Изобретение относится к электрической очистке газов от пыли в различных отраслях промышленности.
Известен способ изготовления электродов электрофильтра, когда изготовление элементов осадительного электрода осуществляется с помощью прокатки в валках отрезков ленты заданной длины [Л.1]. Но при этом точность изготовления недостаточна для эффективной работы электрофильтра при длинах электродов более 9-12 метров. Чтобы компенсировать этот недостаток, применяют накладки, фиксирующие электроды между собой по высоте. Но накладки ухудшают электрическую прочность промежутка между коронирующим и осадительным электродами, и степень очистки такого электрофильтра недостаточна.
Наиболее близким к предполагаемому способу по технической сущности, решаемой технической задачи и совокупности общих существенных признаков является способ, реализованный в устройстве, принятом за прототип [Л.2].
Согласно прототипу повышается точность изготовления элементов осадительных электродов, когда на указанном выше устройстве прокатываются отрезки ленты, равные длине электрода (до 13,5 м). При длине свыше 9 метров требуются накладки, фиксирующие соседние электроды. Прокатка отрезков ленты, равных длине электрода, делает из-за упругой деформации металла расширенными начало и конец элемента осадительного электрода. Это ухудшает зацепление электродов, и они расходятся по высоте из плоскости. Это снижает пробивные напряжения в электродной системе и, соответственно, степень очистки газов электрофильтром. Когда осадительные электроды в сборе получаются разной толщины, то разрядные расстояния в электрофильтре уменьшаются и, соответственно, уменьшаются рабочие напряжения, что ведет к снижению эффективности работы электрофильтра.
Техническая задача заявленного изобретения и достигаемый при ее решении технический результат заключаются в повышении эффективности работы электрофильтра за счет высокой точности изготовления элементов осадительного электрода.
Указанный технический результат достигается тем, что после завершения профилирования элементов осадительных электродов производят отрезание элементов заданной длины устройством отрезания, которое состоит из подвижной и неподвижной частей, при этом как минимум в неподвижных частях выполнена прорезь по профилю элемента осадительного электрода таким образом, что концы краев элемента осадительного электрода дополнительно загнуты к его плоскости при обеспечении отношения отклонения от оси элемента осадительного электрода в начальной и конечной стадиях загиба в диапазоне от 0,5 до 1,45.
Указанные признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Возможность осуществления способа, охарактеризованного приведенной выше совокупностью признаков, а также возможность реализации назначения изобретения может быть подтверждена графическим материалом.
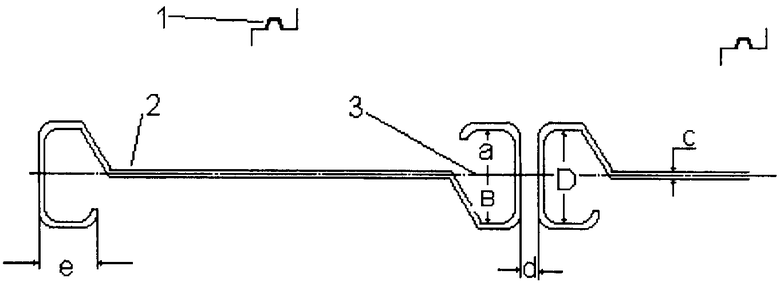
На чертеже изображен межэлектродный промежуток электродной системы предлагаемого электрофильтра, состоящий из элементов осадительного электрода 2 и элементов 1 коронирующего электрода. Ось сечения элемента осадительного электрода 3.
Элементы осадительного электрода 2 (см. чертеж,) изготовлены из металлической ленты путем профилирования в валках (не показано) и в спрофилированном (после завершения профилирования) виде поступают в отрезное устройство, выполненное по профилю элемента осадительного электрода 2 (см. чертеж), где производят отрезание элементов осадительного электрода 2 заданной длины с контролем параметров D - ширины элемента осадительного электрода 2, а - отклонение от оси 3 элемента осадительного электрода 2 в начальной стадии загиба края, в - отклонение от оси 3 элемента осадительного электрода 2 в конечной стадии загиба края, с - толщина элемента осадительного электрода 2 (см. чертеж). Конец края е элемента осадительного электрода 2 дополнительно загнут внутрь к плоскости элемента осадительного электрода 2, чтобы исключить влияние края на снижение пробивных напряжений в промежутках между элементами 1 коронирующего электрода и элементами осадительного электрода 2, чтобы напряжение на электрофильтре было выше и, соответственно, выше степень очистки.
