Изобретение относится к области односторонней контактной точечной сварки и может быть использовано в машиностроении и приборостроении.
Известен способ односторонней контактной точечной сварки с подогревом, включающий два импульса тока, первый из которых нагревает верхнюю свариваемую деталь, тем самым увеличивая ее электрическое сопротивление, а второй формирует сварные точки при уменьшенном токе шунтирования [Орлов Б. Д. и др. Технология и оборудование контактной сварки: Учебник для машиностроительных вузов. Изд. 2-е, перераб. и доп. - М.: Машиностроение, 1986, с. 116].
Известный способ частично решает задачу по снижению тока шунтирования и увеличению проплавления нижней детали, однако его эффективность незначительна ввиду того, что во время прохождения подогревающего импульса тока наряду с верхней деталью значительно нагревается и нижняя свариваемая деталь. Кроме этого недостатком данного способа является склонность к наружным выплескам со стороны токоподводящих электродов, что ухудшает качество сварного соединения.
Наиболее близким по совокупности существенных признаков является способ односторонней контактной точечной сварки, включающий сжатие деталей электродами и пропускание импульса сварочного тока в мягком режиме с повышенным усилием сжатия электродов (Fсв) и использующий плавное нарастание сварочного тока [Чулошников П.Л. Точечная и роликовая электросварка легированных сталей и сплавов, изд. 2-е, перераб. и доп. - М.: Машиностроение, 1974, с. 140-141].
Данный способ частично решает задачу по снижению склонности процесса к выплескам, однако главным недостатком этого способа вследствие низкого сопротивления ветви шунтирования по сравнению со сварочной ветвью является большой ток шунтирования, который приводит к уменьшению проплавления нижней детали и, тем самым, снижает качество сварного соединения.
Задачей предлагаемого изобретения является повышение качества сварного соединения за счет уменьшения тока шунтирования и увеличения проплавления нижней детали.
Это достигается тем, что в способе односторонней контактной точечной сварки, включающем сжатие деталей электродами и пропускание импульса тока, со стороны верхней детали подводят индуктор, подключенный к источнику переменной ЭДС, одновременно пропускают переменный ток по индуктору и свариваемым деталям в одном направлении (с разностью фаз, равной нулю).
Сущность изобретения поясняется чертежами.
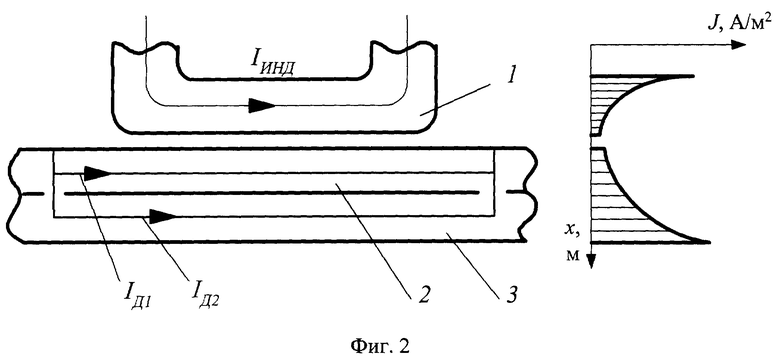
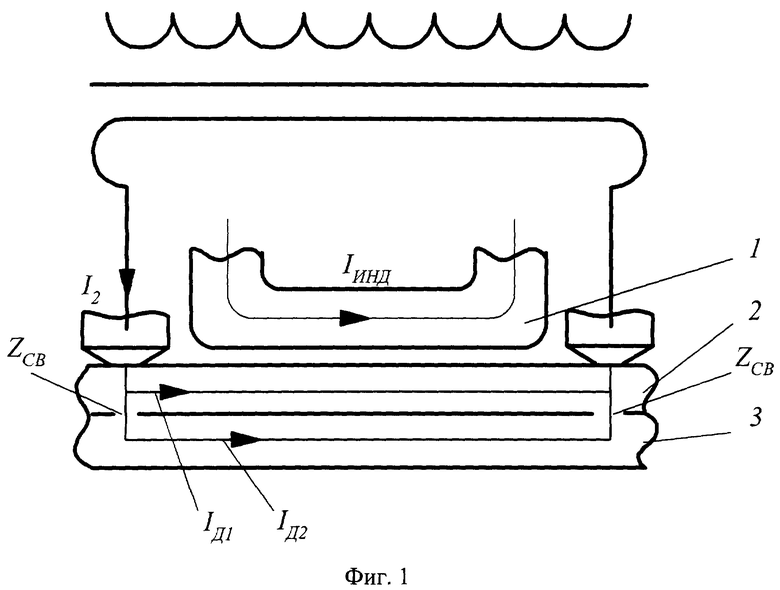
На фиг.1 изображена схема односторонней контактной точечной сварки; на фиг.2 - распределение плотности тока по вертикальному сечению проводников.
