Область техники, к которой относится изобретение
Настоящее изобретение относится к упаковочной машине, которая наполняет упаковочный пакет продуктом, подлежащим упаковыванию, например, пищевым продуктом, и в дальнейшем заваривает горловину пакета, и к способу сварки в упаковочной машине.
Уровень техники
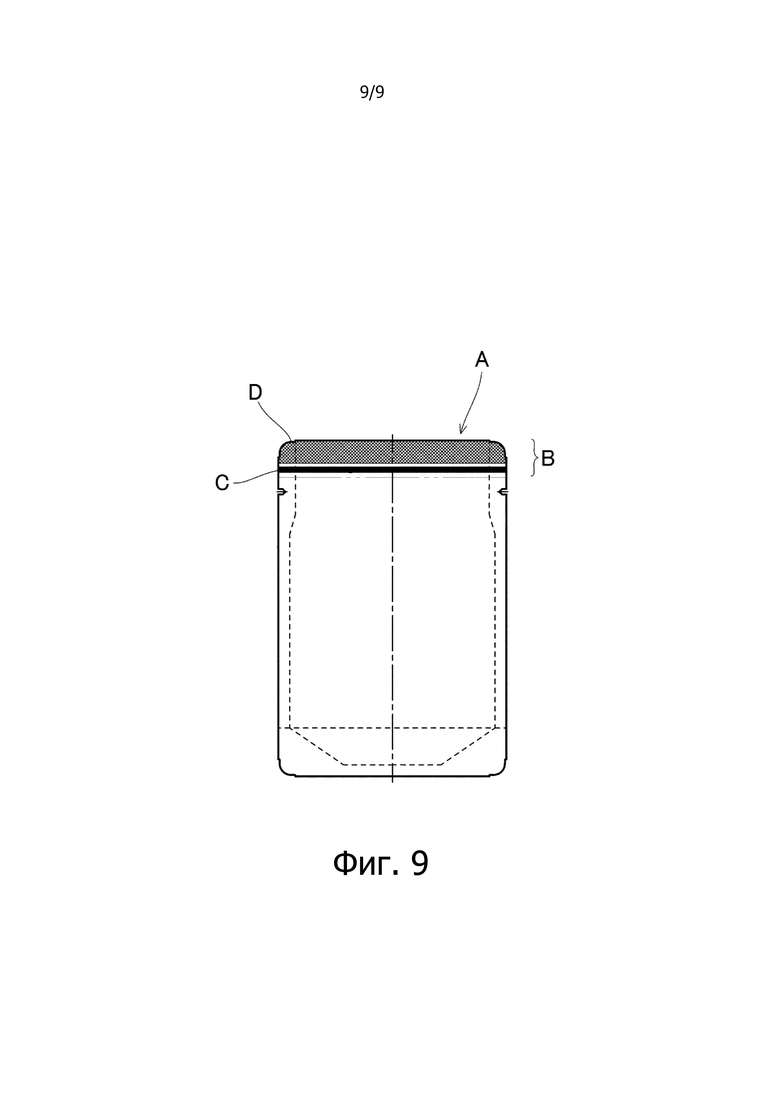
Технологию ультразвуковой сварки традиционно используют в машинах для упаковывания продуктов в стерилизуемые пакеты для уменьшения разрывания пакетов из-за контакта с продуктами и т.п. В частности, после наполнения упаковочного пакета продуктом, например, пищевым продуктом, в машинах этого типа для упаковывания продуктов в стерилизуемые пакеты выполняют деаэрацию паром. Далее сварной участок B упаковочного пакета A, как показано на фиг. 9, подвергают предварительному нагреву, и на нижней поперечной части указанного сварного участка B выполняют сварку C с помощью ультразвука. На части выше сварного шва C, выполненного с помощью ультразвука, также наносят декоративный сварной шов D (или поверхностный сварной шов). Таким образом, горловину пакета заваривают в последовательности, которая соответствует вышеописанному процессу (японская патентная заявка № 2015-103496).
Однако, поскольку упаковочный пакет A наполняют паром для аэрации, к внутренней поверхности сварного участка B горловины пакета пристают капли воды, в результате чего предварительный нагрев сварного участка, выполняемый для части B сварного шва после деаэрации, не может обеспечить полное испарение водяных капель, приставших к внутренней поверхности сварного участка B. При выполнении сварки C с помощью ультразвука в вышеописанных условиях шов C, ультразвуковая сварка блокирует пути выхода водяных капель, приставших к внутренней поверхности сварного участка B. В результате на внутренней поверхности декоративного сварного шва D, при выполнении декоративной сварки (или поверхностной сварки) образуются большие пузырьки. Несмотря на то что большие пузырьки могут схлопываться при охлаждении сварного участка B на этапе охлаждения сварного шва после выполнения декоративного сварного шва D, возникает проблема образования складок в сварном участке.
Документы предшествующего уровня техники
Патентные документы
Патентный документ 1: японская патентная заявка № 2015-103496.
Сущность изобретения
Проблема, которая должна быть решена с помощью изобретения
Задача настоящего изобретения состоит в том, чтобы предложить упаковочную машину и способ сварки в упаковочной машине, которые обеспечивают надежную сварку упаковочного пакета и его привлекательный внешний вид без образования больших пузырьков на внутренней поверхности сварного шва горловины упаковочного пакета и/или сгибов на сварном участке.
Средства решения проблемы
Для решения указанной задачи настоящее изобретение предлагает упаковочную машину, в которой упаковочный пакет периодически перемещается к каждой зоне упаковывания вместе с приводным механизмом, в результате чего выполняется упаковывание продукта, подлежащего упаковыванию. Упаковочная машина включает в себя зону предварительного нагрева сварного участка упаковочного пакета после наполнения упаковочного пакета продуктом и выполнения деаэрации паром, зону выполнения декоративной сварки, расположенную после зоны предварительного нагрева сварного участка, предназначенную для выполнения декоративной сварки на верхней части сварного участка упаковочного пакета, и зону выполнения сварки с помощью ультразвука, расположенную после зоны выполнения декоративной сварки, предназначенную для выполнения сварки с помощью ультразвука на части упаковочного пакета ниже указанного сварного участка (п. 1 формулы изобретения). Упаковочная машина также может включать в себя зону охлаждения, расположенную после зоны выполнения сварки с помощью ультразвука, для охлаждения сварного участка упаковочного пакета (п. 2 формулы изобретения).
Для решения указанной задачи настоящее изобретение также предлагает способ сварки в упаковочной машине, в которой упаковочный пакет периодически перемещают к каждой зоне упаковывания вместе с приводным механизмом для упаковывания продукта. Способ сварки включает в себя этап предварительного нагрева сварного участка упаковочного пакета после наполнения упаковочного пакета продуктом и выполнения деаэрации паром, этап выполнения декоративной сварки на верхней части сварного участка упаковочного пакета после этапа предварительного нагрева указанного сварного участка, и этап выполнения сварки с помощью ультразвука на нижней части сварного участка упаковочного пакета после этапа выполнения декоративной сварки (п. 3 формулы изобретения). Способ сварки также может включать в себя этап охлаждения указанного сварного участка упаковочного пакета после этапа выполнения сварки с помощью ультразвука (п. 4 формулы изобретения).
