Изобретение относится к гальванотехнике и может применяться при восстановлении внутренних цилиндрических поверхностей деталей виеванным электролитическим осаждением, с применением роликовых анодов.
Известно устройство для электролитического нанесения покрытий методом натирания на внутренние цилиндрические поверхности, содержащее корпус, резьбовой вал, упорный подшипник, фиксирующую гайку, регулирующий ползун, плотно прилегающие аноды с тампонами. Ножницы, выполненные в виде ведущего и ведомого полотен, шарнирно закрепленных в его центральной части и сходящихся в близкорасположенных параллельных плоскостях с установленным в шарнирном механизме датчиком давления, причем внешние концы ведущих полотен и внешние концы ведомых полотен закреплены в полозьях корпуса и выполнены с возможностью свободного хода в вертикальном направлении, причем внутренние концы ведомых полотен закреплены на корпусе упорного подшипника, а внутренние концы ведущих полотен шарнирно закреплены на регулирующем ползуне, (патент RU №2715584, МПК C25D 5/06, опубликовано: 02.03.2020 бюл. №7).
Недостатком применения данного устройства является то, что, при восстановлении изношенных деталей, возникает быстрый износ войлочного тампона из-за постоянные трения об обрабатываемую поверхность, еще одним из недостатков является низкая надежность механизма «Ножницы» для передачи крутящего момента от резьбового вала к анодам.
В качестве прототипа наиболее близким техническим решением является устройство (патент RU №2503753 C25D 5/06, опубликованного: 10.01.2014 бюл. №1) для гальваномеханического нанесения покрытий на внутреннюю поверхность цилиндрических деталей, содержащее вал, анод, активирующие ролики, изготовленные из абразива, держатели, средство для прижима активирующих роликов. Устройство снабжено верхним и нижним фланцем с каналами для подвода и отвода электролита, герметизирующими прокладками, ведущими и ведомыми шкивами, соединенными ременной передачей, и крестовину, причем крестовина несет па себе валы, установленные в подшипниках и ограниченные в осевом перемещении верхними и нижними втулками, а активирующие ролики и шкивы жестко закреплены и скомпонованы на валах, при этом на одной паре валов, расположенных напротив друг друга, смонтированы ведущие ролики и шкивы, а на другой паре - ведомые ролики и шкивы, с возможностью обеспечения проскальзывания ведомых активирующих роликов, причем средство для прижима активирующих роликов выполнено в виде пружин, установленных в квадратных пазах крестовины, по которым перемещаются направляющие держателей, снабженные штифтами, ограничивающими их перемещение в пазах.
Недостатком является сложная конструкция, большое количество мелких, оригинальных деталей требующих высокую трудоемкость при изготовлении, низкая надежность устройства из-за наличия ременной передачи, которая может выйти из строя во время нанесения гальванопокрытий, ограниченные размеры обрабатываемых деталей, маленькая суммарная площадь контакта активирующих роликов и восстанавливаемой поверхности.
С учетом вышеупомянутого уровня техники в основу настоящего изобретения положена задача дальнейшего усовершенствования устройства за счет не сложной конструкции, роликовых анодов с автоматической клапанной системой для подачи электролита.
Технической проблемой является создание устройства для электролитического осаждения металлов с роликовыми анодами, с целью повышения надежности, производительности гальванического процесса восстановления деталей и получение качественных износостойких покрытий.
Техническим результатом является: повышение надежности, производительности гальванического процесса восстановления деталей и получение качественных износостойких покрытий за счет роликовых анодов, покрытых войлочными 'тампонами, которые менее подвержены износу чем, неподвижные относительно своей оси аноды, при электролитическом натирании. Так же достигается стабильный процесс электролиза за счет автоматической клапанной системы для локальной, дозированной, предотвращающей перерасход, подачи электролита.
