Предлагаемое техническое решение относится к электрофильтрам, применяемым для очистки газов в различных отраслях промышленности.
Известен способ изготовления элементов осадительных электродов для электрофильтра из описания патента №2377071, МПК: В03С 3/40, B21D 5/06, опубликовано 27.12.2009. Способ включает прокатывание ленты в валках профилегибочного стана и после завершения профилирования ленты производят ее отрезание в размер по длине требуемого элемента осадительного электрода. Профилирование стальной ленты осуществляют из рулона, а отрезание элементов заданной длины производят устройством, состоящим из подвижной и неподвижной частей. В неподвижной части устройства выполнена прорезь по профилю элемента осадительного электрода. Известная технология позволяет обеспечить высокую точность изготовления элементов, и при сборке элементов с заявленными параметрами отношения отклонений от оси элемента осадительного электрода в начальной и конечной частях загиба краев профиля элемента в электрод, исключить их выход из зацепления между собой, из-за которого уменьшается расстояние между осадительными и коронирующими - электродами и, как следствие, снижается эффективность работы электрофильтра.
К недостаткам способа изготовления элементов относят отсутствие операций по изготовлению отверстий, необходимых для сборки элементов в электрод при подвешивании элементов к балке подвеса и их соединения с балкой встряхивания. При этом возникает необходимость использования дополнительного технологического оборудования, что ухудшает экономические результаты: повышается себестоимость элемента и трудозатраты, снижается производительность труда и требуется дополнительная производственная площадь.
Известен способ изготовления элемента осадительного электрода электрофильтра, описанный в патенте №2701305, МПК: В03С 3/45, СПК: В03С 3/45, B21D 47/04, опубликовано 25.09.2019., включающий прокатку стальной ленты из рулона путем ее профилирования в валках профилегибочного стана, а после завершения профилирования ленты отрезание от профилированной ленты элемента заданной длины. Для достижения результатов по снижению себестоимости готового к сборке элемента и трудозатрат, и повышению производительности труда одновременно с отрезанием профилированной ленты выполняют операцию пробивки в ней отверстий, предназначенных для соединения полученного элемента осадительного электрода с балкой встряхивания.
Однако известный порядок действий во времени при изготовлении элемента осадительного электрода, состоящий из профилирования ленты, завершения профилирования (остановки профилировочного стана) и последующее одновременное выполнение операции отрезания спрофилированной ленты и пробивки на ней отверстий не позволяет обеспечить точность изготовления отверстий, т.к. спрофилированная лента перед пробивкой отверстий зафиксирована только со стороны линии отреза (в прорези по профилю элемента, выполненной в неподвижной части устройства отрезки). С другой стороны профилированная лента свободно располагается на приемном устройстве после устройства отрезки. При пробивке отверстий из-за отсутствия фиксации профилированной ленты на приемном устройстве точность не обеспечивается. Нарушение точности расположения отверстий затрудняет сборку элементов в электрод и не обеспечивает требуемое качество сборки. К тому же низкое качество сборки элементов в электрод приводит к отклонению поверхности элементов от вертикальной плоскости собранного в рабочее положение электрода в направлении коронирующих электродов электрофильтра, уменьшению расстояния между разноименными электродами и, как следствие, к снижению эффективности работы аппарата за счет нарушения центровки электродов относительно друг друга.
Вместе с тем технология изготовления элемента осадительного электрода по RU 2701305, не предусматривает получение готового изделия из-за отсутствия у элемента отверстий для подвешивания элементов к балке подвеса, например, как в патенте США №4102038, МПК: В03С 3/86, H01S 4/00, опубликовано 27.07.1978. Это также вызывает необходимость использования дополнительного технологического оборудования, и повышает себестоимость готового к сборке элемента и трудозатраты, и снижает производительность труда. А с учетом того, что для качественной сборки элементов в электрод необходимо обеспечить точность расположения отверстий по концам элемента, требования и затраты на дополнительное технологическое оборудование резко возрастают.
Следовательно, техническому решению по RU 2701305 присущ тот же недостаток, который отмечен в описании по отношению к аналогу №RU 2423200, МПК: B21D 47/04, B21D 39/02, опубликовано 10.07.2011, а именно: отсутствие на изготовленных при профилировании элементах осадительных электродов отверстий, достаточных для сборки элементов в электрод. В данном случае отсутствие отверстий для подвешивания элементов к балке подвеса не позволяет приступить к операции сборки электрода после завершения формирования профиля, отрезания и пробивки отверстий для соединения с балкой встряхивания. А учитывая, что для качественной сборки элементов в электрод требуется высокая точность расположения отверстий с обоих концов элемента заданной длины, предлагаемая технология по RU 2701305 не позволяет обеспечить точность расположения сборочных отверстий, а, следовательно, и элемента в целом.
К недостаткам известного решения следует также отнести необходимость отверстий на боковой стороне элемента С-образной и S-образной формы и затрат, связанных с пробивкой этих отверстий. Способ изготовления осадительных электродов для электрофильтра с применением операции отрезания после профилирования по RU 2423200 не искажает формы на торцевых срезах из-за упругой деформации металла в начале и конце элемента и исключает по этой причине отклонения от вертикальной плоскости собранных в электрод элементов. Здесь следует отметить, что упругие деформации на концах элемента возникают при использовании способа изготовления осадительных электродов для электрофильтра, раскрытого в авторском свидетельстве №1136865, МПК: B21D 5/06, опубликовано 30.01.1985, когда профилируются отрезки ленты. При болтовом жестком соединении таких концов элементов с балкой встряхивания посредством отверстий в элементах (Фильтры индустриальные газоочистные. Под ред. В.К. Севрюкова, Б.С.Федорова, Ярославль, «Русь» 2000 г., стр. 22) полосы балки встряхивания воздействуют на упругие деформации, которые перемещаются в среднюю часть элемента, нарушая центровку между разноименными электродами и уменьшая расстояние между этими электродами. В случае использования способа по RU 2423200, приведенного в ограничительной части п. 1 формулы изобретения по RU 2701305, необходимость в отверстиях на боковой стороне элементов не возникает. К тому же элементы осадительного электрода представляют собой гибкие профили, и неплотная (с зазором) фиксация элементов в нескольких местах между собой по высоте не позволяет обеспечить требуемую плоскостность собранного осадительного электрода. Тем более, что представленный на фиг. 2 патента RU 2701305 профиль элемента имеет недостаток в том, что главная центральная ось инерции не совпадает с осью профиля из-за смещения центра тяжести профиля в сторону конца загибов краев профиля. Это приводит к отклонению плоскости осадительного электрода, собранного из таких элементов, от вертикальной плоскости, в сторону конца загиба края профиля (на фиг. 2 RU 2701305 конец загиба краев профиля расположено ниже оси элемента).
