Настоящая заявка заявляет приоритет европейской заявки на патент EP15382104.6, поданной 9 марта 2015 года.
Настоящее изобретение относится к системам и способам прессования для изготовления горячеформованных конструктивных компонентов.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В автомобильной промышленности потребность в уменьшении массы привела к разработке и внедрению легких материалов или компонентов, а также связанных с ними способов изготовления и приспособлений для изготовления. Потребность в уменьшении массы, в частности, обусловлена задачей снижения выбросов CO2. Возрастающее внимание к вопросу безопасности пассажиров также ведет к переходу на материалы, которые улучшают целостность транспортного средства во время аварии при одновременном улучшении поглощения энергии.
Технологический процесс, известный как «горячее формование с закалкой в штампе» (Hot Forming Die Quenching) (HFDQ), предполагает использование борсодержащей тонколистовой стали для получения штампованных компонентов со свойствами стали сверхвысокой прочности (UHSS), с пределом прочности при растяжении, составляющим, например, 1500 МПа или 2000 МПа, или даже больше. Увеличение прочности дает возможность применять материал с меньшей толщиной, что приводит к уменьшению массы по сравнению с традиционными холодноштампованными компонентами из мягкой стали.
Существует несколько известных сталей сверхвысокой прочности (UHSS), предназначенных для горячей штамповки и отверждения. Заготовка может быть изготовлена, например, из борсодержащей стали с покрытием или без покрытия, такой как Usibor® (22MnB5), доступной в продаже от ArcelorMittal.
К типичным компонентам транспортного средства, которые могут быть изготовлены с применением технологического процесса HFDQ, относятся дверные балки, балки бамперов, поперечины/лонжероны, усилители передней и центральной стоек кузова и усилители поручней.
Горячее формование из борсодержащих сталей приобретает все большую популярность в автомобильной промышленности вследствие того, что они обладают превосходными показателями прочности и формуемости. Таким образом, многие конструктивные компоненты, которые традиционно получали путем холодного формования из мягкой стали, заменяются на горячеформованные эквиваленты, которые обеспечивают значительное повышение прочности. Это дает возможность уменьшить толщину (а значит и массу) материала наряду с сохранением такой же прочности. Однако горячеформованные компоненты в свежеотформованном состоянии обладают очень малыми величинами пластичности и поглощения энергии.
Для увеличения пластичности и поглощения энергии в конкретных областях компонента, известно создание более мягких зон в вышеупомянутом компоненте. Этим обеспечивается локальное повышение пластичности при одновременном сохранении требуемой высокой прочности в целом. Путем локальной адаптации микроструктуры и механических свойств некоторых конструктивных компонентов так, чтобы они содержали зоны с очень высокой прочностью (очень твердые) и зоны с увеличенной пластичностью (более мягкие), становится возможным увеличение их общего поглощения энергии и сохранение их конструктивной целостности во время аварийной ситуации, а также уменьшение их общей массы. Такие мягкие зоны также преимущественно могут вызывать изменение кинематического поведения в случае смятия компонента под действием удара.
Известные способы создания зон с повышенной пластичностью («мягких зон») в конструктивных компонентах транспортного средства предусматривают снабжение приспособлениями, содержащими два взаимодополняющих верхнего и нижнего узла штампа, каждый из которых имеет отдельные элементы штампа (стальные блоки). Заготовку, подлежащую горячему формованию, предварительно нагревают до предварительно определенной температуры, например, температуры аустенизации или более высокой, например, посредством системы печи для уменьшения прочности, т. е. чтобы способствовать осуществлению процесса горячей штамповки.
Элементы штампа могут быть выполнены для работы при отличающихся температурах, чтобы иметь отличающиеся скорости охлаждения в разных зонах подвергаемой формованию детали в течение процесса закалки, приводящие в результате к отличающимся свойствам материала в конечном изделии, например к наличию мягких зон. Например, для осуществления закалки соответствующей области изготавливаемого компонента можно охлаждать один элемент штампа с высокими скоростями охлаждения и путем быстрого снижения температуры компонента. Для того, чтобы убедиться, что охлаждение соответствующей части изготавливаемого компонента происходит с более низкой температурой охлаждения и, соответственно, в ней сохранялись более высокие температуры, чем в остальной части компонента, когда она выпускается из штампа, можно осуществлять нагрев соседнего элемента штампа.
Известно применение многоступенчатых систем прессования для изготовления горячеформованных элементов. Многоступенчатые системы прессования могут содержать множество приспособлений, выполненных с возможностью одновременного осуществления различных операций с заготовками. В таких схемах размещения множество заготовок одновременно подвергаются различным процессам изготовления за один проход с применением приспособлений, составляющих многоступенчатые системы прессования, вследствие чего производительность системы может возрасти.
Многоступенчатая система прессования может содержать конвейер или устройство транспортировки, осуществляющее транспортировку нагретой заготовки к приспособлению для прессования, выполненному с возможностью прессования заготовки. Дополнительно, система печи, которая нагревает и размягчает заготовку, подлежащую горячему формованию, может быть предусмотрена по технологической схеме перед многоступенчатым прессом. Кроме того, также может быть предусмотрен отдельный этап лазерной обработки или отдельное режущее приспособление, причем штампованные заготовки выходят из системы прессования и транспортируются и переходят на этап лазерной обработки или в отдельное режущее приспособление для изготовления, например, резания и/или обрезки, и/или прошивки, и/или пробивания.