Технический результат достигается тем что, в предлагаемом устройстве для виеванного электролитического осаждения металлов с использованием роликовых анодов, содержащем свинцовый стакан с конусными отверстиями, плоскую пружину, конусные клапаны, верхний и нижний упорный подшипник, патрубки, уплотнитель, войлочный тампон, новым является то, что устройство оснащено верхним и нижним корпусами, установленными один в другой, имеющие возможность взаимного телескопического перемещения при монтаже, соединенные с перпендикулярно расположенными ветками, на которые устанавливаются подпружиненные верхние и нижние отводы для точного прижатия к детали роликового анода с автоматической клапанной системой локальной подачи электролита в зону электролиза.
Сущность заявляемого изобретения иллюстрируется гертежами:
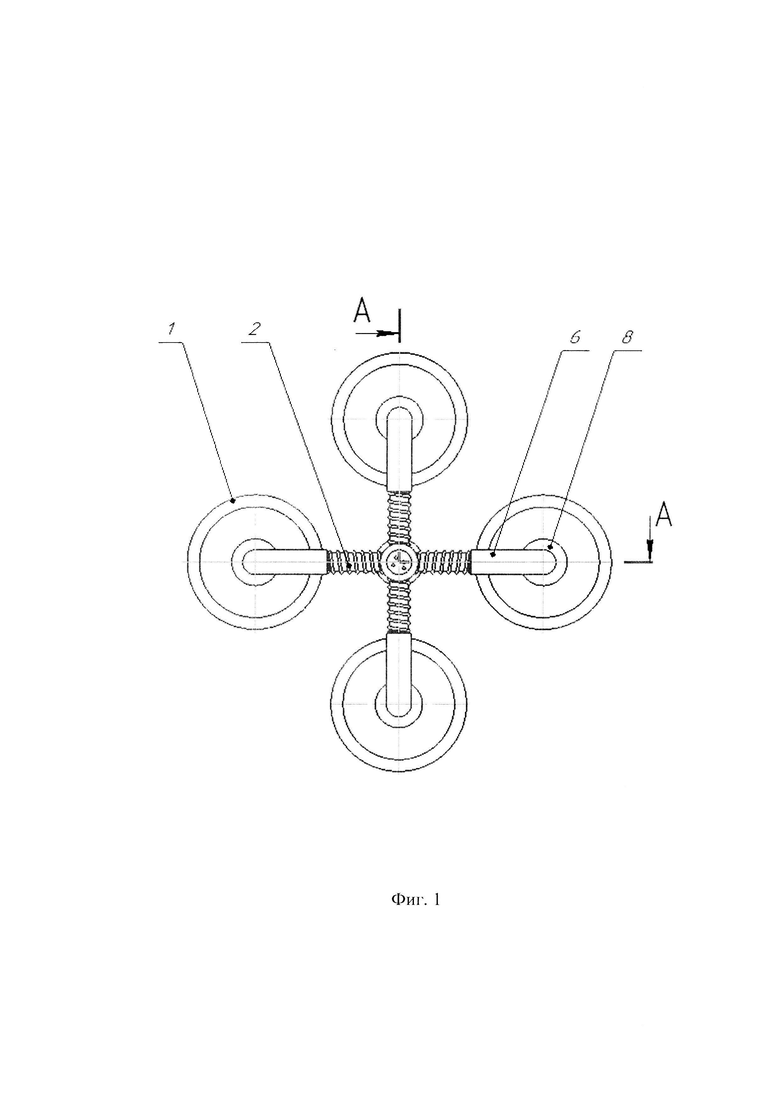
фиг. 1 - общий вид сверху; фиг. 2 - вид сечения Л-Л на фиг. 1.
Заявляемое устройство состоит из следующих элементов: 1 - роликовый анод в сборе, 2 - пружина сжатия, 3 - верхняя ветка, 4 - верхний корпус, 5 - патрубок для подачи электролита, 6 - верхний отвод, 7 - уплотнитель, 8 - верхний упорный подшипник, 9 - плоская пружина, 10 - конусный клапан, 11 - свинцовый стакан, 12 - конусное отверстие, 13 - войлочный тампон, 14 - электролит, 15 - нижний упорный подшипник, 16 -нижний отвод, 17 - нижняя ветка, 18 - нижний корпус.
