Настоящая заявка испрашивает приоритет заявки на европейский патент EP17382531.6, поданной 2 августа 2017 года.
Настоящее изобретение относится к способам изготовления горячеформованных конструктивных элементов и применениям сталей сверхвысокой прочности в процессах горячего формования.
УРОВЕНЬ ТЕХНИКИ
В области автомобилестроения разработка и внедрение облегченных материалов или элементов становится все более и более важной задачей, чтобы соответствовать требованиям для облегченной конструкции. Потребность в снижении массы, в частности, обусловлена задачей снижения выбросов CO2. Возрастающее внимание к вопросу безопасности пассажиров также ведет к переходу на материалы, которые улучшают целостность транспортного средства во время аварии, при этом также обеспечивая улучшение поглощения энергии.
Технологический процесс, известный как «горячее формование с закалкой в штампе» (HFDQ) (также известный как горячая штамповка или закалка под прессом), предполагает использование борсодержащей тонколистовой стали для получения штампованных компонентов со свойствами стали сверхвысокой прочности (UHSS), с пределом прочности при растяжении, составляющим, например, 1500 МПа или даже до 2000 МПа или более. Увеличение прочности по сравнению с другим материалом дает возможность применять материал с меньшей толщиной, что приводит к уменьшению массы по сравнению с традиционными холодно-штампованными компонентами из мягкой стали.
Чтобы улучшить защиту от коррозии перед, во время или после процесса горячей штамповки, могут наноситься покрытия. Например, известно применение алюминиево-кремниевых (Al-Si) покрытий или цинковых (Zn) покрытий.
В зависимости от состава стального материала основы для достижения высоких значений прочности при растяжении может потребоваться закалка заготовок (т.е. быстрое охлаждение). Также известны примеры стальных материалов, которые могут закаляться посредством их охлаждения до комнатной температуры путем воздушного охлаждения с относительно низкой скоростью охлаждения. Эти стали могут называться «закаливающимися на воздухе» сталями.
Процесс горячей штамповки может осуществляться таким образом, что заготовку, подлежащую горячему формованию, нагревают до заданной температуры, например, до температуры аустенизации или выше, например, посредством системы печи для уменьшения прочности заготовки, т.е. чтобы способствовать осуществлению процесса горячей штамповки. Формование нагретой заготовки может осуществляться, например, системой прессования, имеющей низкую температуру, по сравнению с заготовкой (например, комнатную температуру) и выполненной с возможностью управления температурой, следовательно, могут осуществляться процесс формовки и термообработки с использованием разности температур.
Процесс горячей штамповки может включать использование конвейера или устройства для транспортировки, которые транспортируют нагретую заготовку из печи к приспособлению для прессования, выполненному с возможностью прессования заготовки. По технологической схеме выше системы печи может быть предусмотрена режущая система для вырезания заготовок непосредственно из стали в рулоне.
Известно применение многоступенчатых устройств для прессования для изготовления горячеформованных элементов. Многоступенчатые устройства для прессования могут содержать множество приспособлений, выполненных с возможностью одновременного осуществления различных операций с различными заготовками. В таких схемах размещения множество заготовок одновременно подвергаются различным этапам изготовления за один проход устройства для прессования. Эффективность и производительность многоступенчатого устройства может быть выше, чем у систем, в которых используется множество различных машин или устройств для различных этапов изготовления, таких как лазерная обрезка или резание твердосплавным инструментом.
При использовании стальных заготовок, покрытых цинком, для снижения или минимизации проблем, таких как возникновение микротрещин, перед процессом горячего формования требуется охлаждение заготовок до определенной температуры. После охлаждения заготовки, ее транспортируют от размещенного снаружи приспособления для предварительного охлаждения к многоступенчатому устройству для прессования.
В документе EP3067129 A1 описаны системы прессования для изготовления горячеформованных конструктивных компонентов. Система содержит неподвижную нижнюю часть, подвижную верхнюю часть и механизм, выполненный с возможностью обеспечения направленного вверх и вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части. Система дополнительно содержит приспособление для охлаждения/нагревания, выполненное с возможностью охлаждения и/или нагревания предварительно нагретой заготовки, имеющей локально отличающиеся микроструктуры и механические свойства, которое содержит: верхний и нижний сопрягаемые штампы, причем верхний и нижний штампы содержат два или более блоков штампа, выполненных с возможностью применения при различных температурах, соответствующих зонам заготовки, имеющим локально отличающиеся микроструктуры и механические свойства, и приспособление для прессования, выполненное с возможностью вытяжки заготовки, причем приспособление для прессования расположено по технологической схеме ниже приспособления для охлаждения/нагревания. Эта система, в частности, предназначена для создания «мягких зон» для повышения пластичности и поглощения энергии в конкретных областях элемента, выполненного из Usibor® (22MnB5). Чтобы обеспечить различные микроструктуры и соответствующие различные характеристики, для этого использования борсодержащей стали 22MnB5 требуется определенное управление температурой между разными блоками штампа приспособления для охлаждения/нагревания и расположенными ниже него по технологической схеме приспособлениями для последующей обработки.
В документе EP3067128 A1 описана многоступенчатая система прессования для изготовления горячеформованных конструктивных компонентов. Система содержит неподвижную нижнюю часть, подвижную верхнюю часть и механизм, выполненный с возможностью обеспечения направленного вверх и вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части. Система дополнительно содержит приспособление для охлаждения, выполненное с возможностью охлаждения предварительно нагретой заготовки, которое содержит: верхний и нижний сопрягаемые штампы, причем нижний штамп соединен с нижней частью при помощи одного или более нижних смещающих элементов, и/или верхний штамп соединен с верхней частью при помощи одного или более верхних смещающих элементов. Система дополнительно содержит приспособление для прессования, выполненное с возможностью вытяжки заготовки, причем приспособление для прессования расположено по технологической схеме ниже приспособления для охлаждения. Эта система, в частности, предназначена для использования покрытых цинком сталей сверхвысокой прочности.
Одним недостатком, связанным с использованием покрытых цинком сталей является то, что на заготовках может образовываться слой оксида цинка. Во многих вариантах применения требуется удаление или уменьшение слоя оксида цинка после процесса изготовления. Например, для частичного или полного удаления слоя оксида цинка может использоваться дробеструйная очистка. Также элементы с AlSi покрытием, в целом, лучше поддаются свариванию, чем элементы с Zn покрытием.
Настоящее изобретение направлено на обеспечение усовершенствований в многоступенчатых процессах и устройствах.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В первом аспекте предусмотрен способ горячего формования системы конструктивных элементов в многоступенчатом устройстве. Многоступенчатое устройство содержит нижнюю часть, подвижную верхнюю часть, механизм, выполненный с возможностью обеспечения направленного вверх и вниз прессующего продвижения подвижной верхней части относительно нижней части, и приспособление для прессования, выполненное с возможностью вытяжки заготовки. Приспособление для прессования содержит верхний и нижний сопрягаемые прессующие штампы, причем каждый прессующий штамп содержит одну или более рабочих поверхностей, которые при использовании обращены к заготовке, при этом верхний прессующий штамп соединен с верхней частью, а нижний прессующий штамп соединен с нижней частью. Кроме того, многоступенчатое устройство содержит дополнительное приспособление, содержащее верхний и нижний штампы, содержащие одну или более рабочих поверхностей, которые при использовании обращены к заготовке, причем нижний штамп дополнительного приспособления соединен с нижней частью, а верхний штамп дополнительного приспособления соединен с верхней частью. Способ включает предоставление заготовки, выполненной из стали сверхвысокой прочности (UHSS), покрытой алюминиево-кремниевым покрытием, нагревание заготовки до температуры выше температуры аустенизации и вытяжку нагретой заготовки в приспособлении для прессования, а также транспортировку заготовки между приспособлением для прессования и дополнительным приспособлением.
Согласно этому аспекту заготовка из стали UHSS с алюминиево-кремниевым покрытием используется для того, чтобы исключить дробеструйную очистку для частичного или полного удаления слоя оксида цинка. Использование многоступенчатого устройства может повысить производительность.
С помощью встраивания приспособлений в одно и то же устройство путем соединения верхних штампов приспособления для прессования и дополнительного приспособления с подвижной верхней частью, может быть уменьшено время транспортировки между приспособлением для прессования и дополнительным(и) приспособлением(ями), следовательно, может быть оптимизирован процесс, и может быть увеличена производительность. Также может быть повышена температура заготовок во время разных этапов процесса.
В некоторых примерах дополнительное приспособление является приспособлением для охлаждения, расположенным по технологической схеме выше приспособления для формования, причем способ включает охлаждение полностью нагретой заготовки.
В некоторых примерах штампы приспособления для охлаждения могут содержать каналы, по которым проходит охлаждающая вода. Штампы приспособления для охлаждения могут в качестве альтернативы или дополнения содержать каналы, по которым проходит охлаждающий воздух.
В некоторых примерах температурой аустенизации, до которой может быть нагрета заготовка, может быть температура Ac3, причем охлаждение полностью нагретой заготовки включает охлаждение заготовки до температуры в диапазоне 600-800°C, в частности, в диапазоне 650-700°C.
В некоторых примерах заготовку могут охлаждать со скоростью в диапазоне 50-300°C/с.
В некоторых примерах температура заготовки в приспособлении для формования перед вытяжкой может находиться в диапазоне 550-650°C.
В некоторых примерах дополнительное приспособление является приспособлением для нагревания, расположенным по технологической схеме выше приспособления для формования, причем нагревание заготовки выше температуры аустенизации включает нагревание заготовки в печи до первой температуры, и нагревание заготовки от первой температуры до второй температуры в приспособлении для нагревания.
В некоторых примерах заготовки могут быть изготовлены из UHSS, содержащей в весовых процентах: 0,1-0,25% C, максимум 0,5% Si, максимум 2,5% Mn, 0,002-0,005% B и максимум 0,05% Cr. В некоторых примерах UHSS может дополнительно содержать Al, Ti, P и Mo.
В некоторых примерах заготовки могут быть изготовлены из UHSS, содержащей в весовых процентах: 0,15–0,25% C, максимум 1 % Si, максимум 2,5% Mn, 0,002-0,005% B и 0,5-0,7% Cr.
В альтернативном примере материал UHSS содержит в весовых процентах: 0,15-0,25% C, максимум 0,5% Si, максимум 2,5% Mn, 0,002-0,005% B и максимум 0,5% Cr, предпочтительно приблизительно 0,3% Cr. В некоторых примерах UHSS может дополнительно содержать Al, Ti, P и Mo.