В целом, в таких системах используется размещенное снаружи приспособление предварительного охлаждения для предварительного охлаждения заготовки, подлежащей горячему формованию. После охлаждения заготовки, ее транспортируют от размещенного снаружи приспособления предварительного охлаждения к многоступенчатому устройству или системе прессования.
В документе WO2011115539 описан пресс с контактным охлаждением, предусмотренный между печью и прессом, осуществляющим закалку в прессе. Предварительно выбранные части заготовки (18) подвергаются контактному охлаждению, вследствие чего соответствующие части готового изделия становятся мягче и характеризуются более высоким пределом текучести.
Настоящее изобретение направлено на предоставление усовершенствований в многоступенчатые системы, выполненные с возможностью создания мягких зон, и соответствующие способы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно первому аспекту может быть предложена система прессования для изготовления горячеформованных конструктивных компонентов. Система содержит неподвижную нижнюю часть, подвижную верхнюю часть и механизм, выполненный с возможностью обеспечения направленного вверх и вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части. Система дополнительно содержит приспособление для охлаждения/нагрева, выполненное с возможностью охлаждения и/или нагрева предварительно нагретой заготовки, имеющей локально отличающиеся микроструктуры и механические свойства, которое содержит верхний и нижний сопрягаемые штампы, причем каждый охлаждающий штамп выполнен из двух или более блоков штампа, содержащих одну или более рабочих поверхностей, которые при использовании обращены к заготовке, причем верхний и нижний штампы содержат два или более блоков штампа, выполненных с возможностью применения при различных температурах, соответствующих зонам заготовки, имеющим локально отличающиеся микроструктуры и механические свойства, и приспособление для прессования, выполненное с возможностью вытяжки заготовки, причем приспособление для прессования расположено по технологической схеме после приспособления для охлаждения/нагрева и содержит верхний и нижний сопрягаемые штампы, причем каждый прессующий штамп содержит одну или более рабочих поверхностей, которые при использовании обращены к заготовке, при этом верхний прессующий штамп прикреплен к верхней части и нижний прессующий штамп прикреплен к нижней части. Система дополнительно содержит механизм транспортировки заготовки для транспортировки заготовки от приспособления для охлаждения/нагрева к приспособлению для прессования.
Согласно этому аспекту система прессования оснащена приспособлением охлаждения/нагрева, выполненным с возможностью создания зон заготовки, имеющих локально отличающиеся микроструктуры и механические свойства («мягкие зоны»), и приспособлением для вытяжки или формования.
При помощи такого приспособления для охлаждения/нагрева выбранные блоки штампа могут быть нагреты, вследствие чего могут быть изменены отличающиеся микроструктуры и механические свойства заготовки в области контакта с нагретым блоком («мягкая зона»), таким образом повышая пластичность зон.
Кроме того, за счет встраивания приспособлений в один пресс, время транспортировки от приспособления для охлаждения к приспособлению для вытяжки может быть уменьшено, таким образом, процесс может быть оптимизирован и производительность может быть увеличена, при этом поддержание температуры и скорость охлаждения находятся под контролем.
Согласно второму аспекту может быть предложен способ нагрева и охлаждения заготовки. Способ включает предоставление системы прессования согласно первому аспекту. Способ дополнительно включает предоставление заготовки, подлежащей горячему формованию, выполненной из стали сверхвысокой прочности (UHSS). Заготовку можно нагреть. Верхнюю часть пресса размещают в открытом положении при помощи механизма пресса. Затем заготовку размещают между верхним и нижним сопрягаемыми штампами приспособления для охлаждения/нагрева. По меньшей мере, части заготовки охлаждают путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части таким образом, чтобы перемещать верхний штамп в направлении нижнего штампа до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки, включая то, что по меньшей мере два блока штампа могут применяться при различных температурах, соответствующих зонам заготовки, подлежащей формованию, которые имеют локально отличающиеся микроструктуры и механические свойства, причем блоки с более высокой температурой расположены относительно заготовки таким образом, что их рабочая поверхность способна входить в контакт с частью заготовки, в которой должна быть сформирована мягкая зона.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Ниже описаны примеры настоящего изобретения, не носящие ограничительного характера, со ссылкой на прилагаемые графические материалы, на которых:
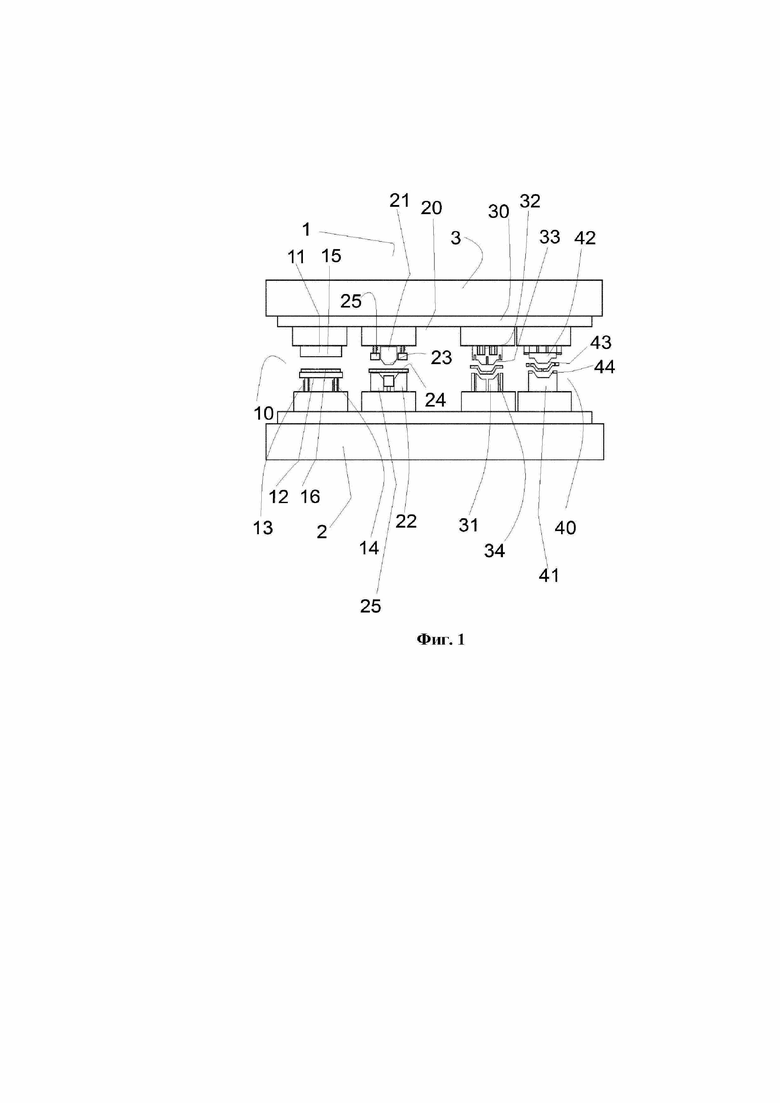
на фиг. 1 схематически показана многоступенчатая система прессования согласно одному примеру;
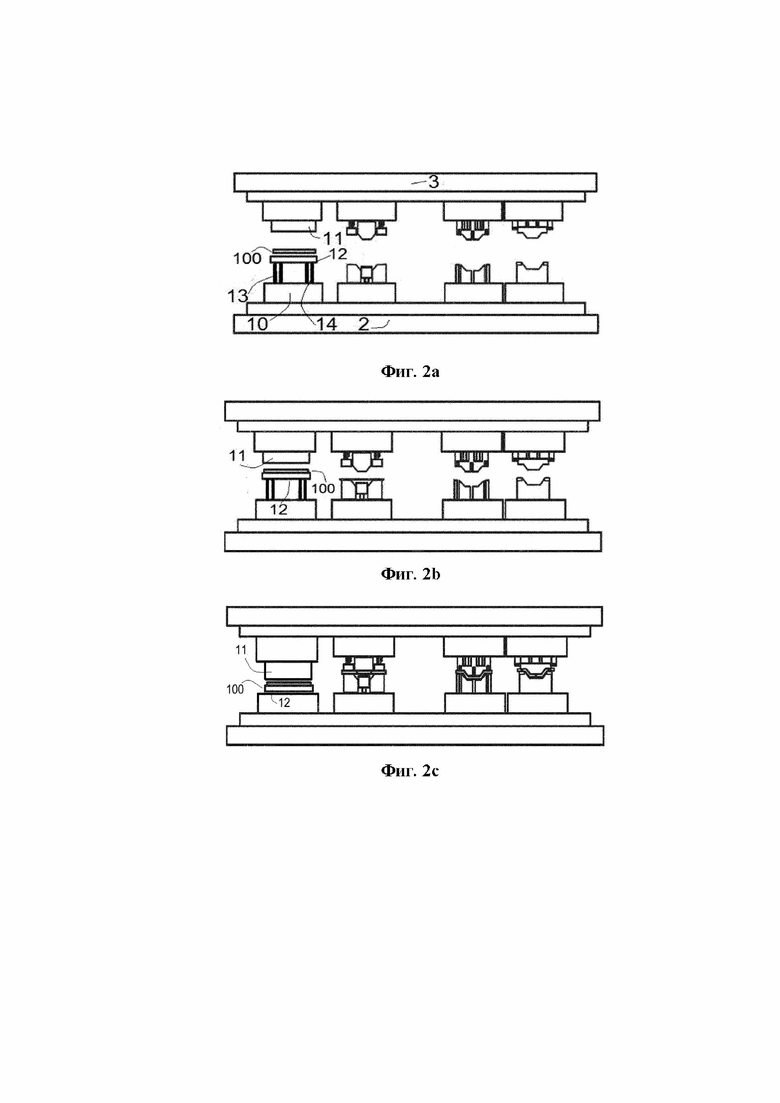
на фиг. 2a–2d схематически показана последовательность ситуаций, возникающих во время осуществления способа охлаждения заготовки согласно одному примеру;
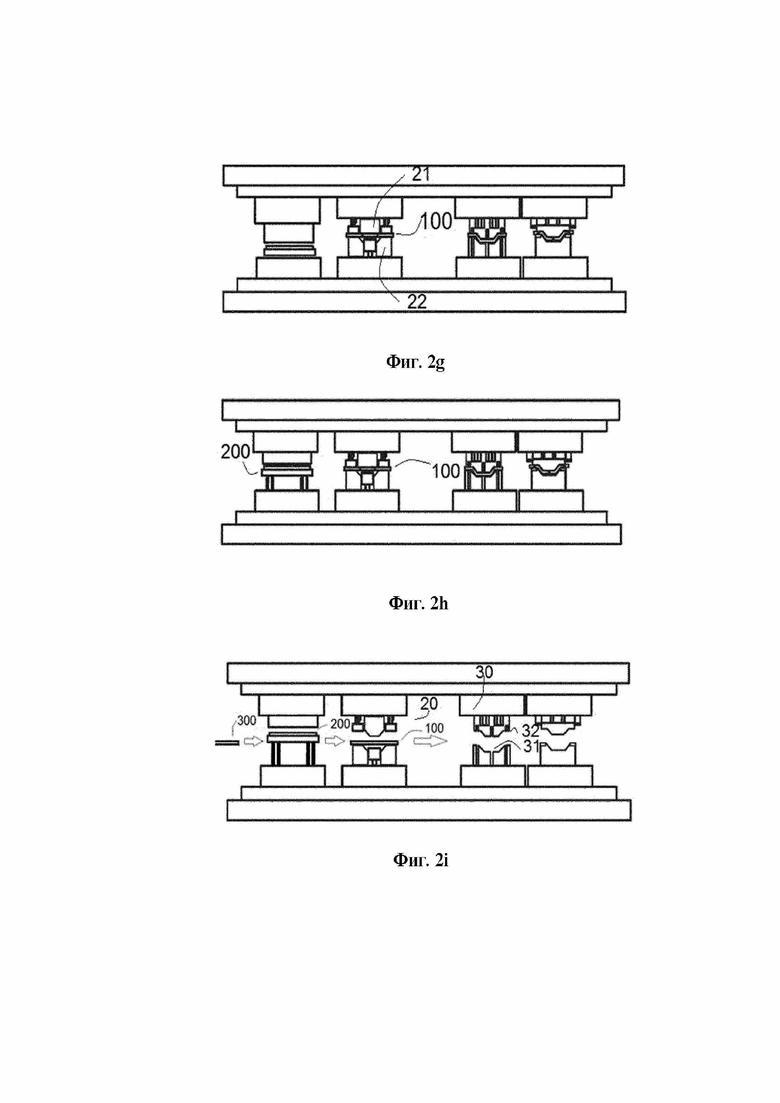
на фиг. 2e–2h схематически показана последовательность ситуаций, возникающих во время осуществления способа вытяжки той же заготовки согласно одному примеру;
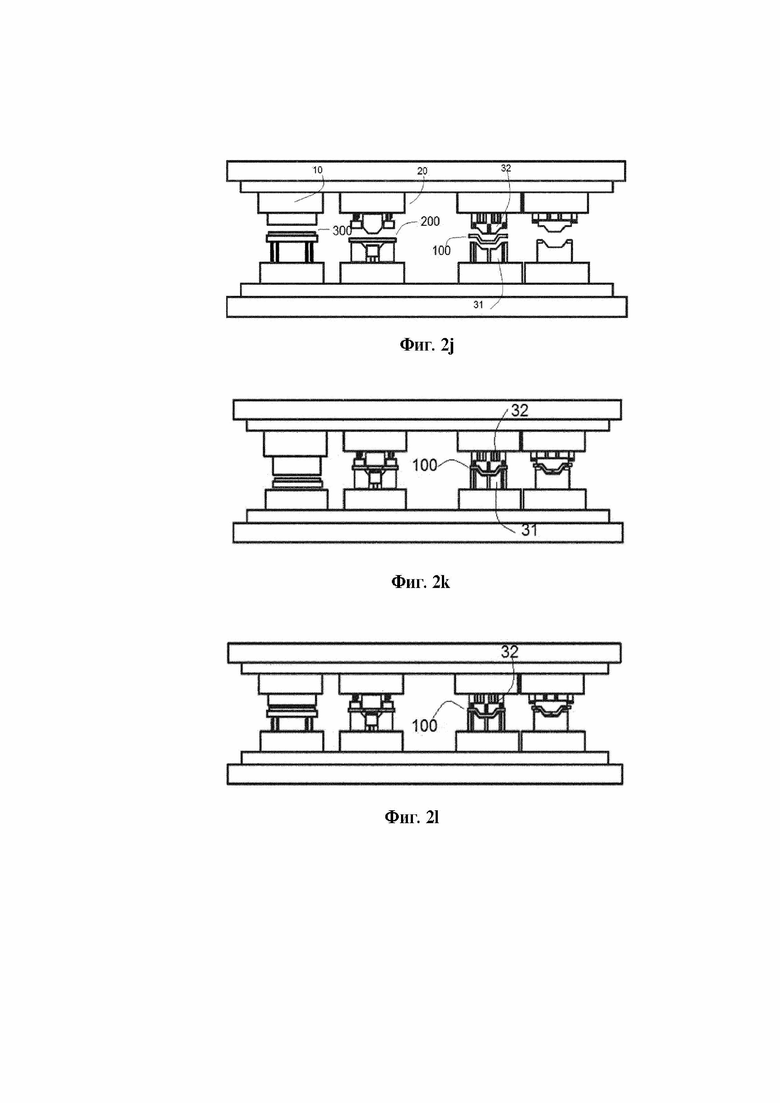
на фиг. 2i–2l схематически показана последовательность ситуаций, возникающих во время осуществления способа прошивки и/или обрезки той же заготовки согласно одному примеру;
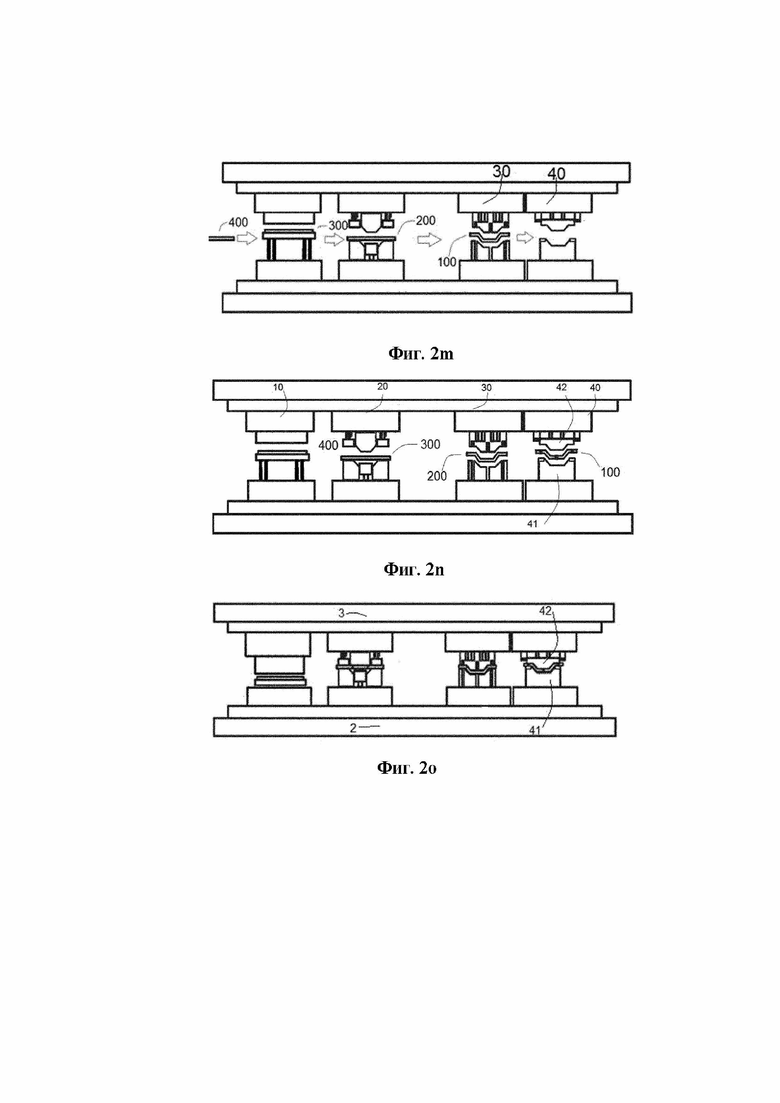
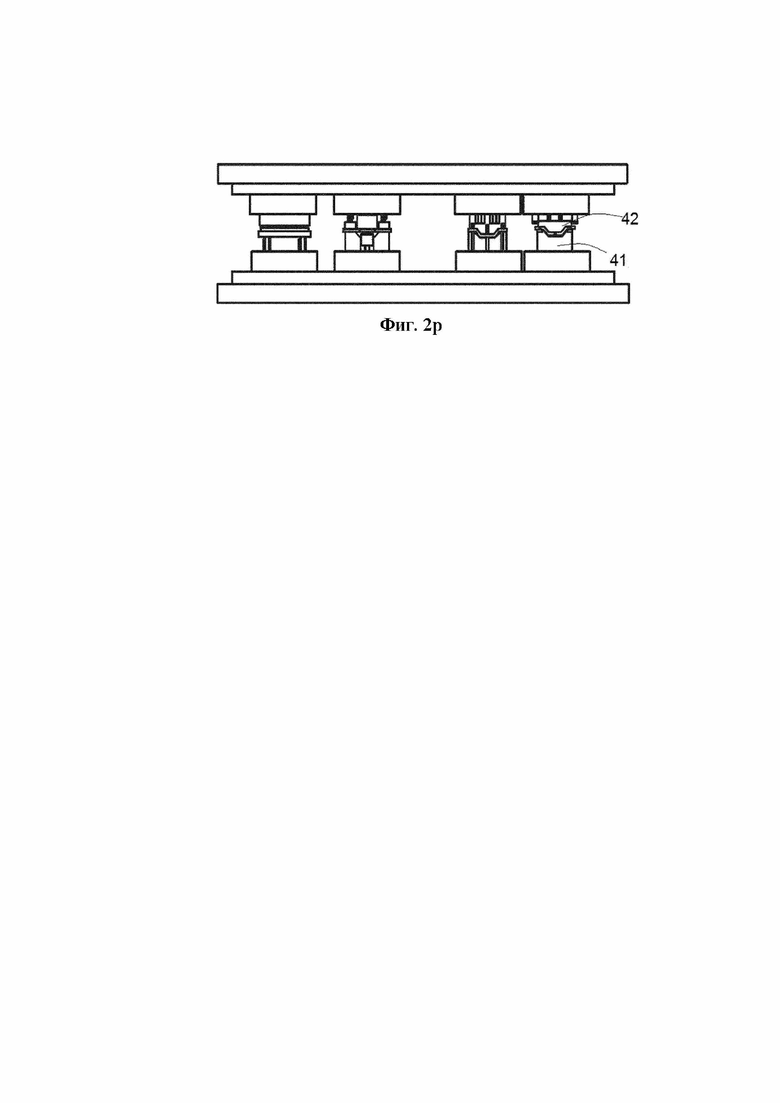
на фиг. 2m–2p схематически показана последовательность ситуаций, возникающих во время осуществления способа дополнительной прошивки и/или обрезки той же заготовки согласно одному примеру.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ
На фиг. 1 схематически показана многоступенчатая система прессования согласно одному примеру. Система 1 содержит неподвижную нижнюю часть 2, подвижную верхнюю часть 3 и механизм (не показанный), выполненный с возможностью обеспечения направленного вверх и вниз прессующего продвижения подвижной верхней части 3 относительно неподвижной нижней части 2.
