Изобретение относится к электрической очистке газов от пыли в различных отраслях промышленности.
Известен способ изготовления электродов электрофильтра, когда изготовление элементов осадительного электрода осуществляется с помощью прокатки в валках отрезков ленты заданной длины [1]. Но при этом точность изготовления недостаточна для эффективной работы электрофильтра при длинах электродов более 9-12 метров. Чтобы компенсировать этот недостаток, применяют накладки, фиксирующие электроды между собой по высоте. Но накладки ухудшают электрическую прочность промежутка между коронирующим и осадительным электродами, и степень очистки такого электрофильтра недостаточна.
Наиболее близким к предлагаемому способу по технической сущности, решаемой технической задачи и совокупности общих существенных признаков является способ, реализованный в устройстве, принятом за прототип [2].
Согласно прототипу повышается точность изготовления элементов осадительных электродов, когда на указанном выше устройстве прокатываются отрезки ленты, равные длине электрода (до 13,5 м). При длине свыше 13,5 метров опять требуются накладки, фиксирующие соседние электроды. Прокатка отрезков ленты, равных длине электрода, дает из-за упругой деформации расширенными начало и конец элемента осадительного электрода. Это ухудшает зацепление электродов, и они расходятся по высоте из плоскости. Кроме этого, высота загибов краевых частей электрода при сборке электродов в зацеп друг с другом получается выше выступов внутри электрода между краями. Все это снижает пробивные напряжения в электродной системе и соответственно степень очистки электрофильтра. Когда происходит расцепление элементов в осадительном электроде или осадительные электроды в сборе получаются разной толщины, то разрядные расстояния в электрофильтре уменьшаются и соответственно уменьшаются рабочие напряжения, что ведет к снижению эффективности работы электрофильтра.
Технической задачей заявленного изобретения и достигаемый при ее решении технический результат заключаются в повышении эффективности работы электрофильтра за счет высокой точности изготовления элементов осадительного электрода и исключении их выхода из зацепления при сборке в осадительный электрод.
Указанный технический результат достигается тем, что элементы осадительного электрода для электрофильтра включают прокатывание ленты, из которой профилируются элементы осадительного электрода, в профилирующих валках профилегибичного стана, при этом отрезание элементов осадительного электрода заданной длины производят после завершения их профилирования.
Кроме того, в частных случаях реализации способа:
- отрезание элементов осадительного электрода заданной длины происходит устройством отрезания, состоящим из подвижной и неподвижной частей, при этом, как минимум, в неподвижной части выполнена прорезь по профилю элемента осадительного электрода с загнутыми внутрь элемента осадительного электрода краями таким образом, что концы краев элемента осадительного электрода дополнительно загнуты к его плоскости с максимальными отклонениями от оси элемента осадительного электрода в начальной и конечной части загиба в диапазоне от 3,5 до 1,5;
- используют толщину прокатываемой ленты от 0,4 до 2 мм;
- используют прорезь в отрезающем устройстве шире сечения элемента электрода на 1-5 толщины прокатываемой ленты;
- перед неподвижной по ходу прокатываемой ленты частью устройства отрезания установлен ловитель профилированной ленты, имеющий прорезь переменного сечения.
Указанные признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Возможность осуществления способа, охарактеризованного приведенной выше совокупностью признаков, а также возможность реализации назначения изобретения может быть подтверждена описанием возможного устройства, выполненного в соответствии с изобретением, сущность работы которого поясняется графическими материалами.
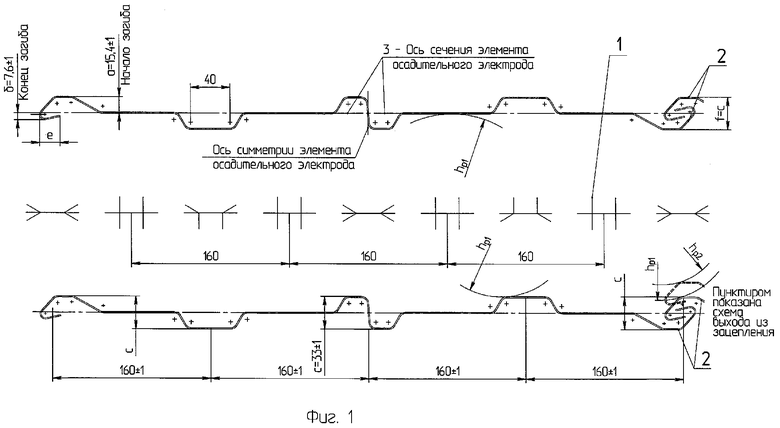
На фиг.1 изображен межэлектродный промежуток электродной системы предлагаемого электрофильтра, состоящий из элементов осадительного электрода 2 и элементов 1 коронирующего электрода. Ось сечения элемента осадительного электрода 3.
