зажимное устройство для зажимания заготовок с любой формой контура сечения предлагается в патентном документе DE 19539488 А1, причем предусмотрены две фигурные зажимные колодки, расположенные на основном корпусе напротив друг друга, зажимные поверхности каждой из которых образуются множеством штифтов, пластично перемещаемых относительно зажимаемой заготовки независимо друг от друга и фиксируемых в зажатом положении. Основной корпус помещен в держателе с возможностью поворота вокруг оси, перпендикулярной направлению зажатия, посредством роликов подшипника. Привод основного корпуса осуществляется при помощи двигателя посредством зубчатого обода, расположенного вокруг основного корпуса, и соответствующих ведущих колес. Как основной корпус, так и держатель имеют выемки, проходящие наружу, для вкладывания в них заготовки, вследствие чего имеется опасность упругой деформации при больших усилиях. Зажимание заготовки производится при помощи двух расположенных напротив друг друга перемещаемых относительно друг друга салазок, которые снабжены фигурными зажимными колодками, направленными к заготовке. Каждая из фигурных зажимных колодок имеет множество гидравлически перемещаемых штифтов, которые перемещаются относительно заготовки для ее зажимания. Чтобы изготовить, например, турбинную лопатку, сначала в обрабатывающем центре производится полная обработка опорного конца соответствующего полуфабриката. Затем заготовка зажимается за этот конец, и изогнутые поверхности лопатки изготавливаются известным способом в рамках одного или нескольких технологических процессов. Поскольку еще не обработанный противоположный опорный конец находится на относительно большом удалении от зажатого опорного конца, при его обработке без принятия дополнительных мер возникли бы проблемы. Поэтому сначала держатель перемещают в продольном направлении настолько, что он позиционируется рядом с обработанными поверхностями лопатки. Для этого служат продольные направляющие. Теперь держатель перемещают по поперечным направляющим перпендикулярно продольному направлению частично обработанной турбинной лопатки, причем она, проходя сквозь выемку, попадает в зажимное отверстие. Вследствие такого поперечного движения требуется большое рабочее пространство. Теперь держатель помещают так, что продольная ось частично обработанной турбинной лопатки совпадает с осью вращения основного корпуса.
Затем турбинную лопатку при помощи фигурных колодок зажимают в основном корпусе. Теперь возможна обработка еще не обработанного опорного конца турбинной лопатки. Для этого возможен поворот частично обработанной турбинной лопатки необходимым способом при помощи двигателя, причем этот поворот может производиться также посредством зажатого, уже обработанного опорного конца турбинной лопатки. После обработки фигурные зажимные колодки разжимаются, и держатель отводят от турбинной лопатки в сторону. Теперь имеется возможность зажимать следующую турбинную лопатку, и описанный процесс повторяется снова. Так как для укрепления люнетом технологический процесс приходится прерывать, это невыгодно также с точки зрения экономичности технологического процесса.
Помимо этого, известны многочисленные решения для зажимания заготовок в форме турбинных лопаток (патентные документы DE 102004056142 А1, DE 102005001555 А1, DE 10026829 С2), в которых используются несколько зажимных элементов, прижимаемых к поверхности заготовки, однако они не позволяют производить вращательное движение заготовки.
Из публикации DE 2846851 А1 также известен станок для обработки турбинных лопаток, в котором заготовка опирается в поворотной части люнета. Это решение должно автоматизировать процессы перемещения, блокировки и разблокирования люнета на его опоре и на заготовки, причем люнет должен всегда находиться в рабочей зоне инструмента, чтобы, таким образом, по возможности исключить вибрации. При этом имеется возможность поворачивать заготовку в жестко закрепленной части люнета. При этом станок имеет устройства для автоматического управления блокировкой и разблокированием заготовки в поворотной части люнета. И управляют перемещением люнета. Таким образом, люнет не приводится активно во вращательное движение, а поворотные части люнета захватываются лопатками при повороте. Вследствие этого возможно появление в заготовке скручивания, что в свою очередь может приводить к нежелательным отклонениям от допусков. Кроме того, для установки заготовки люнет не проходит через элемент зажима.
В патентном документе DE 10026829 А1 описывается устройство для закрепления заготовки с неровной поверхностью, в котором зажимающий элемент или элемент, соединенный с зажимающим элементом в приводе, снабжен резьбой, вследствие чего линейному перемещению подачи зажимающего элемента соответствует вращательное движение относящегося к нему резьбового элемента относительно узла зажима, с вращательным приводом, который соединен с в поворачиваемым резьбовым элементом для его поворота; и с по меньшей мере одним соответствующим зажимающему элементу подключаемым средством для фиксации поворачиваемого резьбового элемента путем его прижима и/или трения, которое предпочтительно включает в себя упругий фрикционный элемент, в частности прижимной элемент, позволяющий осуществлять безмоментную фиксацию поворачиваемого элемента резьбы. Здесь также не предусмотрен вращательный привод зажимающего элемента.
Люнет, предназначенный для обработки вращаемых заготовок или коленчатых валов, описывается в патентном документе DE 102009009056 А1. Ротационно симметричную в месте зажима заготовку для коррекции ее изгиба опирают на люнет, который выполнен с возможностью перемещения вдоль оси обработки через место зажима для смены заготовки. Сдвиг люнета вдоль оси обработки производится посредством управляющего механизма. Во время обработки коленчатого вала люнет пассивно вращается вместе с заготовкой. Весь процесс позиционирования люнета, зажимания и центрирования заготовки протекает автоматически и управляется механизмом управления. Дается понять, что возможно использование люнета с соответствующим приводом в качестве центрального привода, однако как раз только для ротационно симметричных заготовок или для коленчатых валов, и не дается указаний на конкретное исполнение. Во всяком случае, для обработки ротационно несимметричных заготовок в форме турбинных лопаток, которые имеют ротационно несимметричное поперечное сечение в месте зажима люнета, это решение не подходит.