Неподвижная нижняя часть 2 может представлять собой крупный блок из металла. В этом конкретном примере неподвижная нижняя часть 2 может быть стационарной. В некоторых примерах может быть предусмотрен амортизатор штампа (не показанный), встроенный в неподвижную нижнюю часть 2. Амортизатор может быть выполнен с возможностью восприятия и регулирования усилий на прижиме для заготовки. Подвижная верхняя часть 3 также может представлять собой сплошную деталь из металла. Подвижная верхняя часть 3 может осуществлять цикл хода (движение вверх и вниз).
Система прессования может быть выполнена с возможностью осуществления приблизительно 30 ходов за минуту, таким образом каждый цикл хода может занимать приблизительно 2 секунды. Цикл хода может быть отличающимся в других примерах.
Механизм пресса может быть приведен в движение механическим, гидравлическим или сервомеханическим образом. Продвижение подвижной верхней части 3 относительно неподвижной нижней части 2 может быть определено механизмом. В данном конкретном примере пресс может представлять собой сервомеханический пресс, таким образом, может быть обеспечено постоянное прессовое усилие во время хода. Сервомеханический пресс может быть оснащен системой плавного управления скоростью и положением поперечины (ползуна). Сервомеханический пресс также может быть предусмотрен таким образом, что в любом положении поперечины возможен широкий ряд прессовых усилий, следовательно, может быть достигнута значительная гибкость применения пресса. Сервоуправляемые прессы могут иметь функциональные возможности улучшения условий процесса и производительности при металлообработке. Пресс может иметь прессовое усилие 2000 тонн.
В некоторых примерах пресс может представлять собой механический пресс, следовательно, прессовое усилие продвижения в направлении неподвижной нижней части 2 может зависеть от привода и шарнирной системы. Механические прессы, таким образом, могут достигать большего количества циклов на единицу времени. В качестве альтернативы также могут использоваться гидравлические прессы.
Может быть предусмотрено приспособление 10 для охлаждения/нагрева, выполненное с возможностью охлаждения и нагрева предварительно выбранных частей заготовки. Заготовка может быть предварительно нагрета, например, в печи. Приспособление 10 для охлаждения/нагрева может содержать верхний 11 и нижний 12 сопрягаемые штампы. Каждый из верхнего 11 и нижнего 12 штампов приспособления для охлаждения может быть выполнен из двух или более блоков штампа (не показаны). Верхний штамп приспособления для охлаждения/нагрева содержит верхнюю рабочую поверхность 15. Нижний штамп приспособления для охлаждения/нагрева содержит нижнюю рабочую поверхность 16. Обе рабочие поверхности при использовании обращены к заготовке, подлежащей горячему формованию.
Блоки штампа (не показанные подробно) могут быть выполнены с возможностью применения при различных температурах, соответствующих зонам заготовки, которым необходимо придать локально отличающиеся микроструктуры и механические свойства («мягкие зоны» и «твердые зоны»). Блоки штампа, выполненные с возможностью применения при более низкой температуре, могут соответствовать зонам заготовки, в которых должны быть сформированы «твердые зоны». Кроме того, блоки штампа, выполненные с возможностью применения при более высокой температуре, следовательно, могут соответствовать зонам заготовки, в которых должны быть сформированы «мягкие зоны».
Выбор мягких зон может быть основан на проведении испытания столкновением с препятствием или испытании на модели, хотя возможно применение некоторых других способов выбора мягких зон. Области мягких зон могут быть заданы путем моделирования, чтобы определить наиболее предпочтительное поведение при столкновении с препятствием или более подходящие поглощения в простой детали, такой как, например, центральная стойка кузова.
Нижний штамп 12 может быть соединен с нижней частью 2 при помощи первого нижнего смещающего элемента 13 и второго нижнего смещающего элемента 14, выполненных с возможностью смещения нижнего штампа 12 в положение на предварительно определенном первом расстоянии от нижней части 2. Смещающие элементы могут содержать, например, пружину, такую как механическая пружина или газовая пружина, хотя возможны некоторые другие смещающие элементы, например, гидравлический механизм. В некоторых примерах может быть предусмотрен один нижний смещающий элемент или больше двух смещающих элементов.
В некоторых других примерах (не показаны), альтернативно или дополнительно верхний штамп 11 может быть соединен с верхней частью 3 при помощи одного или более верхних смещающих элементов, выполненных с возможностью смещения верхнего штампа в положение на предварительно определенном втором расстоянии от верхней части.
В еще одних примерах нижний штамп 12 может быть непосредственно соединен с нижней частью 2, и/или верхний штамп 11 может быть непосредственно соединен с верхней частью 3, таким образом, может отсутствовать необходимость в смещающем элементе.
Благодаря добавлению верхнего и/или нижнего смещающих элементов время контакта между верхним штампом 11 и нижним штампом 12 может быть отрегулировано и увеличено во время цикла хода (направленное вверх и вниз движение подвижной верхней части 3 относительно нижней части 2).
Благодаря смещающим элементам в приспособлении для охлаждения/нагрева контакт между верхним и нижним охлаждающим штампами может быть создан перед контактом между прессующими штампами приспособления для прессования (и следующих приспособлений, расположенных далее по технологической схеме). Таким образом, время контакта между охлаждающими штампами во время хода цикла может быть увеличено, позволяя сильнее охладить части, подлежащие охлаждению.
Блоки штампа приспособления для охлаждения могут содержать источник нагрева, например, электрические нагреватели и/или каналы, по которым проходит горячая жидкость, для достижения более высоких температур («горячий блок»). Также могут быть предусмотрены другие альтернативы для приспособления штампов к применению при более высоких температурах, например, встроенные патронные нагреватели.
Дополнительно верхний и нижний штампы могут содержать один или более блоков, выполненных с возможностью применения при более низкой температуре («холодный блок»). Эти холодные блоки могут охлаждаться охлаждающей жидкостью, например водой, и/или воздухом, проходящим через каналы, выполненные в блоке.
Дополнительно приспособление 10 для охлаждения/нагрева может быть оснащено системой управления и датчиками температуры для управления температурой горячих и/или холодных блоков. Датчики могут представлять собой термопары.
Каждая термопара может задавать зону приспособления, применяемого при предварительно заданной температуре. Кроме того, каждая термопара может быть связана с нагревателем или группой нагревателей, чтобы устанавливать температуру этой зоны.
Термопары могут быть связаны с панелью управления. Каждый нагреватель или каждая группа нагревателей (или устройств для охлаждения), таким образом, могут приводиться в действие независимо от остальных нагревателей или группы нагревателей даже в пределах одного и того же блока. Таким образом, благодаря использованию подходящего программного обеспечения или алгоритма управления, пользователь сможет задавать основные параметры (температуру, пределы температуры), на основании которых в каждой зоне в пределах одного и того же блока можно автоматически управлять мощностью нагревателя, включением/выключением потока воды, расходом воды и т. д.
Кроме того, верхний 11 и/или нижний 12 сопрягаемые штампы могут быть оснащены охлаждающей плитой (не показана), выполненной с возможностью предотвращения перегрева горячих блоков, которая может быть расположена на поверхностях, противоположных верхней рабочей поверхности 15 и/или нижней рабочей поверхности 16, содержащей систему охлаждения, расположенную в соответствии с каждым штампом соответственно. Система охлаждения может содержать охлаждающие каналы, предназначенные для циркуляции холодной воды или любой другой охлаждающей текучей среды во избежание или по меньшей мере уменьшения нагрева приспособления для охлаждения/нагрева или для обеспечения дополнительного охлаждения приспособления для охлаждения/нагрева.
В примерах приспособление для охлаждения/нагрева может быть оснащено центрирующими элементами, например, штифтами, и/или направляющими устройствами, выполненными с возможностью надлежащего размещения заготовки на приспособлении. В некоторых других примерах заготовка может быть предварительно размещена на центрирующей станции, например, пневмостоле для центрирования заготовки. Альтернативно заготовка может быть размещена с использованием, например, видеосистемы.
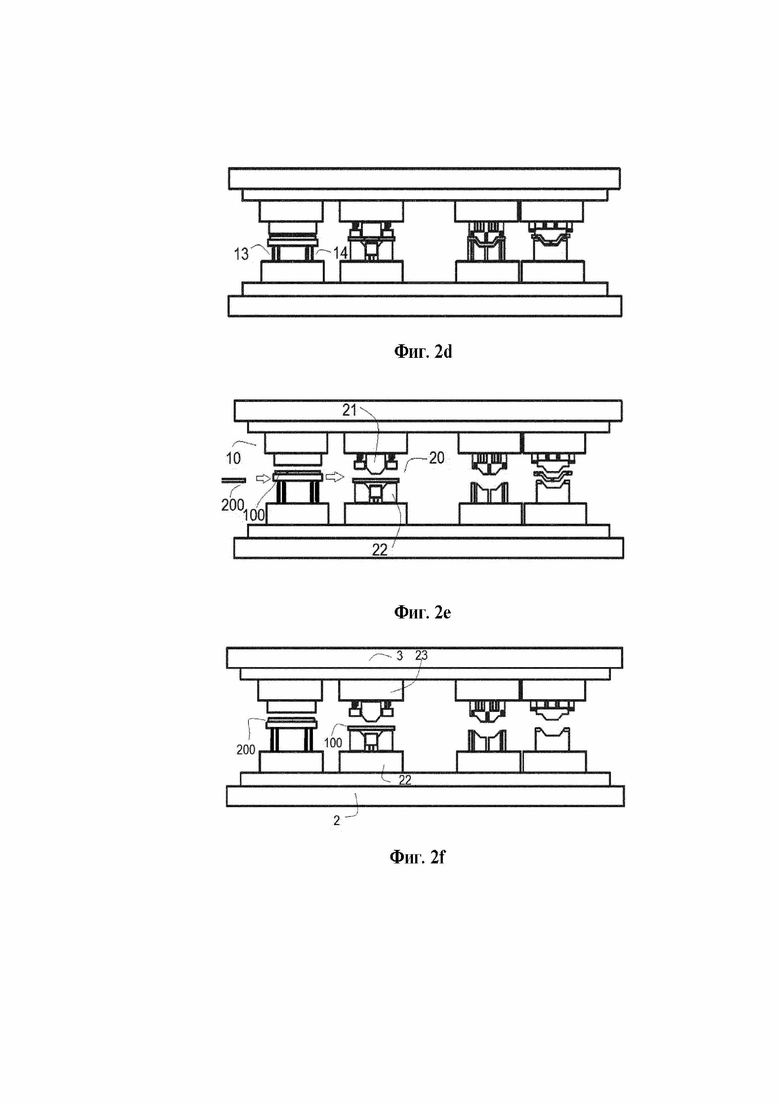
В этом примере также предусмотрено приспособление 20 для прессования, выполненное с возможностью вытяжки заготовки. Приспособление 20 для прессования расположено по технологической схеме после приспособления 10 для охлаждения/нагрева. Приспособление 20 для прессования содержит верхний 21 и нижний 22 сопрягаемые штампы.
Верхний 21 и нижний 22 штампы приспособления для прессования содержат два или более блоков штампа, выполненных с возможностью применения при различных температурах, соответствующих зонам заготовки, которым, в конечном итоге, должны быть приданы локально отличающиеся микроструктуры и механические свойства («мягкие зоны»). Блоки могут соответствовать соответствующим мягким зонам или твердым зонам, созданным в приспособлении для охлаждения/нагрева.
Верхние блоки штампа могут содержать верхнюю рабочую поверхность 23, которая при использовании обращена к заготовке, подлежащей горячему формованию. Нижние блоки штампа могут содержать нижнюю рабочую поверхность 24, которая при использовании обращена к заготовке, подлежащей горячему формованию.
Сторона верхнего штампа, противоположная верхней рабочей поверхности 23, может быть прикреплена к верхней части 3, и сторона нижнего штампа, противоположная нижней рабочей поверхности 22, может быть прикреплена к нижней части 2.
Верхний 21 и нижний 22 штампы могут содержать один или более блоков, выполненных с возможностью применения при более низкой температуре («холодный блок»). Эти холодные блоки могут охлаждаться охлаждающей жидкостью, например водой, и/или воздухом, проходящим через каналы, выполненные в блоке.
В каналах для воды скорость циркуляции воды в каналах может быть высокой, вследствие чего может быть предотвращено испарение воды. Дополнительно может быть предусмотрена система управления, таким образом, температурой блоков можно управлять.