Эффект изобретения
Упаковочная машина по п. 1 может надежно сваривать упаковочный пакет и обеспечивать его привлекательный внешний вид без образования больших пузырьков на заваренной внутренней поверхности горловины упаковочного пакета и/или сгибов на указанном сварном участке.
Упаковочная машина по п. 2 может удалять мелкие пузырьки, образованные на внутренней стороне декоративного сварного шва, с образованием перфорированных отверстий в добавление к эффектам по п. 1.
Способ сварки по п. 3 может обеспечивать надежное заваривание упаковочного пакета и его привлекательный внешний вид без образования больших пузырьков на внутренней поверхности сварного шва горловины упаковочного пакета и/или сгибов на сварном участке.
Способ сварки по п. 4 может обеспечивать удаление мелких пузырьков, образованных на внутренней стороне декоративного сварного шва, с образованием перфорированных отверстий в добавление к эффектам по п. 1.
Краткое описание чертежей
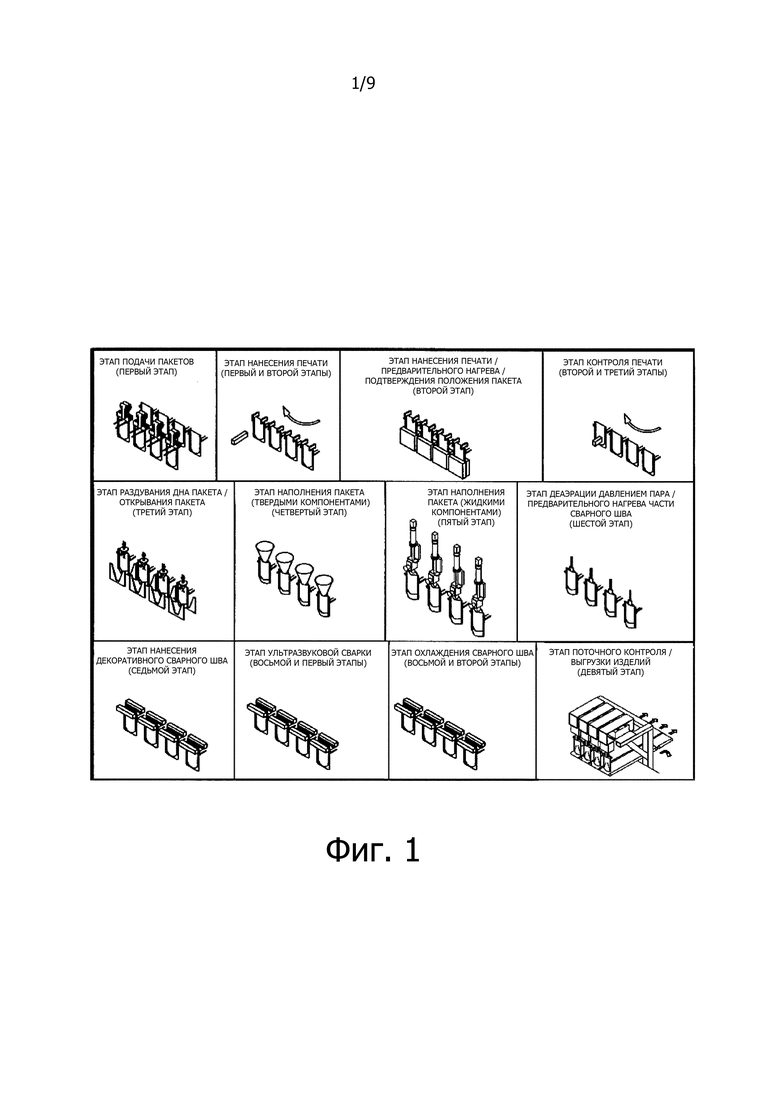
Фиг. 1 - схематическое изображение для объяснения процесса упаковывания, выполняемого упаковочной машиной по изобретению;
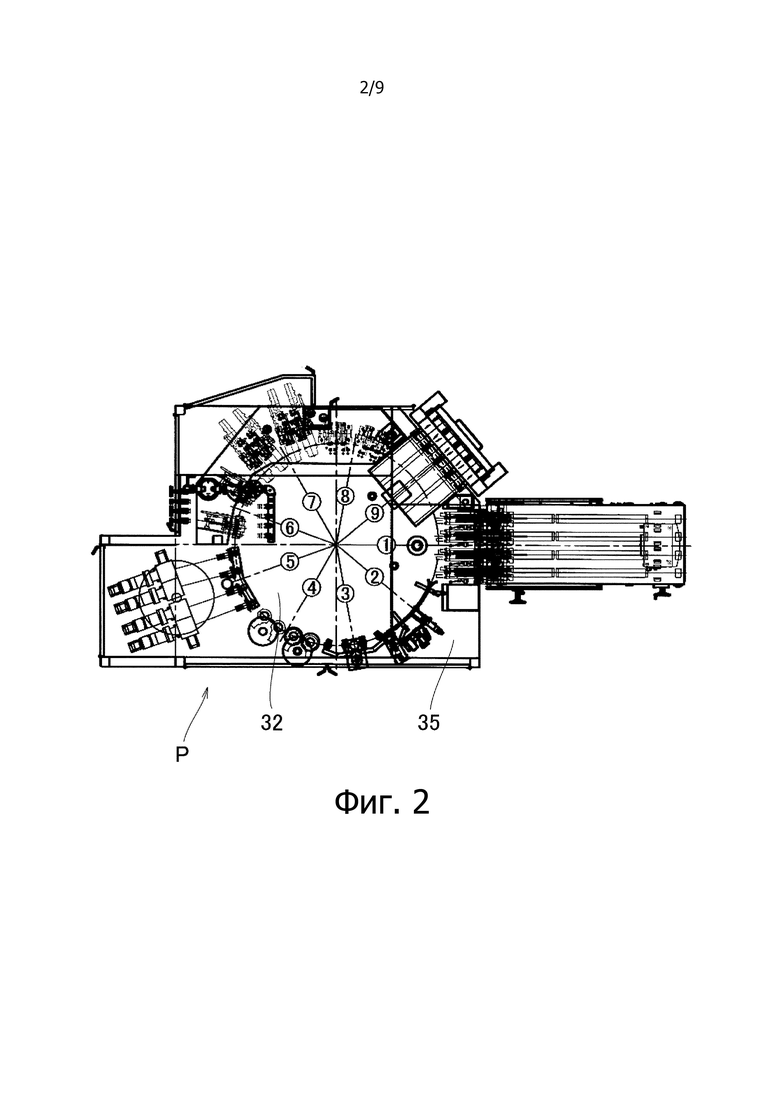
фиг. 2 - вид сверху упаковочной машины;
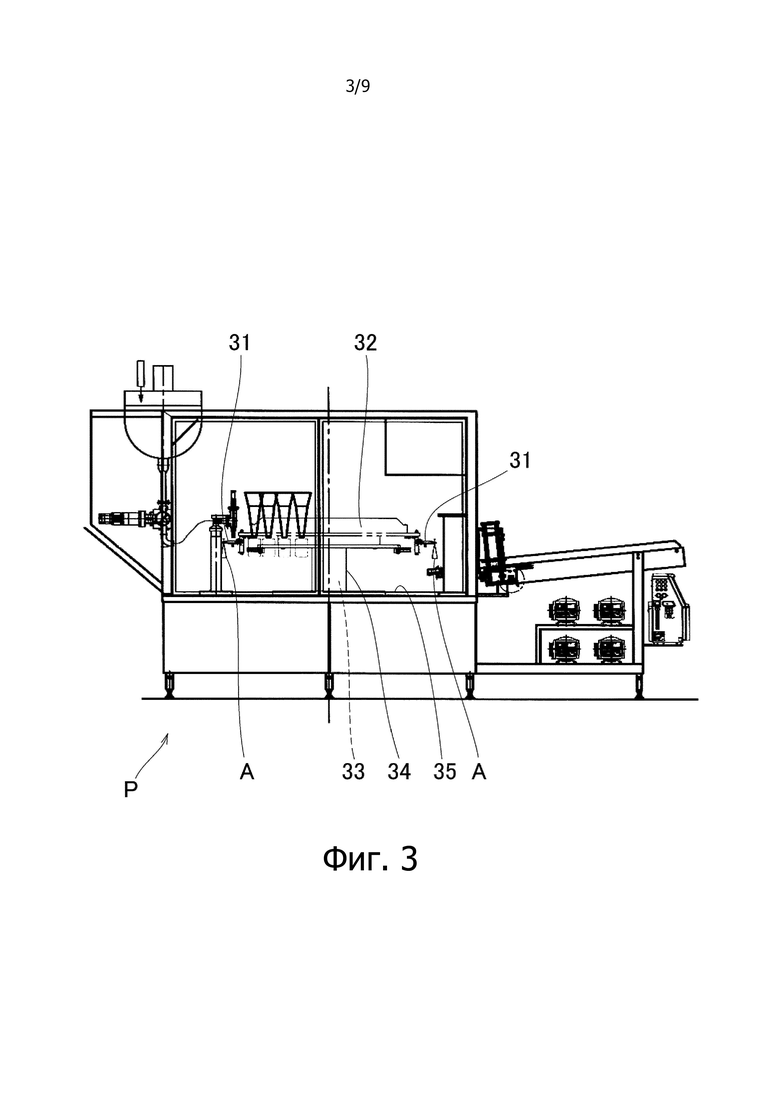
фиг. 3 - вид спереди упаковочной машины;
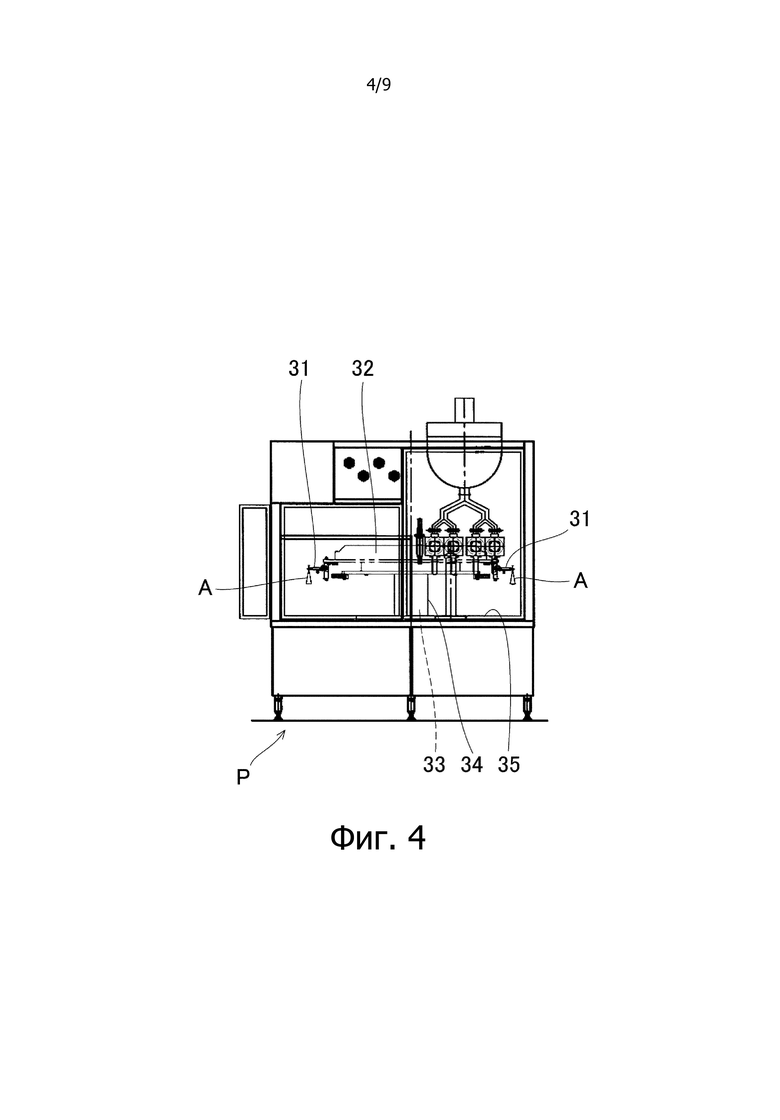
фиг. 4 - вид слева упаковочной машины;
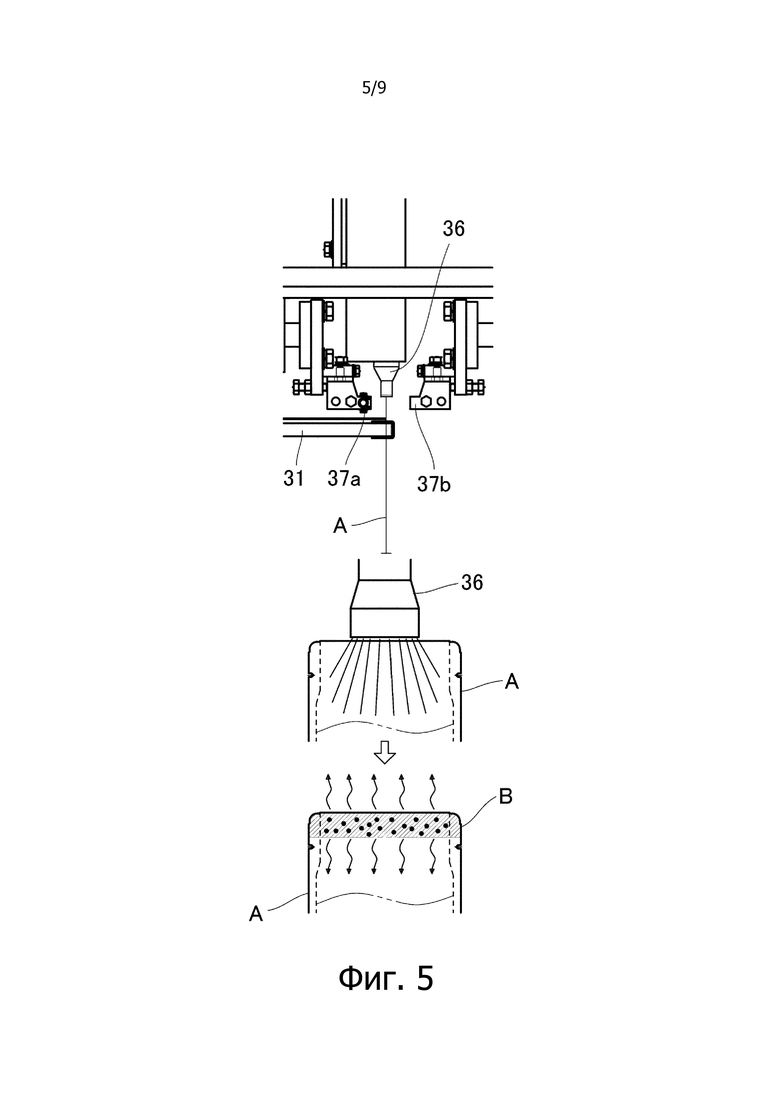