При малой величине толщины профиля осадительного элемента D жесткость осадительного электрода снижается, однако при этом возрастает величина пробивного напряжения по причине увеличения расстояния между коронирующим и осадительным электродами и увеличивается степень очистки газов. Однако уменьшение толщины профиля осадительного элемента менее 20 мм нецелесообразно из-за чрезмерного снижения жесткости электрода, так как это будет приводить к расцентровке электродной системы и снижению степени очистки газов.
С другой стороны, при увеличении толщины профиля осадительного элемента более 50 мм жесткость элемента будет очень высокой, однако при этом уменьшится расстояние между коронирующими и осадительными элементами. Это повлечет снижение пробивных напряжений и степени очистки газов. Поэтому величина профиля осадительных элементов ограничена размерами 20…50 мм, а отношение отклонения от оси осадительного электрода начала и конца загибов - диапазоном 0,5…1,45.
Предложенный способ изготовления осадительных электродов повышает степень очистки электрофильтра за счет отрезания элементов осадительного электрода 2 от профилированной ленты после завершения профилирования. В этом случае ширина D элемента осадительного электрода 2 постоянна по всей длине элемента осадительного электрода 2.
При раздвигании элементов в электроде происходит увеличение площади осаждения электрофильтра, что повышает степень очистки газов. Кроме того, открытый проем d между элементами осадительного электрода 2 способствует уменьшению вторичного уноса пыли при ее отряхивании.
Настоящее изобретение промышленно применимо, так как его изготовление не требует специальной оснастки и новой технологии.
Описанный в данном примере и изображенный в графическом материале способ не является единственно возможным для достижения вышеуказанного технического результата и не исключает других вариантов его реализации, содержащих совокупность признаков, включенных в независимый пункт формулы изобретения.
Литература
1. Фильтры индустриальные газоочистные. Под ред. В.К.Севрюкова, Б.С.Федорова, Ярославль, «Русь» 2000 г., стр.30-31, третий абзац снизу стр.30.
2. А.С. №1136865, кл. В21 D/06. Бюл. №4 30.01.85.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2007 |
|
RU2377071C2 |
| Способ изготовления элемента осадительного электрода электрофильтра | 2023 |
|
RU2810475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРА | 2020 |
|
RU2729817C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ОСАДИТЕЛЬНОГО ЭЛЕКТРОДА ДЛЯ ЭЛЕКТРОФИЛЬТРА | 2020 |
|
RU2743551C1 |
| Способ изготовления элемента осадительного электрода электрофильтра | 2019 |
|
RU2701305C1 |
| ЭЛЕКТРОФИЛЬТР | 2017 |
|
RU2655691C1 |
| ЭЛЕКТРОФИЛЬТР С САМОЦЕНТРИРУЮЩИМИСЯ КОРОНИРУЮЩИМИ ЭЛЕМЕНТАМИ | 2010 |
|
RU2448778C1 |
| КОРОНИРУЮЩИЙ ЭЛЕКТРОД ЭЛЕКТРОФИЛЬТРА | 2018 |
|
RU2680550C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРОВ | 1998 |
|
RU2131301C1 |
| ЭЛЕКТРОФИЛЬТР | 2005 |
|
RU2312711C2 |
Изобретение относится к изготовлению осадительных электродов для электрофильтров, применяемых при электрической очистке газов от пыли. Изготавливают элементы осадительного электрода путем профилирования ленты в профилирующих валках профилегибочного стана и последующего отрезания от профилированной ленты элемента заданной длины. Профиль краев упомянутых элементов выполнен с отклоненным от оси элемента загибом, имеющим начало и конец. Отношение отклонения от оси элемента начала загиба профиля его края к отклонению от упомянутой оси конца загиба составляет от 0,5 до 1,45. Полученные элементы собирают в осадительный электрод. В результате обеспечивается повышение точности полученного электрода и, следовательно, повышение эффективности работы электрофильтра. 1 ил.
Способ изготовления осадительных электродов для электрофильтра, включающий изготовление путем профилирования в профилирующих валках профилегибочного стана элементов осадительного электрода, профиль краев которых выполнен с отклоненным от оси элемента загибом, имеющим начало и конец, и сборку упомянутых элементов в осадительный электрод, отличающийся тем, что изготовление элементов осадительного электрода осуществляют путем профилирования ленты и отрезания после завершения профилирования от профилированной ленты элемента заданной длины, при этом отношение отклонения от оси элемента осадительного электрода начала загиба профиля его края к отклонению от упомянутой оси конца загиба профиля края составляет от 0,5 до 1,45.
| Способ изготовления гнутых профилей с краевыми элементами замкового типа | 1982 |
|
SU1136865A1 |
| Способ изготовления гнутых профилей | 1981 |
|
SU1009560A1 |
| RU 208880001 C1, 20.05.1997 | |||
| US 4666475 A, 19.05.1987. | |||