Раскрытие изобретения
В основе изобретения лежит задача разработать способ и устройство для закрепления удлиненных ротационно несимметричных заготовок в форме турбинных лопаток при обработке, в котором поддерживают заготовку посредством люнета и обеспечивают простое конструктивное исполнение устройства, а также улучшенный ход процесса обработки.
Эта задача решена признаками первого и восьмого пунктов формулы изобретения. Предпочтительные варианты осуществления следуют из зависимых пунктов формулы изобретения.
Предлагается способ закрепления удлиненных, ротационно несимметричных заготовок в форме турбинных лопаток при обработке, включающий зажим первого конца заготовки в первом элементе зажима, зажим второго конца заготовки во втором элементе зажима и поддерживание заготовки посредством люнета в его опорном положении, причем люнет имеет зажимающие элементы, выполненные с возможностью зажимания заготовки в месте ее ротационно несимметричного поперечного сечения. В опорное положение люнет перемещают с открытыми зажимающими элементами вдоль продольной оси заготовки после ее зажима в первом и втором элементах зажима, причем во время перемещения люнета в опорное положение и/или при изменении опорного положения люнета осуществляют программно-управляемое вращение поворотной части люнета для предотвращения столкновения открытых зажимающих элементов люнета с заготовкой.
Для загрузки и выгрузки заготовки люнет перемещают, по меньшей мере, частично через первый или второй элемент зажима таким образом, чтобы обеспечить доступность для установки и зажима заготовки между первым и вторым элементами зажима. Вследствие этого имеется возможность пользоваться только перемещением люнета вдоль заготовки и отказаться от дорогостоящего поперечного перемещения, которое требует затрат и большего монтажного пространства. Кроме того, в результате решения согласно изобретению осуществление способа упрощается.
После зажима заготовки в первом и втором элементах зажима люнет перемещают вдоль продольной оси заготовки в опорное положение. При этом во время перемещения люнета предпочтительным образом предотвращаются столкновения с заготовкой благодаря программно управляемому повороту люнета.
Когда люнет находится в опорном положении, заготовку зажимают в нем посредством одного или нескольких зажимающих элементов люнета, после чего производят обработку заготовки.
Зажимающие элементы люнета предпочтительно выполнены в виде гидравлических зажимающих элементов. Для их приведения в действие поворотную часть люнета поворачивают в стыковочное положение с обеспечением возможности соединения и разъединения с соответствующими гидравлическими элементами. В этом стыковочном положении зажимающие элементы люнета подвергают действию гидравлического давления посредством гидравлических элементов, вследствие этого зажимающие элементы приводятся в действие и переводятся в зажатое положение, с обеспечением зажима заготовки, причем благодаря программно управляемому вращению люнета предотвращается столкновение между открытыми зажимающими элементами люнета и заготовкой.
Затем разъединяют соединение упомянутых зажимающих элементов с гидравлическими элементами с сохранением зажима заготовки и производят обработку заготовки.
Для обеспечения возможности обработки той части заготовки, которую перекрывает люнет, ослабляют зажимающие элементы люнета относительно заготовки, люнет перемещают вдоль продольной оси заготовки и закрепляют в другом положении. При этом также осуществляют программно управляемое вращение люнета для предотвращения столкновения между открытыми зажимающими элементами люнета или другими участками люнета и заготовкой.
После того как зажимающие элементы зажаты и закреплены в этом положении и тем самым зафиксированы, поворотная часть люнета с заготовкой имеет возможность поворачиваться вокруг своей продольной оси для обеспечения возможности обработки со всех сторон.
Возможно также, что при ротационной обработке заготовки люнет располагают между элементами зажима, зажимают им заготовку и поворачивают его поворотную часть посредством вращательного привода синхронно с приводами элементов зажима, чтобы предотвратить или уменьшить напряжения скручивания в заготовке.
Также предлагается устройство для закрепления удлиненных, ротационно несимметричных заготовок в форме турбинных лопаток при обработке, содержащее первый элемент зажима для зажимания первого конца заготовки и второй элемент зажима для зажимания второго конца заготовки, люнет для поддерживания заготовки, выполненный с возможностью перемещения вдоль продольных осей элементов зажима и имеющий зажимающие элементы для зажимания заготовки в месте ее ротационно несимметричного поперечного сечения. Люнет выполнен с поворотной частью, на которой расположены зажимающие элементы, выполненные с возможностью перемещения между закрытым положением, в котором заготовка зажата, и открытым положением, в котором заготовка освобождена, причем указанная поворотная часть снабжена вращательным приводом, а устройство снабжено блоком управления для программно управляемого вращения поворотной части люнета при его перемещении вдоль продольной оси заготовки с открытым положением зажимающих элементов.
Люнет предпочтительно выполнен с возможностью перемещения посредством салазок и соответствующих направляющих вдоль продольных осей первого и второго элементов зажима, которые установлены так, что их продольные оси совпадают друг с другом.
Люнет выполнен с возможностью прохождения через первый и/или второй элемент зажима с обеспечением при этом возможности установки и удаления заготовки в области между упомянутыми элементами зажима, вследствие чего отмечаются описанные выше преимущества.
Для этого в люнете выполнен проход с обеспечением прохождения сквозь него заготовки, а также первого и/или второго элемента зажима.