фиг. 5 - схематическое изображение для объяснения работы упаковочной машины в зоне предварительного нагрева сварного участка;
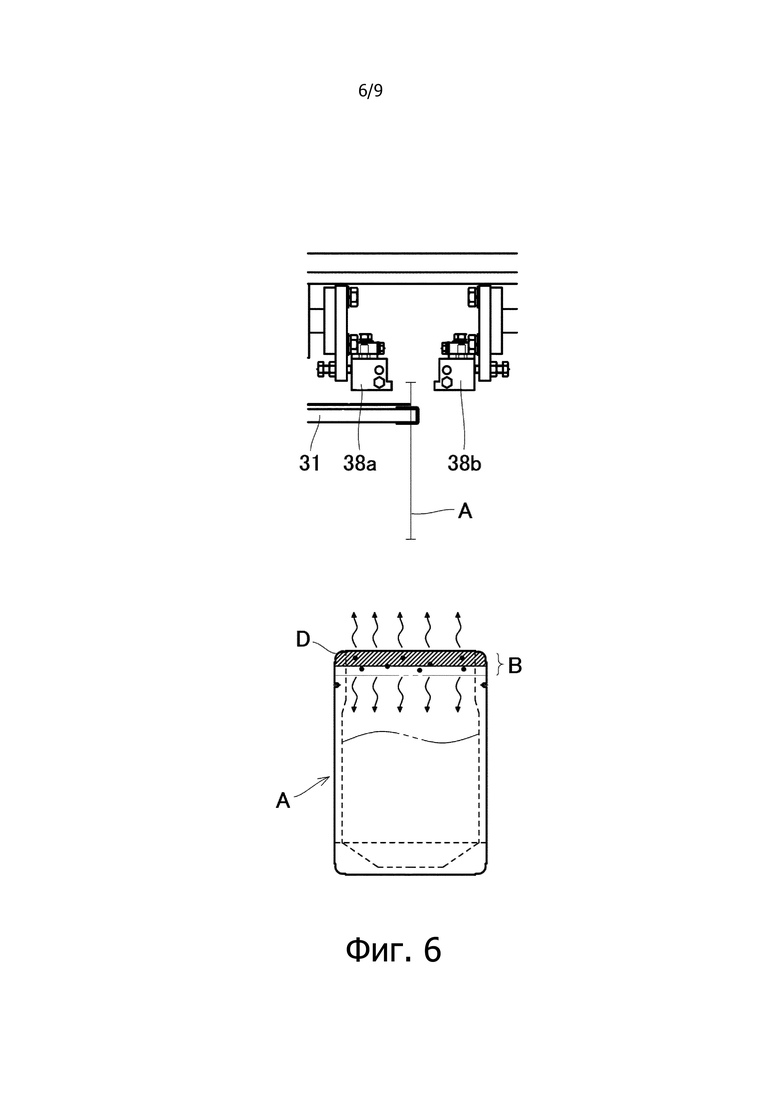
фиг. 6 - схематическое изображение для пояснения работы упаковочной машины в зоне выполнения декоративной сварки;
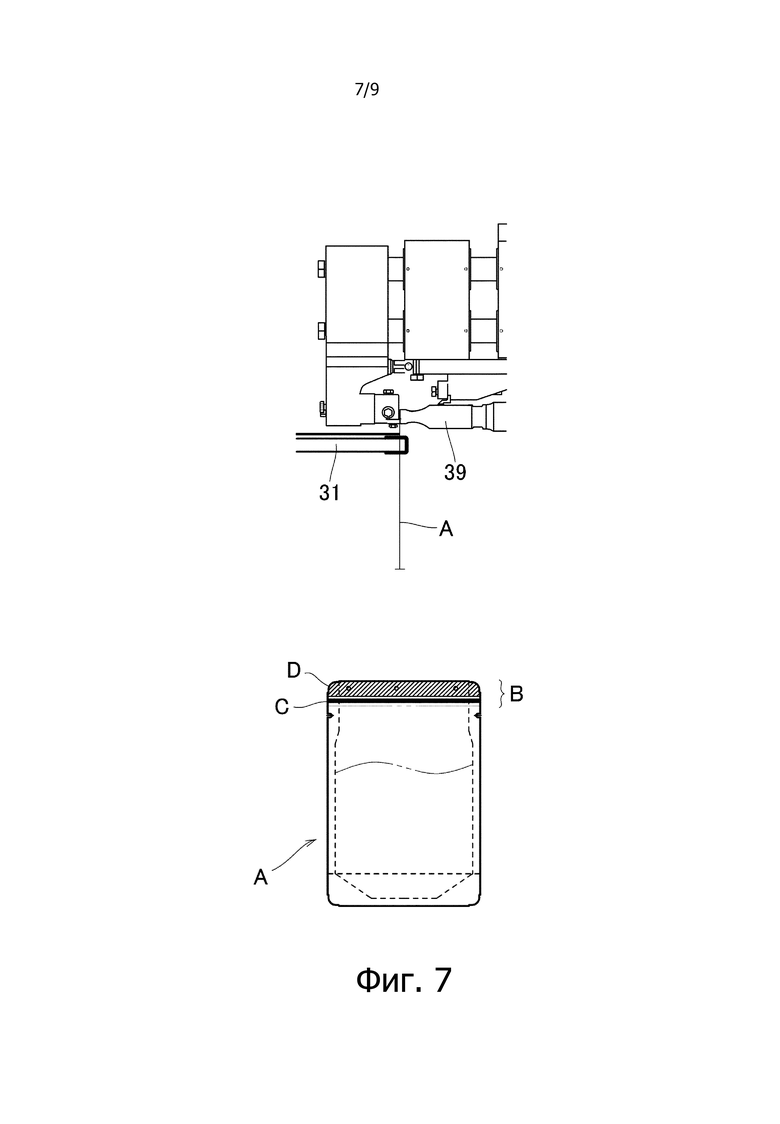
фиг. 7 - схематическое изображение для пояснения работы упаковочной машины в зоне выполнения сварки с помощью ультразвука;
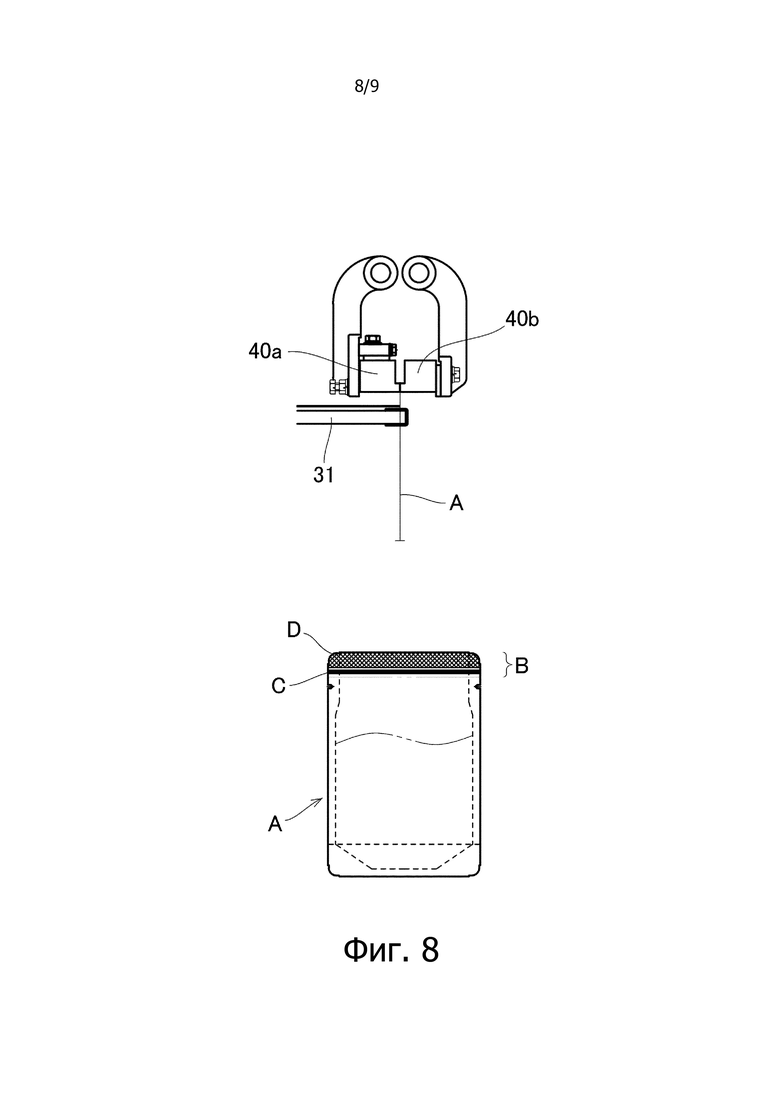
фиг. 8 - схематическое изображение для пояснения другого варианта работы упаковочной машины в зоне выполнения декоративной сварки;
фиг. 9 - схематическое изображение, поясняющее сварной участок упаковочного пакета, свариваемого упаковочной машиной.
Осуществление изобретения
Настоящее изобретение предлагает упаковочную машину и способ сварки в упаковочной машине, которые обеспечивают выполнение этапа предварительного нагрева сварного участка упаковочного пакета после наполнения упаковочного пакета продуктом и выполнения деаэрации паром, этапа выполнения декоративной сварки на части выше сварного участка упаковочного пакета после этапа предварительного нагрева сварного участка, этапа выполнения сварки с помощью ультразвука на части ниже сварного участка упаковочного пакета после этапа выполнения декоративной сварки, в результате чего упаковочный пакет может быть надежно сварен и иметь привлекательный внешний вид без образования больших пузырьков на сваренной внутренней поверхности горловины упаковочного пакета и/или сгибов на сварном участке.
