Область техники
Изобретение относится к области обработки металлов давлением, а именно к точечной магнитно-импульсной сварке листовых металлических материалов и может найти применение в различных областях машиностроения, приборостроения, в авиа и ракетостроении.
Уровень техники
Способ магнитно-импульсной сварки является логическим развитием сварки взрывом, при котором одна из свариваемых деталей ускоряется относительно другой за счет энергии взрывчатого вещества. При высокоскоростном столкновении деталей под определенными углами между ними образуется сварное соединение. При магнитно-импульсной сварке ускорение одной из деталей происходит под действием импульсного магнитного поля. Способ магнитно-импульсной сварки описан в Патенте США №3520049, Патенте Великобритании №755472, и в «Магнитно-импульсная сварка металлов» Дудин А.А., М.: Металлургия, 1979, с. 128 с. Данный способ применяется, в основном, для трубчатых деталей при использовании в качестве сварочных индукторов одно- или многовитковых соленоидов.
Из уровня техники известен патент США №US3851139 «MAGNETIC PULSE WELDING USING SPACED PROXIMITY CONDUCTOR», в котором описывается способ и устройство для магнитно-импульсной сварки пары электропроводящих плоских заготовок, состоящее из источников питания, коммутаторов и индукторов различной конфигурации. Недостатками данного решения является то, что требуется дополнительный источник питания для обеспечения предварительного нагрева, а размеры соединяемых заготовок ограничиваются геометрическими размерами индуктора.
В источнике Racineux G., Manogaran A., Pereira D., Miranda R.M. (2014) Dissimilar Welding Using Spot Magnetic Pulse Welding. In: Xu J., Cruz-Machado V., Lev В., Nickel S. (eds) Proceedings of the Eighth International Conference on Management Science and Engineering Management. Advances in Intelligent Systems and Computing, vol 280. Springer, Berlin, Heidelberg, описана точечная магнитно-импульсная сварка разнородных материалов. Установка включала в себя батарею конденсаторов с максимальной запасаемой энергией 30 кДж. Сварочный индуктор имел плоскую конфигурацию. Была осуществлена точечная магнитно-импульсная сварка пары алюминий - сталь и произведен анализ полученных сварных соединений. Недостатками предлагаемого решения является то, что для обеспечения необходимого зазора между свариваемыми деталями производилась предварительная деформация одной из них, что с одной стороны усложняет технологический процесс, а с другой стороны увеличивает риск разрушения материала в местах предварительных перегибов. Также к недостаткам описанной схемы можно отнести плоскую конфигурацию индуктора, так как в подобной схеме трудно обеспечить требуемую механическую прочность.
В Патенте США №US 9636771, принятом за прототип описано устройство для магнитно-импульсной сварки плоских металлических полос. Устройство состоит из источника электрического тока, соединительного фидера и сварочных индукторов различной конфигурации. Недостатком данного устройства является невозможность сваривания листовых деталей большого размера и произвольной конфигурации.
Раскрытие изобретения Технической проблемой, на решение которой направлено заявляемое техническое решение, является расширение технологических возможностей магнитно-импульсных установок, а именно, осуществление неразрывного соединения двух протяженных листовых деталей, в том числе из разнородных материалов.
Технический результат заявляемого изобретения заключается в том, что применяется U-образная конфигурация сварочного индуктора, размещенного над свариваемыми деталями, а способ магнитно-импульсной сварки включает в себя подготовку свариваемых материалов и образования ряда кольцевых сварных соединений.
Технический результат заявленного изобретения достигается тем, что: предложен способ получения соединений плоских листовых металлических материалов точечной магнитно-импульсной сваркой включающий размещение верхней и нижней свариваемых деталей на упоре под индуктором и осуществление точечной магнитно-импульсной сварки, при этом упор выполняют со сквозным отверстием, при этом используют U-образный сварочный индуктор, который устанавливают с минимальным зазором между его вершиной и свариваемыми деталями, а в нижней детали в каждой предполагаемой точке образования сварного соединения выполняют коническое отверстие и размещают детали с совмещением конического отверстия нижней детали со сквозным отверстием в упоре и с осью симметрии U-образного сварочного индуктора, при этом основание конуса отверстия нижней детали обращено в сторону поверхности верхней детали.