Зажимающие элементы люнета выполнены с возможностью обеспечения в их открытом положении прохождения первого и/или второго элемента зажима сквозь люнет.
Поворотная часть люнета выполнена с возможностью вращения вместе с заготовкой вокруг ее продольной оси. Поворотная часть люнета помещена с возможностью поворота в основном корпусе и имеет зажимающие элементы для зажимания заготовки.
Поворотная часть и основной корпус предпочтительно выполнены закрытыми по боковым сторонам, в результате чего достигается высокая жесткость люнета. Это закрытое по сторонам исполнение возможно только благодаря тому, что люнет не приходится перемещать перпендикулярно заготовке, а для установки заготовки он проходит через один из элементов зажима.
Зажимающие элементы люнета в стыковочной позиции соединены с соответствующими гидравлическими элементами или отсоединены от них, причем поворотная часть люнета выполнена с возможностью вращения в основном корпусе только после отсоединения упомянутых элементов от гидравлических элементов.
Поворотная часть предпочтительно снабжена отдельным вращательным приводом и выполнена с возможностью перемещения посредством салазок и соответствующих направляющих вдоль продольной оси первого и второго элементов зажима, причем продольные оси элементов зажима совпадают друг с другом и с продольной осью/осью обработки заготовки.
Изобретение дает неожиданно простую возможность применения люнета, причем при сохранении расстояния между элементами зажима беспрепятственно производится установка заготовки и люнет перемещают не перпендикулярно ей, а вдоль продольной оси, что создает простое и компактное устройство для обработки удлиненных, ротационно несимметричных заготовок, в частности турбинных лопаток.
Краткое описание графических материалов