Также следует отметить, что заявленное в RU 2701305 повышенное качества изделия с одной стороны гарантируется коммерческими преимуществами, а с другой - одновременное выполнение операций отрезки и пробивки полученного элемента заданной длины, как было указано выше, не гарантирует высокое качество получаемых изделий. К тому же непонятно, как одновременное выполнение операций обеспечивает отсутствие искажений формы изделия, т.е. повышение точности изготовления. Также обеспечение высокого качества получаемого изделия по RU 2701305 за счет выполнения в неподвижной части устройства пробивки-отрезки прорези по профилю элемента известно из RU 2377071.
Технической задачей и техническим результатом заявленного изобретения является повышение точности изготовления элементов осадительного электрода для электрофильтра за счет предлагаемой последовательности действия и условий осуществления действий со стороны устройств и инструментов на профилированную ленту при повышении производительности способа изготовления и для повышения эффективности работы электрофильтра.
Указанный технический результат достигается тем, что в способе изготовления элементов осадительного электрода для электрофильтра, включающем прокатку стальной ленты из рулона путем ее профилирования в валках профилегибочного стана, а после завершения профилирования отрезание от профилированной ленты элемента заданной длины и одновременно с отрезанием выполняют операцию пробивки отверстий, предназначенных для соединения элемента осадительного электрода с балкой встряхивания, по ходу профилирования выполняют операцию пробивки отверстий на неотрезаемом краю профилированной ленты, а затем после завершения профилирования выполняют операцию отрезки элемента заданной длины на отрезаемом краю профилированной ленты.
Таким образом, в отличие от известного технического решения в предлагаемом способе изготовления элементов осадительного электрода для электрофильтра одновременное действие операций отрезании и пробивки осуществляют на разных краях профилированной ленты, не связанных между собой после операции отрезания. Операция отрезания осуществляет только отрезание отрезаемого края профилированной ленты, располагаемого после устройства отрезки, в размер требуемого элемента осадительного электрода, а операция пробивки отверстий выполняется на неотрезаемом краю профилированной ленты, которая расположена между последним валком профилировочного стана и устройством отрезки. Этот край относится к следующему по ходу профилирования элементу. Перед пробивкой со стороны профилегибочного стана неотрезаемый край зафиксирован в валках, а со стороны устройства отрезки - в прорези по профилю элемента в неподвижной части этого устройства, что обеспечивает повышенное качество операции пробивки отверстий и не требует принятие мер для дополнительной фиксации этого края профилированной ленты перед пробивкой.
Для изготовления элементов осадительного электрода используют устройство пробивки-отрезки, установленное после профилегибочного стана, выполненное с возможностью отрезания от профилированной ленты элемента заданной длины при одновременном выполнении операции пробивки отверстий, предназначенных для соединения с балкой встряхивания, на неотрезаемом краю профилированной ленты. При этом устройство пробивки - отрезки состоит из устройства пробивки и устройства отрезки и выполнено таким образом, что устройство пробивки отверстий, предназначенных для соединения с балкой встряхивания, установлено до устройства отрезки. К тому же инструменты устройства отрезки и устройства пробивки перед выполнением операций располагают на одной линии, параллельной оси профиля элемента, и при одновременном воздействии инструментов сначала надрезается профиль до оси, а затем пробиваются отверстия на плоских участках профиля, совпадающих с осью.
Таким образом, предложенный способ изготовления элементов осадительного электрода реализуется в следующей последовательности: сначала профилируют ленту в профилегибочном стане, далее после выхода ее из стана и поступления ленты в устройство пробивки - отрезки стан останавливают, пробивают отверстия для соединения элементов осадительного электрода с балкой встряхивания и отрезают кусок ленты, образовавшийся после отрезки, который утилизируют. Затем продолжают профилирование ленты с отверстиями для соединения с балкой встряхивания на переднем конце до размера элемента заданной длины и отрезают. Элемент выполняется в рабочем режиме профилированием ленты в стане из рулона остановками стана: сначала для пробивки отверстий для соединения с балкой встряхивания, а затем остановкой для отрезки элемента заданной длины. При этом после каждой пробивки - отрезки в рабочем режиме профилированной ленты (за исключением первого воздействия) получается элемент с отверстиями для соединения с балкой встряхивания.
Для готовности полученного элемента к сборке в электрод параллельно с приемным устройством устанавливают сборочный стол, на который с приемного устройства сдвигается полученный элемент и фиксируется на сборочном столе, и, пока профилируют ленту следующего элемента, осуществляют присоединение (сваркой или другими способами) пластин с отверстием для подвески элементов к балке подвеса (Ф.П. Филатов. Монтаж электрофильтров типа ЭГА. - М.: Энергоатомиздат, 1988. -96 с. ил. - С.20, рис. 5).
Электрод осадительный для электрофильтра, собранный из элементов повышенной точности изготовления, полученной при профилировании стальной ленты, пробивки отверстий для соединения элементов осадительного электрода с балкой встряхивания и отрезки от нее после профилирования элемента заданной длины, и с пластинами, имеющими отверстия для подвески элементов к балке подвеса, не имеет по этой причине отклонений от плоскостности собранного электрода, что повышает эффективность работы электрофильтра за счет обеспечения после сборки повышенного расстояния между разноименными электродами.