Кроме того, верхний 21 и нижний 22 штампы могут содержать один или более блоков, выполненных с возможностью применения при более высокой температуре («горячий блок»). «Горячие блоки» могут содержать один или более электрических нагревателей и датчиков температуры для управления температурой «горячих блоков». Датчики могут представлять собой термопары. Каждая термопара может задавать зону приспособления, применяемого при предварительно заданной температуре. Кроме того, каждая термопара может быть связана с нагревателем или группой нагревателей, чтобы устанавливать температуру этой зоны. Возможность группирования нагревателей вместе может быть ограничена общей величиной мощности, приходящейся на одну зону (один блок).
Остальная часть конструкции и принцип работы блоков, выполненных с возможностью применения при более высокой температуре, могут быть аналогичны упомянутым в отношении приспособления для охлаждения/нагрева.
Кроме того, верхний 21 и/или нижний 22 сопрягаемые штампы могут быть оснащены охлаждающей плитой (не показана), которая может быть расположена на поверхностях, противоположных верхней рабочей поверхности 23 и/или нижней рабочей поверхности 22, содержащей систему охлаждения, расположенную в соответствии с каждым штампом соответственно. Система охлаждения может содержать охлаждающие каналы, предназначенные для циркуляции холодной воды или любой другой охлаждающей текучей среды во избежание или, по меньшей мере, уменьшения нагрева приспособления для формования или для обеспечения дополнительного охлаждения приспособления для формования.
В примерах система 20 прессования может быть оснащена прижимом 25 для заготовки, выполненным с возможностью удерживания заготовки и размещения заготовки на нижнем штампе 22. Прижим для заготовки также может быть оснащен одним или более смещающими элементами, выполненными с возможностью смещения прижима для заготовки в положение на предварительно определенном расстоянии от нижнего штампа 22.
Может быть предусмотрено первое приспособление 30 для последующей обработки, выполненное с возможностью осуществления операций обрезки и/или прошивки. Первое приспособление 30 для последующей обработки может быть расположено по технологической схеме после приспособления 20 для прессования. Первое приспособление 30 для последующей обработки может содержать верхний 32 и нижний 31 сопрягаемые штампы. Верхний и нижний сопрягаемые штампы первого приспособления для последующей обработки могут содержать блок штампа, выполненный с возможностью применения при различных температурах, соответствующих зонам заготовки, которым необходимо придать отличающиеся микроструктуры и механические свойства, которые были созданы в предыдущих по технологической схеме приспособлениях, или предварительно подготовлены в них.
Сторона верхнего штампа 32, противоположная верхней рабочей поверхности 33, может быть прикреплена к верхней части 3, и сторона нижнего штампа 31, противоположная нижней рабочей поверхности 34, может быть прикреплена к нижней части 2. Штампы могут содержать один или более ножей или режущих лезвий (не показаны), расположенных на рабочих поверхностях.
Блоки штампа, выполненные с возможностью достижения более низкой температуры («холодные блоки»), т. е. соответствующие «твердой зоне» на заготовке, также могут содержать один или более электрических нагревателей или каналов, по которым проходит горячая жидкость, и датчики температуры для управления температурой штампов. Датчики могут представлять собой термопары. В некоторых примерах предпочтительно поддерживать температуру области заготовки, соответствующей холодным блокам («твердая зона»), на уровне или приблизительно равной предварительно определенной температуре, например, выше 200ºC.
Было обнаружено, что на уровне или при приблизительно 200ºC прочность заготовок может составлять приблизительно 800 МПа, что может быть предельным значением во избежание повреждения ножей или режущих лезвий. Управление может представлять собой управление включением/выключением, хотя также могут быть реализованы некоторые другие виды управления для поддержания температуры.
Эти холодные блоки также могут охлаждаться охлаждающей жидкостью, например водой, и/или воздухом, проходящим через каналы, выполненные в блоке.
В этом примере блоки, выполненные с возможностью достижения более высокой температуры, т. е. соответствующие «мягкой зоне» на заготовке, не обязательно должны быть оснащены устройством для нагрева или охлаждения. В некоторых других примерах эти блоки могут быть уже предварительно нагреты до надлежащей температуры вследствие размещения предыдущих заготовок на блоках.
В примерах первое приспособление 30 для последующей обработки может быть оснащено прижимом для заготовки (не показан), выполненным с возможностью удерживания заготовки и размещения заготовки на нижнем штампе 31.
Температура области заготовки, соответствующей горячим блокам («мягкая зона»), в начале применения первого приспособления 30 для последующей обработки находится на уровне или приблизительно составляет 650ºC. После завершения применения первого приспособления 30 для последующей обработки температура в мягкой зоне заготовки может находиться на уровне или составлять приблизительно 590ºC. В некоторых примерах устройства для нагрева или охлаждения, соответствующие мягкой зоне, могут не быть предусмотрены.
Может быть предусмотрено второе приспособление 40 для последующей обработки. Второе приспособление 40 для последующей обработки также может быть выполнено с возможностью осуществления операций обрезки и/или прошивки. Второе приспособление 40 для последующей обработки может быть расположено по технологической схеме после первого приспособления 30 для последующей обработки. Второе приспособление 40 для последующей обработки может содержать верхний сопрягаемый штамп 42 и нижний сопрягаемый штамп 41. Верхний сопрягаемый штамп 42 может содержать верхнюю рабочую поверхность 43, и нижний сопрягаемый штамп 41 может содержать нижнюю рабочую поверхность 44. Обе рабочие поверхности при использовании могут быть обращены к заготовке, подлежащей горячему формованию. Рабочие поверхности могут быть неровными, например, они могут содержать выступающие части или углубления.
Штампы в приспособлении 40 для прессования могут иметь температуру, отличающуюся от температуры заготовки, подлежащей горячему формованию, следовательно, необходимо учитывать расширение. Таким образом, штампы могут быть на 2% длиннее, чем заготовка, подлежащая горячему формованию, для компенсации.
Сторона верхнего штампа 42, противоположная рабочей поверхности 43, может быть прикреплена к верхней части 3. Сторона нижнего штампа 41, противоположная рабочей поверхности 44, прикреплена к нижней части 2.
Штампы могут содержать один или более ножей или режущих лезвий, расположенных на рабочих поверхностях.
В некоторых примерах может быть предусмотрено регулирующее устройство (не показано), выполненное с возможностью регулирования расстояния между верхним 42 и нижним 41 штампами. Таким образом, может быть отрегулирована степень возможной деформации заготовки, размещенной между верхним 42 и нижним 41 штампами, при использовании вдоль рабочих поверхностей каждого из верхнего и нижнего штампов.
После регулирования расстояния между верхним 42 и нижним 41 штампами для осуществления деформации (и, следовательно, калибровки заготовки), могут быть оптимизированы допуски для горячеформованной заготовки. В некоторых примерах заготовка, подлежащая горячему формованию, может иметь область с не оптимизированной толщиной, например, с большей толщиной в одной части заготовка, чем в некоторой другой части, таким образом, толщину необходимо оптимизировать.
Благодаря размещению неровных рабочих поверхностей расстояние на выбранных частях рабочих поверхностей (например, возле радиуса в заготовке) может быть отрегулировано возле или вблизи области с не оптимизированной толщиной, таким образом, материал может деформироваться, т. е. он может быть вынужден течь в зоны, расположенные смежно с областью с не оптимизированной толщиной, вследствие чего может быть достигнута постоянная толщина вдоль заготовки.
В примерах регулирующим устройством можно управлять на основании системы датчиков, выполненной с возможностью определения толщины заготовки.
В некоторых примерах второе приспособление 40 для последующей обработки может быть оснащено прижимом для заготовки (не показан), выполненным с возможностью удерживания заготовки и размещения заготовки на нижнем штампе 41. Прижим для заготовки также может быть оснащен одним или более смещающими элементами, выполненными с возможностью смещения прижима для заготовки в положение на предварительно определенном расстоянии от нижнего штампа.
В других примерах также могут быть предусмотрены другие методы адаптации штампов приспособлений под работу при более низких или более высоких температурах.
Следует понимать, что хотя на фигурах изображены штампы, имеющие по существу квадратную или прямоугольную форму, блоки могут иметь любую другую форму, и могут даже иметь частично закругленные формы.
Во всех примерах датчики температуры и системы управления, предназначенные для управления температурой, могут быть предусмотрены в любых приспособлениях. Приспособления также могут быть оснащены охлаждающими плитами, прижимами для заготовки и т. д.
Также может быть предусмотрено автоматическое транспортное устройство (не показано), например множество промышленных роботов или конвейер, для осуществления транспортировки заготовок между приспособлениями.
На фиг. 2a–2d схематически показана последовательность ситуаций, возникающих во время осуществления способа охлаждения заготовки согласно одному примеру. Одинаковые ссылочные позиции обозначают одинаковые элементы. Способ описан ниже со ссылкой на последовательности ситуаций, изображенных на фиг. 2a–2d.
В целях упрощения ссылки на углы также могут быть включены в описания, относящиеся к фиг. 2a (и к последующим фигурам). Ссылки на углы могут использоваться для указания приблизительных положений верхней части относительно нижней части. Таким образом, например, ссылка может быть сделана на то, что верхняя часть находится в положении 0º относительно нижней части, что означает, что верхняя часть находится в самом верхнем положении относительно нижней части, и в положении 180º, что означает, что верхняя часть находится в самом нижнем положении (положении полного контакта) относительно нижней части. Тогда положение 360º снова относится к самому верхнему положению верхней части.
На фиг. 2a заготовка 100, подлежащая горячему формованию, может быть выполнена из стали сверхвысокой прочности (UHSS). В этом конкретном примере UHSS может представлять собой борсодержащую сталь 22MnB5, хотя могут использоваться некоторые другие борсодержащие стали. В некоторых примерах 22MnB5 может содержать приблизительно 0,23% C, 0,22% Si и 0,16% Cr. Материал может дополнительно содержать Mn, Al, Ti, B, N, Ni в различных пропорциях.
Состав стали Usibor®, представляющей собой одну из сталей, которые можно использовать, в общем виде представлен ниже в весовых процентах (оставшаяся часть – это железо (Fe) и примеси):
 Было обнаружено, что такие стали 22MnB5 могут иметь критическую точку Ac3 (критическую точку аустенизации, здесь и далее называемую «точка Ac3»), равную или приблизительно равную 880ºC. Ac1 (первая температура, с которой начинается аустенизация при нагреве, здесь и далее называемая «точка Ac1») равна или приблизительно равна 720ºC. Критическая точка Ms (температура начала мартенситного превращения, здесь и далее называемая «точка Ms») может быть равна или приблизительно равна 410ºC. Критическая точка Mf (температура конца мартенситного превращения, здесь и далее называемая «точка Mf») может быть равна или приблизительно равна 230ºC.
Было обнаружено, что такие стали 22MnB5 могут иметь критическую точку Ac3 (критическую точку аустенизации, здесь и далее называемую «точка Ac3»), равную или приблизительно равную 880ºC. Ac1 (первая температура, с которой начинается аустенизация при нагреве, здесь и далее называемая «точка Ac1») равна или приблизительно равна 720ºC. Критическая точка Ms (температура начала мартенситного превращения, здесь и далее называемая «точка Ms») может быть равна или приблизительно равна 410ºC. Критическая точка Mf (температура конца мартенситного превращения, здесь и далее называемая «точка Mf») может быть равна или приблизительно равна 230ºC.
Заготовка 100 может быть нагрета в устройстве для нагрева (не показано), например в печи. Таким образом, заготовка 100 может быть нагрета до температуры выше Ac3. Следовательно, нагрев может быть осуществлен до температуры выше 880 ºC.
После нагрева заготовки 100 до требуемой температуры, заготовку 100 можно транспортировать к приспособлению 10 для охлаждения/нагрева. Это может быть осуществлено посредством автоматического транспортного устройства (не показано), например множества промышленных роботов или конвейера. Период времени для транспортировки заготовки между печью (не показана) и приспособлением 10 для охлаждения/нагрева в некоторых примерах может составлять от 2 до 3 секунд.
В некоторых примерах центрирующая станция, содержащая, например, штифты и/или направляющие устройства, может быть предусмотрена по технологической схеме перед приспособлением для охлаждения/нагрева, вследствие чего заготовка может быть надлежащим образом отцентрована.
Верхний штамп 11 и нижний штамп 12 приспособления для охлаждения/нагрева могут быть выполнены из двух или более блоков штампа, содержащих одну или более рабочих поверхностей, которые при использовании обращены к заготовке.
Кроме того, верхний штамп также может содержать горячие блоки штампа (не показаны). Горячие блоки штампа могут содержать источник нагрева, выполненный с возможностью достижения более высоких температур («горячий блок»).
Дополнительно верхний и нижний штампы могут содержать один или более «холодных» блоков. Эти холодные блоки могут охлаждаться при помощи холодной воды и/или посредством охлаждающего воздуха, проходящего через каналы, предусмотренные в блоке.
Конструкция и принцип работы горячих блоков и холодных блоков могут быть аналогичны упомянутым в отношении фиг. 1.