В некоторых примерах многоступенчатое устройство может дополнительно содержать приспособление для первой последующей обработки, расположенное по технологической схеме ниже приспособления для прессования, причем приспособление для первой последующей обработки содержит верхний и нижний штампы для первой последующей обработки, содержащие одну или более рабочих поверхностей, которые при использовании обращены к заготовке, причем нижний штамп для первой последующей обработки соединен с нижней частью, а верхний штамп для первой последующей обработки соединен с верхней частью.
В некоторых примерах приспособление для первой последующей обработки может содержать систему управления температурой для управления температурой заготовки во время первой последующей обработки, причем система управления температурой необязательно содержит термопары в верхнем и нижнем штампах для первой последующей обработки.
В некоторых примерах штампы приспособления для первой последующей обработки могут содержать каналы, по которым проходит охлаждающая вода или охлаждающий воздух.
В некоторых примерах штампы приспособления для первой последующей обработки могут содержать один или более нагревателей или каналов, по которым проходит горячая жидкость или кондуктивное нагревание.
В некоторых примерах многоступенчатое устройство может дополнительно содержать приспособление для второй последующей обработки, расположенное по технологической схеме ниже приспособления для первой последующей обработки, причем приспособление для второй последующей обработки содержит верхний и нижний штампы для второй последующей обработки, содержащие одну или более рабочих поверхностей, которые при использовании обращены к заготовке, причем нижний штамп для второй последующей обработки соединен с нижней частью, а верхний штамп для второй последующей обработки соединен с верхней частью.
В некоторых примерах приспособление для второй последующей обработки может содержать систему управления температурой для управления температурой заготовки во время второй последующей обработки, причем система управления температурой необязательно содержит термопары в штампах.
В некоторых примерах штампы приспособления для второй последующей обработки могут содержать каналы, по которым проходит охлаждающая вода или охлаждающий воздух, и/или один или более нагревателей или каналов, по которым проходит горячая жидкость.
Благодаря встраиванию в многоступенчатое устройство множества приспособлений для последующей обработки, нет необходимости в отдельной системе и процессе лазерной резки.
В некоторых примерах штампы приспособления для прессования могут содержать каналы, по которым проходит охлаждающая вода, и/или каналы, по которым проходит охлаждающий воздух.
В некоторых примерах заготовку могут нагревать до температуры аустенизации в диапазоне от 860°C до 910°C.
В некоторых примерах способ может, помимо прочего, включать охлаждение заготовки во время формования. Необязательно, заготовку могут охлаждать во время формования до температуры в диапазоне 450-250°C, предпочтительно, в диапазоне от 320°C до 280°C.
В некоторых примерах температура заготовки при выходе из многоступенчатого устройства может составлять ниже 200°C.
Во втором аспекте предусмотрено применение стали сверхвысокой прочности (UHSS), имеющей алюминиево-кремниевое покрытие, в процессе горячего формования. Процесс горячего формования включает нагревание заготовки, выполненной из UHSS, имеющей алюминиево-кремниевое покрытие, до температуры выше температуры аустенизации, и формование нагретой заготовки в многоступенчатом устройстве, причем многоступенчатое устройство содержит приспособление для охлаждения и приспособление для формования, встроенные в многоступенчатое устройство, причем приспособление для охлаждения расположено по технологической схеме выше приспособления для формования.
Благодаря введению этапа охлаждения перед этапом формования может быть уменьшена продолжительность цикла этапа формования. Другие этапы, введенные в многоступенчатое устройство, такие как операции резания, могут быть затем синхронизированы с этапом формования, и продолжительность цикла может быть соответственно уменьшена.
В некоторых примерах многоступенчатое устройство может объединять только приспособление для охлаждения и приспособление для формования, причем приспособление для охлаждения расположено по технологической схеме выше приспособления для формования. Преимущество введения предварительного охлаждения в устройство в этом случае может заключаться в том, что даже при уменьшенной продолжительности цикла может быть достигнута достаточно низкая температура для конечной заготовки/изделия в конце формования. В данном случае может быть предотвращена деформация, вызванная, например, короблением.
В еще одном аспекте предусмотрено применение стали сверхвысокой прочности (UHSS), имеющей алюминиево-кремниевое покрытие, в процессе горячего формования. Процесс горячего формования включает нагревание заготовки, выполненной из UHSS, имеющей алюминиево-кремниевое покрытие, до температуры выше температуры аустенизации и формование нагретой заготовки в многоступенчатом устройстве, содержащем множество приспособлений, встроенных в многоступенчатое устройство, причем UHSS содержит в весовых процентах: 0,20-0,25% C, 0,75-1,5% Si и 1,50-2,50% Mn. Предпочтительно, UHSS содержит в весовых процентах: 0,21-0,25% C, 1,05-1,33% Si, 2,06-2,34% Mn.
Для такой UHSS не требуется значительного охлаждения во время этапа формования для получения мартенситной микроструктуры с характеристиками сверхвысокой прочности. Вместо этого такая UHSS по меньшей мере в некоторых случаях может быть просто закалена окружающим воздухом. Следовательно, продолжительность цикла многоступенчатых процессов может быть сокращена в случае, когда не требуется сильное охлаждение в приспособлении для охлаждения. Следовательно, производительность процесса может быть соответственно увеличена.
В некоторых примерах UHSS может содержать в весовых процентах: приблизительно 0,22% C, 1,2% Si и 2,2% Cr.
В некоторых примерах UHSS может дополнительно содержать Mn, Al, Ti, B, P, S, N. Оставшаяся часть состоит из железа (и примесей).
В еще одном аспекте предусмотрено применение стали сверхвысокой прочности (UHSS), имеющей алюминиево-кремниевое покрытие, в процессе горячего формования. Процесс горячего формования включает нагревание заготовки, выполненной из UHSS, имеющей алюминиево-кремниевое покрытие до температуры выше температуры аустенизации, и формование нагретой заготовки в многоступенчатом устройстве, причем UHSS является закаливающейся на воздухе сталью.
В некоторых примерах UHSS может быть не закаливающейся на воздухе сталью. Для не закаливающейся на воздухе стали для превращения аустенита в мартенсит требуется быстрое охлаждение. Эти стали не могут полностью закаляться посредством их охлаждения до комнатной температуры путем естественного воздушного охлаждения. Для превращения аустенита в мартенсит могут потребоваться более высокие скорости охлаждения, чем скорости воздушного охлаждения. Например, для не закаливающихся на воздухе сталей для полного превращения аустенита в мартенсит могут потребоваться критические скорости охлаждения, превышающие 25°C/с. В данном документе под критической скоростью охлаждения следует понимать наименьшую скорость охлаждения, при которой полностью формируется мартенситная структура.
В некоторых примерах не закаливающаяся на воздухе сталь может быть сталью 22MnB5. Usibor® 1500P является примером стали 22MnB5. Состав Usibor® в общем виде представлен ниже в весовых процентах (оставшаяся часть представляет собой железо (Fe) и примеси):
После процесса горячей штамповки с закалкой в штампе Usibor® 1500P может иметь предел текучести, например, 1100 МПа, и предел прочности на растяжение 1500 МПа.
Usibor® 2000 является другой борсодержащей сталью с еще более высокой прочностью. После процесса горячей штамповки с закалкой в штампе предел текучести Usibor® 2000 может составлять 1400 МПа или более, а предел прочности на растяжение может составлять 1800 МПа. Состав Usibor® 2000 содержит по весу: максимум 0,37% углерода, максимум 1,4% марганца, максимум 0,7% кремния и максимум 0,005% бора.
В еще одном аспекте процесс горячего формования включает нагревание заготовки, выполненной из UHSS, имеющей алюминиево-кремниевое покрытие до температуры выше температуры аустенизации, и формование нагретой заготовки в многоступенчатом устройстве, причем UHSS является не закаливающейся на воздухе сталью. Заготовку могут охлаждать со скоростью охлаждения, которая является недостаточной для полного превращения общего количества аустенита в мартенсит, т. е. скорость охлаждения может быть, по меньшей мере во время некоторой части процесса, ниже критической скорости охлаждения стали. Результат использования не закаливающейся на воздухе стали может быть таким, что микроструктура стали в конце процесса формования не будет полностью мартенситной, следовательно, имеющей более высокое процентное содержание бейнита. Соответственно, прочность, например, прочность на растяжение и/или предел текучести, достигнутые в горячеформованной заготовке путем применения этого процесса, могут быть ниже, чем в случае, когда горячеформованная заготовка была полностью закалена. Хотя прочность этих изделий может быть незначительно ниже, чем в процессе, в котором скорость охлаждения выше, чем критическая скорость охлаждения, продолжительность цикла этих изделий может быть уменьшена, и все еще могут быть получены элементы с требуемой прочностью и требованиями к жесткости.
В еще одном аспекте предусмотрен способ горячего формования конструктивного элемента. Способ включает предоставление заготовки, выполненной из стали сверхвысокой прочности UHSS, покрытой алюминиево-кремниевым покрытием, нагревание заготовки до температуры выше температуры аустенизации, охлаждение заготовки в приспособлении для охлаждения, транспортировку заготовки от приспособления для охлаждения к приспособлению для прессования и вытяжку заготовки в приспособлении для прессования. В данном документе приспособление для охлаждения и приспособление для прессования встроены в многоступенчатое устройство.
В некоторых примерах, когда UHSS является не закаливающейся на воздухе сталью, после горячего формования в многоступенчатом устройстве предел текучести не закаливающейся на воздухе стали может находиться в диапазоне 500–1600 МПа, а ее предел прочности на растяжение может находиться в диапазоне 1000–2000 МПа. В некоторых других примерах после горячего формования в многоступенчатом устройстве предел текучести не закаливающейся на воздухе стали может находиться в диапазоне 700–1400 МПа, а ее предел прочности на растяжение может находиться в диапазоне 1200–1800 МПа. В предпочтительном примере после горячего формования в многоступенчатом устройстве предел текучести не закаливающейся на воздухе стали может находиться в диапазоне 900-1100 МПа, а ее предел прочности на растяжение может находиться в диапазоне 1400-1600 МПа.
В некоторых примерах не закаливающаяся на воздухе UHSS может содержать в весовых процентах: 0,20-0,50% C, предпочтительно, 0,30-0,40% C, 0,10-0,70% Si, 0,65-1,60% Mn и 0,001-0,005% B. Кроме того, не закаливающаяся на воздухе ССП (UHSS) может содержать: максимум 0,025% P, максимум 0,01% S, максимум 0,80% Cr, наиболее предпочтительно, максимум 0,35% Cr, и максимум 0,040% Ti.