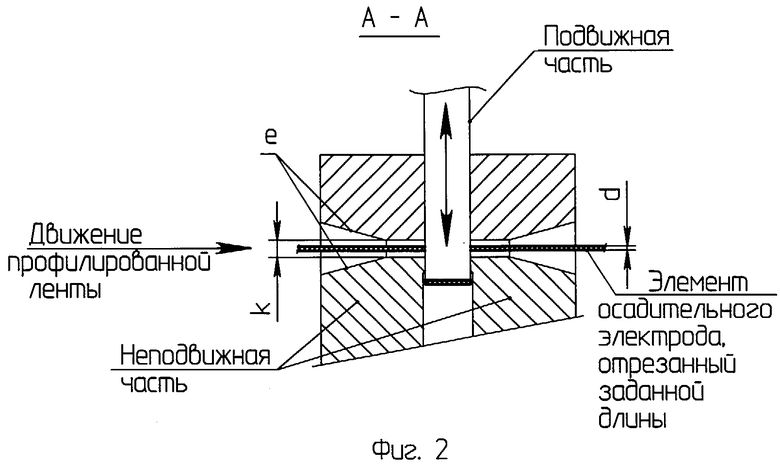
На фиг.2 изображена часть устройства отрезания с неподвижной и подвижной частями, ловитель профилированной ленты с переменным сечением, входящей профилированной лентой и выходящим элементом осадительного электрода, отрезанным заданной длины, где d - толщина ленты и сечения элемента электрода.
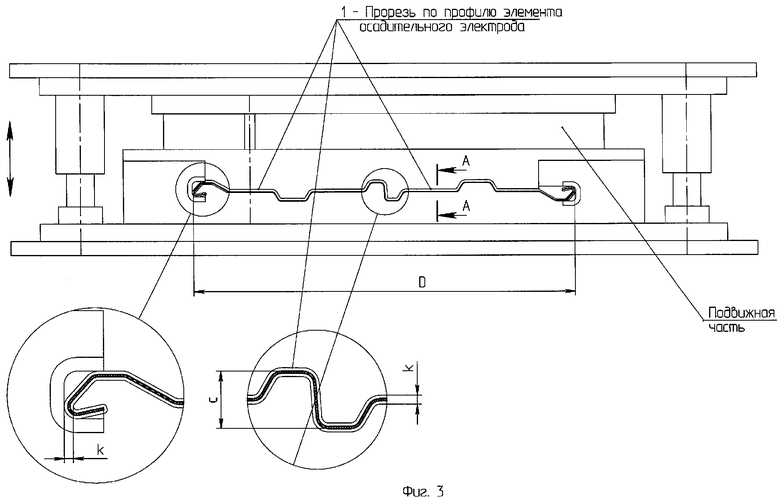
На фиг.3 изображено устройство отрезания профилированных элементов осадительного электрода с прорезью 1, выполненной по профилю элемента осадительного электрода, где D - ширина элемента осадительного электрода; С - толщина профиля элемента осадительного электрода и соответственно самого осадительного электрода; k - ширина прорези устройства отрезания.
Работает устройство следующим образом. Лента разматывается с рулона (на Фиг. не показано) и профилируется в профилирующих валках профилегибочного стана (на Фиг. не показано) и в спрофилированном (после завершения профилирования) виде через ловитель с переменным сечением е поступает в отрезное устройство (Фиг.2, 3), где производят отрезание элементов осадительного электрода заданной длины.