Благодаря такому расположению может быть нагрет по меньшей мере один блок штампа приспособления для охлаждения/нагрева, вследствие чего могут быть изменены отличающиеся микроструктуры и механические свойства заготовки 100 в области контакта с нагретым блоком («мягкая зона»).
Таким образом, мягкая зона может иметь повышенную пластичность, при этом может быть сохранена прочность частей, находящихся рядом с мягкой зоной. Может быть модифицирована микроструктура мягкой зоны и может быть увеличено относительное удлинение в мягкой зоне.
Верхняя часть 3 пресса может быть размещена в открытом положении (положение 0º) при помощи механизма пресса. Заготовка 100 может быть размещена между верхним штампом 11 и нижним штампом 12. Как описано выше, заготовка 100 может быть выполнена, например, из борсодержащей стали, с покрытием или без покрытия, такой как, например, Usibor ®. Во время деформирования может осуществляться закалка частей заготовки, например, путем пропускания холодной воды через каналы, имеющиеся в некоторых из блоков штампа. Таким образом, выбранным частям заготовки может быть придана предварительно определенная микроструктура путем более быстрого охлаждения по сравнению с другими частями.
В некоторых примерах заготовка может быть размещена на прижиме для заготовки. Нижний штамп 12 можно переместить на предварительно определенное расстояние относительно нижней части 2 при помощи первого нижнего смещающего элемента 13 и второго нижнего смещающего элемент 14.
Как описано выше, смещающие элементы могут содержать, например, пружину, такую как механическая пружина или газовая пружина, хотя возможны некоторые другие смещающие элементы, например, гидравлический механизм. Гидравлический механизм может представлять собой пассивный или активный механизм.
Таким образом, нижний штамп 12 (и, следовательно, заготовка 100, расположенная на нижнем штампе 12) может быть размещен в первом предварительно определенном положении (положении, в котором нижний штамп может контактировать с нижним штампом между 90º и 150º) относительно нижней части 2.
На фиг. 2b показан пресс с направленным вниз прессующим продвижением подвижной верхней части относительно неподвижной нижней части, таким образом, верхний штамп 11 может перемещаться в направлении к нижнему штампу 12 (и, следовательно, к заготовке, расположенной на нижнем штампе).
Верхний штамп 11 может контактировать с заготовкой 100, расположенной между верхним штампом 11 приспособления для охлаждения/нагрева и нижним штампом 12 приспособления для охлаждения/нагрева в первом предварительно определенном положении (в положении между 90º и 150º).
Как показано на фиг. 2c, после вхождения заготовки в контакт в положениях между 90º и 150º, верхний штамп 11 может начать охлаждаться и нагревать заготовку 100 в соответствующих зонах. Нагрев в этом смысле не обязательно означает, что температура более теплой части действительно повышается относительно ее первоначальной температуры, но скорее означает то, что температура поддерживается на одном уровне или снижается с относительно низкой скоростью. При прессовании заготовки первый нижний смещающий элемент и второй нижний смещающий элемент могут деформироваться до тех пор, пока не будет достигнуто конечное требуемое положение (положение 180º) для охлаждения и нагрева заготовки 100 в соответствующих зонах.
Как показано на фиг. 2d, после достижения конечного требуемого положения (положение 180º), направленное вверх прессующее продвижение верхней части может быть выполнено посредством механизма пресса. Последний контакт между верхним штампом и заготовкой может быть между положениями 210º и 270º верхней части (и, таким образом, верхнего штампа) относительно нижней части. Первый нижний смещающий элемент 13 и второй нижний смещающий элемент 14 могут возвращаться в их исходное положение, т. е. вытягиваться. Таким образом, период времени, который проходит с момента первого контакта заготовки 100 с верхним штампом до последнего контакта, т. е. время нагрева и/или охлаждения заготовки, может составлять от 0,33 до 1 секунды.
Как уже было отмечено, заготовка 100 может быть предварительно нагрета до температуры выше 880ºC. Заготовку можно транспортировать к приспособлению 10 для охлаждения/нагрева, таким образом, во время периода транспортировки температура может быть снижена до значения от 750ºC до 850ºC. Благодаря такому расположению, заготовка 100 может быть размещена в приспособлении 10 для охлаждения/нагрева, когда она имеет температуру от 750ºC до 850ºC. Затем заготовку можно охладить до температуры, равной или приблизительно равной 570ºC, в зонах заготовки, соответствующих блокам, выполненным с возможностью применения при более низкой температуре («твердые зоны»). В то же время, части заготовки могут поддерживаться при температуре выше, чем приблизительно 740ºC в зонах заготовки, соответствующих блокам, выполненным с возможностью применения при более высокой температуре («мягкие зоны»). Это может обуславливать скорость охлаждения твердой зоны, например, равную или приблизительно равную 500ºC/с. Скорость охлаждения мягкой зоны может составлять менее 25ºC/с, предпочтительно составлять или приблизительно составлять 15ºC/с.
Благодаря приспособлению 10 для охлаждения/нагрева, встроенному в систему 3 прессования, время для охлаждения/поддержания частей заготовки при более высокой температуре (и, таким образом, создания мягких зон) может быть оптимизировано, поскольку можно исключить дополнительное перемещение, известное из систем уровня техники, для транспортировки заготовки от внешнего приспособления для охлаждения/нагрева, выполненного с возможностью создания мягких зон. Также это может сберечь время. Кроме того, перемещения заготовки между приспособлениями могут быть ограничены, и, таким образом, температурой и скоростями охлаждения различных частей заготовки проще управлять.
На фиг. 2e–2h схематически показана последовательность ситуаций, возникающих во время осуществления способа вытяжки заготовки согласно одному примеру. Одинаковые ссылочные позиции обозначают одинаковые элементы. Способ описан ниже со ссылкой на последовательности ситуаций, изображенных на фиг. 2e–2h.
Как показано на фиг. 2e, заготовка 100 может быть уже оснащена зонами при различных температурах, таким образом, заготовка 100 может быть готова к транспортировке от приспособления 10 для охлаждения/нагрева к приспособлению 20 для прессования. Приспособления 20 для прессования также могут называться «приспособление для формования» или «приспособление для вытяжки».
Транспортировка может быть осуществлена посредством автоматического транспортного устройства (не показано), например множества промышленных роботов или конвейера.
Как описано выше, заготовку можно транспортировать с температурой, составляющей приблизительно 570ºC в зонах, соответствующих блокам, выполненным с возможностью применения при более низкой температуре (твердые зоны). С учетом времени транспортировки, зоны заготовки 100, соответствующие блокам, выполненным с возможностью применения при более низкой температуре, могут быть охлаждены до приблизительно 550ºC. В то же время, зоны заготовки 100, соответствующие блокам, выполненные с возможностью применения при более высокой температуре (мягкие зоны), могут иметь температуру приблизительно 750ºC при выходе из приспособления для охлаждения. Опять-таки, с учетом времени транспортировки, зоны заготовки 100, соответствующие блокам, выполненным с возможностью применения при более высокой температуре, могут быть охлаждены до температуры, равной или приблизительно равной 730ºC.
Заготовка 100 может быть размещена посредством транспортного устройства на нижнем штампе 22 приспособления для прессования с использованием прижима для заготовки. В некоторых примерах расстояние от прижима для заготовки до нижнего штампа 22 пресса может быть отрегулировано при помощи одного или более смещающих элементов.
При транспортировке или размещении заготовки 100 на нижнем штампе 22 может применяться автоматическая транспортная система для подачи заготовки 200 в приспособление 10 для охлаждения/нагрева. Вследствие этого приспособление 10 для охлаждения/нагрева может начинать операцию охлаждения заготовки 200. Эта операция может быть осуществлена так, как указано ранее. Кроме того, данная операция может быть осуществлена одновременно с операцией вытяжки или формования заготовки 100 в приспособлении 20 для прессования.
Таким образом, верхняя часть 3 пресса может быть снова размещена в открытом положении (положение 0º) при помощи механизма пресса. Заготовка 100 может быть расположена между верхним штампом 21 приспособления для прессования и нижним штампом 22 приспособления для прессования.
Как показано на фиг. 2f, для пресса 1 может быть предусмотрено направленное вниз прессующее продвижение подвижной верхней части 3 относительно неподвижной нижней части 2, таким образом, верхний штамп 21 может перемещаться в направлении нижнего штампа 22.
В этом примере верхний 21 и нижний 22 штампы приспособления для прессования могут быть оснащены двумя или более блоками штампа (не показаны), выполненными с возможностью применения при различных температурах. Блоки могут соответствовать зонам заготовки с различными температурами, созданными во время применения приспособления 10 для охлаждения/нагрева. Конструкция и принцип работы блоков в приспособлении для охлаждения/нагрева могут быть аналогичны упомянутым выше.
Как показано на фиг. 2g, верхний штамп 21 может контактировать с заготовкой 100, расположенной между верхним штампом 21 приспособления для прессования и нижним штампом 22 приспособления для прессования приблизительно в положении 180º. После контакта с заготовкой верхний штамп 21 может начать прессовать и вытягивать заготовку 100.
Как показано на фиг. 2h, после достижения конечного требуемого положения (приблизительно в положении 180º), может быть предусмотрено направленное вверх прессующее продвижение. Последний полный контакт между рабочей поверхностью верхнего штампа приспособления для формования и заготовкой (и, таким образом, конец операции вытяжки) может происходить в положении между 180º и 210º. Последний контакт между заготовкой и прижимом для заготовки может происходить, например, между 210º и 270º.
Приспособление для прессования может быть оснащено системой охлаждения, как было ранее описано. Системой охлаждения можно управлять при помощи управляющего устройства, таким образом, температура заготовки 100 может быть снижена до требуемой температуры и с выбранной скоростью. Во время применения приспособления 20 для прессования, температура заготовки 100 в зонах, соответствующих блокам, применяемым при более низкой температуре (твердые зоны), может снижаться до тех пор, пока не будет достигнута температура, равная или приблизительно равная 300ºC.
Зоны, соответствующие блокам, применяемым при более низкой температуре, могут быть оснащены оптимальным количеством нагревателей. Таким образом, температура заготовки 100 в зонах, соответствующих блокам, применяемым при более низкой температуре, может поддерживаться на уровне, равном или приблизительно равном 300ºC.
В этом конкретном примере нагреватели или устройства для охлаждения могут не потребоваться в блоках, выполненных с возможностью применения при более высокой температуре. Это связано с тем, что блоки, применяемые при более высокой температуре, могут быть нагреты в результате операции на предыдущих заготовках, вследствие чего блоки могут сохранять надлежащую температуру. В альтернативных примерах могут быть предусмотрены нагреватели и охладители для управления температурой.
Вследствие процесса вытяжки, температура в зонах, соответствующих блокам, применяемым при более высокой температуре, может снижаться от приблизительно 730ºC до тех пор, пока не будет достигнута температура, равная или приблизительно равная 670ºC.
На фиг. 2i–2l схематически показана последовательность ситуаций, возникающих во время осуществления способа прошивки и/или обрезки той же заготовки согласно одному примеру. Одинаковые ссылочные позиции обозначают одинаковые элементы. Способ описан ниже со ссылкой на последовательности ситуаций, изображенных на фиг. 2i–2l.
Как показано на фиг. 2i, заготовка 100 уже подвергнута вытяжке, таким образом, заготовка 100 может быть готова к транспортировке от приспособления 20 для прессования к первому приспособлению 30 для последующей обработки, например приспособлению для осуществления операций прошивки или обрезки. Транспортировка может быть осуществлена посредством автоматического транспортного устройства (не показано), например множества промышленных роботов или конвейера. Как описано выше, заготовка 100 может выходить из приспособления 20 для прессования и может транспортироваться с температурой, равной или приблизительно равной 300ºC (в зонах заготовки, соответствующих блокам, выполненным с возможностью применения при более низкой температуре), и температурой равной или приблизительно равной 670ºC (в зонах заготовки, соответствующих блокам, выполненным с возможностью применения при более высокой температуре).
С учетом времени транспортировки, заготовка 100 может быть охлаждена до температуры, равной или приблизительно равной 280ºC (в зонах заготовки, соответствующих блокам, выполненным с возможностью применения при более низкой температуре), и температуры, равной или приблизительно равной 590ºC (в зонах заготовки, соответствующих блокам, выполненным с возможностью применения при более высокой температуре), вследствие чего заготовку размещают в первом приспособлении для последующей обработки с указанными температурами. Заготовка 100 может быть размещена на нижнем штампе 31 и между нижним штампом 31 и верхним штампом 32.
Блоки, выполненные с возможностью применения при более низкой температуре, могут содержать устройство для нагрева, например нагреватели и/или каналы с горячей текучей средой, вследствие чего температура в соответствующих зонах заготовок может поддерживаться на уровне выше 200ºC.
Было обнаружено, что температуру зон заготовки, соответствующих холодным блокам, предпочтительно поддерживать на уровне выше 200ºC. Таким образом, прочность стали поддерживается на уровне приблизительно 800 МПа, что представляет собой максимально возможную прочность, для осуществления операций прошивки и обрезки без повреждения лезвий.