Вариант выполнения
Со ссылкой на фиг. 1 – 8 приведено описание варианта выполнения упаковочной машины по настоящему изобретению. Как показано на фиг. 1 и 2, пример упаковочной машины P содержит пары 31 зажимов, соответственно удерживаемые вблизи обеих сторон горловины упаковочного пакета A, периодически перемещаются к каждой зоне упаковывания вместе с приводным механизмом 32, в результате чего выполняется упаковывание продукта, подлежащего упаковыванию. Упаковочная машина P имеет зону 6 предварительного нагрева сварного участка B упаковочного пакета A, в которой предварительно нагревается сварной участок В после наполнения упаковочного пакета А продуктом и выполнения деаэрации паром; зону 7 выполнения декоративной сварки, расположенную после зоны 6 предварительного нагрева сварного участка, в которой декоративный сварной шов D выполняется на части выше сварного участка B упаковочного пакета A, и зону 8 выполнения сварки с помощью ультразвука, расположенную после зоны 8 выполнения декоративной сварки, в которой выполняется сварной шов C с помощью ультразвука на части ниже сварного участка B упаковочного пакета A. Конструкция упаковочной машины P подробно описана ниже.
Упаковочная машина P включает в себя пары 31 зажимов, соответственно удерживаемые вблизи обеих сторон горловины упаковочного пакета A, и приводной механизм 32, периодически перемещающий пары 31 зажимов на каждом из ряда этапов, как показано на фиг. 3 и 4.