Ниже изобретение более подробно разъясняется на основе варианта осуществления и соответствующих чертежей, на которых:
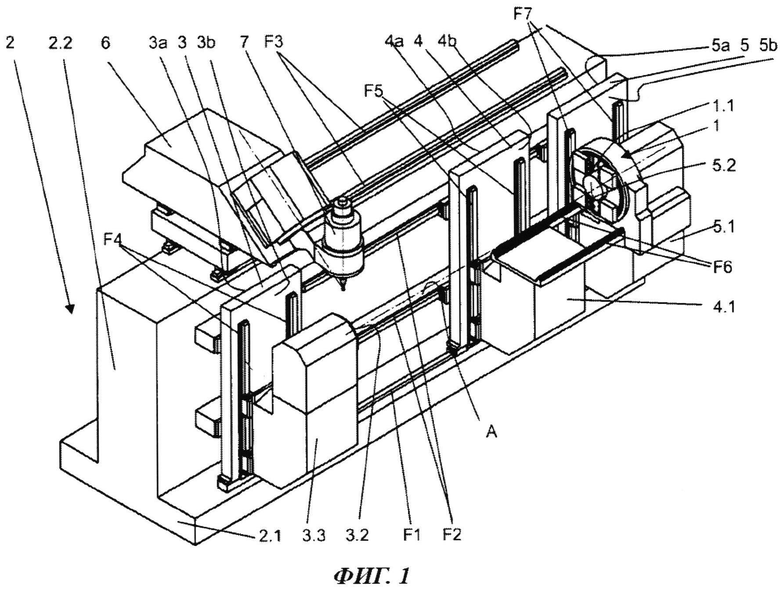
фигура 1 - трехмерное изображение устройства с люнетом, который для установки заготовки находится над первым элементом зажима,
фигура 2 - трехмерное изображение устройства с люнетом, который находится в положении опирания заготовки,
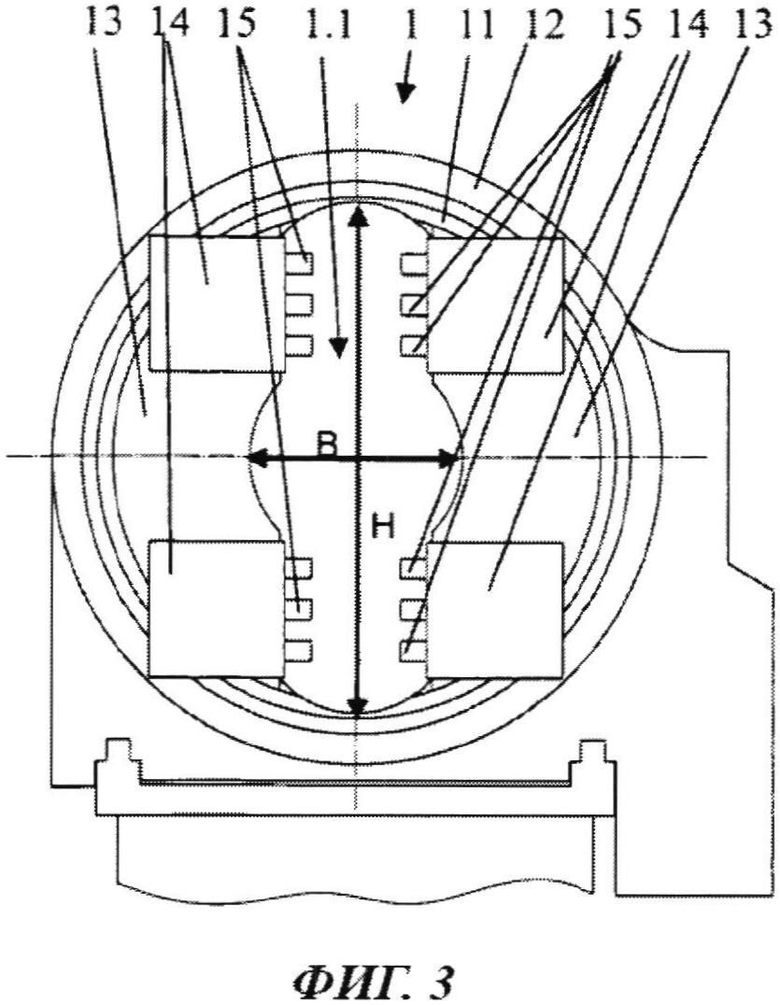
фигура 3 - изображение люнета в виде спереди с открытыми зажимающими элементами,
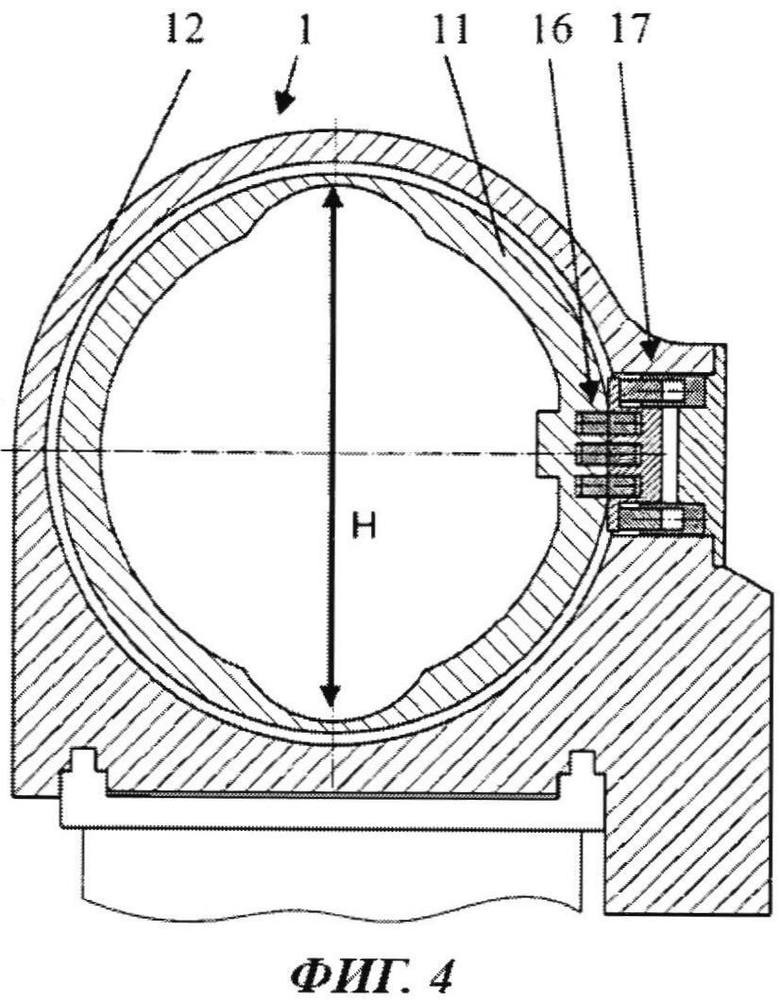
фигура 4 - разрез согласно фигуре 3 в стыковочной позиции,
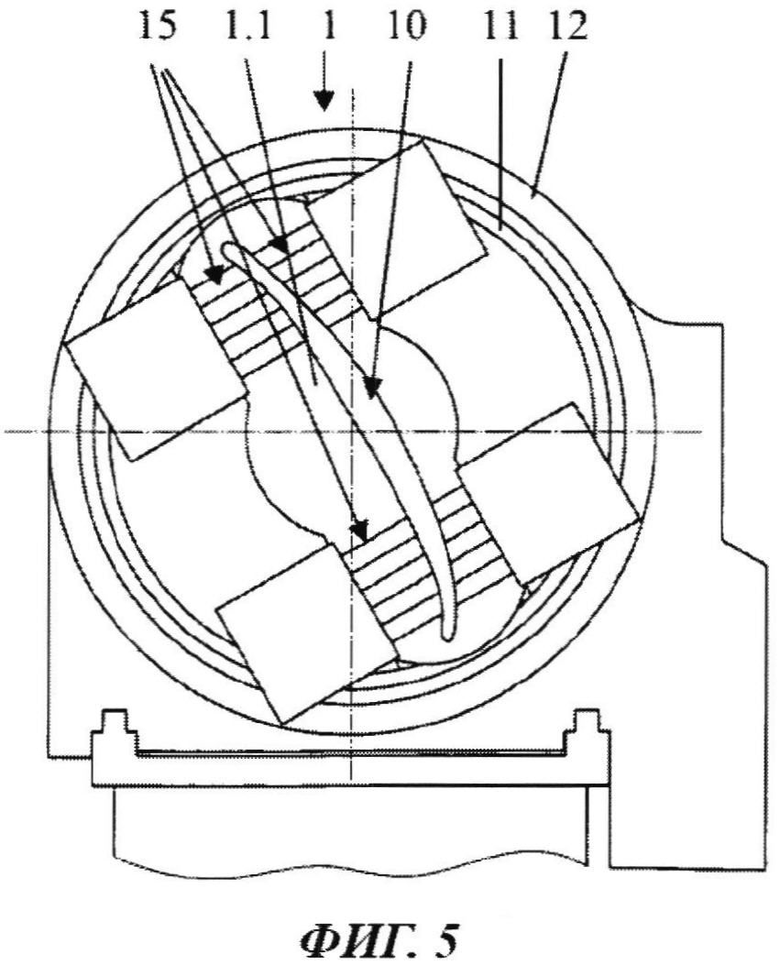
фигура 5 - изображение люнета в виде спереди с турбинной лопаткой, зажатой зажимающими элементами, в положении обработки,
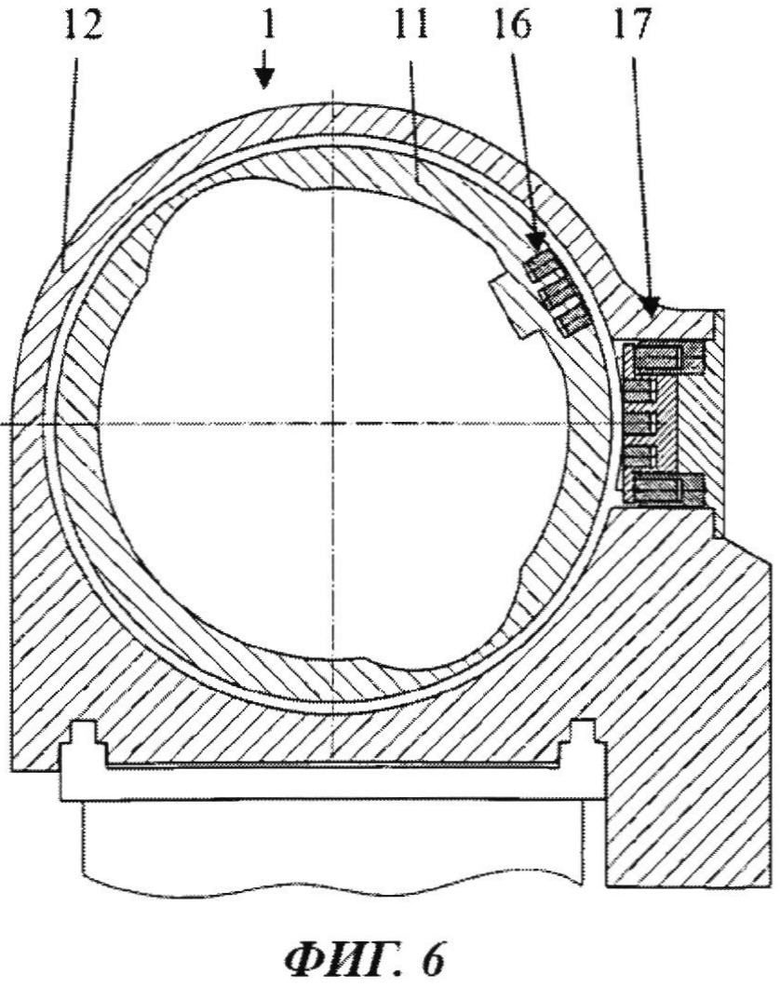
фигура 6 - разрез согласно фигуре 5.
Осуществление изобретения
На фигурах 1 и 2 показано трехмерное изображение устройства, причем согласно фигуре 1 люнет 1 находится в положении для установки не представленной заготовки, а согласно фигуре 2 люнет 1 находится в опорном положении для обработки находящейся в устройстве заготовки, показанной пунктирными линиями.
Устройство имеет станину 2 с нижней горизонтальной первой полкой 2.1 и проходящей вертикально вверх от нее второй полкой 2.2. На верхней стороне нижней полки 2.1 имеется первая направляющая F1. В проходящей вверх области 2.2 второй полки 2.2 на вертикальной стороне, обращенной к первой направляющей F1, расположена вторая направляющая F2 из двух параллельных друг другу направляющих поверхностей. На верхней стороне второй полки 2.2 предусмотрена третья направляющая F3 с двумя параллельными друг другу направляющими поверхностями. На первую полку 2.1 опираются своим нижним краем и проводятся по первой направляющей F1 первый стол 3, второй стол 4 и третий стол 5, а обращенные к полке 2.2 внутренние боковые поверхности 3а, 4а, 5а столов 3, 4, 5 проводятся по вторым направляющим F2.