Как показано на фиг. 2j, по мере транспортировки или размещения заготовки 100 на нижнем штампе 31, автоматическая транспортная система может применяться для транспортировки заготовки 200 от охлаждающей станции к приспособлению 20 для прессования и для подачи следующей заготовки 300 в приспособление 10 для охлаждения/нагрева. Вследствие этого приспособление 10 для охлаждения/нагрева может начинать операцию охлаждения заготовки 300, как описано выше. В то же время, приспособление 20 для прессования может начинать операцию вытяжки заготовки 200, как также описано выше, при этом заготовка 100 подвергается первой операции последующей обработки.
Верхняя часть 32 пресса может быть расположена в открытом положении (положение 0º) при помощи механизма пресса. Для пресса 1 может быть предусмотрено направленное вниз прессующее продвижение подвижной верхней части 3 относительно неподвижной нижней части 2, таким образом, верхний штамп 32 может перемещаться в направлении нижнего штампа 31.
Как показано на фиг. 2k, верхний штамп 32 может контактировать с заготовкой 100, расположенной между верхним штампом 32 приспособления для прессования и нижним штампом 31 приспособления для прессования до тех пор, пока не будет достигнуто конечное требуемое положение (равное или приблизительно равное 180º).
В то время, как пресс находится в контакте с заготовкой 100, может быть осуществлена операция прошивки при помощи режущих лезвий или некоторого другого режущего элемента. После завершения операции прошивки может быть осуществлена операция обрезки. В альтернативных примерах сначала может быть осуществлена операция обрезки, а операция прошивки может быть осуществлена после окончания операции обрезки.
В то время, как заготовка 100 подвергается операции последующей обработки, зоны заготовки, соответствующие блокам, выполненным с возможностью применения при более низкой температуре, могут быть нагреты и/или охлаждены при помощи оборудования, уже описанного ранее.
Таким образом, температура зон заготовки 100, соответствующих блокам, выполненным с возможностью применения при более низкой температуре, может поддерживаться на уровне выше 200ºC. Благодаря такому расположению прочность заготовки может поддерживаться при приемлемых значениях для прошивки и/или обрезки.
В этом примере блоки, выполненные с возможностью применения при более высокой температуре (соответствующие мягким зонам на заготовке), не нужно оснащать устройствами для нагрева или охлаждения. Эти блоки могут быть уже нагреты в результате операции на предыдущих блоках до надлежащей температуры, вследствие чего устройства для нагрева или охлаждения могут не понадобиться.
Как показано на фиг. 2l, после достижения конечного требуемого положения (положения 180º), может быть предусмотрено направленное вверх прессующее продвижение. Последний полный контакт между рабочей поверхностью верхнего штампа 32 и заготовкой 100 (и, таким образом, конец операции) может происходить в положении между 180º и 210º. Последний контакт между заготовкой и прижимом для заготовки может происходить между 210º и 270º.
На фиг. 2m–2p схематически показана последовательность ситуаций, возникающих во время осуществления способа дополнительной прошивки и/или обрезки заготовки согласно одному примеру. Одинаковые ссылочные позиции обозначают одинаковые элементы. Способ описан ниже со ссылкой на последовательности ситуаций, изображенных на фиг. 2m–2p.
Как показано на фиг. 2m, заготовку 100 можно транспортировать от первого приспособления 30 для последующей обработки ко второму приспособлению 40 для последующей обработки, например приспособлению для прошивки, обрезки и калибровки. Транспортировка может быть осуществлена посредством автоматического транспортного устройства (не показано), например множества промышленных роботов или конвейера. Как было ранее описано, заготовка 100 может выходить из первого приспособления 30 для последующей обработки и может транспортироваться с температурой, составляющей приблизительно 200ºC для твердых зон, и температурой, составляющей приблизительно 590ºC для мягких зон.
Как показано на фиг. 2n, заготовка 100 может быть размещена на нижнем штампе 41, например при помощи прижима для заготовки. Заготовка может быть размещена между нижним штампом 41 и верхним штампом 42.
По мере транспортировки или размещения заготовки 100 на нижнем штампе 41, автоматическая транспортная система может транспортировать заготовку 200 от приспособления для вытяжки к первому приспособлению 30 для последующей обработки, причем заготовку 300 транспортируют к приспособлению 20 для прессования и следующую заготовку 400 транспортируют к приспособлению 10 для охлаждения/нагрева. Вследствие этого приспособление 10 для охлаждения/нагрева может осуществлять операцию над заготовкой 400. В то же время, в приспособлении 20 для прессования осуществляют вытяжку заготовки 300, а первое приспособление 30 для последующей обработки может начинать осуществлять свою операцию над заготовкой 200 соответственно. Операция приспособления может быть аналогична ранее описанной. Одновременно с этим заготовка 100 подвергается второй операции последующей обработки.
Как показано на фиг. 2o, верхняя часть 42 пресса может быть размещена в открытом положении (положение 0º) при помощи механизма пресса. Для пресса 1 может быть предусмотрено направленное вниз прессующее продвижение подвижной верхней части 3 относительно неподвижной нижней части 2, таким образом, верхний штамп 42 может перемещаться в направлении нижнего штампа 41. Верхний штамп 42 может контактировать с заготовкой, размещенной между верхним штампом 41 и нижним штампом 42 в конечном требуемом положении (равном или приблизительно равном положению 180º верхнего штампа относительно нижней части).
В то время, как пресс находится в контакте с заготовкой 100, может быть осуществлена операция прошивки при помощи режущих лезвий. После завершения операции прошивки может быть осуществлена операция обрезки. В альтернативных примерах сначала может быть осуществлена операция обрезки, а операция прошивки может быть осуществлена после окончания операции обрезки.
Дополнительно может быть осуществлена операция калибровки, вследствие чего может быть оптимизирован допуск заготовки. Таким образом, расстояние между верхним штампом 42 и нижним штампом 41 может быть отрегулировано при помощи регулирующего устройства. Регулирующим устройством можно управлять на основании системы датчиков (не показана), выполненной с возможностью определения толщины заготовки 100. Согласно примеру, заготовка может быть подвергнута прессованию посредством верхнего 42 и нижнего 41 штампов, вследствие чего может быть достигнута постоянная толщина заготовки.
После завершения операции второго приспособления для последующей обработки, заготовку 100 можно транспортировать и обеспечить ее отверждение при комнатной температуре.
Как показано на фиг. 2p, после достижения конечного требуемого положения (положения 180º), может быть предусмотрено направленное вверх прессующее продвижение.
После того, как пресс достигнет открытого положения (положение 0º) в результате приложения направленного вверх перемещения, заготовку 100 можно транспортировать и обеспечивать ее отверждение при комнатной температуре. В то же время, автоматическая транспортная система может применяться для подачи заготовки 500 в приспособление 10 для охлаждения/нагрева, заготовки 200 во второе приспособление 40 для последующей обработки, заготовки 300 в первое приспособление 30 для последующей обработки и заготовки 400 в приспособление 20 для прессования. Вследствие этого, все приспособления могут начать выполнять свои операции, как было описано ранее.
В некоторых примерах, в зависимости от формы заготовки 100, может быть предусмотрена дополнительная вытяжка и другие операции, например прошивка и/или обрезка. В других примерах операции последующей обработки могут быть выполнены в обратном порядке (например, сначала резание, а затем калибровка или наоборот).
Для полноты различные аспекты настоящего изобретения изложены далее в следующих пронумерованных пунктах:
Пункт 1. Система прессования для изготовления горячеформованных конструктивных компонентов, содержащая неподвижную нижнюю часть, подвижную верхнюю часть и механизм, выполненный с возможностью обеспечения направленного вверх и вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части, причем система содержит:
- приспособление для охлаждения/нагрева, выполненное с возможностью охлаждения и/или нагрева выбранных частей предварительно нагретой заготовки, вследствие чего выбранной части могут быть приданы локально отличающиеся микроструктуры и механические свойства, которое содержит:
- верхний и нижний сопрягаемые штампы, при этом каждый охлаждающий штамп выполнен из двух или более блоков штампа, содержащих одну или более рабочих поверхностей, которые при использовании обращены к заготовке, и
- причем верхний и нижний штампы содержат два или более блоков штампа, выполненных с возможностью применения при различных температурах, соответствующих зонам заготовки, имеющим локально отличающиеся микроструктуры и механические свойства, и
- приспособление для прессования, выполненное с возможностью вытяжки заготовки, причем приспособление для прессования расположено по технологической схеме после приспособления для охлаждения/нагрева и содержит:
- верхний и нижний сопрягаемые штампы, при этом каждый прессующий штамп содержит одну или более рабочих поверхностей, которые при использовании обращены к заготовке, и
- причем верхний прессующий штамп прикреплен к верхней части и нижний прессующий штамп прикреплен к нижней части, и
- механизм транспортировки заготовки для транспортировки заготовки от приспособления для охлаждения/нагрева к приспособлению для прессования.
Пункт 2. Система согласно пункту 1, в которой нижний штамп приспособления для охлаждения/нагрева соединен с нижней частью при помощи одного или более нижних смещающих элементов, выполненных с возможностью смещения нижнего штампа в положение на предварительно определенном первом расстоянии от нижней части, и/или верхний штамп приспособления для охлаждения/нагрева соединен с верхней частью при помощи одного или более верхних смещающих элементов, выполненных с возможностью смещения верхнего штампа в положение на предварительно определенном втором расстоянии от верхней части.
Пункт 3. Система по любому из пунктов 1–2, в которой блоки, выполненные с возможностью применения при более высокой температуре, содержат один или более электрических нагревателей.
Пункт 4. Система согласно пункту 3, в которой нагреватели выполнены с возможностью приведения в действие независимо друг от друга.
Пункт 5. Система по любому из пунктов 1–4, в которой блоки, выполненные с возможностью применения при более высокой температуре, содержат каналы, по которым проходит горячая жидкость.
Пункт 6. Система по любому из пунктов 1–5, в которой блоки, выполненные с возможностью применения при более низкой температуре, содержат каналы, по которым проходит охлаждающая жидкость и/или воздух.
Пункт 7. Система по любому из пунктов 1–6, в которой верхний и нижний сопрягаемые штампы приспособления для прессования дополнительно содержат два или более блоков штампа, выполненных с возможностью применения при различных температурах, соответствующих зонам заготовки, имеющим локально отличающиеся микроструктуры и механические свойства.
Пункт 8. Система согласно пункту 7, в которой блоки штампа приспособления для прессования, выполненные с возможностью применения при более высокой температуре, содержат один или более электрических нагревателей.
Пункт 9. Система согласно пункту 8, в которой нагреватели могут быть приведены в действие независимо друг от друга.
Пункт 10. Система по любому из пунктов 7–9, в которой блоки, выполненные с возможностью применения при более высокой температуре, содержат каналы, по которым проходит горячая жидкость.
Пункт 11. Система по любому из пунктов 7–10, в которой блоки, выполненные с возможностью применения при более низкой температуре, содержат каналы, по которым проходит охлаждающая жидкость и/или воздух.
Пункт 12. Система по любому из пунктов 1–11, дополнительно содержащая первое приспособление для последующей обработки, выполненное с возможностью осуществления операций обрезки и/или прошивки, причем первое приспособление для последующей обработки расположено по технологической схеме после приспособления для прессования и содержит:
- верхний и нижний сопрягаемые штампы первого приспособления для последующей обработки, причем каждый штамп содержит одну или более рабочих поверхностей, которые при использовании обращены к заготовке, и
- причем верхний штамп первого приспособления для последующей обработки прикреплен к верхней части и нижний штамп первого приспособления для последующей обработки прикреплен к нижней части, и
- причем штампы первого приспособления для последующей обработки содержат одно или более режущих лезвий, расположенных на рабочих поверхностях, и
- причем механизм транспортировки заготовки дополнительно выполнен с возможностью транспортировки заготовки от приспособления для прессования к первому приспособлению для последующей обработки.
Пункт 13. Система согласно пункту 12, в которой верхний и нижний сопрягаемые штампы первого приспособления для последующей обработки дополнительно содержат блоки штампа, выполненные с возможностью применения при различных температурах, соответствующих зонам заготовки, имеющим локально отличающиеся микроструктуры и механические свойства.
Пункт 14. Система согласно пункту 13, в которой блоки штампа первого приспособления для последующей обработки, выполненные с возможностью применения при более низкой температуре, содержат один или более электрических нагревателей.
Пункт 15. Система согласно пункту 14, в которой нагреватели могут быть приведены в действие независимо друг от друга.
Пункт 16. Система по любому из пунктов 13–15, в которой блоки штампа первых приспособлений для последующей обработки, выполненные с возможностью применения при более низкой температуре, содержат каналы, по которым проходит горячая жидкость.
Пункт 17. Система по любому из пунктов 13–16, в которой блоки штампа первого приспособления для последующей обработки, выполненные с возможностью применения при более низкой температуре, содержат каналы, по которым проходит охлаждающая жидкость и/или воздух.
Пункт 18. Система по любому из пунктов 1–11 или 13–17, в которой температуру блоков приспособления для охлаждения/нагрева, и/или блоков приспособления для прессования и/или блоков первого приспособления для последующей обработки можно регулировать на основании температуры, измеренной в блоках.