Упаковочная машина P используется для массового производства стерилизуемых пищевых продуктов, и четыре упаковочных пакета A, соответственно удерживаемых парами 31 зажимов, периодически одновременно перемещаются в каждую из девяти зон упаковывания, как показано на фиг. 2, и во время этого перемещения осуществляют массовое производство стерилизованных пищевых продуктов.
Упаковочная машина P включает в себя стойку 34, поддерживающую с возможностью вращения вертикально вытянутый вращающийся вал 33, установленный на основании 35 машины, как показано на фиг. 3 и 4. Упаковочная машина P также включает в себя приводной механизм (дискообразный поворотный стол) 32, установленный на верхней части периодически вращающегося вала 33. Пары 31 зажимов для захвата или освобождения соответствующих упаковочных пакетов A расположены на приводном механизме 32 таким образом, что они выступают в радиальном направлении с равными угловыми интервалами относительно периодически вращающегося вала 33. Пары 31 зажимов периодически перемещаются вместе с приводным механизмом 32 во время каждого процесса упаковывания, удерживаясь вблизи соответственно обеих сторон горловин упаковочных пакетов A. Несмотря на то, что для периодического поворота приводного механизма (дискообразного поворотного стола) 32 в варианте осуществления изобретения используется ротационная упаковочная машина, изобретение может применяться к упаковочной машине известного типа, выполняющей прямолинейное перемещение.