Способ сварки осуществляется в следующей последовательности операций. Производят сжатие деталей электродами. Одновременно со стороны верхней детали подводят индуктор 1, подключенный к источнику переменной ЭДС так, чтобы ток по индуктору и свариваемым деталям протекал в одинаковом направлении (разность фаз равна 0°). Таким образом, создается система из двух проводников (свариваемые детали считаются как один проводник) с одинаковым направлением тока. Затем пропускают переменный ток по индуктору 1 и свариваемым деталям 2 и 3, причем каждый проводник (индуктор и свариваемые детали) находится как в собственном переменном магнитном поле, так и в поле другого проводника. Взаимодействие электромагнитных полей проводников приводит к изменению напряженности магнитного поля в различных зонах проводников. В системе с одинаковым направлением тока магнитные потоки от обоих токов в зазоре между проводниками, направленные встречно, ослабляются, а на наружных сторонах проводников, направленные в одну сторону, суммируются. Так, напряженность магнитного поля на наружных сторонах проводника увеличивается, и вследствие этого в этих местах увеличивается плотность тока.
Таким образом, происходит принудительное отталкивание (смещение) тока из верхней свариваемой детали 2 в нижнюю 3, ток шунтирования Iд1 снижается, а сварочный ток Icв=Iд2 увеличивается (фиг 2).
Величина смещения плотности тока в нижнюю деталь, а следовательно, и величина снижения Iд1 зависит от частоты тока, материала свариваемых деталей и индуктора, расстояния между ними, формы индуктора и некоторых других факторов.
Применение данного способа повышает качество сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2002 |
|
RU2226143C2 |
| Способ контактной точечной сварки разнотолщинных деталей | 1990 |
|
SU1722744A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 2002 |
|
RU2225780C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 2003 |
|
RU2269400C2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2000 |
|
RU2183152C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| Способ контактной точечной сварки деталей разной толщины | 1990 |
|
SU1764892A1 |
| Способ односторонней индукционной точечной сварки разнотолщинных деталей и устройство для его осуществления | 2017 |
|
RU2669138C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Способ подготовки деталей из алюминиевых сплавов к контактной точечной и шовной сварке | 1982 |
|
SU1138277A1 |
Изобретение относится к области односторонней контактной точечной сварки и может быть использовано в машиностроении и приборостроении. Свариваемые детали сжимают электродами. Со стороны верхней детали подводят индуктор, который подключен к источнику переменной ЭДС. По свариваемым деталям и индуктору одновременно пропускают переменный ток, направленный в одном направлении с разностью фаз, равной нулю. Это позволяет повысить качество сварного соединения путем уменьшения значения тока шунтирования и увеличения проплавления нижней детали. 2 ил.
Способ односторонней контактной точечной сварки, включающий сжатие деталей электродами и пропускание импульса тока, отличающийся тем, что со стороны верхней детали подводят индуктор, подключенный к источнику переменной ЭДС, одновременно пропускают переменный ток по индуктору и свариваемым деталям в одном направлении с разностью фаз равной нулю.
| ЧУЛОШНИКОВ П.Л | |||
| Точечная и роликовая электросварка легированных сталей и сплавов | |||
| Изд | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и доп | |||
| - М.: Машиностроение, 1974, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Технология и оборудование контактной сварки | |||
| - М.: Машиностроение, 1975, с | |||
| Рельсовый башмак | 1921 |
|
SU166A1 |