Первый стол 3 на своей наружной боковой поверхности 3b имеет проходящую вертикально третью направляющую F5 с двумя параллельными друг другу направляющими поверхностями, по которым в вертикальном направлении перемещаемы первые салазки 3.1. На первых салазках 3.1 предусмотрен первый элемент 3.2 зажима для зажимания не представленной здесь заготовки.
На внешней боковой поверхности 4b второго стола 4 расположены также вертикально проходящие пятые направляющие F5 с двумя параллельными друг другу направляющими поверхностями, по которым в вертикальном направлении перемещаемы вторые салазки 4.1. На внешней боковой поверхности 4b вторых салазок 4.1 расположена шестая направляющая F6 из двух направляющих поверхностей, по которым люнет 1 проводится горизонтально в направлении первой и второй направляющих F1, F2.
На внешней боковой поверхности 5b третьего стола 5 предусмотрена седьмая направляющая F7, также проходящая вертикально, с двумя параллельными друг другу направляющими поверхностями, по которым в вертикальном направлении перемещаются третьи салазки 5.1. Во вторых салазках 5.1 по направлению к первому элементу 3.2 зажима выполнен второй элемент 5.2 зажима для зажимания не представленной здесь заготовки. Первый, второй и третий столы 3, 4, 5 выполнены по существу конструктивно идентичными. При этом второй и третий столы 4, 5 подвижны относительно друг друга и первого стола 3 вдоль первой и второй направляющих F1, F2. Ось вращения (ось обработки) А не представленной заготовки совпадает с осями первого элемента 3.2 зажима, второго элемента 5.2 зажима и люнета 1.