В еще одном аспекте предусмотрен элемент, получаемый посредством любого из способов или применений, описанных в данном документе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже описаны примеры настоящего изобретения, не носящие ограничительного характера, со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 схематически показана многоступенчатая система прессования согласно одному примеру; и
на фиг. 2a-2i схематически показана последовательность состояний, возникающих во время осуществления примера многоступенчатого процесса.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ
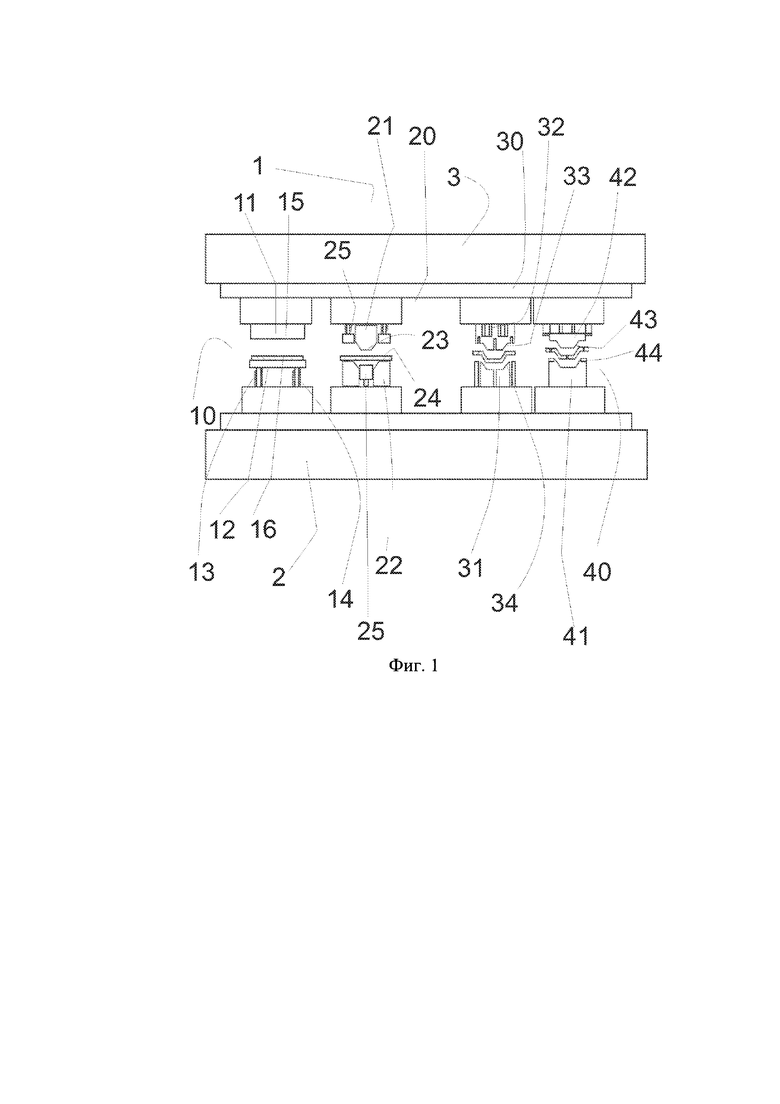
На фиг. 1 схематически показана многоступенчатая система прессования согласно одному примеру. Система 1 содержит неподвижную нижнюю часть 2, подвижную верхнюю часть 3 и механизм (не показанный), выполненный с возможностью обеспечения направленного вверх и вниз прессующего продвижения подвижной верхней части 3 относительно неподвижной нижней части 2.
Неподвижная нижняя часть 2 может представлять собой крупный блок из металла. В этом конкретном примере неподвижная нижняя часть 2 может быть стационарной. В некоторых примерах может быть предусмотрен амортизатор штампа (не показанный), встроенный в неподвижную нижнюю часть 2. Амортизатор может быть выполнен с возможностью восприятия и регулирования усилий на прижиме для заготовки. Подвижная верхняя часть 3 также может представлять собой сплошную деталь из металла. Подвижная верхняя часть 3 может осуществлять цикл хода (движение вверх и вниз).
Система прессования может быть выполнена с возможностью осуществления, например, приблизительно 30 ходов за минуту, таким образом, каждый цикл хода может занимать приблизительно 2 секунды. Цикл хода может отличаться в других примерах. В многоступенчатой системе прессования все операции, которые необходимо осуществить для формования заготовки, должны выполняться в той же продолжительности цикла.
Механизм пресса может быть приведен в движение механическим, гидравлическим или сервомеханическим образом. Продвижение подвижной верхней части 3 относительно неподвижной нижней части 2 может быть определено механизмом. В данном конкретном примере пресс может представлять собой сервомеханический пресс, таким образом, может быть обеспечено постоянное прессовое усилие во время хода. Сервомеханический пресс может быть оснащен системой плавного управления скоростью и положением поперечины (ползуна). Сервомеханический пресс также может быть выполнен таким образом, что в любом положении поперечины возможен широкий ряд прессовых усилий, следовательно, может быть достигнута значительная гибкость применения пресса. Сервоуправляемые прессы имеют функциональные возможности улучшения условий процесса и производительности при металлообработке. Пресс может иметь прессовое усилие, например, 2000 тонн.
В некоторых примерах пресс может представлять собой механический пресс, следовательно, продвижение прессового усилия в направлении неподвижной нижней части 2 может зависеть от привода и шарнирной системы. Механические прессы, таким образом, могут достигать большего количества циклов на единицу времени. В качестве альтернативы также могут использоваться гидравлические прессы.
Приспособление 10 для охлаждения, выполненное с возможностью охлаждения предварительно нагретой заготовки, показано в примере на фиг. 1. Приспособление 10 для охлаждения может содержать верхний 11 и нижний 12 сопрягаемые штампы. Каждый штамп содержит верхнюю рабочую поверхность 15 и нижнюю рабочую поверхность 16, которая при использовании обращена к заготовке (не показана), подлежащей горячему формованию.
В данном примере нижний штамп 12 соединен с нижней частью 2 при помощи первого нижнего смещающего элемента 13 и второго нижнего смещающего элемента 14, выполненных с возможностью смещения нижнего штампа 12 в положение на заданном первом расстоянии от нижней части 2. В некоторых примерах может быть предусмотрен один нижний смещающий элемент или может быть предусмотрено больше двух смещающих элементов. Смещающие элементы могут содержать, например, пружину, такую как механическая пружина или газовая пружина, хотя возможны некоторые другие смещающие элементы, например, гидравлический механизм.
В некоторых других примерах верхний штамп 11 также может быть соединен с верхней частью 3 при помощи одного или более верхних смещающих элементов, выполненных с возможностью смещения верхнего штампа в положение на заданном втором расстоянии от верхней части.
Благодаря добавлению верхнего и/или нижнего смещающих элементов время контакта между верхним штампом 11 и нижним штампом 12 может быть отрегулировано и увеличено во время цикла хода (направленное вверх и вниз движение подвижной верхней части 3 относительно нижней части 2).
Благодаря смещающим элементам в приспособлении для охлаждения контакт между верхним и нижним штампами для охлаждения может быть создан перед контактом между штампами для прессования приспособления для формования (и следующих приспособлений, расположенных ниже по технологической схеме). Таким образом, время контакта между охлаждающими штампами во время хода цикла может быть увеличено или уменьшено, обеспечивая охлаждение в большей или меньшей степени.
Использование таких смещающих элементов обеспечивает для приспособления для охлаждения продолжительность цикла, отличную от других приспособлений, встроенных в одно и то же устройство. Более подробно это объяснено в документе EP3067128. Однако в пределах объема настоящего изобретения использование смещающих элементов является всего лишь необязательным. В зависимости от стали заготовок и ее покрытия, смещающие элементы могут вообще не понадобиться.
Верхний 11 и нижний 12 сопрягаемые штампы могут содержать каналы (не показанные) с холодной жидкостью, например, водой и/или холодным сжатым воздухом, проходящими через каналы, предусмотренные в штампах.
Кроме того, приспособление 10 для охлаждения может содержать один или более электрических нагревателей или каналов, по которым проходит горячая жидкость, и датчики температуры для управления температурой штампов. Также могут быть предусмотрены другие альтернативы для приспособления штампов к применению при более высоких температурах, например, встроенные патронные нагреватели. Это может обеспечить работу с заготовками различной толщины, т. е. очень тонкими заготовками, которые могут быть очень быстро охлаждены, таким образом может быть улучшена гибкость приспособления для охлаждения. Датчики могут представлять собой термопары.
Кроме того, верхний 11 и/или нижний 12 сопрягаемые штампы могут быть оснащены охлаждающей плитой (не показанная), которая может быть расположена на поверхностях, противоположных верхней рабочей поверхности 15 и/или нижней рабочей поверхности 16, содержащей систему охлаждения, расположенную в соответствии с каждым штампом, соответственно. Система охлаждения может содержать охлаждающие каналы, предназначенные для циркуляции холодной воды или любой другой охлаждающей текучей среды во избежание или по меньшей мере уменьшения нагревания приспособления для охлаждения или для обеспечения дополнительного охлаждения приспособления для охлаждения.
В примерах приспособление для охлаждения может быть оснащено центрирующими элементами, например, штифтами и/или направляющими устройствами.
Приспособление 20 для прессования, выполненное с возможностью формования или вытяжки заготовки, также встроено в то же устройство для прессования. Приспособление 20 для прессования расположено по технологической схеме ниже приспособления 10 для охлаждения. Приспособление 20 для прессования содержит верхний 21 и нижний 22 сопрягаемые штампы.
Верхний штамп 21 может содержать верхнюю рабочую поверхность 23, которая при использовании обращена к заготовке, подлежащей горячему формованию. Нижний штамп 22 может содержать нижнюю рабочую поверхность 24, которая при использовании обращена к заготовке, подлежащей горячему формованию. Сторона верхнего штампа, противоположная верхней рабочей поверхности 23, может быть прикреплена к верхней части 3, и сторона нижнего штампа, противоположная нижней рабочей поверхности 22, может быть прикреплена к нижней части 2.
Верхний 21 и нижний 22 сопрягаемые штампы могут содержать каналы с холодной жидкостью, например, водой и/или холодным воздухом, проходящими через каналы, предусмотренные в штампах. В каналах для воды скорость циркуляции воды в каналах может быть высокой, следовательно, может быть предотвращено испарение воды. Кроме того, может быть предусмотрена система управления, которая выполнена с возможностью управления температурой и скоростью потока жидкости в зависимости от измерений температуры, следовательно, температура штампов может быть управляемой.
В примерах система 20 прессования может быть оснащена прижимом 25 для заготовки, выполненным с возможностью удерживания заготовки и размещения заготовки на нижнем штампе 22. Прижим для заготовки также может быть оснащен, например, пружинами для смещения прижима для заготовки в положение на заданном расстоянии от нижнего штампа 22.