Для того чтобы собрать устройство, необходимо в трубу нижнего корпуса 18 установить верхний корпус 4. Верхний корпус 4 и нижний корпус 18 имеют по 4 ветки, расположенные под углом 90 градусов каждый, относительно друг друга. На верхних ветках 3 и нижних ветках 17 устанавливаются пружины сжатия 2 и отводы 6 и 16. На каждый отвод запрессовываются упорные подшипники 8 и 15 через верхние кольца, нижние кольца подшипника запрессовываются в нижние и верхние части свинцовых стаканов 11. В верхнюю часть свинцовых стаканов устанавливают уплотнители 7, к которым подводятся патрубки для подачи электролита 5. Роликовый анод имеет автоматическую клапанную систему, состоящую из плоских пружин 9 и конусных клапанов 10, устанавливаемые в многочисленные конусные отверстия 12, через которые поступает электролит 14 в войлочный тампон 13 свинцового стакана 11.
Стабильный и высокопроизводительный процесс электролитического осаждения металлов достигается за счет применения роликовых анодов с автоматической клапанной системой. Такая конструкция позволяет повысить ресурс анодов, а автоматическая клапанная система позволяет поддерживать стабильный режим электролиза за счет дозированной, локальной подачи электролита в зону контакта с поверхностью детали с возможностью значительного увеличения катодной плотности тока и снижено времени осаждения.
Предлагаемое устройство работает следующим образом. Перед применением устройство находится в свободном (разжатом состоянии). Для того, чтобы устройство поместить во внутреннюю цилиндрическую поверхность детали необходимо сжать его путем перемещения отводов 6, 16 к нижним и верхним корпусам 4, 18. После установки устройства в цилиндрическое отверстие детали, пружины 2, установленные на верхних ветках 3 и нижних ветках 17 обеспечивают прижатие роликовых анодов 1 к внутренним стенкам цилиндрической поверхности. С помощью патрубков 5 в свинцовый стакан 11 закачивается электролит 14 под давлением от кислотостойкого гидравлического насоса (не показан). В свинцовом стакане 11 располагается множество конусных отверстий 12 в которые вставлены конусные клапаны 10 и удерживаются от выпадения плоскими пружинами 9. Для защиты от протекания в верхней части свинцового стакана установлен уплотнитель 7. Пружина 2 выдвигает роликовые аноды 1 в сторону детали и прижимает к восстанавливаемой поверхности. При соприкосновении роликового анода 1 с восстанавливаемой деталью (катодом) клапан 10 установленный в конусное отверстие 12 свинцового стакана 11 начинает движение в противоположную сторону от поверхности восстанавливаемой детали, открывая тем самым поток электролита 14. Электролит смачивает войлочный тампон 13 в зоне контакта с деталью. Далее подключают электрический ток к аноду и к детали (катоду), затем начинают вращать устройство для виеванного электролитического осаждения металлов при помощи привода (не показано), относительно центральной оси корпусов 4 и 18. Роликовые аноды 1 начинают вращение в упорных подшипниках 8 и 15, под силой трения качения, по внутренней цилиндрической поверхности восстанавливаемой детали, при этом в зоне контакта от соприкосновения постоянно срабатывают конусные клапаны 10, открывая поступление свежей ровно дозированной порции электролита 14. В закрытое положение конусные клапаны 10 переводятся плоскими пружинами 9 и закрывают поступление электролита 14 в момент, когда роликовый анод 1 не соприкасается с деталью, предотвращая, таким образом, самопроизвольное вытекание и перерасход электролита 14. Использованный электролит стекает в емкость для сбора (не показано), далее подвергается регенерации и повторно применяется в процессе электролитического осаждения.