Упаковочная машина P имеет зону 1 подачи пакетов, зону 2 нанесения печати / предварительного нагрева / подтверждения положения пакета / контроля отпечатка, зону 3 раздувания дна пакета / открывания пакета, зону 4 наполнения пакета (твердыми компонентами), зону 5 наполнения пакета (жидкостями), зону 6 деаэрации паром / предварительного нагрева сварного участка, зону 7 выполнения декоративной сварки, зону 8 ультразвуковой сварки и зону 9 поточного контроля и выгрузки продукции. Далее приведено описание процесса упаковывания в каждой зоне.
В зоне 1 подачи пакетов упаковочные пакеты A, последовательно транспортируемые транспортером подачи пакетов, последовательно удерживаются с помощью периодически перемещающихся пар 31 зажимов, так что выполняется этап подачи пакетов (первый этап). В частности, на этапе (первом этапе) подачи пакетов каждый упаковочный пакет A, который перемещается вверх при удерживании в вертикальном положении с помощью присосок, удерживается удерживающей штангой устройства подачи пакетов для переноса к парам 31 захватов после корректирования высоты пакета.
В зоне 2 нанесения печати / предварительного нагрева / подтверждения положения пакета / контроля отпечатка на обратной стороне упаковочного пакета A, поддерживаемого в вертикальном положении парами 31 зажимов, наносится печать срока годности и т.п. с помощью печатающего устройства (струйного принтера 70). Кроме того, участок упаковочного пакета A вблизи его дна нагревается с обеих сторон упаковочного пакета A с помощью нагревательного устройства, так чтобы дно упаковочного пакета A можно было открыть (предварительный нагрев), и подтверждается положение упаковочного пакета A (подтверждение положения пакета). Кроме того, часть, на которую нанесена печать, фотографируется камерой 71, чтобы проверить качество печати (контроль отпечатка).
В зоне 3 раздувания дна пакета / открывания пакета присоски соответственно прилипают к двум боковым сторонам упаковочного пакета A, поддерживаемого в вертикальном положении парами 31 зажимов, так чтобы горловина пакета была немного открыта, после чего в упаковочный пакет A подается воздух для надувания дна пакета.
В зоне 4 наполнения пакета (твердыми компонентами) в горловину пакета вставляют наполнительную воронку для наполнения упаковочного пакета A продуктом (твердым компонентом).
В зоне 5 наполнения пакета (текучим продуктом) в горловину пакета вставляют наполнительную воронку для наполнения упаковочного пакета A продуктом (текучим продуктом).
В зоне 6 деаэрации паром / предварительного нагрева сварного участка выполняют деаэрацию паром, после чего сварной участок B предварительно нагревают, так чтобы капли воды, прилипшие к внутренней стороне сварного участка В во время деаэрации паром, испарялись и вследствие этого удалялись. В частности, пар подается в упаковочный пакет A из сопла нагнетания пара парового деаэратора, как показано на фиг. 5. В результате воздух удаляется из упаковочного пакета A, поэтому срок хранения стерилизуемых пищевых продуктов увеличивается, и кроме того, пар сжижается, поэтому объем внутреннего пространства уменьшается. Впоследствии сварной участок B упаковочного пакета A зажимается спаренными штангами 37a и 37b предварительного нагрева с двух сторон упаковочного пакета A, в результате чего капли воды, прилипшие к внутренней стороне сварного участка B, испаряются для удаления.
В зоне 7 выполнения декоративной сварки верхняя часть сварного участка B упаковочного пакета A зажимается с двух сторон упаковочного пакета A спаренными сварными штангами 38a и 38b шва, в результате чего на упаковочном пакете A образуется декоративный сварной шов (поверхностный сварной шов) D, как показано на фиг. 6. В результате выполнения декоративного сварного шва D перед выполнением сварного шва C с помощью ультразвука капли воды, которые не были удалены посредством предварительного нагрева сварного участка B, могут просочиться вверх и вниз (внутри и снаружи упаковочного пакета A), и, кроме того, исключается сохранение больших пузырьков на внутренней стороне сварного шва, а также появление складок на сварном участке.
В зоне 8 ультразвуковой сварки сварочный колпак 39 сварочного устройства прижимают к нижней части сварного участка B упаковочного пакета A, так что на упаковочном пакете A выполняют сварной шов C с помощью ультразвука, в результате чего упаковочный пакет A будет полностью заварен, как показано на фиг. 7. В дальнейшем, как показано на фиг. 8, сварной участок B упаковочного пакета A удерживается между спаренными охлаждающими штангами 40a и 40b снаружи и внутри упаковочного пакета A, так что мелкие пузырьки, образованные на декоративном сварном шве D, удаляются охлаждающими штангами 40a и 40b, в результате чего образуются перфорированные отверстия. Несмотря на то, что в варианте выполнения этап охлаждения сварного шва выполняют в зоне 8 ультразвуковой сварки, изобретение охватывает также упаковочную машину, имеющую зону охлаждения сварного шва после зоны ультразвуковой сварки.
Таким образом, настоящее изобретение реализуется в упаковочной машине P, которая последовательно выполняет четыре этапа, включающие в себя этап предварительного нагрева сварного участка B упаковочного пакета A после наполнения упаковочного пакета продуктом и выполнения деаэрации паром, этап выполнения декоративного сварного шва D на верхней части сварного участка B упаковочного пакета A после этапа предварительного нагрева сварного участка, этап выполнения сварного C шва с помощью ультразвука на нижней части сварного участка B упаковочного пакета A после этапа нанесения декоративного сварного шва D и этап охлаждения, в результате чего упаковочный пакет может быть надежно сварен и иметь привлекательный внешний вид без образования больших пузырьков на внутренней поверхности сварного шва горловины упаковочного пакета A и/или сгибов на сварном участке B.
В зоне 9 поточного контроля и выгрузки продукции измеряют вес упаковочного пакета A, в котором упакован продукт, и упаковочный пакет A, в котором упаковано соответствующее количество продукта, выгружают с помощью сортировочного желоба на вешний транспортер. Упаковочная машина скомпонована таким образом, что вышеуказанный процесс последовательного упаковывания выполнялся для упаковочных пакетов A, поддерживаемых парами 31 захватов, перемещаемых периодически посредством периодического поворота приводного механизма 32, с целью массового производства продукции (стерилизованных пищевых продуктов).
Далее приведено описание способа упаковывания (включая сюда способ сварки) в упаковочной машине P по изобретению.
