.
Изобретение относится к устройствам для нанесения гальванических покрытий подвижными электродами и может быть использовано в гальваническом производстве различных отраслей промышленности,
В настоящее время расходуется значительное количество металлов, в т.ч. драгоценных, и потребление их с каждым годом возрастает. Одним из путей сокращения расхода металлов, и особенно драгоценных, является использование методов локального нанесения гальванических покрытий. .
В электротехнической промышленности такие устройства крайне необходимы для локального нанесения гальванических покрытий на токоведущиё детали с целью улучшения их электропроводности. Используя такие устройства можно осуществлять нанесение локальных покрытий в собранных узлах, например, крупных электрических машин (покрытие контактных поверхностей).
Известно устройство для нанесения гальванических покрытий электронатиранием, содержащее вал, на котором укреплены анодные головки с кольцевьми тампонами, а каждая анодная головка вьтолнена в виде цилиндра с кольцевьи каналом, отверстиями для протекания электролита и чашеобразным сборником электролита D .
При работе на .этом устройстве достигается непрерьгвная подача и равномерное распределение электролита по обрабатываемым поверхностям за счет подачи его в кольцевой канал мальми порциями для ороп1ения тампона.
Недостатками известного устройства являются малая интенсивность обмена электролита, не позволяющая значительно увеличить силу тока; наличие токосъемного устройства, ненадежно .работающего в условиях гапьвани.ческого производства и получени локального покрытия, зависящего от формы и размера анода.
Таким образом технологические возможности этого устройства невысокие и как следствие этого мала производительность.
Известно также л стройство для электроконтактного нанесения покры8П2
тий, содержащее анод с порист(гм тампоном и механизм вознратного поступательного перемещения и вращения анода 2J .
Это устройство может наносить покрытия при высоких плотностях тока. Однако в нем не устранена зависимость локального покрытия от формы и размера анода, и, вращающийся
анод, требует специального токосъемного устройства.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство
для локальной электролитической обработки деталей, содержащее корпус с анодом и с камерой для подачи и отвода электролита и механизм возвратно-поступательного перемещения
и вращения анода, выполненный в внг(е соленоида с направляющим стопором одностороннего действия и сердечника, на поверхности которого выполнены винтообразные пазы и токоподвод ГЗ.
Подача электролита к аноду принудительная, амплитуда возвратнопоступательного перемещения и скорость вращения анода регулируется
частотой сигналов генератора и величиной осевого перемещения сердечника соленоида.
Использование известного устройства позволяет получить качественное
покрытие при высоких плотностях тока. Однако производительность устройства остается невысокой, так как необходимы периодические остановки устройства для смены изношенного