Технический результат повышения степени очистки электрофильтра достигается следующим образом. Электрофильтр включает корпус (на Фиг. не показан), внутри которого смонтированы коронирующие элементы 1 (Фиг.1) и элементы 2 осадительного электрода, который набирается из нескольких элементов, соединяющихся между собой в зацеп (см. Фиг.1). Если точность изготовления элементов осадительного электрода невысокая, например, меняется D (см. фиг.3) по длине элемента или отношение а/в выходит за указанный диапазон (см. Фиг.1), то может быть f≠с (см. Фиг.1). Толщина осадительного электрода f (см. Фиг.1) в результате сборки элементов осадительного электрода будет больше толщины профиля с (см. Фиг.1, 3) элемента осадительного электрода. Поэтому разрядное минимальное расстояние hp1 от коронирующего электрода 1 до элемента осадительного электрода 2 (см. Фиг.1) будет больше hp2 и, как следствие, снижаются рабочие напряжения на электрофильтре и соответственно степень очистки электрофильтра. Таким образом, при уменьшении разрядного расстояния в электрофильтре hp1>hp2, когда элементы осадительного электрода собраны в осадительный электрод, а затем в электродные системы (см. Фиг.1), электрофильтр работает хуже.
Предложенный способ изготовления элементов осадительных электродов повышает степень очистки электрофильтра за счет отрезания элементов осадительного электрода от профилированной ленты после завершения профилирования (см. Фиг.2). В этом случае ширина D (Фиг.3) элемента осадительного электрода постоянна по всей длине элемента осадительного электрода. Элементы осадительного электрода надежно собираются «взацеп» в осадительные
электроды и hp1=hp2 (см.Фиг.1). При обеспечении соотношения а/в (см. фиг.1) в диапазоне от 3,5 до 1,5, когда профиль загиба краев осадительного электрода выполняется с отклонением от оси сечения элемента осадительного электрода (см.Фиг.1), например, в начале загиба а=15,4±1 мм, а в конце загиба в=7,6±1 мм, элементы осадительного электрода собираются в осадительный электрод наилучшим образом, обеспечивая hp1=hp2. Увеличение отношения а/в>3,5 элементы осадительного электрода при сборке убираются друг в друга и начало загиба края а отклоняется от оси сечения осадительного элемента, также уменьшая разрядное расстояние hp>hp2, потому что будет f>c (см. фиг.1).
Когда отношение а/в<1,5, элементы осадительных электродов трудно или невозможно собрать «взацеп» в осадительный электрод из-за увеличения длины l конца дополнительного загиба (см.Фиг.1).
Следует при обеспечении диапазона отношений а/в от 3,5 до 1,5 учитывать ограничения а+в≤с и а<с/2 (см.Фиг.1). При этих ограничениях достигается hp1=hp2 и соответственно максимальная степень очистки электрофильтра.
Толщина ленты d (см.Фиг.2), из которой профилируют элементы, используется от 0,4 до 2 мм. Использование толщины ленты d<0,4 мм возможно только для коротких - до 4 м - элементов осадительного электрода. В более длинных элементах осадительного электрода жесткость будет недостаточной для сохранения формы осадительного электрода, особенно при его встряхивании, для удаления оседаемых частиц. Эти процессы снижают степень очистки электрофильтра. Влияние коррозии тоже будет очень существенным.
Использование толщины ленты d>2 мм (Фиг.2) ведет к неоправданному увеличению массы и стоимости элемента осадительного электрода. Увеличение массы требует более интенсивного встряхивания осадительных элементов, способствует повышенному пылеуносу и преждевременному разрушению элементов осадительного электрода, т.е. снижению степени очистки электрофильтра.
Использование прорези (фиг.3) в отрезающем устройстве шириной k менее толщины прокатываемой ленты d (фиг.2) при профилировании ленты толщиной, например, 1-1,2 мм очень трудоемко и неоправданно. Неоправданно потому, что достичь точности сборки элементов осадительного электрода в осадительные электроды и электродные системы (фиг.1) с точностью до 1-1,2 мм практически невозможно и получение точности ширины элемента осадительного электрода D (фиг.3) в 1 мм уже достаточно для высокого качества изготовления элементов осадительного электрода.
Использование прорези в отрезающем устройстве шире сечения элемента осадительного электрода на 5 толщин прокатываемой ленты, если толщина прокатываемой ленты, например, d=1-1,2 мм. Ухудшается качество сборки элементов осадительного электрода, когда D1=D+(5-6) мм. Элементы будут выходить из зацепления. Степень очистки электрофильтра будет снижаться.