В этом примере предусмотрено приспособление 30 для первой последующей обработки, выполненное с возможностью осуществления операций обрезки и/или прошивки в одном и том же многопрессовом устройстве. Очевидно, что в других примерах никакое устройство для последующей обработки не может быть встроено в многопрессовое устройство.
Приспособление 30 для первой последующей обработки расположено по технологической схеме ниже приспособления 20 для прессования. Приспособление 30 для первой последующей обработки содержит верхний 32 и нижний 31 сопрягаемые штампы. Верхний сопрягаемый штамп 32 может содержать верхнюю рабочую поверхность 33, а нижний сопрягаемый штамп 31 может содержать нижнюю рабочую поверхность 34. Обе рабочие поверхности при использовании обращены к заготовке.
Сторона верхнего штампа 32, противоположная верхней рабочей поверхности 33, может быть прикреплена к верхней части 3, и сторона нижнего штампа 31, противоположная нижней рабочей поверхности 34, может быть прикреплена к нижней части 2. Штампы могут содержать один или более ножей или режущих лезвий (не показаны), расположенных на рабочих поверхностях.
Приспособление 30 для первой последующей обработки может также дополнительно содержать один или более электрических нагревателей или каналов, по которым проходит горячая жидкость, и датчики температуры для управления температурой штампов. Датчики могут представлять собой термопары. В некоторых примерах предпочтительно поддерживать температуру заготовки, расположенной между верхним и нижним штампами, в случае использования при заданной температуре или около нее, например, выше 200°C. Требуемая температура может зависеть от используемой стали. В целом, минимальная температура может быть определена как температура, выше которой все еще можно осуществлять последующую обработку без повреждения приспособлений.
В некоторых примерах верхний 32 и нижний 31 сопрягаемые штампы могут содержать каналы с холодной жидкостью, например, водой и/или холодным воздухом, проходящими через каналы, предусмотренные в штампах.
В примерах приспособление 30 для первой последующей обработки может быть оснащено прижимом для заготовки (не показан), выполненным с возможностью удерживания заготовки и размещения заготовки на нижнем штампе 31. Прижим для заготовки также может быть оснащен одним или более смещающими элементами, выполненными с возможностью смещения прижима для заготовки в положение на заданном расстоянии от нижнего штампа.
В этом примере может быть предусмотрено приспособление 40 для второй последующей обработки. Приспособление 40 для второй последующей обработки может быть выполнено для осуществления дополнительных операций обрезки и/или прошивки. В этом примере приспособление для второй последующей обработки также выполнено с возможностью калибровки заготовок. Приспособление 40 для второй последующей обработки расположено по технологической схеме ниже приспособления 30 для первой последующей обработки. Приспособление 40 для второй последующей обработки содержит верхний 42 и нижний 41 штампы. Верхний штамп 42 может содержать верхнюю рабочую поверхность 43, а нижний штамп 41 может содержать нижнюю рабочую поверхность 44. Обе рабочие поверхности при использовании могут быть обращены к заготовке, подлежащей горячему формованию. Рабочие поверхности могут быть неровными, например, они могут содержать выступающие части или углубления.
Штампы в приспособлении 40 для прессования могут иметь температуру, отличающуюся от температуры заготовки, подлежащей горячему формованию, следовательно, необходимо учитывать тепловое расширение. Например, для компенсации штампы могут быть на 2% длиннее и/или шире, чем заготовка, подлежащая горячему формованию.
Сторона верхнего штампа 42, противоположная рабочей поверхности 43, может быть прикреплена к верхней части 3. Сторона нижнего штампа 41, противоположная рабочей поверхности 44, прикреплена к нижней части 2.
Штампы могут содержать один или более ножей или режущих лезвий, расположенных на рабочих поверхностях.
В некоторых примерах может быть предусмотрено регулирующее устройство (не показано), выполненное с возможностью регулирования расстояния между верхним 42 и нижним 41 штампами. Таким образом, заготовка, размещенная между верхним 42 и нижним 41 штампами, при использовании может деформироваться вдоль рабочих поверхностей каждого из верхнего и нижнего штампов.
После регулирования расстояния между верхним 42 и нижним 41 штампами для осуществления деформации (и, следовательно, калибровки заготовки), могут быть оптимизированы допуски для горячеформованной заготовки. В некоторых примерах заготовка, подлежащая горячему формованию, может иметь область с не оптимизированной толщиной, например, с большей толщиной в одной части заготовки, чем в некоторой другой части, таким образом, толщину необходимо оптимизировать.
Благодаря данному размещению неровных рабочих поверхностей расстояние на выбранных частях рабочих поверхностей (например, возле радиуса в заготовке) может быть отрегулировано в области с не оптимизированной толщиной или вблизи нее, таким образом, материал может деформироваться, т. е. он может быть вынужден течь в зоны, расположенные смежно с областью с не оптимизированной толщиной, вследствие чего может быть достигнута постоянная толщина вдоль заготовки.
В примерах регулирующим устройством можно управлять на основании системы датчиков, выполненной с возможностью определения толщины заготовки.
В некоторых примерах приспособление 40 для второй последующей обработки может быть оснащено прижимом для заготовки (не показан), выполненным с возможностью удерживания заготовки и размещения заготовки на нижнем штампе 41.
В других примерах также могут быть предусмотрены другие методы адаптации штампов приспособлений для работы при более низких или более высоких температурах.
Следует понимать, что хотя на фигурах изображены штампы, имеющие по существу квадратную или прямоугольную форму, блоки могут иметь любую другую форму и могут даже иметь частично закругленные формы.
Также может быть предусмотрено автоматическое транспортное устройство (не показано), например множество промышленных роботов или конвейер, для осуществления транспортировки заготовок между приспособлениями.
Во всех примерах датчики температуры и системы управления, предназначенные для управления температурой, могут быть предусмотрены в любых приспособлениях или в системе транспортировки. Приспособления могут быть также снабжены дополнительными системами охлаждения, прижимами для заготовки и т.д.
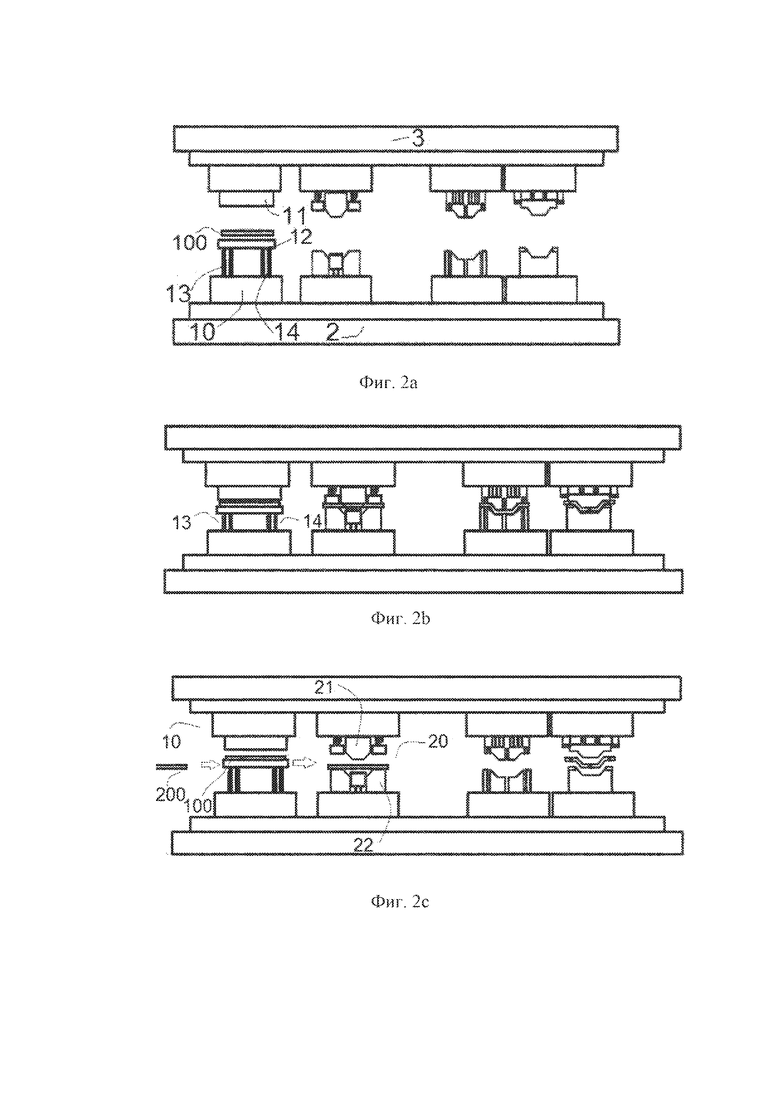
На фиг. 2a-2i схематически показана последовательность этапов, выполняемых во время осуществления примера многоступенчатого процесса на основе многоступенчатого устройства, показанного ранее на фиг. 1.
В целях упрощения ссылки на углы периодически включаются в описания, относящиеся к фиг. 2a (и к последующим фигурам). Ссылки на углы могут использоваться для указания приблизительных положений верхней части относительно нижней части. Таким образом, например, ссылка может быть сделана на то, что верхняя часть находится в положении 0º относительно нижней части, что означает, что верхняя часть находится в самом верхнем положении относительно нижней части, и в положении 180º, что означает, что верхняя часть находится в самом нижнем положении (положении полного контакта) относительно нижней части. Тогда положение 360° снова относится к самому верхнему положению верхней части.
На фиг. 2a может быть предусмотрена заготовка 100, подлежащая горячему формованию, выполненная из стали сверхвысокой прочности (UHSS), имеющей AlSi (алюминиево-кремниевое) покрытие. AlSi покрытие защищает от коррозии, в частности, во время нагревания заготовки. В некоторых примерах может использоваться закаливающаяся на воздухе сталь. В некоторых примерах UHSS может содержать 0,20-0,25% C; 0,75-1,5% Si и 1,50-2,50% Mn. Процентное содержание выражено по весу. В предпочтительном варианте осуществления UHSS может содержать 0,21-0,25% C; 1,05-1,33% Si и 2,06-2,34% Mn. Более предпочтительно, UHSS может содержать, например, приблизительно 0,22% C, 1,2% Si, 2,2% Mn. Количество Si и Mn может обеспечить возможность отверждения с помощью воздуха при комнатной температуре, таким образом, можно избежать закалки (и, следовательно, время изготовления заготовки прессом может быть уменьшено). Кроме того, цикл хода пресса также может быть уменьшен, поскольку штампы дополнительного охлаждения для этапа закалки не остаются сомкнутыми во время охлаждения. Материал может дополнительно содержать Mn, Al, Ti, B, P, S, N в различных пропорциях.