или засорившегося тампона, а также смены анода при изменении формы или размера локального покрытия.
Цель изобретения - повьниение производительности и расширения технологических возможностей.
Указанная цель достигается тем, что в устройстве для локальной электролитической обработки деталей, содержащем корпус с анодом и камерой для подачи и отвода электролита, механизм для перемещения анода и токоподвод, механизм для перемещения анода выполнен в виде кривошипа с регулируемым пальцем, на котором ;
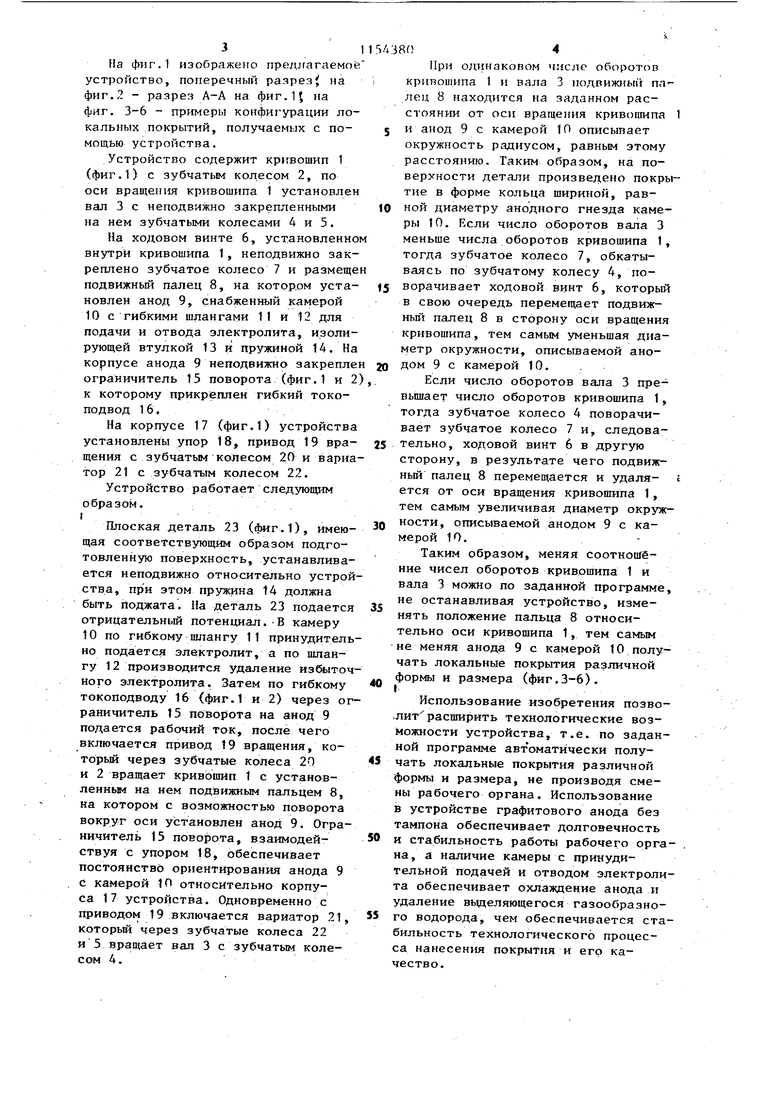
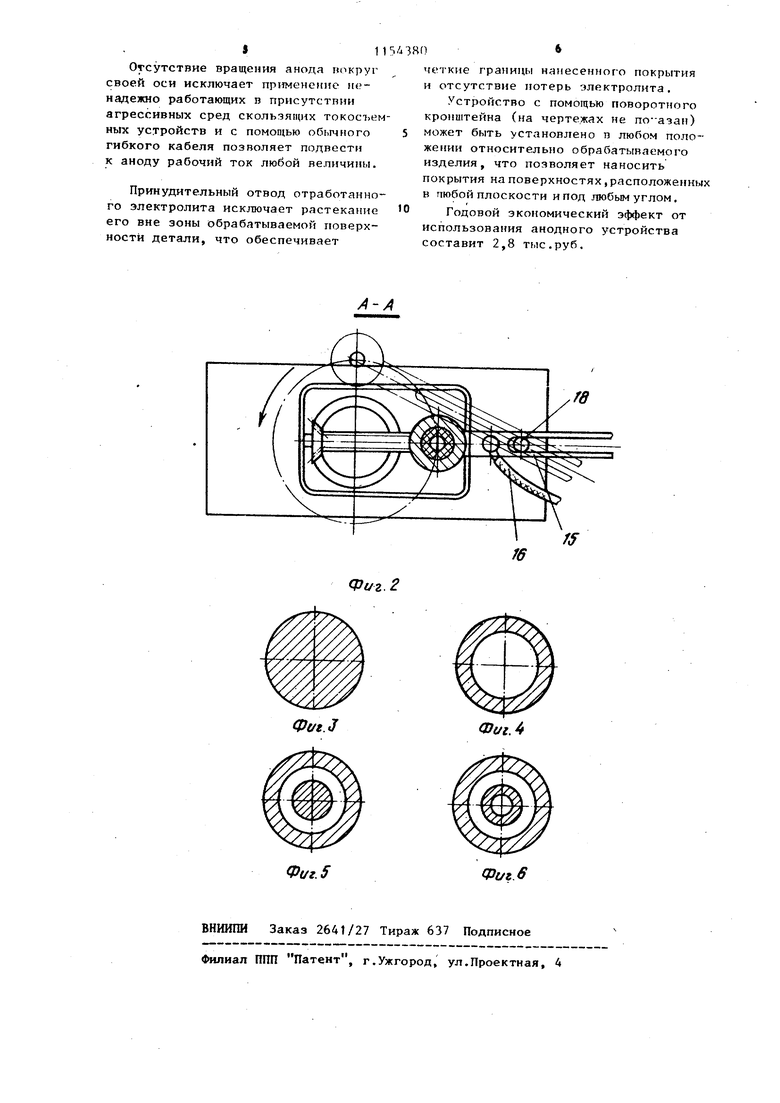
с возможностью поворота вокруг оси установлен анод, причем корпус анода снабжен ограничителем поворота, к которому прикоеплен токоподвод. 3 la фиг.1 изображено пре/иагггемоё устройство, поперечный разрезJ на фиг.2 - разрез А-А на фиг.Ц на фиг. 3-6 - примеры конфигурации локальных покрытий, получаемых с помощью устройства. Устройство содержит крквошип 1 (фиг.1) с зубчатым кодесом 2, по оси вращения кривошипа 1 установлен вал 3 с неподвижно закрепленными на нем зубчатыми колесами 4 и 5. На ходовом винте 6, установленно внутри кривошипа 1, неподвижно закреплено зубчатое колесо 7 и размеще подвижный палец 8, на котором установлен анод 9, снабженный камерой 10 с гибкими шлангами 11 и 12 для подачи и отвода электролита, изолирующей втулкой 13 и пружиной 14. На корпусе анода 9 неподвижно закрепле ограничитель 15 поворота (фиг.1 и 2 к которому прикр еплен гибкий токоподвод 16. На корпусе 17 (фиг.1) устройства установлены упор 18, привод 19 вращения с зубчатьм колесом 20 и вариа тор 21 с зубчатым колесом 22. Устройство работает следующим образом. Плоская деталь 23 (фиг.1), имеющая соответствующим образом подготовленную поверхность, устанавливается неподвижно относительно устрой ства, при этом пружина t4 должна быть гтоджата. На деталь 23 подается отрицательный потенциал.-В камеру 10 по гибкому шлангу 11 принудитель но подается электролит, а по шлангу 12 производится Удаление избыточ ного электролита. Затем по гибкому токоподводу 16 (фиг.1 и 2) через ог раничитель 15 поворота на анод 9 подается рабочий ток, после чего включается привод 19 вращения, которьй через зубчатые колеса 20 и 2 вращает кривошип 1 с установленным на нем подвижным пальцем 8, на котором с возможностью поворота вокруг оси установлен анод 9. Ограничитель 15 поворота, взаимодействуя с упором 18, обеспечивает постоянство ориентирования анода 9 с камерой 10 относительно корпуса 17 устройства. Одновременно с приводом 19 включается вариатор 21, который через зубчатые колеса 22 и 5 вращает вал 3 с зубчатым колесом 4. 