Согласно фигуре 1 второй элемент 5.2 зажима выступает сквозь проход 1.1 люнета 1, вследствие чего область между первым элементом 3.2 зажима и вторым элементом 5.2 зажима свободна для вкладывания заготовки. Для этого второй стол 4 со вторыми салазками 4.1 и находящийся на нем люнет 1 перемещен в его самое дальнее наружное (здесь правое) конечное положение, так что люнет 1 воздействует на второй элемент 5.2 зажима. При этом второй элемент 5.2 зажима выполнен максимально тонким.
На верхней третьей направляющей F3 станины 1 расположен с возможностью перемещения вдоль оси А обработки суппорт 6, несущий фрезерную головку 7, посредством которой производится обработка заготовки.
В соответствии с фигурой 2 заготовка 10 зажата первым концом 10.1 - первым элементом зажима и вторым концом 10.2 - вторым элементом 5.2 зажима, а люнет 1 из его представленного на фигуре 1 конечного положения со вторым столом 4 (первая и вторая направляющие F1, F2) и по шестым направляющим F6 на вторых салазках 4.1 перемещен в направлении первого элемента 3.2 зажима, так что теперь люнет 1 находится в опорном положении, по существу посередине между первым и вторым элементами 3.2, 5.2 зажима. В этом положении заготовка 10 зажимается с помощью зажимающих элементов 15 (см. фигуру 5) люнета 1 в стыковочной позиции. Люнет 1 активно приводится во вращательное движение вокруг оси А и перемещается в продольном направлении. Поэтому теперь возможно его автоматическое подведение в положение для зажимания турбинной лопатки/заготовки 10. При движении в зажатом состоянии благодаря активному приводу движения вращения люнета 1 не возникают моменты сил трения, которые могли бы скручивать заготовку 10.
Вращение люнета 1 выполняется не показанным сервомотором, который посредством зубчатой передачи приводит в движение вал (также не показан). Благодаря модульной конструкции устройства оно просто и экономично в изготовлении.
Наряду с вариантом, представленным на фигуре 1 и 2, возможно также исполнение и первого элемента зажима таким образом, что люнет проходит над ним в осевом направлении для загрузки или выгрузки.
На фигуре 3 показана принципиальная схема люнета 1 в виде спереди (в стыковочной позиции). Люнет 1 имеет по существу кольцеобразную ротационно симметричную поворотную часть 11, которая закрыта по боковым сторонам и помещена с возможностью поворота в основном корпусе 12, также закрытом по боковым сторонам. В поворотной части 11 расположены две находящихся на расстоянии друг от друга зажимных пластины 13, которые образуют проход 1.1 с высотой Н и шириной В, пригодный для приема заготовки (здесь не показана) с боков. Кроме того, ширина В несколько больше, чем диаметр второго элемента 5.2 зажима (см. фигуры 1 и 2). На зажимных пластинах 13 предусмотрены по две зажимные колодки 14, расположенные на расстоянии друг от друга и попарно напротив друг друга, здесь в верхней и нижней областях прохода 1.1, зажимающие элементы 15 которых выполнены с возможностью перемещения гидравлическим путем во встречных направлениях. В центральной области зажимающих элементов нет, чтобы обеспечивалось прохождение люнета 1 с проходом 1.1 над вторым элементом 5.2 зажима.
Разрез согласно фигуре 3 вместе с зажимными пластинами, находящимися в стыковочной позиции, показан на фигуре 4. Из нее видно, что в стыковочном положении имеется возможность соединения первых гидравлических элементов 16 для приведения в движение зажимающих элементов 15 в поворотной части 11 с соответствующими вторыми гидравлическими элементами 17 в основном корпусе 12. В этом положении при вставленной заготовке зажимающие элементы 15 приводятся первыми и вторыми гидравлическими элементами 16, 17 в движение в направлении заготовки, и заготовка зажимается. После этого возможно разъединение связи между первыми и вторыми гидравлическими элементами 16, 17, причем напряжение продолжает поддерживаться зажимающими элементами 15.
Теперь имеется возможность повернуть внутри основного корпуса 12 поворотную часть 11 люнета 1 с зажатой зажимающими элементами 15 заготовкой 10 в форме турбинной лопатки в положение обработки, как представлено на фигуре 5. Из показанного на фигуре 6 разреза люнета 1 в положении обработки, который /разрез/ расположен вне зажимных плит, становится видно, что первые гидравлические элементы 16 поворотной части 11 и вторые гидравлические элементы 17 основного корпуса 12 разделены и смещены относительно друг друга вследствие поворота поворотной части 11.
Из фигур 4 и 5 видно, что в поворотной части 11 имеются два расположенных напротив друг друга расширения 11.1 диаметра, которыми образован проход 1.1, имеющий высоту Н.
Разумеется, при повороте поворотной части люнета синхронно с ней поворачиваются также приводы первого элемента 3.2 зажима и второго элемента 5.2 зажима.
Люнет 1 позволяет осуществлять автоматическое зажимание заготовки 10. При этом важно, что это зажимание производится посредством управляемых сил, т.е. все зажимающие элементы 15 давят на заготовку 10 с одной и той же силой. Вследствие этого заготовка 10 в процессе зажимания не деформируется. В решении согласно изобретению этого достигают благодаря параллельно включаемым гидроцилиндрам (не показаны), которые приводят в действие зажимающие элементы 15.
Положение цилиндров зажимов и форма зажимающих элементов 15, находящихся на цилиндрах зажимов, приспосабливаются к геометрическим параметрам заготовки.