Так же предложено устройство для получения соединений плоских листовых металлических материалов точечной магнитно-импульсной сваркой, содержащее сварочный индуктор, закрепленный в сильноточном фидере, источник импульсного тока, устройство управления и упор для размещения деталей при этом сварочный индуктор имеет U-образную форму и снабжен изолятором на его центральной части, предназначенным для исключения электрического контакта индуктора при размещении его вершины над свариваемыми деталями, причем индуктор через сильноточный фидер соединен с источником импульсного тока, а упор выполнен со сквозным отверстием, обеспечивающим возможность его смещения с осью симметрии U-образного сварочного индуктора.
Совокупность приведенных выше существенных признаков приводит к тому, что:
- В результате протекания импульса тока по U-образному индуктору максимальная плотность тока достигается в точке минимального зазора, образованного внешней вершиной U-образного индуктора и свариваемыми деталями;
- Получаются сварные соединения протяженных листовых электропроводящих материалов (или обладающих кривизной, радиус которой значительно больше размеров индуктора);
- Геометрические размеры свариваемых деталей не ограничены размером сварочного индуктора.
Краткое описание чертежей
Сущность изобретения поясняется фигурами.
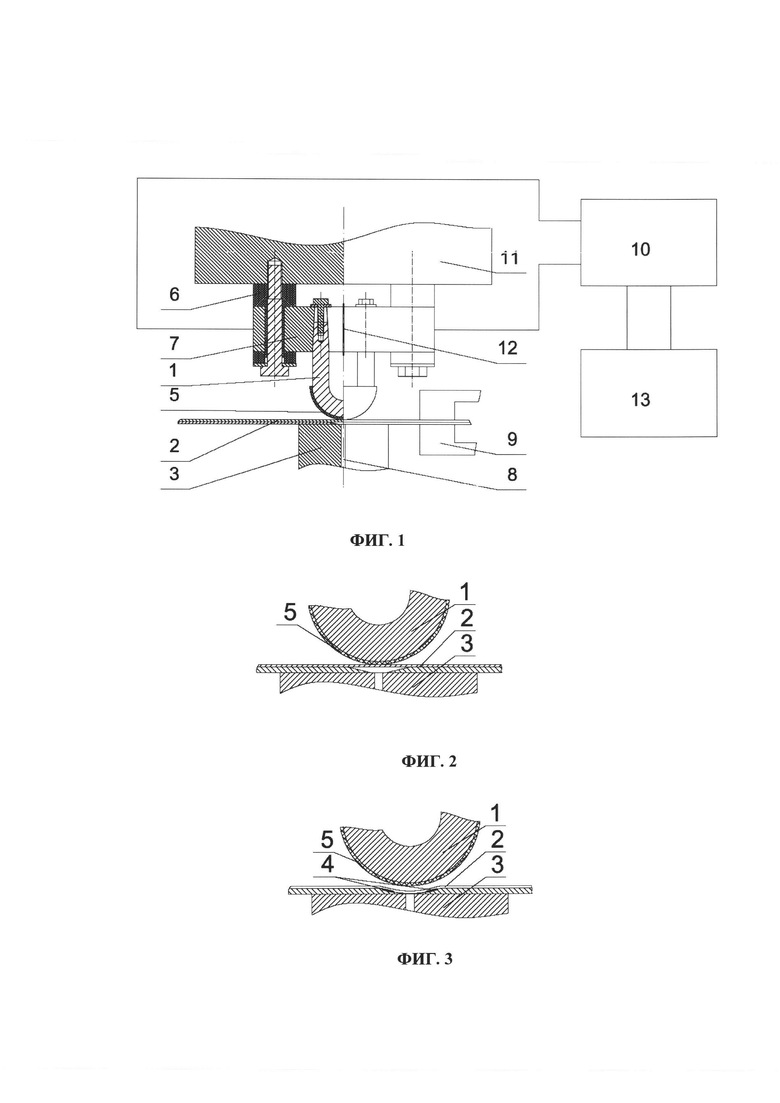
На Фиг. 1 приведена общая схема магнитно-импульсной установки для точечной магнитно-импульсная сварки плоских листовых металлических материалов, где:
1 - U-образный сварочный индуктор
2 - свариваемые детали
3 - упор
5 - изолятор индуктора
6 - изолирующие втулки
7 - сильноточный фидер
8 - компенсационное отверстие
9 - фиксирующее и подающее устройство
10 - источник импульсного тока
11 - рама
12 - диэлектрическая пластина
13 - устройство управления.
На Фиг. 2 и Фиг. 3 показано в увеличенном масштабе образование кольцевого сварного соединения при протекании импульса тока через индуктор, где:
1 - часть сварочного индуктора,
2 - свариваемые детали,
3 - упор,
4 - место образования кольцевого сварного соединения,
5 - изолятор индуктора.