Пункт 19. Система согласно пункту 18, в которой блоки содержат одну или более термопар, выполненных с возможностью измерения температуры блоков.
Пункт 20. Система по любому из пунктов 12–19, дополнительно содержащая второе приспособление для последующей обработки, выполненное с возможностью осуществления операций обрезки и/или прошивки, причем второе приспособление для последующей обработки расположено по технологической схеме после первого приспособления для последующей обработки и содержит:
- верхний и нижний сопрягаемые штампы второго приспособления для последующей обработки, причем каждый штамп содержит одну или более рабочих поверхностей, которые при использовании обращены к заготовке, и
- причем противоположный верхний штамп второго приспособления для последующей обработки прикреплен к верхней части и нижний штамп второго приспособления для последующей обработки прикреплен к нижней части, и
- причем штампы содержат одно или более режущих лезвий, расположенных на рабочих поверхностях, и
- причем механизм транспортировки заготовки дополнительно выполнен с возможностью транспортировки заготовки от первого приспособления для последующей обработки во второе приспособление для последующей обработки.
Пункт 21. Система согласно пункту 20, в которой второе приспособление для последующей обработки содержит регулирующее устройство, выполненное с возможностью регулирования расстояния между верхним и нижним штампами таким образом, чтобы деформировать заготовку, расположенную при использовании во втором приспособлении для последующей обработки, вдоль рабочей поверхности каждого из верхнего и нижнего штампов, причем регулирующее устройство выполнено с возможностью управления на основании системы датчиков, выполненной с возможностью определения толщины заготовки.
Пункт 22. Способ нагрева и охлаждения заготовки, включающий:
- предоставление системы прессования согласно любому из пунктов 1–21;
- предоставление заготовки, подлежащей горячему формованию, выполненной из стали сверхвысокой прочности (UHSS);
- нагрев заготовки;
- размещение верхней части пресса в открытом положении при помощи механизм пресса;
- размещение заготовки между верхним и нижним сопрягаемыми штампами приспособления для охлаждения/нагрева;
- охлаждение по меньшей мере выбранных частей заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части таким образом, чтобы перемещать верхний штамп в направлении нижнего штампа до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки, включая
- применение по меньшей мере двух блоков штампа при различных температурах, соответствующих зонам заготовки, подлежащей формованию, имеющим локально отличающиеся микроструктуры и механические свойства, причем блоки более высокой температуры расположены относительно заготовки таким образом, что их рабочая поверхность способна входить в контакт с частью заготовки, в которой должна быть сформирована мягкая зона.
Пункт 23. Способ согласно пункту 22, в котором перед размещением заготовки заготовку центрируют в центрирующей станции.
Пункт 24. Способ согласно любому из пунктов 22–23, в котором UHSS содержит приблизительно 0,23% C, 0,22% Si и 1,18% Mn.
Пункт 25. Способ согласно пункту 24, в котором UHSS дополнительно содержит Al, Ti, B, Cr, Ni, N.
Пункт 26. Способ согласно любому из пунктов 22–25, в котором заготовку нагревают по меньшей мере до температуры аустенизации, составляющей 880ºC.
Пункт 27. Способ согласно любому из пунктов 22–26, в котором блоки приспособления для охлаждения/нагрева, выполненные с возможностью применения при более низкой температуре, охлаждают соответствующие зоны заготовки до температуры в диапазоне от 650 до 450ºC.
Пункт 28. Способ согласно пункту27, в котором блоки приспособления для охлаждения/нагрева, выполненные с возможностью применения при более низкой температуре, охлаждают соответствующие зоны заготовки до температуры в диапазоне от 550 до 500ºC.
Пункт 29. Способ согласно любому из пунктов 22–28, в котором блоки, выполненные с возможностью применения при более высокой температуре, охлаждают заготовку до температуры в диапазоне от 800 до 650ºC.
Пункт 30. Способ согласно любому из пунктов 22-29, в котором блоки, выполненные с возможностью применения при более высокой температуре, охлаждают заготовку со скоростью менее 25ºC/с.
Пункт 31. Способ вытяжки заготовки, включающий способ согласно любому из пунктов 22–30, который дополнительно включает:
- транспортировку заготовки от приспособления для охлаждения/нагрева к приспособлению для прессования;
- размещение заготовки между верхним и нижним штампами приспособления для прессования;
- вытяжку заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части до достижения конечного требуемого положения относительно неподвижной нижней части пресса для прессования конструктивного компонента.
Пункт 32. Способ согласно пункту31, в случае зависимости от пункта 6, дополнительно включающий применение по меньшей мере двух блоков штампа при различных температурах, соответствующих зонам заготовки, подлежащей формованию, имеющим локально отличающиеся микроструктуры и механические свойства.
Пункт 33. Способ согласно пункту 32, в котором блоки приспособления для прессования, выполненные с возможностью применения при более низкой температуре, поддерживают температуру заготовки в диапазоне от 320 до 280ºC.
Пункт 34. Способ прошивки и/или обрезки заготовки, включающий способ согласно любому из пунктов 31–33, в случае зависимости от пункта 12, который дополнительно включает:
- транспортировку заготовки от приспособления для прессования к первому приспособлению для последующей обработки;
- размещение конструктивного компонента, подлежащего формованию, между верхним и нижним сопрягаемыми штампами первого приспособления для последующей обработки;
- обеспечение направленного вниз прессующего продвижения подвижной верхней части пресса относительно неподвижной нижней части пресса до достижения конечного требуемого положения относительно неподвижной нижней части пресса для прессования заготовки;
- резание и/или пробивание заготовки при помощи режущих лезвий первого приспособления для последующей обработки.
Пункт 35. Способ согласно пункту 34, в случае зависимости от пункта 13, дополнительно включающий применение по меньшей мере двух блоков штампа первого приспособления для последующей обработки при различных температурах, соответствующих зонам заготовки, подлежащей формованию, имеющим локально отличающиеся микроструктуры и механические свойства, перед резанием и/или пробиванием заготовки.
Пункт 36. Способ согласно пункту 35, в котором блоки штампа, выполненные с возможностью применения при более низкой температуре, поддерживают температуру соответствующих зон заготовки выше 200ºC.
Пункт 37. Способ дополнительной прошивки и/или обрезки и калибровки горячеформованного конструктивного компонента, подлежащего формованию, включающий способ согласно любому из пунктов 34–36, в случае зависимости от пункта 20, который дополнительно включает:
- транспортировку конструктивного компонента от первого приспособления для последующей обработки ко второму приспособлению для последующей обработки;
- обеспечение направленного вниз прессующего продвижения подвижной верхней части пресса относительно неподвижной нижней части пресса до достижения конечного требуемого положения для прессования конструктивного компонента;
- резание и/или пробивание конструктивного компонента при помощи режущих лезвий;
- регулирование расстояния между верхним и нижним штампами таким образом, чтобы деформировать конструктивный компонент, подлежащий формованию, вдоль рабочей поверхности каждого из верхнего и нижнего штампов.
Пункт 38. Горячеформованный конструктивный компонент, получаемый согласно способу согласно любому из пунктов 22–39.
Хотя в данном документе раскрыт только ряд примеров, возможны другие их альтернативы, модификации, применения и/или эквиваленты. Более того, охватываются также все возможные комбинации описанных примеров. Таким образом, объем настоящего изобретения не ограничивается конкретными примерами, но должен определяться только содержанием приведенной ниже формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ПРЕССОВАНИЯ СТАЛИ С ПОКРЫТИЕМ И ПРИМЕНЕНИЯ СТАЛИ | 2018 |
|
RU2742549C1 |
| СИСТЕМЫ И СПОСОБЫ ПРЕССОВАНИЯ | 2020 |
|
RU2787134C1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕШТАМПОВАННЫХ КОНСТРУКТИВНЫХ КОМПОНЕНТОВ | 2015 |
|
RU2714559C2 |
| ПОЛ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2790729C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ ПРИСПОСОБЛЕНИЯ ДЛЯ ЛИТЬЯ И ФОРМОВАНИЯ | 2014 |
|
RU2593054C2 |
| КВАЗИИЗОТЕРМИЧЕСКАЯ КОВКА СУПЕРСПЛАВА НА ОСНОВЕ НИКЕЛЯ | 2003 |
|
RU2328357C2 |
| ГОРЯЧЕФОРМОВАННЫЙ КОМПОНЕНТ ИЗ СТАЛЬНОГО ЛИСТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, А ТАКЖЕ СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕГО ФОРМОВАНИЯ | 2014 |
|
RU2625374C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕФОРМОВАННОЙ СТАЛЬНОЙ ДЕТАЛИ И ГОРЯЧЕФОРМОВАННАЯ СТАЛЬНАЯ ДЕТАЛЬ | 2017 |
|
RU2725936C2 |
| Способ получения керамических материалов на основе сложных оксидов АВО3 | 2019 |
|
RU2725358C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ИЗ ЖАРОПРОЧНОГО ТИТАНОВОГО СПЛАВА | 2023 |
|
RU2829614C1 |
Изобретения относятся к обработке металлов давлением и могут быть использованы при изготовлении горячеформованных конструктивных компонентов. Для изготовления используют систему прессования, которая содержит неподвижную нижнюю часть, подвижную верхнюю часть и механизм для продвижения подвижной верхней части относительно неподвижной нижней части. Предусмотрено приспособление для охлаждения и/или нагрева, выполненное с возможностью охлаждения и/или нагрева предварительно нагретой заготовки, имеющей локально отличающиеся микроструктуры и механические свойства. Приспособление содержит верхний и нижний сопрягаемые штампы. Каждый штамп содержит по меньшей мере два блока штампа, выполненных с возможностью применения при различных температурах, соответствующих зонам заготовки, имеющим локально отличающиеся микроструктуры и механические свойства. Система содержит также приспособление для прессования, выполненное с возможностью вытяжки заготовки. Данное приспособление расположено по технологической схеме после приспособления для охлаждения и/или нагрева. В результате обеспечивается повышение качества полученных конструктивных компонентов. 6 н. и 8 з.п. ф-лы, 2 ил. 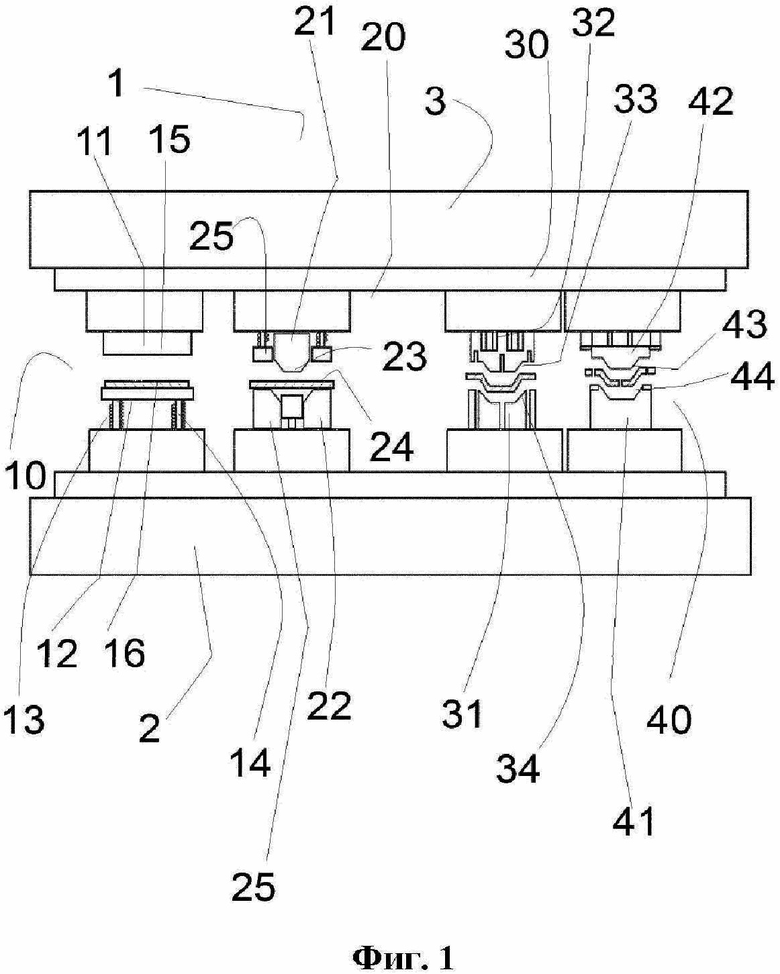
1. Система прессования для изготовления горячеформованных конструктивных компонентов, содержащая неподвижную нижнюю часть, подвижную верхнюю часть и механизм, выполненный с возможностью обеспечения направленного вверх и вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части, причем система содержит:
- приспособление для охлаждения и/или нагрева, выполненное с возможностью охлаждения и/или нагрева выбранных частей предварительно нагретой заготовки, вследствие чего выбранным частям могут быть приданы локально отличающиеся микроструктуры и механические свойства, которое содержит:
- верхний и нижний сопрягаемые охлаждающие и/или нагревающие штампы, причем каждый охлаждающий и/или нагревающий штамп выполнен по меньшей мере из двух блоков штампа, содержащих по меньшей мере одну рабочую поверхность, которая при использовании обращена к заготовке, причем верхний охлаждающий и/или нагревающий штамп соединен с подвижной верхней частью и нижний охлаждающий и/или нагревающий штамп соединен с неподвижной нижней частью, и
- при этом верхний и нижний охлаждающие и/или нагревающие штампы содержат по меньшей мере два блока штампа, выполненных с возможностью применения при различных температурах, соответствующих зонам заготовки, имеющим локально отличающиеся микроструктуры и механические свойства, и
- приспособление для прессования, выполненное с возможностью вытяжки заготовки, причем приспособление для прессования расположено по технологической схеме после приспособления для охлаждения и/или нагрева и содержит:
- верхний и нижний сопрягаемые прессующие штампы, при этом каждый прессующий штамп содержит по меньшей мере одну рабочую поверхность, которая при использовании обращена к заготовке, и
- при этом верхний прессующий штамп прикреплен к верхней части, а нижний прессующий штамп прикреплен к нижней части, и
- механизм транспортировки заготовки для ее транспортировки от приспособления для охлаждения и/или нагрева к приспособлению для прессования.