После зажимания зажимающие элементы 15 должны закрепляться и тем самым фиксироваться в своем зажатом положении. При зажимании посредством только управляемых сил зажимающие элементы 15 изменяли бы свое положение с изменениями сил (изменениями сил, действующих при обработке, или изменениями направления силы тяжести относительно заготовки). Закрепление выполняется закрепительными втулками вокруг гидроцилиндров (также не показаны), приводимыми в действие гидравлически. Усилие зажима во время обработки, то есть во время постоянного вращательного движения люнета 1, должно поддерживаться постоянным. Для этого используются гидравлические элементы в виде обратных клапанов и вращаемый вместе с заготовкой гидроаккумулятор (не показан).
Зажимание, закрепление и разъединение производятся при соединении люнета 1 в стыковочном положении (фигура 4) между поворотной частью 11 и фиксированной частью люнета в форме основного корпуса 12.
Режим работы устройства следующий.
Для загрузки и выгрузки люнет 1 проводят над элементом зажима, здесь над первым элементом 5.2 зажима. Область зажима заготовки 10 выполняется на торцевой стороне так, что люнет 1 при открытом положении зажимающих элементов 15 имеет возможность из "конечного" осевого положения пройти над ней, так что область между первым элементом 3.2 зажима и вторым элементом 5.2 зажима остается свободной для двух торцевых сторон заготовки 10.
После загрузки заготовки 10 и зажимания ее на торцевых сторонах люнет 1 из конечного осевого положения посредством управляющей программы для систем ЧПУ поступает вдоль продольной оси / оси А обработки (фигура 2) заготовки в область второго элемента 5.2 зажима до желаемого опорного положения и, таким образом, принимает в себя заготовку по ее боковой поверхности. Столкновения с заготовкой 10 предотвращаются благодаря тому, что поворот люнета 1 управляется программой системы ЧПУ.
Затем заготовка 10 и люнет 1 поворачиваются в стыковочное положение (фигуры 3 и 4). Подключается гидравлическое давление, и заготовка 10 зажимается и закрепляется. После отключения гидравлики имеется возможность повернуть люнет 1 с заготовкой 10 в положение обработки (фигуры 5 и 6) и начать обработку. Затем, чтобы иметь возможность обрабатывать область, в которой установлен люнет 1, его ослабляют, перемещают и, возможно, снова зажимают и закрепляют в другом положении.
Решение согласно изобретению по не показанному варианту осуществления позволяет также по мере прохождения процесса обработки перемещать люнет вдоль продольной оси А, если соответствующим образом рассчитываются задаваемые параметры зажатия зажимающими элементами.
В целом создан эффективный способ обработки ротационно несимметричных заготовок. Благодаря применению люнета, закрытого по боковым сторонам, предотвращается изгиб под действием сил зажатия зажимающих элементов. Между положением заправки-выгрузки и положением обработки требуется только аксиальное возвратно-поступательное движение люнета, вследствие чего незначительна потребность в рабочем пространстве и конструктивное исполнение устройства становится проще и надежнее.
Изобретение относится к области обработки заготовок в форме турбинных лопаток. При обработке заготовку поддерживают посредством люнета (1), который имеет зажимающие элементы (15) для зажимания заготовки в месте ее ротационно несимметричного поперечного сечения. После зажимания люнет с открытыми зажимающими элементами перемещают вдоль продольной оси заготовки в опорное положение, причем во время перемещения люнета путем программно-управляемого вращения его поворотной части предотвращают столкновение открытых зажимающих элементов люнета с заготовкой. Устройство имеет зажимающие элементы, в которых зажимается заготовка, при этом поворотная часть (11) люнета имеет отдельный вращательный привод и блок управления для программно управляемого вращения поворотной части люнета при перемещении люнета вдоль продольной оси заготовки с зажимающими в открытом положении элементами. 2 н. и 13 з.п. ф-лы, 6 ил.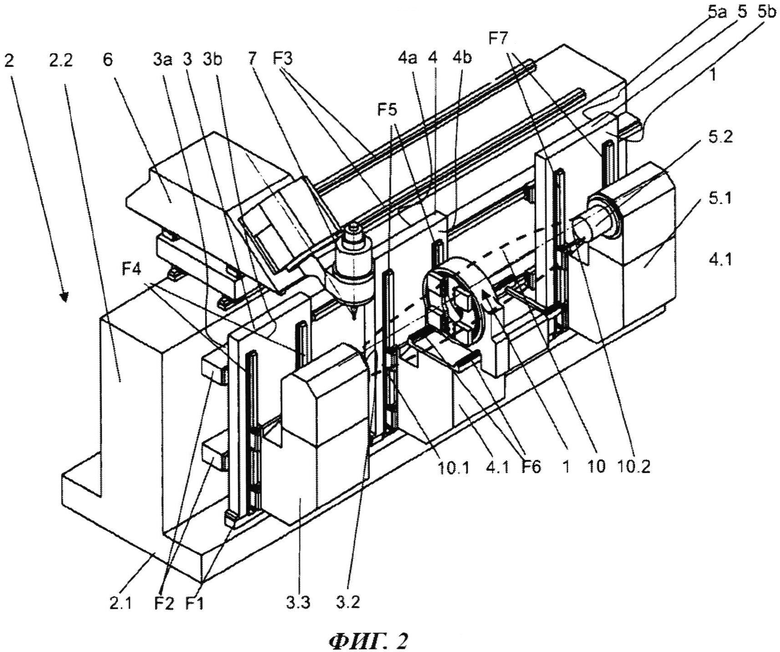
1. Способ закрепления удлиненных, ротационно несимметричных заготовок в форме турбинных лопаток при обработке, включающий зажим первого конца заготовки в первом элементе зажима, зажим второго конца заготовки во втором элементе зажима и поддерживание заготовки посредством люнета в его опорном положении, причем люнет имеет зажимающие элементы, выполненные с возможностью зажимания заготовки в месте ее ротационно несимметричного поперечного сечения, отличающийся тем, что в опорное положение люнет перемещают с открытыми зажимающими элементами вдоль продольной оси заготовки после ее зажима в первом и втором элементах зажима, причем во время перемещения люнета в опорное положение и/или при изменении опорного положения люнета осуществляют программно-управляемое вращение поворотной части люнета для предотвращения столкновения открытых зажимающих элементов люнета с заготовкой.