Осуществление изобретения
Установка для точечной магнитно-импульсной сварки, показанная Фиг. 1, включает в себя металлическую раму 11 (на чертеже показана частично), на которой с помощью болтовых соединений через изолирующие втулки 6 закреплен сильноточный фидер 7, состоящий из двух массивных частей, электрически изолированных друг от друга диэлектрической пластиной 12, удерживаемой в зазоре, например, трением. К сильноточному фидеру 7 присоединен U-образный сварочный индуктор 1, закрепленный в сильноточном фидере, например, на коническую посадку с резьбовой фиксацией, способ закрепления индуктора должен обеспечивать электрический контакт между последним и сильноточным фидером, а также обеспечивать возможность выдерживать значительные механические усилия. На сварочном индукторе 1 закреплен изолятор 5, предназначенный для исключения электрического контакта индуктора со свариваемыми деталями. Сварочный индуктор 1 через сильноточный фидер 7 соединен с источником импульсного тока 10. Параметры импульсного сварочного тока определяются устройством управления 13. Свариваемые детали 2 располагаются между индуктором 1 и упором 3, при этом нижняя деталь должна быть предварительно подготовлена. Подготовка заключается в создании в каждой предполагаемой точке образования сварного соединения конического отверстия. Основание конуса должно быть обращено в сторону верхней поверхности. Угол между основанием конуса и его образующей определяется из условий свариваемости различных материалов (Журнал Атомная Энергия, т. 73, вып. 4, Октябрь 1992 с. 278-284. и «Исследование магнитно-импульсной сварки в плоской геометрии», М.Н. Казеев, B.C. Койдан, В.Ф. Козлов, Ю.С. Толстов. Прикладная механика и техническая физика, 2013, 6, с 38-44). Массивный упор 3 закреплен на раме (на чертеже не показано) и имеет сквозное отверстие 8. Упор предназначен для удержания деталей относительно сварочного индуктора и компенсации возникающих при сварке усилий. Отверстие 8 исключает образование противодавления воздуха, истекающего при движении верхней листовой поверхности. Фиксирующее и подающее устройство 9 предназначено для позиционирования свариваемых деталей относительно сварного индуктора, удержания в момент сваривания и перемещения деталей в следующую точку сварки фиксирующее и подающее устройство 9 может управляться как в ручном, так и в автоматическом режиме и должно обеспечить совпадение осей симметрии сварочного индуктора 1 и конического отверстия в нижней свариваемой детали.
Возможный материал изолятора индуктора 5 это фторопласт, толщина порядка 1 мм. его наличием обусловлен технологический зазор, исключающий электрический контакт индуктора 1 и свариваемых деталей 2. Возникающее импульсное магнитное давление, максимальное в области в точке внешней вершины U-образного сварочного индуктора 1, ускоряет часть верхней детали 2 в направлении нижней, при соударении которых образуется кольцевое неразрывное соединение.
Установка (устройство) работает следующим образом: Свариваемые листовые детали 2 помещаются между сварочным индуктором 1 и упором 3, при этом фиксирующее и подающее устройство под управлением оператора или в автоматическом режиме позиционирует свариваемые детали в одну из точек предполагаемой сварки. В этой точке центр подготовленного в нижней свариваемой детали коническое отверстие должен быть совмещен с осью симметрии сварочного индуктора 1, при этом обеспечивается условие, что минимальный зазор между индуктором и свариваемыми деталями располагается точно над центром подготовленного конического отверстия. После этого устройство управления 13 инициирует импульс от источника импульсного тока 10. Форма, амплитуда и длительность импульсного сварочного тока зависят от характеристик свариваемых материалов и определяются устройством управления 13. При протекании тока через индуктор 1 плотность тока в поперечном сечении не является равномерной. Наибольшая плотность тока образуется вблизи зазора между сварочным индуктором 1 и верхней свариваемой деталью. Это происходит потому, что в данной конфигурации электропроводящая плоскость вблизи проводника с током является концентратором магнитного потока (Кнопфель Г. Сверхсильные импульсные магнитные поля. Методы генерации и физические эффекты, связанные с созданием импульсных полей мегаэрстедного диапазона, пер. с англ. Ф.А. Николаева и Ю.П. Свириденко. - Москва: Мир, 1972. - 391 с.) В результате в области минимального зазора между сварочным индуктором 1 и верхней деталью 2 возникает импульс магнитного давления, ускоряющий часть верхней свариваемой детали в направлении нижней свариваемой детали. Ускоренная до скорости, необходимой для образования сварного соединения, часть верхней из свариваемых поверхностей сталкивается с нижней поверхностью в области подготовленного конического отверстия и происходит их сваривание. На Фиг. 2 в увеличенном масштабе показаны сечения свариваемых листов в одной из точек сварки до протекания импульсного сварочного тока. На Фиг. 3 - после протекания импульсного сварочного тока и образования сварного соединения. На Фиг. 3 зона образуемого сварного соединения 4 представляет собой кольцевую область, расположенную на боковой поверхности предварительно подготовленного конического отверстия.