Установка ловителя с прорезью переменного сечения е (фиг.2) перед неподвижной по ходу прокатываемой ленты частью устройства отрезания позволяет с максимальной точностью прокатывать и короткие, и сверхдлинные элементы осадительного электрода, например, более 15 метров. Вставить в прорезь устройства отрезания ленту, прокатываемую из нового рулона при обеспечении точности профилирования D+1 мм (Фиг.3) или еще точнее, без такого устройства практически невозможно.
Литература
1. Фильтры индустриальные газоочистные. /Под ред. В.К.Севрюкова, Б.С.Федорова, Ярославль: Русь, 2000 г., стр.30-31, третий абзац снизу стр.30.
2. А.С. №1136865, кл. B21D/06. Бюл. №4 30.01.85.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления элемента осадительного электрода электрофильтра | 2019 |
|
RU2701305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2009 |
|
RU2423200C2 |
| Способ изготовления элемента осадительного электрода электрофильтра | 2023 |
|
RU2810475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ОСАДИТЕЛЬНОГО ЭЛЕКТРОДА ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2020 |
|
RU2743551C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРА | 2020 |
|
RU2729817C1 |
| Осадительный электрод электрофильтра | 1991 |
|
SU1820877A3 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Осадительный электрод электрофильтра | 1990 |
|
SU1733101A1 |
| КОРОНИРУЮЩИЙ ЭЛЕКТРОД ЭЛЕКТРОФИЛЬТРА | 2018 |
|
RU2680550C1 |
| ЭЛЕКТРОД КОРОНИРУЮЩИЙ ДЛЯ ЭЛЕКТРОФИЛЬТРОВ | 2019 |
|
RU2699767C1 |
Изобретение относится к электрической очистке газов от пыли в различных отраслях промышленности. Способ заключается в прокатывании ленты, из которой профилируются элементы осадительного электрода, в профилирующих валках профилегибочного стана. После завершения профилирования элементов осадительного электрода производят отрезание элементов заданной длины устройством отрезания, которое состоит из подвижной и неподвижной частей. В неподвижной части выполнена прорезь по профилю элемента осадительного электрода таким образом, что концы краев элемента осадительного электрода дополнительно загнуты к его плоскости при обеспечении отношения отклонений от оси элемента осадительного электрода в начальной и конечной части загиба в диапазоне от 3,5 до 1,5. Перед первой неподвижной по ходу прокатываемой ленты частью устройства отрезания установлен ловитель профилированной ленты, имеющий прорезь переменного сечения. Технический результат заключается в повышении эффективности работы электрофильтра за счет высокой точности изготовления элементов осадительного электрода, при которой исключена вероятность выхода элементов из зацепления при сборке в осадительный электрод. 3 з.п. ф-лы, 3 ил.
1. Способ изготовления элементов осадительного электрода для электрофильтра, включающий прокатывание ленты, из которой профилируются элементы осадительного электрода, в профилирующих валках профилегибочного стана, отличающийся тем, что после завершения профилирования элементов осадительного электрода производят отрезание элементов заданной длины устройством отрезания, которое состоит из подвижной и неподвижной частей, при этом как минимум в неподвижной части выполнена прорезь по профилю элемента осадительного электрода таким образом, что концы краев элемента осадительного электрода дополнительно загнуты к его плоскости при обеспечении отношения отклонений от оси элемента осадительного электрода в начальной и конечной частях загиба в диапазоне от 3,5 до 1,5.
2. Способ по п.1, отличающийся тем, что используют толщину прокатываемой ленты 0,4÷2 мм.
3. Способ по п.1, отличающийся тем, что используют прорезь в отрезающем устройстве шире сечения элемента электрода на 1-5 толщин прокатываемой ленты.
4. Способ по п.1, отличающийся тем, что перед первой неподвижной по ходу прокатываемой ленты частью устройства отрезания установлен ловитель профилированной ленты, имеющий прорезь переменного сечения.
| Способ изготовления гнутых профилей с краевыми элементами замкового типа | 1982 |
|
SU1136865A1 |
| Профилегибочный агрегат | 1984 |
|
SU1162521A1 |
| Плоский осадительный электрод электрофильтра | 1981 |
|
SU1017385A1 |
| US 4666475 А, 19.05.1987 | |||
| US 3803809 А, 16.04.1974 | |||
| GB 1005632 А, 22.09.1965. | |||