2. Способ по п. 1, отличающийся тем, что для загрузки и выгрузки заготовки люнет перемещают, по меньшей мере, частично через первый или второй элемент зажима таким образом, чтобы обеспечить доступность для установки и зажима заготовки между первым и вторым элементами зажима.
3. Способ по п. 1, отличающийся тем, что люнетом, находящимся в опорном положении, зажимают заготовку посредством одного или более зажимающих элементов для производства ее обработки.
4. Способ по п. 1, отличающийся тем, что зажимающие элементы люнета выполнены в виде гидравлических зажимающих элементов, которые расположены в поворотной части люнета, причем для приведения в действие зажимающих элементов поворотную часть люнета поворачивают в стыковочное положение с обеспечением возможности соединения и разъединения с соответствующими гидравлическими элементами.
5. Способ по п. 4, отличающийся тем, что в стыковочном положении посредством гидравлических элементов передают гидравлическое давление на зажимающие элементы люнета с обеспечением зажима заготовки, после чего разъединяют соединение упомянутых зажимающих элементов с гидравлическими элементами с сохранением зажима заготовки и с обеспечением возможности поворота поворотной части люнета из стыковочного положения для обработки заготовки.
6. Способ по п. 1, отличающийся тем, что для обеспечения возможности обработки той части заготовки, которую перекрывает люнет, ослабляют зажатие люнетом заготовки, перемещают его вдоль продольной оси заготовки и закрепляют в другом положении, вновь зажимая заготовку, при этом осуществляют программно-управляемое вращение поворотной части люнета для предотвращения столкновения между открытыми зажимающими элементами люнета и заготовкой.
7. Способ по п. 1, отличающийся тем, что для обеспечения возможности обработки заготовки с ее вращением для предотвращения или уменьшения напряжения скручивания в заготовке люнет располагают между элементами зажима, зажимают им заготовку и поворачивают его поворотную часть посредством вращательного привода синхронно с приводами элементов зажима.
8. Устройство для закрепления удлиненных, ротационно несимметричных заготовок в форме турбинных лопаток при обработке, содержащее первый элемент зажима для зажимания первого конца заготовки и второй элемент зажима для зажимания второго конца заготовки, люнет для поддерживания заготовки, выполненный с возможностью перемещения вдоль продольных осей элементов зажима и имеющий зажимающие элементы для зажимания заготовки в месте ее ротационно несимметричного поперечного сечения, отличающееся тем, что люнет выполнен с поворотной частью, на которой расположены зажимающие элементы, выполненные с возможностью перемещения между закрытым положением, в котором заготовка зажата, и открытым положением, в котором заготовка освобождена, причем указанная поворотная часть снабжена вращательным приводом, а устройство снабжено блоком управления для программно-управляемого вращения поворотной части люнета при его перемещении вдоль продольной оси заготовки с открытым положением зажимающих элементов.
9. Устройство по п. 8, отличающееся тем, что люнет выполнен с возможностью перемещения посредством салазок и соответствующих направляющих вдоль продольных осей первого и второго элементов зажима, которые установлены так, что их продольные оси совпадают друг с другом.
10. Устройство по п. 8, отличающееся тем, что люнет выполнен с возможностью прохождения через первый и/или второй элемент зажима с обеспечением при этом возможности установки и удаления заготовки в области между упомянутыми элементами зажима.
11. Устройство по п. 10, отличающееся тем, что в люнете выполнен проход с обеспечением прохождения сквозь него заготовки, а также первого и/или второго элемента зажима.
12. Устройство по п. 10 или 11, отличающееся тем, что зажимающие элементы люнета выполнены с возможностью обеспечения в их открытом положении прохождения первого и/или второго элемента зажима сквозь люнет.
13. Устройство по п. 8, отличающееся тем, что поворотная часть люнета установлена в основном корпусе с возможностью вращения.
14. Устройство по п. 13, отличающееся тем, что упомянутые поворотная часть и основной корпус выполнены закрытыми по боковым сторонам.
15. Устройство по п. 8, отличающееся тем, что в стыковочном положении зажимающие элементы люнета соединены с соответствующими гидравлическими элементами или отсоединены от них, причем поворотная часть люнета выполнена с возможностью вращения в основном корпусе только после разъединения упомянутых элементов.
| БРОНЯ | 2001 |
|
RU2218542C2 |
| Устройство для ориентации и закрепления лопаток турбин | 1987 |
|
SU1641561A1 |
| СПОСОБ ИНТЕГРАЦИИ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145918C1 |
| WO 2006074650 A1, 20.07.2006 | |||
| DE 10026829 A1, 13.12.2001 | |||
| ОПТИЧЕСКИЙ АНАЛОГОВЫЙ НАНОДЕМУЛЬТИПЛЕКСОР | 2009 |
|
RU2407048C1 |