В способе упаковывания в упаковочной машине P пары захватов, удерживаемые вблизи обеих сторон горловины упаковочного пакета A, периодически перемещаются в каждую из зон 1 – 9 упаковывания вместе с приводным механизмом 32 для упаковывания продукта в упаковочный пакет A. Способ упаковывания включает в себя этап подачи упаковочных пакетов A в машину (первый этап), этап нанесения печати (первый и второй этапы), этап предварительного нагрева / подтверждения положения пакета (второй этап), этап проверки печати (второй и третий этапы), этап раздувания дна пакета / открывания пакета (третий этап), этап наполнения пакета (твердыми компонентами) (четвертый этап), этап наполнения пакета (жидкими продуктами) (пятый этап), этап предварительного нагрева сварного участка B упаковочного пакета A (шестой этап) после наполнения упаковочного пакета A продуктом и выполнения деаэрации паром, этап выполнения декоративной сварки D (седьмой этап) на верхнюю часть сварного участка B упаковочного пакета A после этапа предварительного нагрева сварного участка, этап выполнения сварки C с помощью ультразвука (восьмой и первый этапы) на нижнюю часть сварного участка B упаковочного пакета A после этапа выполнения декоративной сварки, этап охлаждения (восьмой и второй этапы) сварного участка B упаковочного пакета A после этапа ультразвуковой сварки и этап поточного контроля / выгрузки продукции (девятый этап). Указанные этапы будут описаны в порядке их следования. Описание конструкции упаковочной машины P опущено, поскольку оно приведено выше.
На этапе подачи пакетов (первый этап) упаковочные пакеты A, транспортируемые транспортером для подачи пакетов, последовательно удерживаются парами 31 зажимов, периодически перемещаемыми устройством для подачи пакетов, так что в зоне 1 подачи пакетов выполняется этап подачи пакетов (первый этап). В частности, в зоне подачи пакетов (первый этап) каждый упаковочный пакет A, который перемещается вверх при сохранении вертикального положения с помощью присосок, удерживается удерживающей штангой устройства подачи пакетов для переноса к парам 31 захватов после корректирования высоты пакета.
На этапе нанесения печати (первый и второй этапы) наносится печать срока годности и т.п. в зоне 2 нанесения печати / предварительного нагрева / подтверждения положения пакета / контроля отпечатка, как показано на фиг. 2, с помощью печатающего устройства на обратной стороне упаковочного пакета A, поддерживаемого в вертикальном положении парами 31 зажимов.
На этапе предварительного нагрева / подтверждения положения пакета (второй этап) в зоне 2 нанесения печати / предварительного нагрева / подтверждения положения пакета / контроля отпечатка, как показано на фиг. 2, область дна упаковочного пакета A нагревается с обеих сторон упаковочного пакета A с помощью нагревательного устройства, так чтобы дно упаковочного пакета A можно было открыть, и подтверждается положение упаковочного пакета A.
На этапе контроля печати (второй и третий этапы) часть, на которую нанесена печать, фотографируется камерой 71, в зоне 2 нанесения печати / предварительного нагрева / подтверждения положения пакета / контроля отпечатка, как показано на фиг. 2, чтобы проверить качество печати.
На этапе раздувания дна пакета / открывания пакета (третий этап) в зоне раздувания дна пакета / открывания пакета присоски соответственно прилипают к двум боковым сторонам упаковочного пакета A, поддерживаемого в вертикальном положении парами 31 зажимов, так чтобы горловина пакета была немного открыта, после чего в упаковочный пакет A подается воздух для надувания дна пакета.
На этапе (четвертый этап) наполнения пакета (твердыми компонентами) в горловину пакета вставляют наполнительную воронку в зоне 4 наполнения пакета (твердыми компонентами), как показано на фиг. 2, для наполнения упаковочного пакета A продуктом (твердыми компонентами).
На этапе (четвертый этап) наполнения пакета (жидким продуктом) в горловину пакета вставляют наполнительную воронку в зоне 4 наполнения пакета (жидкими продуктами), как показано на фиг. 2, для наполнения упаковочного пакета A продуктами (жидкими продуктами).
На этапе (шестой этап) предварительного нагрева сварной участок B предварительно нагревают после наполнения упаковочного пакета A и деаэрации паром. На этапе предварительного нагрева сварного участка выполняют деаэрацию паром, после чего сварной участок B предварительно нагревают в зоне 6 деаэрации паром / предварительного нагрева сварного участка, как показано на фиг. 2, так чтобы капли воды, прилипшие к внутренней стороне сварного участка B во время деаэрации паром, испарялись и удалялись.
В частности, на этом этапе пар поступает в упаковочный пакет A из сопла 36 нагнетания пара парового деаэратора, как показано на фиг. 5. В результате воздух удаляется из упаковочного пакета A, поэтому срок хранения стерилизуемых пищевых продуктов увеличивается, и кроме того, пар сжижается, поэтому объем внутреннего пространства уменьшается. В дальнейшем сварной участок B упаковочного пакета A зажимается спаренными штангами 37a и 37b предварительного нагрева с двух сторон упаковочного пакета A, в результате чего капли воды, приставшие к внутренней стороне сварного участка B, испаряются для удаления.
На этапе выполнения декоративной сварки верхняя часть сварного участка B упаковочного пакета A зажимается с двух сторон упаковочного пакета A спаренными штангами 38a и 38b для выполнения сварного шва в зоне этапе выполнения декоративной сварки, как показано на фиг. 2, в результате чего на упаковочном пакете A образуется декоративный сварной шов (поверхностный сварной шов) D (фиг. 7), как показано на фиг. 6. В результате выполнения декоративного сварного шва D перед выполнением сварного шва C с помощью ультразвука капли воды, которые не были удалены посредством предварительного нагрева сварного участка B, могут быть удалены с верхней и нижней сторон (внутри и снаружи упаковочного пакета A), и, кроме того, исключается сохранение больших пузырьков на внутренней стороне сварного шва, а также наличие складок на сварном участке.
На этапе ультразвуковой сварки (восьмой и девятый этапы) сварочный колпак сварочного устройства прижимают к нижней части сварного участка B упаковочного пакета A в зоне ультразвуковой сварки, как показано на фиг. 2, так что на упаковочном пакете A выполняют сварной шов C с помощью ультразвука, в результате чего упаковочный пакет A будет полностью сварен, как показано на фиг. 7. В дальнейшем сварной участок B упаковочного пакета A удерживается между спаренными охлаждающими штангами 40a и 40b снаружи и внутри упаковочного пакета A, так что мелкие пузырьки, возникшие на декоративном сварном шве D, удаляются охлаждающими штангами, в результате чего образуются перфорированные отверстия (этап охлаждения сварного шва (восьмой и второй этапы). Несмотря на то что в варианте выполнения этап охлаждения сварного шва выполняют в зоне 8 ультразвуковой сварки, изобретение охватывает упаковочную машину, имеющую зону охлаждения сварного шва для охлаждения сварного участка после зоны ультразвуковой сварки.