Таким образом, заявленное изобретение решает следующую основную проблему: осуществляет точечную магнитно-импульсную сварку плоских металлических листов большого размера (в том числе разнородных материалов) или имеющих радиус кривизны, превышающий в несколько раз линейную протяженность зоны сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней индукционной точечной сварки разнотолщинных деталей и устройство для его осуществления | 2017 |
|
RU2669138C1 |
| Способ высокочастотной сварки | 1980 |
|
SU912443A1 |
| Устройство для электромагнитной точечной сварки | 2019 |
|
RU2716918C1 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ ДВУХКОНТУРНОЙ СВАРКИ ШТУЦЕРА С КОРПУСОМ | 2009 |
|
RU2399469C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ПЛИТЫ С ОРЕБРЁННОЙ ПОВЕРХНОСТЬЮ | 2016 |
|
RU2627553C1 |
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2002 |
|
RU2235626C2 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОСВАРНЫХ ЗАМКНУТЫХ КОНСТРУКЦИЙ ИЗ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2228826C2 |
| УСТРОЙСТВО ЭЛЕКТРОМАГНИТНОЙ ИМПУЛЬСНОЙ СВАРКИ, ВКЛЮЧАЮЩЕЕ В СЕБЯ ИЗОЛЯТОР ДЛЯ СВАРИВАНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2012 |
|
RU2625368C2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
Изобретение может быть использовано при точечной магнитно-импульсной сварке листовых металлических материалов. Верхнюю и нижнюю свариваемые детали размещают на упоре, который выполняют со сквозным отверстием. В нижней детали в каждой точке сварного соединения выполняют коническое отверстие, основание которого обращено в сторону поверхности верхней детали. Размещают детали с совмещением конического отверстия нижней детали со сквозным отверстием в упоре и с осью симметрии U-образного сварочного индуктора. Сварочный индуктор закреплен в сильноточном фидере и соединен с источником импульсного тока. Индуктор снабжен изолятором на его центральной части, предназначенным для исключения электрического контакта при размещении вершины индуктора над свариваемыми деталями. Техническим результатом заявленного изобретения является расширение технологических возможностей магнитно-импульсных установок. 2 н.п. ф-лы, 3 ил.
1. Способ получения соединений плоских листовых металлических материалов точечной магнитно-импульсной сваркой, включающий размещение верхней и нижней свариваемых деталей на упоре под индуктором и осуществление точечной магнитно-импульсной сварки, отличающийся тем, что упор выполняют со сквозным отверстием, при этом используют U-образный сварочный индуктор, который устанавливают с минимальным зазором между его вершиной и свариваемыми деталями, а в нижней детали в каждой предполагаемой точке образования сварного соединения выполняют коническое отверстие и размещают детали с совмещением конического отверстия нижней детали со сквозным отверстием в упоре и с осью симметрии U-образного сварочного индуктора, при этом основание конуса отверстия нижней детали обращено в сторону поверхности верхней детали.
2. Устройство для получения соединений плоских листовых металлических материалов точечной магнитно-импульсной сваркой, содержащее сварочный индуктор, закрепленный в сильноточном фидере, источник импульсного тока, устройство управления и упор для размещения деталей, отличающееся тем, что сварочный индуктор имеет U-образную форму и снабжен изолятором на его центральной части, предназначенным для исключения электрического контакта индуктора при размещении его вершины над свариваемыми деталями, причем индуктор через сильноточный фидер соединен с источником импульсного тока, а упор выполнен со сквозным отверстием, обеспечивающим возможность его совмещения с осью симметрии U-образного сварочного индуктора.
| US 9636771 B2, 02.05.2017 | |||
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1997 |
|
RU2110381C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ОБОЖЖЕННОГО ОКСИДА КАЛЬЦИЯ | 2006 |
|
RU2309131C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2010 |
|
RU2455137C1 |
| Способ магнитно-импульсной сварки металлов | 1984 |
|
SU1215924A1 |