Для достижения технического результата предложен также способ изготовления элементов осадительного электрода для электрофильтра, включающий прокатку стальной ленты из рулона путем ее профилирования в валках профилегибочного стана, а после завершения профилирования отрезание от профилированной ленты элемента заданной длины и одновременно с отрезанием выполняют операцию пробивки отверстий, предназначенных для соединения элемента осадительного электрода с балкой встряхивания, отличающийся тем, что по ходу профилирования выполняют операцию пробивки отверстий на неотрезаемом краю профилированной ленты, а затем после завершения профилирования выполняют операцию отрезки элемента заданной длины и одновременно на отрезаемом краю профилированной ленты выполняют операцию пробивки отверстий, предназначенных для подвешивания элементов к балке подвеса, при этом перед выполнением операции пробивки отверстий отрезаемый край профилированной ленты дополнительно фиксируют.
Выполнение операции пробивки отверстий на неотрезаемом краю профилированной ленты и операции отрезания отрезаемого края профилированной ленты в размер элемента заданной длины позволяет реализовать вариант изготовления полностью готового изделия с отверстиями как для соединения элементов с балкой встряхивания, так и для подвешивания элементов осадительного электрода на балке подвеса. Для этого устройство пробивки - отрезки одновременно выполняет операцию пробивки отверстий для соединения элементов с балкой встряхивания на неотрезаемом краю профилированной ленты, операцию отрезки отрезаемого края профилированной ленты (или элемента заданной длины) и операцию пробивки отверстий на отрезаемом краю для подвешивания элементов осадительного электрода на балке подвеса. Для точного выполнения операции пробивки отверстий для подвески элементов, дополнительно к фиксации в прорези по профилю элемента в устройстве отрезки, отрезаемый край профилированной ленты фиксируют на приемном устройстве. Для дополнительной фиксации используют отверстия, выполненные ранее для соединения с балкой встряхивания. Для этого конец приемного устройства снабжают выступами по размеру отверстий для соединения с балкой встряхивания, и на этих выступах дополнительно фиксируют отрезаемый край профилированной ленты. При этом приемное устройство выполняется с возможностью регулировки размера по заданной длине элемента.
Пробивку всех отверстий осуществляют в зоне устройства отрезки и за один ход устройства пробивки - отрезки. При этом расстояние до плоских частей на оси профиля элемента от инструментов пробивки и отрезки устройств одинаково, что обеспечивает вначале взаимодействие инструмента для отрезки с профилем элемента, а затем инструментов пробивки отверстий с плоскими частями, располагаемыми на оси профиля. Раннее взаимодействие режущего инструмента с профилем позволяет зафиксировать профиль и обеспечить точность проведения последующих операций пробивки отверстий.
Для изготовления элементов осадительного электрода готовых к сборке в осадительный электрод используют устройство пробивки-отрезки, установленное после профилегибочного стана, выполненное с возможностью одновременного выполнения операции пробивки на неотрезаемом краю профилированной ленты отверстий, предназначенных для соединения с балкой встряхивания, операции отрезания от профилированной ленты элемента заданной длины и операции пробивки на отрезаемом краю профилированной ленты отверстий, предназначенных для подвешивания элементов к балке подвеса. При этом устройство пробивки - отрезки выполнено таким образом, что устройство пробивки отверстий, предназначенных для соединения с балкой встряхивания, установлено до устройства отрезки, а устройство пробивки отверстий, предназначенных для подвешивания элементов к балке подвеса, установлено после устройства отрезки.
Предлагаемый способ позволяет повысить производительность способа изготовления элементов осадительного электрода за счет одновременного выполнения операций пробивки отверстий на отрезаемом и неотрезаемом краях профилированной ленты и отрезки отрезаемого края и повысить точности изготовления отверстий для подвешивания путем дополнительной фиксации.
Таким образом, предложенный способ изготовления элементов осадительного электрода реализуется в следующей последовательности: сначала профилируют ленту в профилегибочном стане, и на выходе профилированной ленты из стана после остановки стана пробивают отверстия для соединения элементов осадительного электрода с балкой встряхивания, а затем профилируют до размера элемента заданной длины и после остановки стана пробивают отверстия для подвешивания элементов к балке подвеса и отрезают. Элемент выполняется профилированием ленты в стане из рулона. Сначала в профилированной ленте пробивают отверстия для соединения с балкой встряхивания, а затем - отверстия для подвешивания к балке подвеса, и осуществляют отрезку в размер элемента заданной длины.
Элементы осадительного электрода для электрофильтра, изготовленные выше описанном способом, выполненные с отверстиями для соединения элементов осадительного электрода с балкой встряхивания, а также с отверстиями для подвешивания элементов осадительного электрода к балке подвеса, готовы для сборки в осадительный электрод без дополнительных технологических операций после изготовления элементов при профилировании ленты.
Электрод осадительный для электрофильтра, собранный из элементов повышенной точности изготовления, полученной при профилирования стальной ленты, пробивки отверстий для соединения элементов осадительного электрода с балкой встряхивания, пробивки отверстий для подвешивания элементов осадительного электрода к балке подвеса и отрезки от профилированной ленты элемента заданной длины, не имеет по этой причине отклонений от плоскостности собранного электрода, что повышает эффективность работы электрофильтра за счет обеспечения после сборки элементов в электрод повышенного расстояния между разноименными электродами.
Сущность предлагаемого способ изготовления элементов осадительного электрода для электрофильтра поясняется на фигурах 1-12.