Таким образом, способ сварки в упаковочной машине P включает в себя последовательно выполняемые четыре этапа, т.е. этап предварительного нагрева сварного участка B упаковочного пакета A после наполнения упаковочного пакета продуктом и выполнения деаэрации паром, этап нанесения декоративного сварного шва D на верхнюю часть сварного участка B упаковочного пакета A после этапа предварительного нагрева сварного участка, этап выполнения сварки C с помощью ультразвука на нижней части сварного участка B упаковочного пакета A и этап охлаждения сварного шва, в результате чего упаковочный пакет A может быть надежно сварен и иметь привлекательный внешний вид без образования больших пузырьков на внутренней поверхности сварного шва горловины упаковочного пакета и/или сгибов на сварном участке.
На этапе поточного контроля и выгрузки продукции (девятый этап) измеряют вес упаковочного пакета A, в который упакован продукт, и упаковочный пакет A, в который упаковано соответствующее количество изделия, выгружают с помощью сортировочного желоба на внешний транспортер. Ротационная упаковочная машина P выполнена таким образом, что вышеуказанный процесс последовательного упаковывания выполняется для упаковочных пакетов A, поддерживаемых парами 31 захватов, перемещаемых посредством периодического поворачивания дискообразного поворотного стола 32, с целью массового производства изделий (стерилизуемых пищевых продуктов).
Перечень номеров позиций
P – упаковочная машина
1 –зона подачи пакетов
2 – зона нанесения печати / предварительного нагрева / подтверждения положения пакета / контроля отпечатка
3 – зона раздувания дна пакета / открывания пакета
4 – зона наполнения пакета (твердыми компонентами)
5 – зона наполнения пакета (жидкими продуктами)
6 – зона деаэрации паром / предварительного нагрева сварного участка
7 – зона декоративной сварки
8 – зона ультразвуковой сварки
9 – зона поточного контроля и выгрузки изделий
31 – пара зажимов
32 – приводной механизм (дискообразный поворотный стол)
33 – прерывисто вращающийся вал
34 – стойка
35 – основание машины
36 – сопло нагнетания пара
37a и 37b – штанги предварительного нагрева
38a и 38b – сварочные штанги
39 – сварочный колпак
40a и 40b – охлаждающие штанги
A – упаковочный пакет
B –сварной участок
C – сварной шов, полученный с помощью ультразвука
D – декоративный сварной шов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВЫВАНИЯ ПРОДУКТОВ | 2010 |
|
RU2516134C2 |
| СВАРОЧНАЯ ГУБКА УПАКОВОЧНОЙ МАШИНЫ | 2003 |
|
RU2348838C2 |
| ПАРОВОЙ ДЕАЭРАТОР И УПАКОВОЧНАЯ МАШИНА, СНАБЖЕННАЯ ТАКИМ ДЕАЭРАТОРОМ | 2016 |
|
RU2706201C2 |
| УПАКОВОЧНЫЙ ПАКЕТ | 2011 |
|
RU2563779C2 |
| ВАКУУМНО-УПАКОВОЧНАЯ МАШИНА | 1995 |
|
RU2080273C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Способ упаковывания сыпучего продукта в пакеты из термопластичного пленочного материала | 1988 |
|
SU1662900A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО ШВА УПАКОВКИ | 2019 |
|
RU2778580C1 |
| СПОСОБ УПАКОВЫВАНИЯ ПРОДУКТА, УПАКОВКА, ОСОБЕННО СОДЕРЖАЩАЯ КОФЕ, И УПАКОВОЧНАЯ МАШИНА | 2006 |
|
RU2394734C2 |
| УПАКОВОЧНАЯ МАШИНА | 1998 |
|
RU2131833C1 |
Группа изобретений относится к упаковочной машине, которая наполняет упаковочный пакет продуктом, подлежащим упаковыванию, и к способу сварки в данной упаковочной машине. Упаковочная машина выполнена таким образом, что упаковочный пакет периодически перемещается к каждой упаковочной зоне вместе с приводным механизмом для упаковывания продукта. Упаковочная машина содержит зону предварительного нагрева сварного участка упаковочного пакета после наполнения упаковочного пакета продуктом и выполнения деаэрации паром, зону декоративной сварки, расположенную после зоны предварительного нагрева сварного участка, предназначенную для выполнения декоративной сварки на упаковочном пакете в верней части указанного сварного участка. Также упаковочная машина содержит зону выполнения сварки с помощью ультразвука, расположенную после зоны декоративной сварки, предназначенную для выполнения сварки с помощью ультразвука на упаковочном пакете в нижней части указанного сварного участка. Достигаемый при этом технический результат заключается в обеспечении надежной сварки упаковочного пакета и привлекательный внешний вид пакета без образования больших пузырьков на внутренней поверхности сварного шва горловины упаковочного пакета и/или сгибов на сварном участке. 2 н. и 2 з.п. ф-лы, 9 ил.
1. Упаковочная машина, в которой упаковочный пакет периодически перемещается к каждой упаковочной зоне вместе с приводным механизмом для упаковывания продукта, содержащая:
зону предварительного нагрева сварного участка упаковочного пакета после наполнения упаковочного пакета продуктом и выполнения деаэрации паром;
зону декоративной сварки, расположенную после зоны предварительного нагрева сварного участка, предназначенную для выполнения декоративной сварки на упаковочном пакете в верхней части указанного сварного участка, и
зону выполнения сварки с помощью ультразвука, расположенную после зоны декоративной сварки, предназначенную для выполнения сварки с помощью ультразвука на упаковочном пакете в нижней части указанного сварного участка.
2. Упаковочная машина по п. 1, также содержащая зону охлаждения, расположенную после зоны сварки с помощью ультразвука, для охлаждения указанного сварного участка упаковочного пакета.
3. Способ сварки в упаковочной машине, в которой упаковочный пакет периодически перемещают к каждой упаковочной зоне вместе с приводным механизмом для упаковывания продукта, включающий:
этап предварительного нагрева сварного участка упаковочного пакета после наполнения упаковочного пакета продуктом и выполнения деаэрации его паром;
этап выполнения декоративной сварки на упаковочном пакете в верхней части указанного сварного участка после этапа предварительного нагрева указанного сварного участка; и
этап выполнения сварки с помощью ультразвука на упаковочном пакете в нижней части указанного сварного участка после этапа выполнения декоративной сварки.
4. Способ сварки по п. 3, также содержащий этап охлаждения сварного участка упаковочного пакета после этапа выполнения сварки с помощью ультразвука.
| JP 2010023887 A, 04.02.2010 | |||
| JP 2010030601 A, 12.02.2010 | |||
| JP 2015182806 A, 22.10.2015 | |||
| US 20120210675 A1, 23.08.2012 | |||
| СПОСОБ СОСУДОСБЕРЕГАЮЩЕЙ ВЫСОКОМОЩНОСТНОЙ БРАХИТЕРАПИИ РАКА ПРЕДСТАТЕЛЬНОЙ ЖЕЛЕЗЫ | 2022 |
|
RU2808154C1 |
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА, А ТАКЖЕ ИЗГОТОВЛЕНИЯ ФОЛЬГОВЫХ ПАКЕТОВ | 2006 |
|
RU2337862C2 |