Могут использоваться различные составы стали. В частности, составы стали, описанные в документе EP 2735620 A1, могут рассматриваться как подходящие. Может быть сделана конкретная ссылка на таблицу 1 и абзацы 0016-0021 из документа EP 2735620, и ограничения из абзацев 0067-0079. В качестве альтернативы может использоваться не закаливающаяся на воздухе сталь.
Сталь сверхвысокой прочности (UHSS) может иметь температуру превращения Ac3 (температуру аустенитного превращения, далее называемую «точка Ac3») в диапазоне 850-900°C, например, для вышеупомянутых составов стали Ac3 может находиться в диапазоне 860°C. Температура превращения Ms (температура начала мартенситного превращения, далее называемая «точка Ms») может находиться в диапазоне 380-390°C. Для вышеупомянутых составов стали Ms может составлять приблизительно 386°C. Температура превращения Mf (температура окончания мартенситного превращения, далее называемая «точка Mf») может быть равна или приблизительно равна 270°C.
Заготовку 100 могут нагревать, чтобы достичь по меньшей мере температуры аустенизации. Нагревание могут осуществлять в устройстве для нагревания (не показано), например, в печи. Максимальную температуру, которую необходимо достичь, могут определять с помощью покрытия, чтобы убедиться, что покрытие не испаряется. Таким образом, нагревание могут осуществлять между Ac3 и максимально допустимой температурой. Продолжительность времени для нагревания может составлять несколько минут, но она зависит, например, от толщины заготовки.
После нагревания заготовки 100 до требуемой температуры, заготовку 100 можно транспортировать к приспособлению 10 для охлаждения. Это может быть осуществлено посредством автоматического транспортного устройства (не показано), например, множества промышленных роботов или конвейера. Продолжительность времени для транспортировки заготовки между печью (не показана) и приспособлением 10 для охлаждения может составлять 2-3 секунды.
В некоторых примерах центрирующий элемент, например, штифты и/или направляющие устройства, может быть предусмотрен по технологической схеме выше приспособления для охлаждения, вследствие чего заготовка может быть надлежащим образом отцентрована.
Верхняя часть 3 пресса может быть размещена в открытом положении (положение 0º) при помощи механизма пресса. Заготовка 100 может быть размещена между верхним штампом 11 и нижним штампом 12. В некоторых примерах заготовка может быть размещена на прижиме для заготовки. Нижний штамп 12 можно переместить на заданное расстояние относительно нижней части 2 при помощи первого нижнего смещающего элемента 13 и второго нижнего смещающего элемента 14.
Как описано выше, смещающие элементы могут содержать, например, пружину, такую как механическая пружина или газовая пружина, хотя возможны некоторые другие смещающие элементы, например, гидравлический механизм. Гидравлический механизм может представлять собой пассивный или активный механизм.
Таким образом, нижний штамп 12 (и, следовательно, заготовка 100, расположенная на нижнем штампе 12) может быть размещен в первом заданном положении (положении, в котором нижний штамп может контактировать с верхним штампом от 90° до 150°) относительно нижней части 2.
На фиг. 2b показано состояние, в котором пресс осуществил направленное вниз прессующее продвижение подвижной верхней части относительно неподвижной нижней части, таким образом, что верхний штамп 11 был перемещен в направлении нижнего штампа 12 (и, следовательно, к заготовке, расположенной на нижнем штампе). Штампы приспособления для охлаждения оказывают давление на заготовку и, вследствие этого, охлаждают заготовку.
После достижения конечного требуемого положения (положение 180º), направленное вверх прессующее продвижение верхней части может быть выполнено посредством механизма пресса. Первый нижний смещающий элемент 13 и второй нижний смещающий элемент 14 могут возвращаться в их исходное положение, т. е. вытягиваться.
Как уже отмечалось, заготовка 100 может быть предварительно нагрета, например, до значения 870-910°C. Заготовку можно транспортировать к приспособлению 10 для охлаждения, таким образом, во время периода транспортировки температура может быть снижена до значения от 750°C до 850°C. Благодаря такому расположению заготовка 100 может быть размещена в приспособлении 10 для охлаждения при значении температуры от 750°C до 850°C. Заготовка в этом примере может быть затем охлаждена в приспособлении для охлаждения до температуры от 650°C до 700°C. Таким образом, часть этапа охлаждения, необходимая для получения мартенситной микроструктуры, может уже выполняться в приспособлении для охлаждения, а не во время фактической вытяжки заготовки. Следовательно, следующий этап в процессе, т. е. вытяжка, в некоторых случаях может быть сокращен, что приводит к сокращению продолжительности циклов и увеличению производительности.
Благодаря приспособлению 10 для охлаждения, встроенному в многопрессовое устройство 3, время охлаждения заготовки может быть оптимизировано, поскольку можно избежать дополнительной транспортировки заготовки от внешнего приспособления для охлаждения. Также это может сэкономить время. Кроме того, перемещения заготовки между приспособлениями могут быть ограничены, таким образом, скоростями охлаждения проще управлять.
Как показано на фиг. 2c, заготовка 100 уже была подвергнута процессу охлаждения, таким образом, заготовка 100 может быть готова к транспортировке от приспособления 10 для охлаждения к приспособлению 20 для прессования. Транспортировка может быть осуществлена посредством автоматического транспортного устройства (не показано), например, множества промышленных роботов или конвейера. Как описано выше, заготовка может транспортироваться с температурой, равной или приблизительно равной 650-700°C. С учетом времени транспортировки, заготовка 100 перед началом вытяжки может быть охлаждена до температуры в диапазоне 550-650°C. Заготовка 100 может быть размещена посредством транспортного устройства на нижнем штампе 22 с использованием прижима для заготовки.
Поскольку транспортное устройство встроено в ту же систему прессования, уменьшается время транспортировки и улучшается управление температурой.
При транспортировке или размещении заготовки 100 на нижнем штампе 22 может применяться автоматическая транспортная система для подачи заготовки 200 в приспособление 10 для охлаждения. Вследствие этого приспособление 10 для охлаждения может начинать операцию для охлаждения заготовки. Эта операция может быть осуществлена так, как указано ранее. Кроме того, данная операция может быть осуществлена одновременно с операцией приспособления 20 для прессования.
Таким образом, верхняя часть 3 пресса может быть снова размещена в открытом положении (положение 0°) при помощи механизма пресса. Заготовка 100 может быть размещена между верхним штампом 21 приспособления для прессования и нижним штампом 22 приспособления для прессования.
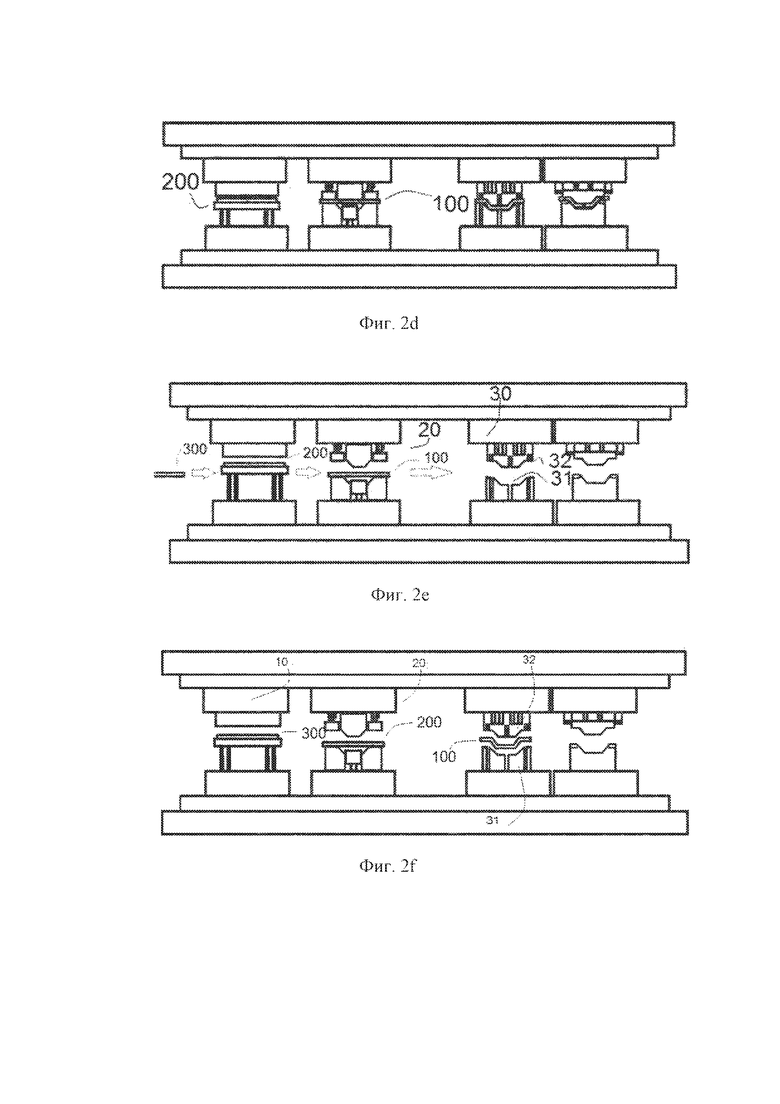
Как показано на фиг. 2d, направленное вниз прессующее продвижение завершено, выполняется вытяжка заготовки 100, а также охлаждение заготовки 200. Может быть предусмотрено направленное вверх прессующее продвижение. Последний полный контакт между рабочей поверхностью верхнего штампа приспособления для формования и заготовкой (и, таким образом, завершение операции вытяжки) может происходить, например, в положении от 180° до 210°.
В зависимости от типа используемой стали, температура заготовки 100 может снижаться до тех пор, пока не будет достигнута температура ниже Ms или Mf. Например, для составов UHSS, описанных в документе EP2735620, подходящей температурой может быть температура приблизительно 300°C. Приспособление для прессования может быть оснащено системой охлаждения. Системой охлаждения можно управлять при помощи контроллера, таким образом, температура заготовки 100 может быть снижена и поддерживаться при требуемом значении температуры.
Как показано на фиг. 2e, заготовка 100 также уже была подвергнута вытяжке и, таким образом, заготовка 100 готова к транспортировке от приспособления 20 для прессования к приспособлению 30 для первой последующей обработки, например, приспособлению для осуществления операций прошивки или обрезки. Транспортировка может быть осуществлена посредством автоматического транспортного устройства (не показано), например, множества промышленных роботов или конвейера. Как описано выше, заготовка 100 может выходить из приспособления 20 для прессования и может транспортироваться с температурой, равной или приблизительно равной 300°C. С учетом времени транспортировки, заготовка 100 может быть охлаждена до температуры, равной или приблизительно равной 280°C, и вследствие чего заготовку размещают в приспособлении для первой последующей обработки при этой температуре. Заготовка 100 может быть размещена на нижнем штампе 31 и между нижним штампом 31 и верхним штампом 32.