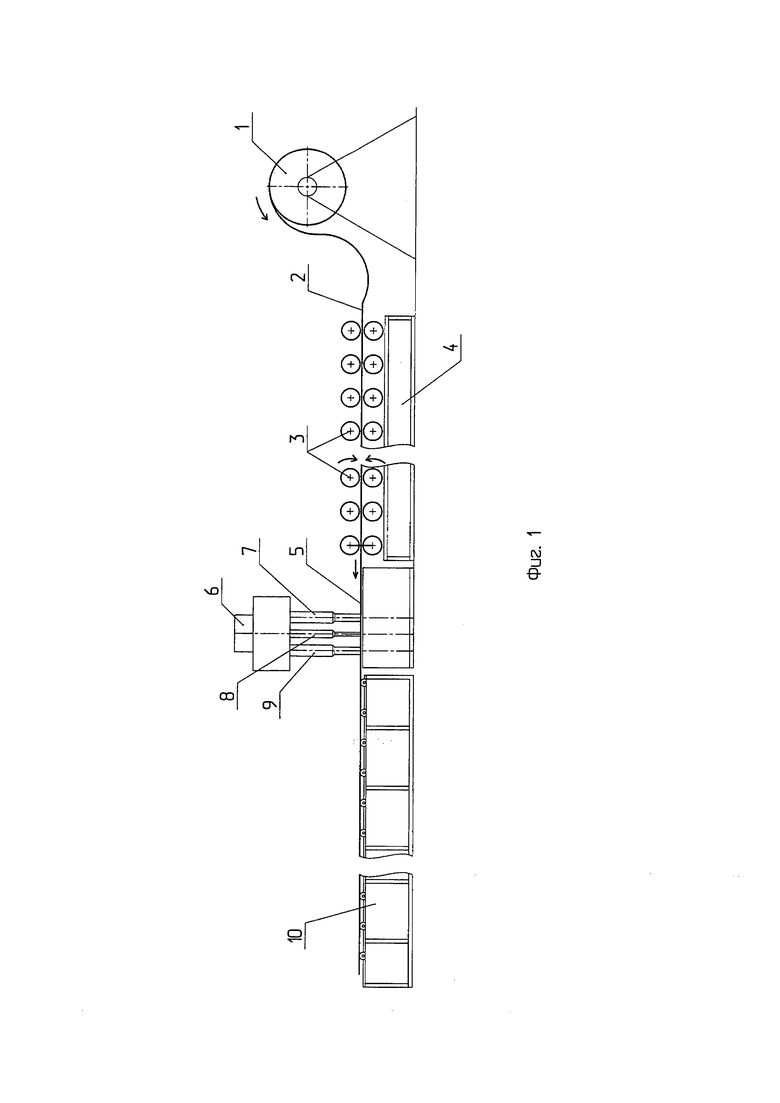
На фиг. 1 представлен профилегибочный стан с устройством пробивки - отрезки и приемным устройством.
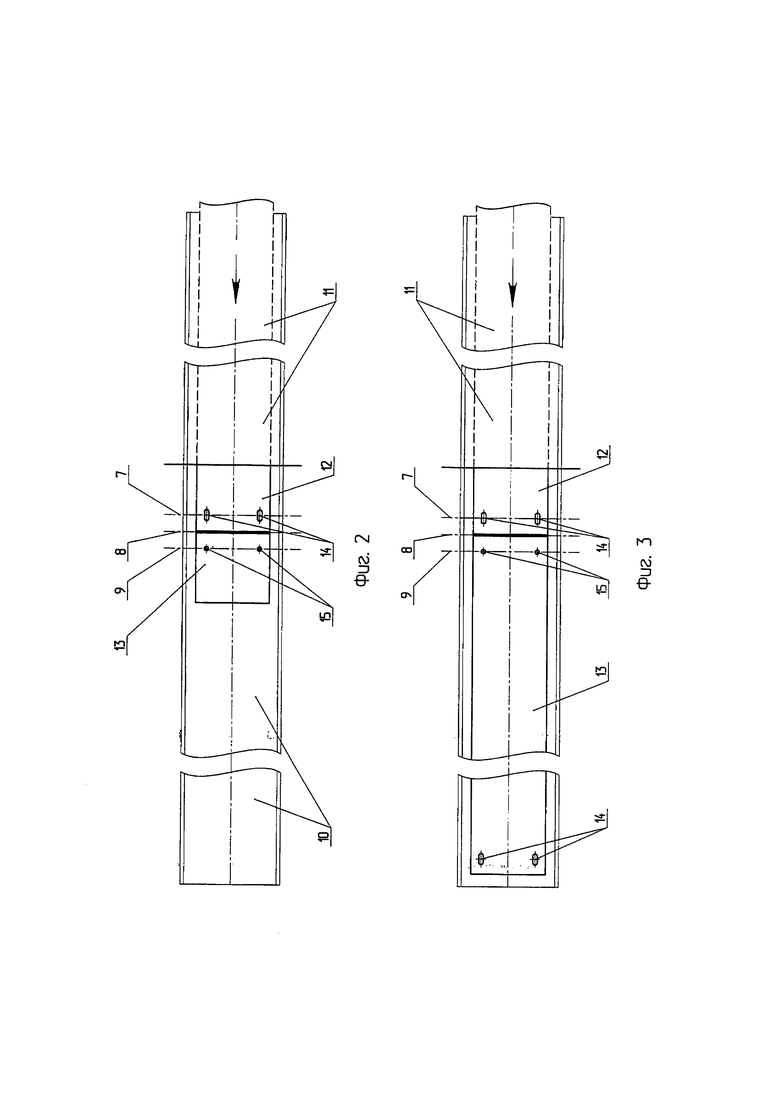
На фиг. 2 представлено расположение профилированной ленты и устройств в самом начале профилирования ленты из рулона.
На фиг. 3 представлено расположение профилированной ленты и устройств в рабочем режиме профилирования ленты.