2. Система по п. 1, отличающаяся тем, что нижний штамп приспособления для охлаждения и/или нагрева соединен с нижней частью при помощи одного или более нижних смещающих элементов, выполненных с возможностью смещения нижнего штампа в положение на предварительно определенном первом расстоянии от нижней части, и/или верхний штамп приспособления для охлаждения и/или нагрева соединен с верхней частью при помощи одного или более верхних смещающих элементов, выполненных с возможностью смещения верхнего штампа в положение на предварительно определенном втором расстоянии от верхней части.
3. Система по п. 1 или 2, отличающаяся тем, что блоки штампа, выполненные с возможностью применения при более высокой температуре, содержат по меньшей мере один электрический нагреватель и/или канал, по которому проходит горячая жидкость.
4. Система по любому из пп. 1–3, отличающаяся тем, что блоки штампа, выполненные с возможностью применения при более низкой температуре, содержат каналы, по которым проходит охлаждающая жидкость и/или воздух.
5. Система по любому из пп. 1–4, отличающаяся тем, что верхний и нижний сопрягаемые штампы приспособления для прессования дополнительно содержат два или более блоков штампа, выполненных с возможностью применения при различных температурах, соответствующих зонам заготовки, имеющим локально отличающиеся микроструктуры и механические свойства.
6. Система по п. 5, отличающаяся тем, что блоки, выполненные с возможностью применения при более высокой температуре, содержат по меньшей один электрический нагреватель и/или канал, по которому проходит горячая жидкость.
7. Система по любому из пп. 1–6, отличающаяся тем, что она дополнительно содержит первое приспособление для последующей обработки, выполненное с возможностью осуществления операций обрезки и/или прошивки, причем первое приспособление для последующей обработки расположено по технологической схеме после приспособления для прессования и содержит:
- верхний и нижний сопрягаемые штампы первого приспособления для последующей обработки, причем каждый штамп содержит по меньшей мере одну рабочую поверхность, которая при использовании обращена к заготовке, и
- при этом верхний штамп первого приспособления для последующей обработки прикреплен к верхней части и нижний штамп первого приспособления для последующей обработки прикреплен к нижней части, и
- штампы первого приспособления для последующей обработки содержат один или более ножей или режущих лезвий, расположенных на рабочих поверхностях, и
- причем механизм транспортировки заготовки дополнительно выполнен с возможностью транспортировки заготовки от приспособления для прессования к первому приспособлению для последующей обработки.
8. Система по п. 7, отличающаяся тем, что верхний и нижний сопрягаемые штампы первого приспособления для последующей обработки дополнительно содержат блоки штампа, выполненные с возможностью применения при различных температурах, соответствующих зонам заготовки, имеющим локально отличающиеся микроструктуры и механические свойства.
9. Система по п. 7 или 8, отличающаяся тем, что она дополнительно содержит второе приспособление для последующей обработки, выполненное с возможностью осуществления операций обрезки и/или прошивки, причем второе приспособление для последующей обработки расположено по технологической схеме после первого приспособления для последующей обработки и содержит:
- верхний и нижний сопрягаемые штампы второго приспособления для последующей обработки, причем каждый штамп содержит по меньшей мере одну рабочую поверхность, которая при использовании обращена к заготовке, и
- причем противоположный верхний штамп второго приспособления для последующей обработки прикреплен к верхней части и нижний штамп второго приспособления для последующей обработки прикреплен к нижней части, и
- при этом штампы содержат один или более ножей или режущих лезвий, расположенных на рабочих поверхностях, и
- причем механизм транспортировки заготовки дополнительно выполнен с возможностью транспортировки заготовки от первого приспособления для последующей обработки во второе приспособление для последующей обработки.
10. Способ изготовления горячеформованных конструктивных компонентов, включающий:
- предоставление системы прессования по любому из пп. 1–6;
- предоставление заготовки, подлежащей горячему формованию, выполненной из стали сверхвысокой прочности (UHSS);
- нагрев заготовки;
- размещение подвижной верхней части в открытом положении при помощи механизма;
- размещение заготовки между верхним и нижним сопрягаемыми штампами приспособления для охлаждения и/или нагрева;
- охлаждение по меньшей мере выбранных частей заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части таким образом, чтобы перемещать верхний штамп в направлении нижнего штампа до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки,
- при этом применяют по меньшей мере два блока штампа приспособления для охлаждения и/или нагрева при различных температурах, соответствующих зонам заготовки, подлежащей формованию, имеющим локально отличающиеся микроструктуры и механические свойства, причем блоки более высокой температуры располагают относительно заготовки таким образом, что их рабочая поверхность имеет возможность вхождения в контакт с частью заготовки, в которой должна быть сформирована мягкая зона;
- транспортировку заготовки от приспособления для охлаждения и/или нагрева к приспособлению для прессования;
- размещение заготовки между верхним и нижним штампами приспособления для прессования;
- вытяжку заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки.
11. Способ изготовления горячеформованных конструктивных компонентов, включающий:
- предоставление системы прессования по п. 5;
- предоставление заготовки, подлежащей горячему формованию, выполненной из стали сверхвысокой прочности (UHSS);
- нагрев заготовки;
- размещение подвижной верхней части в открытом положении при помощи механизма;
- размещение заготовки между верхним и нижним сопрягаемыми штампами приспособления для охлаждения и/или нагрева;
- охлаждение по меньшей мере выбранных частей заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части таким образом, чтобы перемещать верхний штамп в направлении нижнего штампа до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки, при этом
- применяют по меньшей мере два блока штампа приспособления для охлаждения и/или нагрева при различных температурах, соответствующих зонам заготовки, подлежащей формованию, имеющим локально отличающиеся микроструктуры и механические свойства, причем блоки штампа более высокой температуры располагают относительно заготовки таким образом, что их рабочая поверхность имеет возможность вхождения в контакт с частью заготовки, в которой должна быть сформирована мягкая зона;
- транспортировку заготовки от приспособления для охлаждения и/или нагрева к приспособлению для прессования;
- размещение заготовки между верхним и нижним штампами приспособления для прессования;
- вытяжку заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки,
- при этом применяют по меньшей мере два блока штампа приспособления для прессования при различных температурах, соответствующих зонам заготовки, подлежащей формованию, имеющим локально отличающиеся микроструктуры и механические свойства.
12. Способ изготовления горячеформованных конструктивных компонентов, включающий:
- предоставление системы прессования по п. 7;
- предоставление заготовки, подлежащей горячему формованию, выполненной из стали сверхвысокой прочности (UHSS);
- нагрев заготовки;
- размещение подвижной верхней части в открытом положении при помощи механизма;
- размещение заготовки между верхним и нижним сопрягаемыми штампами приспособления для охлаждения и/или нагрева;
- охлаждение по меньшей мере выбранных частей заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части таким образом, чтобы перемещать верхний штамп в направлении нижнего штампа до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки,
- при этом применяют по меньшей мере два блока штампа приспособления для охлаждения и/или нагрева при различных температурах, соответствующих зонам заготовки, подлежащей формованию, имеющим локально отличающиеся микроструктуры и механические свойства, причем блоки более высокой температуры располагают относительно заготовки таким образом, что их рабочая поверхность способна входить в контакт с частью заготовки, в которой должна быть сформирована мягкая зона;
- транспортировку заготовки от приспособления для охлаждения и/или нагрева к приспособлению для прессования;
- размещение заготовки между верхним и нижним штампами приспособления для прессования;
- вытяжку заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки;
- транспортировку заготовки от приспособления для прессования к первому приспособлению для последующей обработки;
- размещение заготовки, подлежащей формованию, между верхним и нижним сопрягаемыми штампами первого приспособления для последующей обработки;
- обеспечение направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки;
- обрезку и/или прошивку заготовки при помощи режущих лезвий первого приспособления для последующей обработки.
13. Способ изготовления горячеформованных конструктивных компонентов, включающий:
- предоставление системы прессования по п. 8;
- предоставление заготовки, подлежащей горячему формованию, выполненной из стали сверхвысокой прочности (UHSS);
- нагрев заготовки;
- размещение подвижной верхней части в открытом положении при помощи механизма;
- размещение заготовки между верхним и нижним сопрягаемыми штампами приспособления для охлаждения и/или нагрева;
- охлаждение по меньшей мере выбранных частей заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части таким образом, чтобы перемещать верхний штамп в направлении нижнего штампа до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки,
- при этом применяют по меньшей мере два блока штампа приспособления для охлаждения и/или нагрева при различных температурах, соответствующих зонам заготовки, подлежащей формованию, имеющим локально отличающиеся микроструктуры и механические свойства, причем блоки более высокой температуры располагают относительно заготовки таким образом, что их рабочая поверхность имеет возможность вхождения в контакт с частью заготовки, в которой должна быть сформирована мягкая зона;
- транспортировку заготовки от приспособления для охлаждения и/или нагрева к приспособлению для прессования;
- размещение заготовки между верхним и нижним штампами приспособления для прессования;
- вытяжку заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки;
- транспортировку заготовки от приспособления для прессования к первому приспособлению для последующей обработки;
- размещение заготовки, подлежащей формованию, между верхним и нижним сопрягаемыми штампами первого приспособления для последующей обработки;
- обеспечение направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки;
- обрезку и/или прошивку заготовки при помощи режущих лезвий первого приспособления для последующей обработки,
- при этом применяют по меньшей мере два блока штампа первого приспособления для последующей обработки при различных температурах, соответствующих зонам заготовки, подлежащей формованию, имеющим локально отличающиеся микроструктуры и механические свойства, перед обрезкой и/или прошивкой заготовки.
14. Способ изготовления горячеформованных конструктивных компонентов, включающий:
- предоставление системы прессования по п. 9;
- предоставление заготовки, подлежащей горячему формованию, выполненной из стали сверхвысокой прочности (UHSS);
- нагрев заготовки;
- размещение подвижной верхней части в открытом положении при помощи механизма;
- размещение заготовки между верхним и нижним сопрягаемыми штампами приспособления для охлаждения и/или нагрева;
- охлаждение по меньшей мере выбранных частей заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части таким образом, чтобы перемещать верхний штамп в направлении нижнего штампа до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки,
- при этом применяют по меньшей мере два блока штампа приспособления для охлаждения и/или нагрева при различных температурах, соответствующих зонам заготовки, подлежащей формованию, имеющим локально отличающиеся микроструктуры и механические свойства, причем блоки более высокой температуры располагают относительно заготовки таким образом, что их рабочая поверхность имеет возможность вхождения в контакт с частью заготовки, в которой должна быть сформирована мягкая зона;
- транспортировку заготовки от приспособления для охлаждения и/или нагрева к приспособлению для прессования;
- размещение заготовки между верхним и нижним штампами приспособления для прессования;
- вытяжку заготовки путем обеспечения направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки;
- транспортировку заготовки от приспособления для прессования к первому приспособлению для последующей обработки;
- размещение заготовки, подлежащей формованию, между верхним и нижним сопрягаемыми штампами первого приспособления для последующей обработки;
- обеспечение направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части до достижения конечного требуемого положения относительно неподвижной нижней части для прессования заготовки;
- обрезку и/или прошивку заготовки при помощи режущих лезвий первого приспособления для последующей обработки,
- при этом применяют по меньшей мере два блока штампа первого приспособления для последующей обработки при различных температурах, соответствующих зонам заготовки, подлежащей формованию, имеющим локально отличающиеся микроструктуры и механические свойства, перед обрезкой и/или прошивкой заготовки;
- транспортировку заготовки от первого приспособления для последующей обработки ко второму приспособлению для последующей обработки;
- обеспечение направленного вниз прессующего продвижения подвижной верхней части относительно неподвижной нижней части до достижения конечного требуемого положения для прессования заготовки;
- обрезку и/или прошивку заготовки при помощи режущих лезвий второго приспособления для последующей обработки.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
| Устройство для многопереходной штамповки | 1984 |
|
SU1234006A1 |
| DE 102011011013 A1, 16.08.2012. | |||