Как показано на фиг. 2e, когда заготовка 100 была подвергнута транспортировке или размещению на нижнем штампе 31, автоматическая транспортная система может применяться для размещения заготовки 200 в приспособлении 20 для прессования и для размещения следующей заготовки 300 в приспособлении 10 для охлаждения. Вследствие этого приспособление 10 для охлаждения может начинать операцию для прессования и охлаждения заготовки 300, как описано выше. В то же самое время приспособление 20 для прессования может начинать операцию для вытяжки и охлаждения заготовки 300, как также описано выше.
Таким образом, верхняя часть 32 пресса может быть размещена в открытом положении (положение 0°) при помощи механизма пресса. Для пресса 1 может быть предусмотрено направленное вниз прессующее продвижение подвижной верхней части 3 относительно неподвижной нижней части 2, таким образом, верхний штамп 32 может перемещаться в направлении нижнего штампа 31.
Как показано на фиг. 2f, верхний штамп 32 может контактировать с заготовкой 100, расположенной между верхним штампом 31 приспособления для прессования и нижним штампом 31 приспособления для прессования во время направленного вниз прессующего движения.
В то время, как пресс находится в контакте с заготовкой 100, может быть осуществлена операция прошивки при помощи режущих лезвий или некоторого другого режущего элемента. После завершения операции прошивки может быть осуществлена операция обрезки. В альтернативных примерах сначала может быть осуществлена операция обрезки, а операция прошивки может быть осуществлена после окончания операции обрезки.
В то время, как заготовка 100 подвергается операции последующей обработки, заготовка может быть нагрета при помощи нагревательного оборудования, уже описанного ранее. Чтобы не повредить приспособления, сталь не может быть слишком твердой и, таким образом, возможно, понадобится учитывать минимальную температуру.
После достижения положения 180° может быть предусмотрено направленное вверх прессующее продвижение. Последний полный контакт между рабочей поверхностью верхнего штампа 32 и заготовкой 100 (и, таким образом, конец операции) может происходить, например, в положении от 180° до 210°.
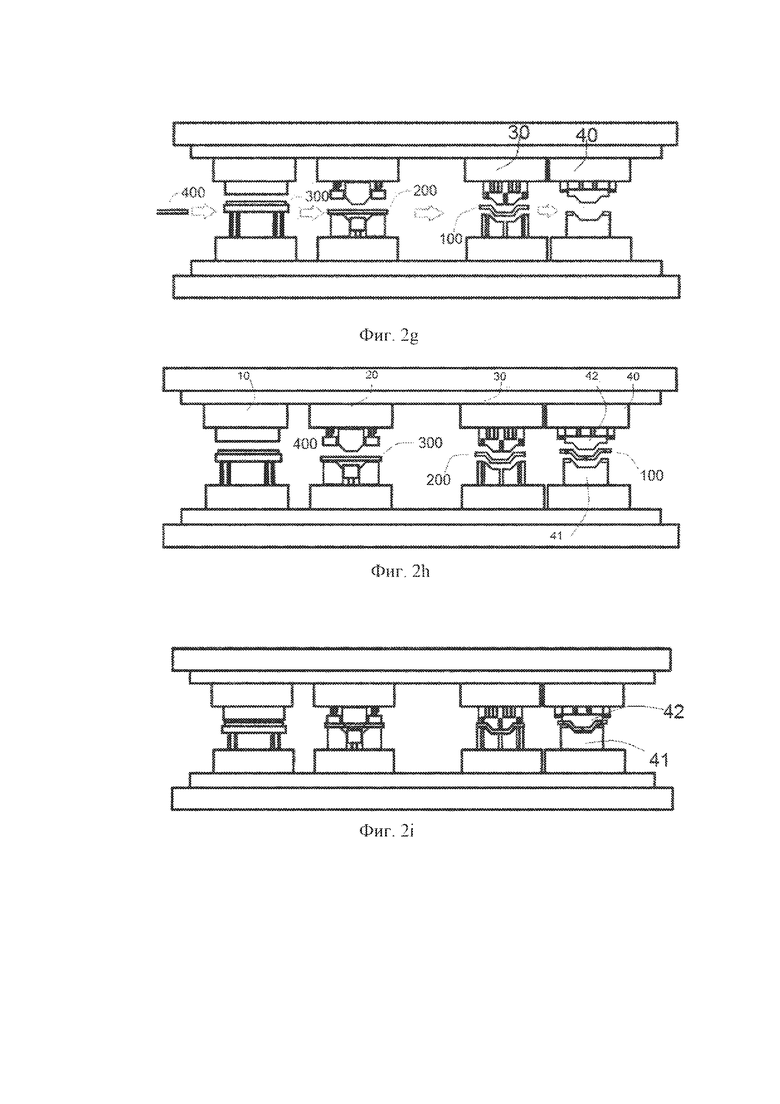
На фиг. 2g-2h схематически показаны следующие этапы, на которых заготовку 100 размещают в приспособлении для второй последующей обработки, и еще одну заготовку 400 размещают в приспособлении для охлаждения.
Как показано на фиг. 2g, заготовку 100 можно транспортировать от приспособления 30 для первой последующей обработки к приспособлению 40 для второй последующей обработки, например, приспособлению для прошивки, обрезки и калибровки. Транспортировка может быть осуществлена посредством автоматического транспортного устройства (не показано), например, множества промышленных роботов или конвейера. Как описано выше, заготовка 100 может выходить из приспособления 30 для первой последующей обработки и может транспортироваться с температурой, равной или приблизительно равной 200°C.
В то время, как пресс находится в контакте с заготовкой 100, могут быть осуществлены операция прошивки или обрезки и/или операция калибровки. Калибровка может быть осуществлена для уточнения допусков заготовки.
В этом случае расстояние между верхним штампом 42 и нижним штампом 41 может быть отрегулировано при помощи регулирующего устройства. Регулирующим устройством можно управлять на основании системы датчиков (не показана), выполненной с возможностью определения толщины заготовки 100. Согласно примеру, заготовка может быть подвергнута прессованию посредством верхнего 42 и нижнего 41 штампов, вследствие чего может быть достигнута постоянная толщина заготовки.
После завершения операции приспособления для второй последующей обработки, заготовку 100 можно транспортировать, чтобы оставить остывать при комнатной температуре.
После того, как пресс достигнет открытого положения (положение 0°) в результате приложения направленного вверх перемещения, заготовку 100 можно транспортировать и осуществлять ее закалку при комнатной температуре. В то же время автоматическая транспортная система может применяться для подачи новой заготовки в приспособление 10 для охлаждения, заготовки 200 в приспособление 40 для второй последующей обработки, заготовки 300 в приспособление 30 для первой последующей обработки и заготовки 400 в приспособление 20 для прессования. Вследствие этого, все приспособления могут начать выполнять свои операции, как было описано ранее, как показано на фиг. 2i.
В некоторых примерах, в зависимости от формы заготовки 100, может быть предусмотрена дополнительная вытяжка и другие операции, например, прошивка и/или обрезка. В других примерах операции последующей обработки могут быть выполнены в обратном порядке (например, сначала резание, а затем калибровка или наоборот).
В других примерах многоступенчатое устройство может содержать только два приспособления из предыдущего примера. Например, многоступенчатое устройство может содержать приспособление для охлаждения и приспособление для формования. Приспособление для охлаждения и формования может быть по существу аналогичным описанным в приведенном выше примере. В другом примере многоступенчатое устройство может содержать приспособление для формования и режущее приспособление. В еще одном примере — приспособление для охлаждения, приспособление для формования и приспособление для последующей обработки.
Во всех этих примерах использование основы из стали сверхвысокой прочности (UHSS) с AlSi покрытием (а не Zn покрытием) означает, что количество этапов процесса может быть уменьшено, поскольку может быть опущена дробеструйная очистка или аналогичная обработка для удаления оксида цинка. Это может привести к большей эффективности и снижению затрат.
То, что приспособление для предварительного охлаждения встроено в многоступенчатое устройство означает, что может быть улучшено управление температурой, и продолжительности циклов этапов могут быть уменьшены.
В целях обеспечения полноты, различные аспекты настоящего изобретения изложены в следующих пронумерованных пунктах:
Пункт 1. Способ горячего формования системы конструктивных элементов в многоступенчатом устройстве, содержащем:
нижнюю часть,
подвижную верхнюю часть,
механизм, выполненный с возможностью обеспечения направленного вверх и вниз прессующего продвижения подвижной верхней части относительно нижней части, и
приспособление для прессования, выполненное с возможностью вытяжки заготовки, содержащее:
верхний и нижний сопрягаемые прессующие штампы, при этом каждый прессующий штамп содержит одну или более рабочих поверхностей, которые при использовании обращены к заготовке, причем
верхний прессующий штамп соединен с верхней частью, а нижний прессующий штамп соединен с нижней частью, и
дополнительное приспособление, содержащее:
верхний и нижний штампы, содержащие одну или более рабочих поверхностей, которые при использовании обращены к заготовке, причем
нижний штамп дополнительного приспособления соединен с нижней частью, а верхний штамп дополнительного приспособления соединен с верхней частью,
при этом способ включает:
предоставление заготовки, выполненной из стали сверхвысокой прочности (UHSS), покрытой алюминиево-кремниевым покрытием;
нагревание заготовки до температуры выше температуры аустенизации; и
вытяжку нагретой заготовки в приспособлении для прессования и транспортировку заготовки между приспособлением для прессования и дополнительным приспособлением.
Пункт 2. Способ согласно пункту 1, в котором дополнительное приспособление является приспособлением для охлаждения, расположенным по технологической схеме выше приспособления для формования, причем способ включает охлаждение полностью нагретой заготовки.
Пункт 3. Способ согласно пункту 2, в котором штампы приспособления для охлаждения содержат каналы, по которым проходит охлаждающая вода.
Пункт 4. Система согласно пункту 2, в которой штампы приспособления для охлаждения содержат каналы, по которым проходит охлаждающий воздух.
Пункт 5. Способ согласно любому из пунктов 2-4, в котором температурой аустенизации является температура Ac3, причем охлаждение полностью нагретой заготовки включает охлаждение заготовки до температуры в диапазоне 600-800°C, в частности в диапазоне 650-700°C.
Пункт 6. Способ согласно пункту 5, в котором заготовку охлаждают со скоростью в диапазоне 50-300°C/с.
Пункт 7. Способ согласно пунктам 5 или 6, в котором температура заготовки в приспособлении для формования перед формованием находится в диапазоне 550-650°C.