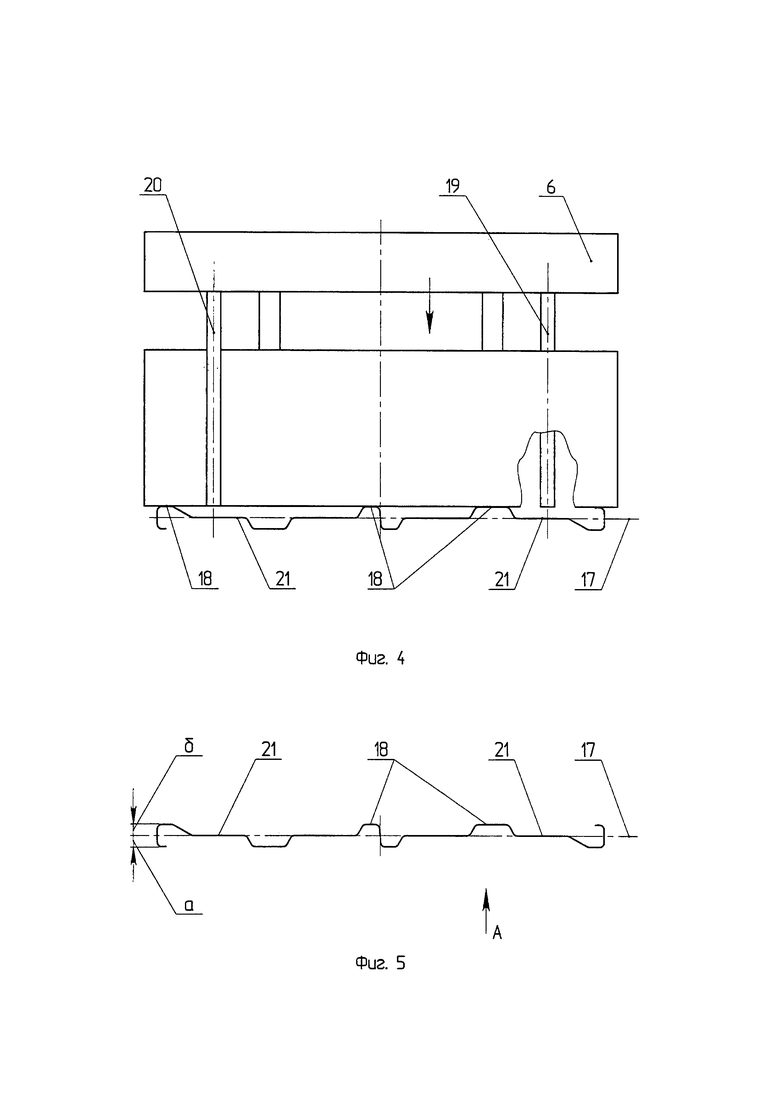
На фиг. 4 представлено расположение инструментов устройства пробивки - отрезки перед одновременным выполнением операций. Вид со стороны приемного устройства.
На фиг. 5 представлен профиль элемента осадительного электрода для электрофильтра.
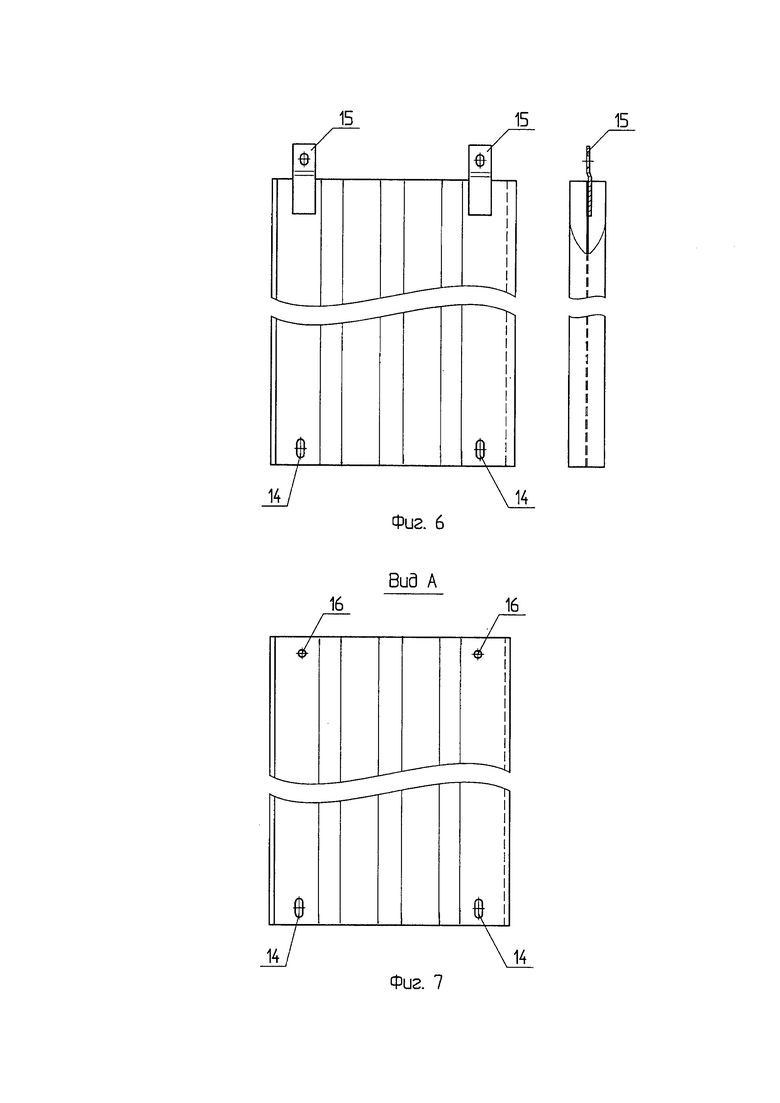
На фиг. 6 представлен полученный элемент (Вид А на фиг. 5) осадительного электрода, готовый для сборки в электрод с отверстиями для соединения с балкой встряхивания и с пластинами для подвешивания элементов к балке подвеса.
На фиг. 7 представлен получаемый элемент (Вид А на фиг. 5) осадительного электрода, готовый для сборки в электрод с отверстиями для соединения с балкой встряхивания и с отверстиями для подвешивания элементов к балке подвеса.