04 При одинаковом числе оборотов крипошипа 1 и вала 3 подвижный пллец 8 находится на заданном расстоянии от оси вращения кривошипа 1 и анод 9 с камерой 10 описывает окружность радиусом, равным этому расстоянию. Таким образом, на поверхности детали произведено покрытие в форме кольца шириной, равной диаметру анодного гнезда 10. Ксли число оборотов вала 3 меньше числа оборотов кривошипа 1, тогда зубчатое колесо 7, обкатываясь по зубчатому колесу 4, поворачивает ходовой винт 6, который в свою очередь перемещает подвижный палец 8 в сторону оси вращения кривошипа, тем самым уменьшая диаметр окружности, описываемой анодом 9 с камерой 10. Если число оборотов вала 3 превьш1ает число оборотов кривошипа 1, тогда зубчатое колесо 4 поворачивает зубчатое колесо 7 и, следовательно, ходовой винт 6 в другую сторону, в результате чего подвижный палец 8 перемещается и удаля- i ется от оси вращения кривошипа 1, тем самым увеличивая диаметр окр жности, описываемой анодом 9 с камерой 10. Таким образом, меняя соотношение чисел оборотов кривошипа 1 и вала 3 можно по заданной программе, не останавливая устройство, изменять положение пальца 8 относительно оси кривошипа 1, тем самым не меняя анода 9 с камерой 10 получать локальные покрытия различной формы и размера (фиг.3-6). Использование изобретения позволитрасширить технологические возможности устройства, т.е. по заданной программе автоматически получать локальные покрытия различной формы и размера, не производя смены рабочего органа . Использование в устройстве графитового анода без тампона обеспечивает долговечность и стабильность работы рабочего органа , а наличие камеры с принудительной подачей и отводом электролита обеспечивает охлаждение анода и удаление вьделяющегося газообразного водорода, чем обеспечивается стабильность технологического процесса нанесения покрытия и его качество. 511 Отсутствие вращения анода «округ своей оси исключает применение ненадежно работающих в присутстиии агрессивных сред скользящих токос1 ем ных устройств и с помощью обычного гибкого кабеля позволяет подвести к аноду рабочий ток любой величины. Принудительный отвод отработанного электролита исключает растекание его вне зоны обрабатываемой поверхности детали, что обеспечивает четкие границы нанесенного покрытия и отсутствие потерь электролита. Устройство с помощью поворотного кронштейна (на чертежах не показан) может быть установлено п любом положении относительно обрабатываемого изделия, что позволяет наносить покрытия на поверхностях(расположенных в пюбой плоскости и под любым углом. Годовой экономический эффект от использования анодного устройства составит 2,8 тыс,руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2022 |
|
RU2801976C1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1983 |
|
SU1142530A1 |
| Устройство для нанесения гальванических покрытий натиранием | 1989 |
|
SU1677093A1 |
| Устройство для гальванической обработки мелких деталей | 1984 |
|
SU1216259A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2643295C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2009 |
|
RU2430199C2 |
Гв
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ИЛИЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОНАТИРАНИЕЛг | 1971 |
|
SU424917A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