Пункт 8. Способ согласно пункту 1, в котором дополнительное приспособление является приспособлением для нагревания, расположенным по технологической схеме выше приспособления для формования, причем нагревание заготовки выше температуры аустенизации включает нагревание заготовки в печи до первой температуры, и нагревание заготовки от первой температуры до второй температуры в приспособлении для нагревания.
Пункт 9. Способ согласно любому из пунктов 1-8, в котором UHSS содержит в весовых процентах: 0,20-0,25% C; 0,75-1,5% Si и 1,50-2,50% Mn, предпочтительно, 0,21-0,25% C, 1,05-1,33% Si, 2,06-2,34% Mn.
Пункт 10. Способ согласно пункту 9, в котором UHSS содержит приблизительно 0,22% C, 1,2% Si и 2,2% Mn.
Пункт 11. Способ согласно пункту 9 или 10, в котором UHSS дополнительно содержит Mn, Al, Ti, B, P, S, N.
Пункт 12. Способ согласно любому из пунктов 1–8, в котором UHSS содержит в весовых процентах: 0,17–0,23% C, максимум 0,5% Si, максимум 2,5% Mn, максимум 0,05% Cr и 0,002–0,005% B.
Пункт 13. Способ согласно пункту 12, в котором UHSS дополнительно содержит Al, Ti, P и Mo.
Пункт 14. Способ согласно любому из пунктов 1–8, в котором UHSS является закаливающейся на воздухе UHSS.
Пункт 15. Способ согласно любому из пунктов 1–8, в котором UHSS содержит в весовых процентах: 0,20–0,5% C, предпочтительно, 0,30–0,40% C, 0,10–0,70% Si, 0,65-1,60% Mn и 0,001–0,005% B.
Пункт 16. Способ согласно любому из пунктов 1-8, в котором UHSS является не закаливающейся на воздухе UHSS.
Пункт 17. Способ согласно любому из пунктов 1-16, в котором многоступенчатое устройство дополнительно содержит: приспособление для первой последующей обработки, расположенное по технологической схеме ниже приспособления для прессования, причем приспособление для первой последующей обработки содержит верхний и нижний штампы для первой последующей обработки, содержащие одну или более рабочих поверхностей, которые при использовании обращены к заготовке, причем
нижний штамп для первой последующей обработки соединен с нижней частью, а верхний штамп для первой последующей обработки соединен с верхней частью.
Пункт 18. Способ согласно пункту 17, в котором приспособление для первой последующей обработки содержит систему управления температурой для управления температурой заготовки во время первой последующей обработки, причем система управления температурой необязательно содержит термопары в штампах.
Пункт 19. Способ согласно пункту 18, в котором штампы приспособления для первой последующей обработки содержат каналы, по которым проходит охлаждающая вода или охлаждающий воздух.
Пункт 20. Способ согласно пункту 18 или 19, в котором штампы приспособления для первой последующей обработки содержат один или более нагревателей или каналов, по которым проходит горячая жидкость.
Пункт 21. Способ согласно любому из пунктов 17–20, в котором многоступенчатое устройство дополнительно содержит приспособление для второй последующей обработки, расположенное по технологической схеме после первого приспособления для последующей обработки, причем приспособление для второй последующей обработки содержит верхний и нижний штампы для второй последующей обработки, содержащие одну или более рабочих поверхностей, которые при использовании обращены к заготовке, причем
нижний штамп для второй последующей обработки соединен с нижней частью, а верхний штамп для второй последующей обработки соединен с верхней частью.
Пункт 22. Способ согласно пункту 21, в котором приспособление для второй последующей обработки содержит систему управления температурой для управления температурой заготовки во время первой последующей обработки, причем система управления температурой необязательно содержит термопары в штампах.
Пункт 23. Способ согласно пункту 22, в котором штампы приспособления для второй последующей обработки содержат каналы, по которым проходит охлаждающая вода или охлаждающий воздух,
и один или более нагревателей или каналов, по которым проходит горячая жидкость.
Пункт 24. Способ согласно любому из пунктов 1-23, в котором штампы приспособления для прессования содержат каналы, по которым проходит охлаждающая вода, и/или каналы, по которым проходит воздух.
Пункт 25. Способ согласно любому из пунктов 1-24, в котором заготовку нагревают до температуры аустенизации в диапазоне от 860°C до 910°C.
Пункт 26. Способ согласно любому из пунктов 1-25, дополнительно включающий охлаждение заготовки во время формования.
Пункт 27. Способ согласно пункту 26, в котором заготовку охлаждают во время формования до температуры в диапазоне от 320°C до 280°C.
Пункт 28. Способ согласно любому из пунктов 1–27, в котором температура заготовки при выходе из многоступенчатого устройства составляет ниже 200°C.
Пункт 29. Применение стали сверхвысокой прочности (UHSS), имеющей алюминиево-кремниевое покрытие, в процессе горячего формования, причем процесс горячего формования включает:
нагревание заготовки, выполненной из UHSS, имеющей алюминиево-кремниевое покрытие, до температуры выше температуры аустенизации, и
формование нагретой заготовки в многоступенчатом устройстве, причем многоступенчатое устройство содержит приспособление для охлаждения и приспособление для формования, встроенные в многоступенчатое устройство, причем приспособление для охлаждения расположено по технологической схеме выше приспособления для формования.
Пункт 30. Применение согласно пункту 29, в котором UHSS является закаливающейся на воздухе сталью.
Пункт 31. Применение согласно пункту 29 или 30, в котором UHSS содержит в весовых процентах: 0,21-0,25% C, 1,05-1,33% Si, 2,06-2,34% Mn.
Пункт 32. Применение согласно пункту 31, в котором UHSS содержит приблизительно 0,22% C, 1,2% Si и 2,2% Mn.
Пункт 33. Применение согласно пункту 31 или 32, в котором UHSS дополнительно содержит Mn, Al, Ti, B, P, S, N.
Пункт 34. Применение согласно пункту 29, в котором UHSS является не закаливающейся на воздухе сталью.
Пункт 35. Применение согласно пункту 29 или 34, в котором UHSS содержит в весовых процентах: 0,20-0,5% C, предпочтительно, 0,30-0,40% C, 0,10-0,70% Si, 0,65-1,60% Mn и 0,001-0,005% B.
Пункт 36. Применение согласно любому из пунктов 29-35, в котором температурой аустенизации является температура Ac3, и причем полностью нагретая заготовка охлаждает заготовку до температуры в диапазоне 600-800°C, в частности, в диапазоне от 650°C до 700°C.
Пункт 37. Применение согласно пункту 26, в котором температура заготовки в приспособлении для формования перед формованием находится в диапазоне 550-650°C.
Пункт 38. Применение стали сверхвысокой прочности (UHSS), имеющей алюминиево-кремниевое покрытие, в процессе горячего формования, причем процесс горячего формования включает:
нагревание заготовки, выполненной из UHSS, имеющей алюминиево-кремниевое покрытие, до температуры выше температуры аустенизации, и
формование нагретой заготовки в многоступенчатом устройстве, содержащем множество приспособлений, встроенных в многоступенчатое устройство, причем
UHSS содержит в весовых процентах: 0,21-0,25% C, 1,05-1,33% Si, 2,06-2,34% Mn.
Пункт 39. Применение согласно пункту 38, в котором UHSS содержит приблизительно 0,22% C, 1,2% Si и 2,2% Mn.
Пункт 40. Применение согласно пункту 38 или 39, в котором UHSS дополнительно содержит Mn, Al, Ti, B, P, S, N.
Пункт 41. Применение стали сверхвысокой прочности (UHSS), имеющей алюминиево-кремниевое покрытие, в процессе горячего формования, причем процесс горячего формования включает:
нагревание заготовки, выполненной из UHSS, имеющей алюминиево-кремниевое покрытие, до температуры выше температуры аустенизации, и
формование нагретой заготовки в многоступенчатом устройстве, содержащем множество приспособлений, встроенных в многоступенчатое устройство, причем
UHSS содержит в весовых процентах: 0,20–0,5% C, предпочтительно, 0,30-0,40% C, 0,10-0,70% Si, 0,65-1,60% Mn и 0,001-0,005% B.
Пункт 42. Применение согласно любому из пунктов 38-41, в котором многоступенчатое устройство содержит приспособление для формования и одно или более приспособлений для последующей обработки, расположенных по технологической схеме ниже приспособления для формования.
Пункт 43. Применение согласно пункту 42, в котором многоступенчатое устройство содержит приспособление для охлаждения, расположенное по технологической схеме выше приспособления для формования.
Пункт 44. Применение стали сверхвысокой прочности (UHSS), имеющей алюминиево-кремниевое покрытие, в процессе горячего формования, причем процесс горячего формования включает:
нагревание заготовки, выполненной из UHSS, имеющей алюминиево-кремниевое покрытие, до температуры выше температуры аустенизации, и
формование нагретой заготовки в многоступенчатом устройстве, причем
UHSS является закаливающейся на воздухе сталью.
Пункт 45. Применение стали сверхвысокой прочности (UHSS), имеющей алюминиево-кремниевое покрытие, в процессе горячего формования, причем процесс горячего формования включает:
нагревание заготовки, выполненной из UHSS, имеющей алюминиево-кремниевое покрытие, до температуры выше температуры аустенизации, и
формование нагретой заготовки в многоступенчатом устройстве, причем
UHSS является не закаливающейся на воздухе сталью.
Пункт 46. Способ горячего формования системы конструктивных элементов, включающий:
предоставление заготовки, выполненной из стали сверхвысокой прочности (UHSS), покрытой алюминиево-кремниевым покрытием;
нагревание заготовки до температуры выше температуры аустенизации;
охлаждение заготовки в приспособлении для охлаждения;
транспортировку заготовки от приспособления для охлаждения к приспособлению для прессования; и
вытяжку заготовки в приспособлении для прессования, причем
приспособление для охлаждения и приспособление для прессования встроены в многоступенчатое устройство.
Пункт 47. Элемент, получаемый посредством любого из способов или применений любого из пунктов 1–46.