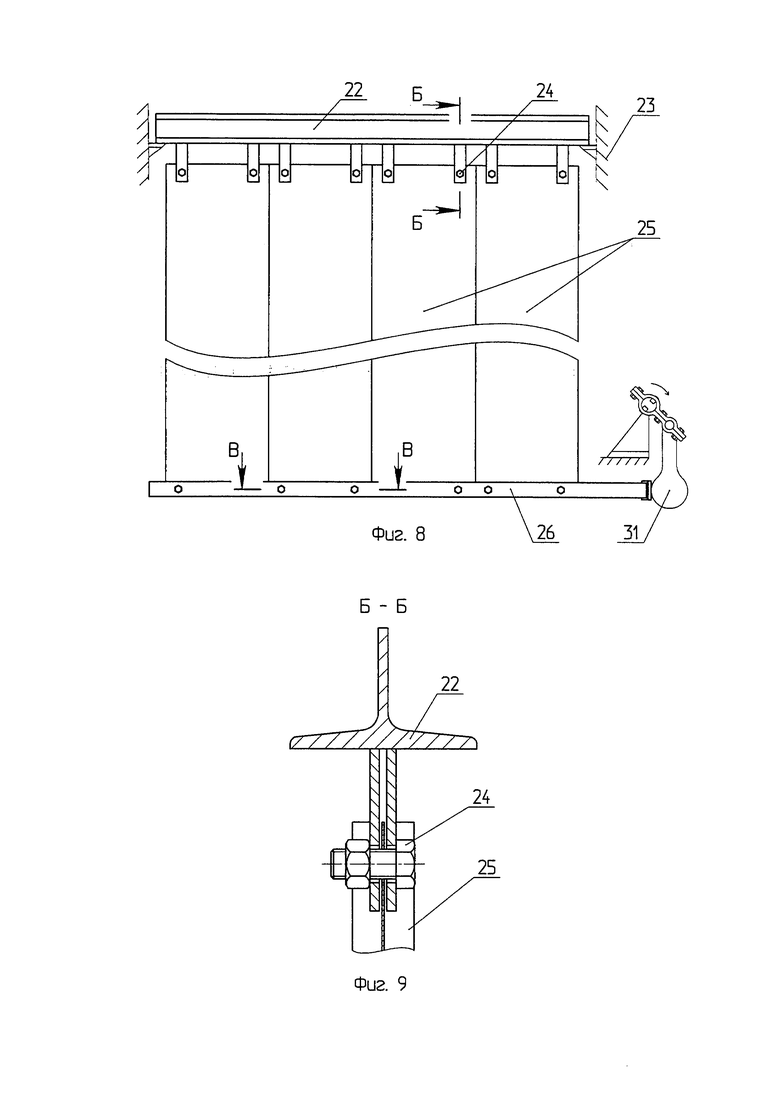
На фиг. 8 представлен осадительный электрод, собранный из элементов с отверстиями для соединения с балкой встряхивания и с отверстиями для подвешивания элементов к балке подвеса.
На фиг. 9 представлено сечение Б-Б на фиг. 8 по месту подвешивания к балке подвеса элемента с отверстиями для подвешивания.
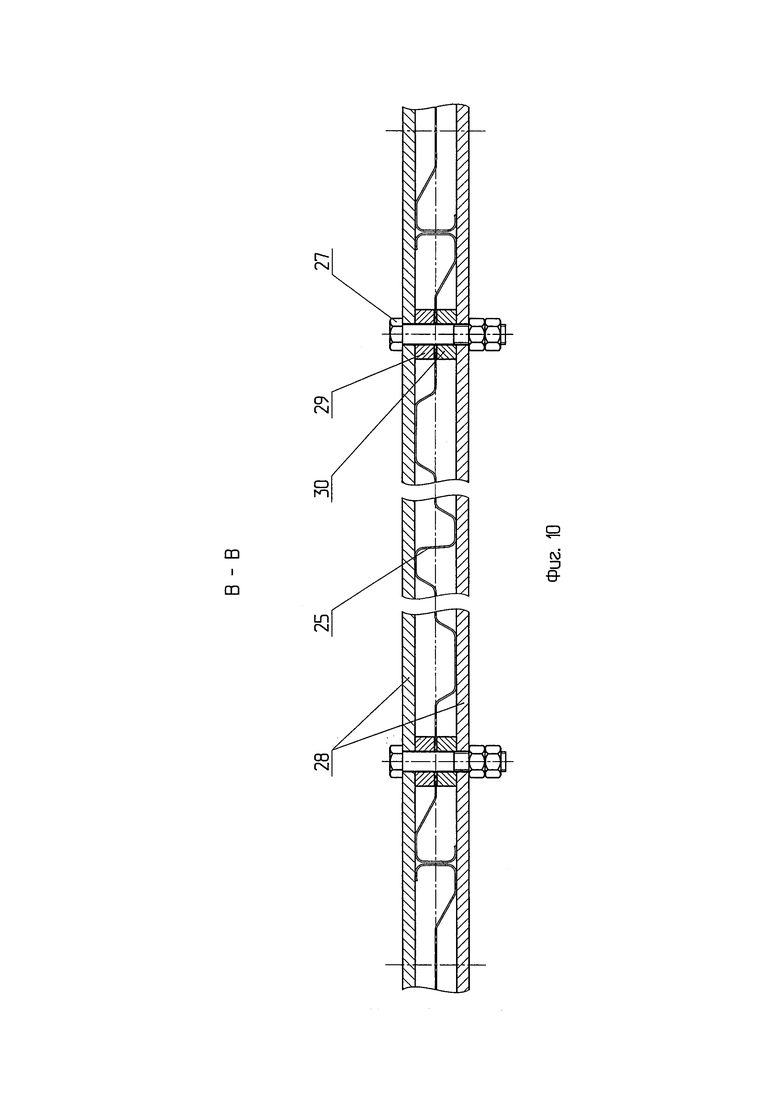
На фиг. 10 представлено сечение В-В на фиг. 8 по месту соединения с балкой встряхивания.