Таким образом, создание устройства для вневанного электролитического осаждения металлов с использованием роликовых анодов позволит повысить надежность, производительность гальванического процесса восстановления деталей и получить качественные, износостойкие покрытия за счет роликовых анодов, покрытых войлочными тампонами, которые мало подвержены износу. Наличие в устройстве автоматической клапанной системы позволит обеспечить стабильный, быстрый, процесс электролиза для получения качественных, износостойких покрытий путем локальной, дозированной, предотвращающей перерасход, подачей электролита непосредственно в зону контакта роликового анода и детали (катода).
Список использованной литературы
1. Садыков М.Р., Валиев А.Р., Адигамов II.Р., Гималтдинов И.Х. Устройство для электролитического нанесения покрытий методом натирания па внутренние цилиндрические поверхности // Патент России №2715584. 2020. Бюл. №7.
2. Захаров Ю.А., Спицын И.А. Устройство для гальваномеханического осаждения покрытий // Патент России №503753. 2014. Бюл. №1.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ ЭЛЕКТРОЛИТИЧЕСКОГО НАТИРАНИЯ | 2020 |
|
RU2739927C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ ПРИ ПОНИЖЕННОМ ДАВЛЕНИИ | 2007 |
|
RU2352692C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2321688C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПОСРЕДСТВОМ ЭЛЕКТРОЛИТИЧЕСКОГО НАТИРАНИЯ | 2005 |
|
RU2292410C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ НАТИРАНИЯ НА ВНУТРЕННИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ | 2019 |
|
RU2715584C1 |
| Устройство для электроконтактного нанесения покрытий | 1980 |
|
SU943332A1 |
| Установка для нанесения электролитических покрытий натиранием | 1988 |
|
SU1498825A1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| Установка для нанесения композиционных покрытий электронатиранием | 1980 |
|
SU945257A1 |

Изобретение относится к гальванотехнике и может использоваться при восстановлении внутренних цилиндрических поверхностей деталей вневанным электролитическим осаждением. Устройство содержит свинцовый стакан с конусными отверстиями, верхний и нижний упорные подшипники, патрубки, уплотнитель, верхний и нижний корпуса, установленные один в другой, имеющие возможность взаимного телескопического перемещения при монтаже, соединенные с перпендикулярно расположенными ветками, на которые установлены подпружиненные верхние и нижние отводы для точного прижатия к детали покрытого войлочным тампоном роликового анода с автоматической клапанной системой, состоящей из плоских пружин и конусных клапанов и выполненной с возможностью локальной подачи электролита в зону электролиза. Изобретение повышает надежность гальванического процесса восстановления деталей и позволяет получить качественное износостойкое покрытие за счет роликовых анодов, покрытых войлочными тампонами, и автоматической клапанной системы для локальной, дозированной, предотвращающей перерасход подачи электролита в зону электролиза. 2 ил.
Устройство для вневанного электролитического осаждения металлов, содержащее роликовый анод, свинцовый стакан с конусными отверстиями, верхний и нижний упорные подшипники, патрубки, уплотнитель, отличающееся тем, что оно содержит покрытый войлочным тампоном роликовый анод с автоматической клапанной системой, состоящей из плоских пружин и конусных клапанов и выполненной с возможностью локальной подачи электролита в зону электролиза, верхний и нижний корпуса, установленные один в другой, выполненные с возможностью взаимного телескопического перемещения при монтаже и соединенные с перпендикулярно расположенными ветками, на которые установлены подпружиненные верхние и нижние отводы для точного прижатия к детали упомянутого роликового анода, при этом в конусные отверстия свинцового стакана вставлены конусные клапаны с удерживающими их от выпадения плоскими пружинами упомянутого роликового анода.
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ НАТИРАНИЯ НА ВНУТРЕННИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ | 2019 |
|
RU2715584C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1999 |
|
RU2155827C1 |
| Устройство для нанесения покрытий | 1987 |
|
SU1705418A1 |
| US 8512542 B2, 20.08.2013. | |||