Хотя в данном документе раскрыт только ряд примеров, возможны другие их альтернативы, модификации, применения и/или эквиваленты. Более того, охватываются также все возможные комбинации описанных примеров. Таким образом, объем настоящего изобретения не ограничивается конкретными примерами, но должен определяться только содержанием приведенной ниже формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ ПРЕССОВАНИЯ | 2016 |
|
RU2711705C2 |
| СИСТЕМЫ И СПОСОБЫ ПРЕССОВАНИЯ | 2020 |
|
RU2787134C1 |
| СПОСОБ СВАРКИ СТАЛЬНЫХ ЛИСТОВ С ПОКРЫТИЕМ | 2019 |
|
RU2756285C1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕШТАМПОВАННЫХ КОНСТРУКТИВНЫХ КОМПОНЕНТОВ | 2015 |
|
RU2714559C2 |
| КОНСТРУКТИВНАЯ РАМА БОКОВИНЫ ТРАНСПОРТНОГО СРЕДСТВА | 2019 |
|
RU2811746C2 |
| ОБРАБАТЫВАЕМЫЙ ГОРЯЧИМ ФОРМОВАНИЕМ, ЗАКАЛИВАЕМЫЙ НА ВОЗДУХЕ И ПОДДАЮЩИЙСЯ СВАРКЕ СТАЛЬНОЙ ЛИСТ | 2015 |
|
RU2695688C1 |
| СИСТЕМЫ И СПОСОБЫ ЛАЗЕРНОЙ РЕЗКИ | 2019 |
|
RU2804235C2 |
| КАТАНАЯ СТАЛЬ, КОТОРАЯ ТВЕРДЕЕТ ПОСРЕДСТВОМ ВЫДЕЛЕНИЯ ЧАСТИЦ ПОСЛЕ ГОРЯЧЕГО ФОРМОВАНИЯ И/ИЛИ ЗАКАЛКИ В ИНСТРУМЕНТЕ, ИМЕЮЩАЯ ОЧЕНЬ ВЫСОКУЮ ПРОЧНОСТЬ И ПЛАСТИЧНОСТЬ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2011 |
|
RU2578280C2 |
| ВЫСОКОКОРРОЗИОННОСТОЙКАЯ ОЦИНКОВАННАЯ ГОРЯЧЕФОРМОВАННАЯ ЗАКАЛЕННАЯ СТАЛЬ, ДЕТАЛЬ ИЗ НЕЕ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2023 |
|
RU2833255C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО КОМПОНЕНТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ, ОБЕСПЕЧИВАЮЩИМ ЗАЩИТУ ОТ КОРРОЗИИ, И СТАЛЬНОЙ КОМПОНЕНТ | 2010 |
|
RU2496887C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении конструктивных элементов из стали сверхвысокой прочности (UHSS) с алюминиево-кремниевым покрытием. Используют многоступенчатое устройство, содержащее нижнюю часть, подвижную верхнюю часть, приспособление для прессования, выполненное с возможностью вытяжки заготовки, и приспособление для охлаждения заготовки. Заготовку нагревают до температуры выше температуры аустенизации заготовки и ниже температуры испарения покрытия заготовки. Полностью нагретую заготовку охлаждают в приспособлении для охлаждения, транспортируют в приспособление для прессования и осуществляют ее горячее формование путем вытяжки. В результате обеспечивается получение изделий, не требующих дополнительной дробеструйной очистки и хорошо поддающихся свариванию. 16 з.п. ф-лы, 10 ил.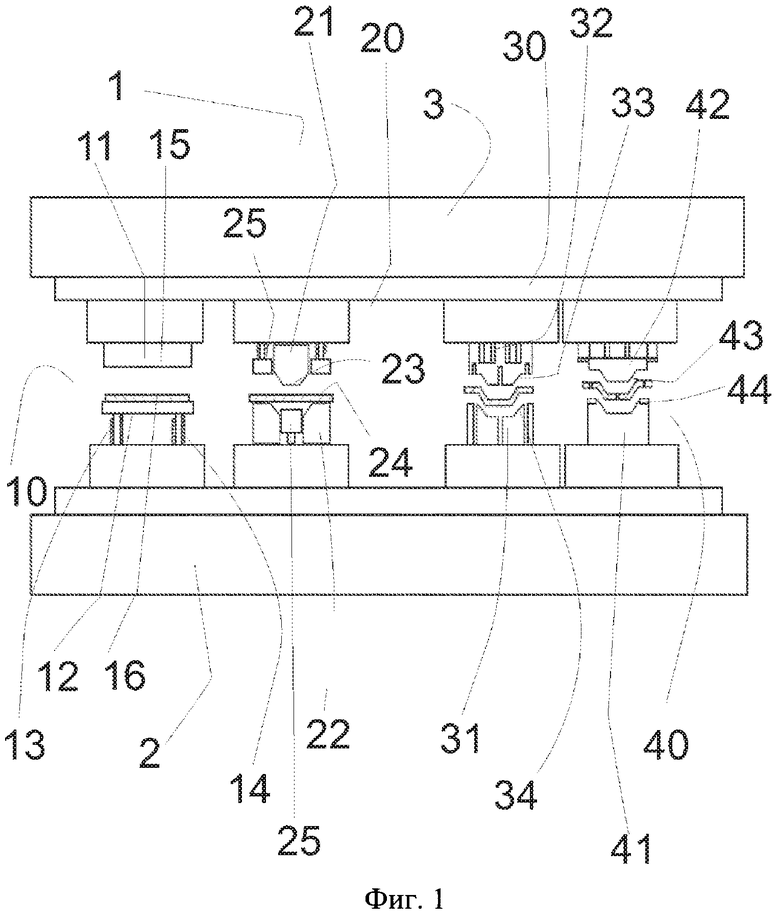
1. Способ изготовления конструктивного элемента горячим формованием заготовки из стали сверхвысокой прочности (UHSS) с покрытием в многоступенчатом устройстве, содержащем
нижнюю часть,
подвижную верхнюю часть,
механизм, выполненный с возможностью обеспечения направленного вверх и вниз прессующего продвижения подвижной верхней части относительно нижней части, и
приспособление для прессования, выполненное с возможностью вытяжки заготовки, содержащее соединенный с подвижной верхней частью верхний прессующий штамп и сопрягаемый с ним и соединенный с нижней частью нижний прессующий штамп, при этом каждый прессующий штамп имеет по меньшей мере одну рабочую поверхность, обращенную при использовании к заготовке, и
приспособление для охлаждения заготовки, расположенное по технологической схеме выше приспособления для прессования и содержащее соединенный с верхней подвижной частью верхний охлаждающий штамп и соединенный с нижней частью нижний охлаждающий штамп, имеющие по меньшей мере одну рабочую поверхность, обращенную при использовании к заготовке,
включающий
нагревание заготовки до температуры выше температуры аустенизации заготовки и ниже температуры испарения покрытия заготовки,
охлаждение полностью нагретой заготовки в приспособлении для охлаждения, транспортировку заготовки между приспособлением для охлаждения и приспособлением для прессования, и
горячее формование заготовки путем вытяжки заготовки в приспособлении для прессования,
отличающийся тем, что
используют заготовку с алюминиево-кремниевым покрытием.
2. Способ по п. 1, отличающийся тем, что верхний и нижний охлаждающие штампы содержат каналы, по которым проходит охлаждающая вода.
3. Способ по п. 1 или 2, отличающийся тем, что температурой аустенизации является температура Ac3, причем охлаждение полностью нагретой заготовки осуществляют до температуры в диапазоне 600-800°C, в частности, в диапазоне 650-700°C.
4. Способ по п. 3, отличающийся тем, что температура заготовки в приспособлении для формования перед формованием находится в диапазоне 550–650°C.
5. Способ по любому из пп. 1-4, отличающийся тем, что сталь сверхвысокой прочности (UHSS) содержит в массовых процентах: 0,21-0,25% C, 1,05-1,33% Si, 2,06-2,34% Mn.
6. Способ по любому из пп. 1-4, отличающийся тем, что сталь сверхвысокой прочности (UHSS) содержит в массовых процентах: 0,17-0,23% C, максимум 0,5% Si, максимум 2,5% Mn, максимум 0,05% Cr и 0,002-0,005% B.
7. Способ по любому из пп. 1-4, отличающийся тем, что сталь сверхвысокой прочности (UHSS) является закаливающейся на воздухе сталью сверхвысокой прочности (UHSS).
8. Способ по любому из пп. 1-4, отличающийся тем, что сталь сверхвысокой прочности (UHSS) содержит в массовых процентах: 0,20-0,5% C, предпочтительно, 0,30-0,40% C, 0,10-0,70% Si, 0,65-1,60% Mn и 0,001-0,005% B.
9. Способ по любому из пп. 1-4, отличающийся тем, что сталь сверхвысокой прочности (UHSS) является не закаливающейся на воздухе сталью сверхвысокой прочности (UHSS).
10. Способ по любому из пп. 1-9, отличающийся тем, что многоступенчатое устройство дополнительно содержит: приспособление для первой последующей обработки, которое расположено по технологической схеме ниже приспособления для прессования и содержит верхний и нижний штампы для первой последующей обработки, имеющие по меньшей мере одну рабочую поверхность, которая при использовании обращена к заготовке, при этом нижний штамп для первой последующей обработки соединен с нижней частью, а верхний штамп для первой последующей обработки соединен с верхней частью.
11. Способ по п. 10, отличающийся тем, что приспособление для первой последующей обработки содержит систему управления температурой для управления температурой заготовки во время первой последующей обработки, причем система управления температурой необязательно содержит термопары в штампах.
12. Способ по п. 11, отличающийся тем, что верхний и нижний штампы приспособления для первой последующей обработки содержат каналы, по которым проходит охлаждающая вода или охлаждающий воздух.
13. Способ по п. 11 или 12, отличающийся тем, что верхний и нижний штампы приспособления для первой последующей обработки содержат по меньшей мере один нагреватель или по меньшей мере один канал, по которому проходит горячая жидкость.
14. Способ по любому из пп. 1-13, отличающийся тем, что нагревание заготовки осуществляют до температуры в диапазоне от 860°C до 910°C.
15. Способ по любому из пп. 1-14, отличающийся тем, что способ дополнительно включает охлаждение заготовки во время формования.
16. Способ по п. 15, отличающийся тем, что заготовку охлаждают во время формования до температуры в диапазоне от 320°C до 280°C.
17. Способ по любому из пп. 1-16, отличающийся тем, что температура заготовки при выходе из многоступенчатого устройства составляет ниже 200°С.
| EP 3067128 A1, 14.09.2016 | |||
| ИНСТРУМЕНТ ДЛЯ ГОРЯЧЕЙ ФОРМОВКИ ИЛИ ШТАМПОВКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВ С ПОКРЫТИЕМ ИЗ Cr-Si-N | 2012 |
|
RU2604158C2 |
| Способ изготовления изделий из сталей аустенитного класса | 1971 |
|
SU585902A1 |
| СТАЛЬНОЙ ЛИСТ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ СТАЛЬНОГО ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2009 |
|
RU2466210C2 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ПРИМЕНЕНИЯ В ГОРЯЧЕЙ ШТАМПОВКЕ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОЙ ДЕТАЛИ | 2011 |
|
RU2557114C2 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |