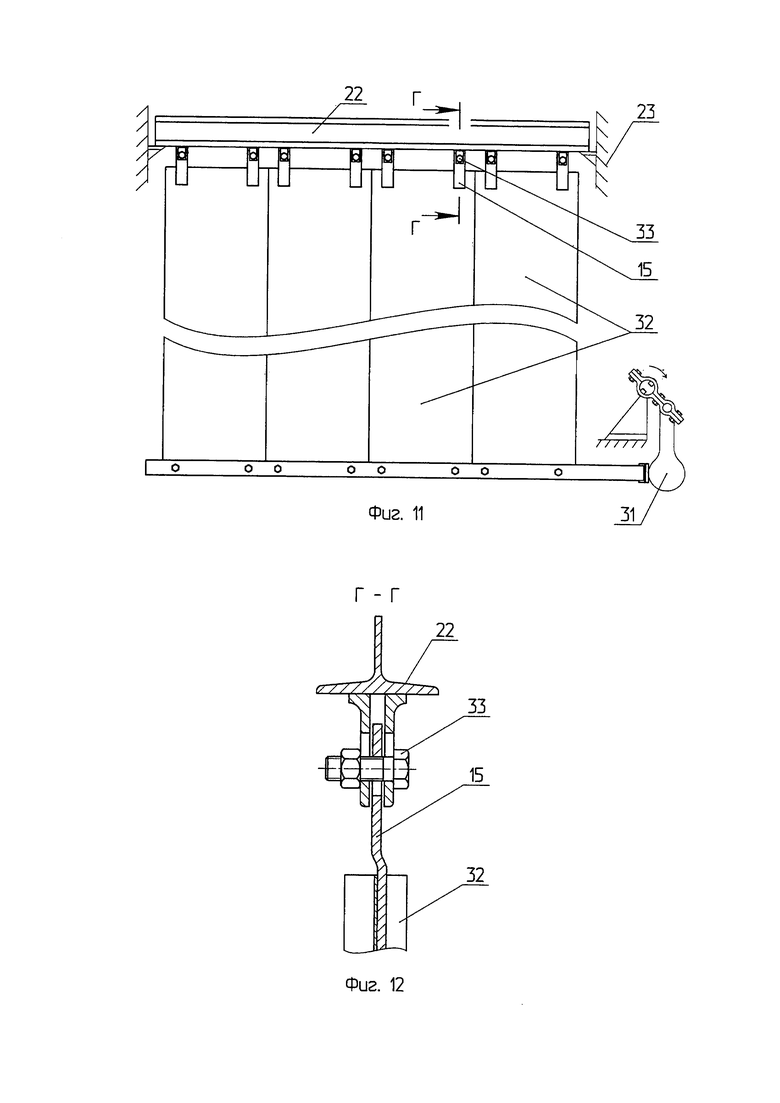
На фиг. 11 представлен осадительный электрод, собранный из элементов с отверстиями для соединения с балкой встряхивания и с пластинами для подвешивания элементов к балке подвеса.
На фиг. 12 представлено сечение Г-Г на фиг. 11 по месту подвешивания к балке подвеса элемента с пластинами для подвешивания элементов к балке подвеса.
Профилегибочный стан с устройством пробивки - отрезки и приемным устройством (фиг. 1) включает рулон 1 стальной ленты 2, которая профилируется в валках 3 профилегибочного стана 4. На выходе из стана 4 профилированная лента 5 проходит через устройство пробивки - отрезки 6, которое, по ходу ленты, состоит из устройства пробивки 7 отверстий для соединения с балкой встряхивания, отрезного устройства 8 и устройства пробивки 9 отверстий для подвешивания к балке подвеса, и далее поступает на приемное устройство 10. При достижении после устройства пробивки - отрезки профилированной лентой длины чуть превышающей расстояние от устройства отрезки до отверстий для подвешивания к балке подвеса, выполняют остановку стана и включают устройство пробивки - отрезки. При этом первый отрезанный край утилизируется. Далее, после пуска стана, профилированная лента с отверстиями для соединения с балкой встряхивания на переднем конце достигает размера элемента заданной длины, стан останавливается, передний конец фиксируется на выступах приемного устройства 10 посредством отверстий для соединения с балкой встряхивания и включают устройство пробивки - отрезки. Полученный элемент, имея отверстия для соединения с балкой встряхивания и для подвешивания к балке подвеса, готов к сборке в электрод. Описанная последовательность действий поясняется схемами расположения профилированной ленты и устройств, представленными на фиг. 2 и фиг. 3. На фиг. 2 стальная лента 2 после зоны профилирования 11 и в профилированном виде проходит через устройство пробивки 7, устройство отрезки 8, устройство пробивки 9 и поступает на приемное устройство 10. При остановке стана осуществляют пробивку на неотрезаемом крае профилированной ленты 12 отверстий 14 и на отрезаемом крае профилированной ленты 13 отверстий 15, и отрезание отрезаемого края ленты 13. На фиг. 3 представлено расположение профилированной ленты и устройств перед выполнением операций устройством пробивки - отрезки. Перед пробивкой - отрезкой передний конец отрезаемого края профилированной ленты отверстиями 14 фиксируется на выступах приемного устройства 10.
На фиг. 4 представлен момент расположения инструментов перед отрезкой и последующей пробивкой отверстий. Все инструменты в этот момент расположены на одной линии, параллельной оси профиля 17. При этом инструмент отрезки 16 начинает резать профиль с выступающих от оси профиля 17 частей 18, а инструмент пробивки отверстий 19 для соединения с балкой встряхивания и инструмент пробивки отверстий 20 для подвешивания к балке подвеса вступают процесс после того, как инструмент отрезки 16 достигнет оси профиля 17. Пробивку отверстий осуществляют на плоских участках профиля 21, совпадающих с осью 17.
Представленный способ изготовления элементов осадительных электродов для электрофильтра позволяет осуществлять изготовление известных профилей элементов (фиг. 5), у которых отношение отклонения от оси 17 начала загиба профиля его края «а» к отклонению от оси 17 конца загиба «в» от оси 17 профиля края элемента составляет от 0,5 до 1,45 по RU 2423200 и от 0,285 до 0,66 по RU 2377071.
На фиг. 6 представлен полученный элемент с отверстиями 14 для соединения с балкой встряхивания и с пластинами с отверстием 15 для подвешивания элементов к балке подвеса. При изготовлении таких элементов устройство пробивки отверстий для подвешивания к балке подвеса отсутствует.
Полученный элемент (фиг. 7), выполненный с отверстиями 14 для соединения с балкой встряхивания и с отверстиями 16 для подвешивания к балке подвеса, готов к сборке в электрод.
Порядок сборки электрода осадительного для электрофильтра из полученных элементов аналогичен порядку, описанному в источнике «Инструкция по монтажу электрофильтров типа УГ. М. «Информэнерго»,1978.». Согласно инструкции (п.7.3 и п. 8.2) сборку электродов из элементов осуществляют на монтажной площадке, вначале на ровной жесткой горизонтальной раме путем фиксации элементов с балками встряхивания и подвеса, а затем в вертикальном положении электрода на стенде накопителе производят окончательное выравнивание и закрепление элементов на балках встряхивания и подвеса.
Электрод осадительный в собранном виде (фиг. 8) состоит из балки подвеса 22, установленной в корпусе электрофильтра 23. К балке подвеса 22 подвешиваются на болтах 24 (фиг. 9) элементы 25 (фиг. 7) посредством отверстий 16. В нижней части электрода (фиг. 10) элементы 25 с помощью болтового соединения 27 жестко закрепляются к полосам 28 балки встряхивания 26 посредством промежуточных пластин с отверстиями 29 и 30. Для удаления пыли с электрода при работе электрофильтра используют молотковое устройство 31.
На фиг. 11 представлен электрод осадительный в собранном виде, отличающийся от электрода осадительного на фиг. 8 тем, что для сборки в электрод используются элементы 32 (фиг. 6), выполненные с пластинами с отверстием 15 для подвешивания к балке подвеса 22 (фиг. 12). Подвешивание осуществляют с помощью болта с гайкой 33. Для удаления пыли с электрода также применяется молотковое устройство 31.
Использование предлагаемого способа изготовления элементов осадительного электрода электрофильтра создает технический результат по повышению точности изготовления за счет последовательности действий при профилировании стальной ленты из рулона, заключающейся вначале в пробивке отверстий для соединения элементов с балкой встряхивания, а затем в отрезке элемента заданной длины и в пробивке отверстий для подвешивания элементов к балке подвеса. Все операции выполняются одновременно за один ход устройства пробивки - отрезки при условии осуществления операций со стороны устройств на профилированную ленту сначала выполняется операция пробивки отверстий для соединения с балкой встряхивания, потом отрезка от профилированной ленты элемента заданной длины и затем пробивка отверстий для подвешивания элемента к балке подвеса. Инструменты устройств перед пробивкой-отрезкой установлены на одной линии, параллельной оси профиля элемента.
Заявленное изобретение повышает производительность способа изготовления элементов за счет максимальной готовности элементов к сборке в электрод, уменьшаются производственные площади и затраты на изготовление единицы продукции, а повышение точности изготовления элементов позволяет обеспечить повышение эффективности работы электрофильтра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления элемента осадительного электрода электрофильтра | 2023 |
|
RU2810475C1 |
| Способ изготовления элемента осадительного электрода электрофильтра | 2019 |
|
RU2701305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРА | 2020 |
|
RU2729817C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2007 |
|
RU2377071C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2009 |
|
RU2423200C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| РОЛИКОГИБОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С-ОБРАЗНОГО ПРОФИЛЯ ДЛЯ СБОРНОЙ КАРКАСНОЙ КОНСТРУКЦИИ ИЗ РУЛОННОЙ СТАЛИ | 2014 |
|
RU2587701C2 |
| Устройство для изготовления гнутых профилей | 1982 |
|
SU1094643A1 |
Изобретение относится к электростатической очистке газов, в частности к изготовлению электродов электрофильтра. Способ включает прокатку стальной ленты из рулона путем ее профилирования в валках профилегибочного стана, отрезание от профилированной ленты элемента заданной длины, пробивку отверстий, предназначенных для соединения элемента осадительного электрода с балкой встряхивания с использованием устройства пробивки-отрезки. Сначала профилируют ленту, далее после ее выхода из профилегибочного стана и поступления в устройство пробивки-отрезки пробивают отверстия для соединения элементов осадительного электрода с балкой встряхивания, затем продолжают профилирование ленты с отверстиями для соединения с балкой встряхивания на переднем конце в размер элемента заданной длины и отрезают. Повышается точность изготовления элементов осадительного электрода для электрофильтра, что обеспечивает повышение эффективности работы электрофильтра при повышении производительности способа изготовления элементов осадительного электрода, снижаются трудозатраты и уменьшаются производственные площади под технологическое оборудование. 12 ил.
Способ изготовления элементов осадительного электрода для электрофильтра, включающий прокатку стальной ленты из рулона путем ее профилирования в валках профилегибочного стана, отрезание от профилированной ленты элемента заданной длины, пробивку отверстий, предназначенных для соединения элемента осадительного электрода с балкой встряхивания с использованием устройства пробивки-отрезки, отличающийся тем, что сначала профилируют ленту, далее после ее выхода из профилегибочного стана и поступления в устройство пробивки-отрезки пробивают отверстия для соединения элементов осадительного электрода с балкой встряхивания и отрезают кусок ленты, затем продолжают профилирование ленты с отверстиями для соединения с балкой встряхивания на переднем конце, которую отрезают в размер элемента заданной длины.
| Способ изготовления элемента осадительного электрода электрофильтра | 2019 |
|
RU2701305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2007 |
|
RU2377071C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2009 |
|
RU2423200C2 |
| JP 6047564 Y2, 07.12.1994 | |||
| СПОСОБ ВЫРАБОТКИ ХЛЕБОБУЛОЧНОГО ИЗДЕЛИЯ | 2010 |
|
RU2433596C1 |

