Изобретение относится к конструкции кузова рельсового транспортного средства и к способу её изготовления.
Для изготовления кузова рельсового транспортного средства, такого как ходовая часть или вагон, для оптимизации веса используют соединение элементов, изготовленных из разных металлических материалов. В частности, пол может быть изготовлен из алюминия, а другие детали, такие как опорные балки пола, могут быть изготовлены из стали. Для обеспечения прочности и долговечности конструкции различные элементы предпочтительно соединяют между собой посредством сварки. Однако сварка стальных элементов с алюминиевыми требует соблюдения особых предосторожностей, поскольку данные материалы плохо свариваются между собой и имеют тенденцию к образованию электрохимической коррозии при взаимодействии друг с другом.
В документе FR 2630698 A1 описано транспортное средство с кузовом, конструкция которого имеет два пола, образованных плитами экструдированного алюминия, и поверхности, состоящие из вертикальных стоек и стальных ребер жесткости, на которые опираются указанные два пола. Также имеются композитные элементы, позволяющие прикреплять пол к поверхностям. Каждый из указанных композитных элементов имеет алюминиевую часть, приваренную к одному из полов, и стальную часть, приваренную к одной из указанных стальных поверхностей.
Известно, что для изготовления композитных элементов прикрепление алюминиевой детали к стальной детали осуществляют посредством крепежных элементов (болтов, заклепок и т.п.), или посредством сварки взрывом, которая может быть сложной и дорогостоящей. Кроме того, из-за подобных особенностей изготовления указанную сварку взрывом обычно осуществляют заблаговременно, отдельно от других этапов сборки конструкции. При этом также следует отметить необходимость сварки композитного элемента с полом, посредством сварки алюминия с алюминием, и поверхностей, посредством сварки стали со сталью. В результате, для сборки алюминиевого пола со стальными поверхностями требуется использование трех разных технологий сварки.
Задачей изобретения является устранение указанных недостатков и создание нового кузова, изготовление которого по сравнению с известными проще и дешевле с сохранением не меньшей прочности и долговечности.
Поставленная задача решается в конструкции кузова рельсового транспортного средства, содержащей:
раму, включающую в себя по меньшей мере один несущий элемент, изготовленный преимущественно из легированной стали, и
по меньшей мере один конструктивный элемент, изготовленный преимущественно из алюминиевого сплава и содержащий по меньшей мере одну плиту, имеющую по меньшей мере одну продольную кромку и первую поверхность, ограниченную указанной продольной кромкой.
Согласно изобретению конструкция кузова дополнительно содержит по меньшей мере одну продольную стальную планку, выполненную за одно целое с несущим элементом и неподвижно прикрепленную к первой поверхности посредством сварки трением с перемешиванием.
В результате конструктивный элемент прикрепляется к несущему элементу посредством минимального количества промежуточных деталей и сварных швов. Сварка трением с перемешиванием, которая является новейшей и эффективной технологией, описанной, например, в EP2844415, предпочтительно может использоваться непосредственно при изготовлении конструкции кузова согласно изобретению. Фактически сварка трением с перемешиванием может осуществляться путем прижатия вращающегося инструмента к свободной поверхности продольной планки, при этом свободная поверхность расположена противоположно поверхности, на которую опирается первая поверхность. Таким образом, сварка трением с перемешиванием осуществляется за счет теплопроводности через продольную металлическую планку для крепления последней к конструктивному элементу, находящемуся снизу. Получаемая в итоге конструкция кузова оказывается особенно прочной, долговечной и недорогой.
Изобретение может обладать следующими особенностями, которые могут использоваться по-отдельности или в комбинации:
- на части первой поверхности, отходящей от продольной кромки, выполнена продольная плоская площадка, при этом продольная планка жестко прикреплена к плоскому конструктивному элементу с образованием продольного пятна контакта;
- конструкция кузова может содержать две плиты, при этом первая плита имеет вторую поверхность, противоположную первой поверхности, а вторая плита параллельна первой плите, причем конструктивный элемент содержит продольную перемычку, соединяющую первую и вторую плиты и выступающую от бокового участка второй поверхности, проходящего от продольной кромки относительно продольной планки;
- выполненная за одно целое с несущим элементом продольная планка является его частью;
- продольная планка имеет продольную наружную кромку, посредством которой она приварена к опорному элементу;
- продольная планка имеет утолщенный участок, отходящий от продольной наружной кромки;
- продольная планка имеет скошенную продольную внутреннюю кромку, а конструкция кузова содержит уплотнительную прокладку, прижатую к продольной внутренней кромке;
- несущий элемент образует балку, а конструктивный элемент образует пол.
Объектом изобретения также является способ изготовления вышеуказанной конструкции кузова, включающий в себя этап, на котором прикрепляют продольную планку к первой поверхности посредством сварки трением с перемешиванием через продольную планку путем прикладывания вращающегося инструмента к свободной поверхности продольной планки, при этом свободная поверхность расположена противоположно опорной поверхности продольной планки относительно первой поверхности.
Предпочтительно инструмент для сварки трением с перемешиванием прикладывают к свободной поверхности, обращенной к первой поверхности, за пределами продольной кромки.
Изобретение поясняется чертежами.
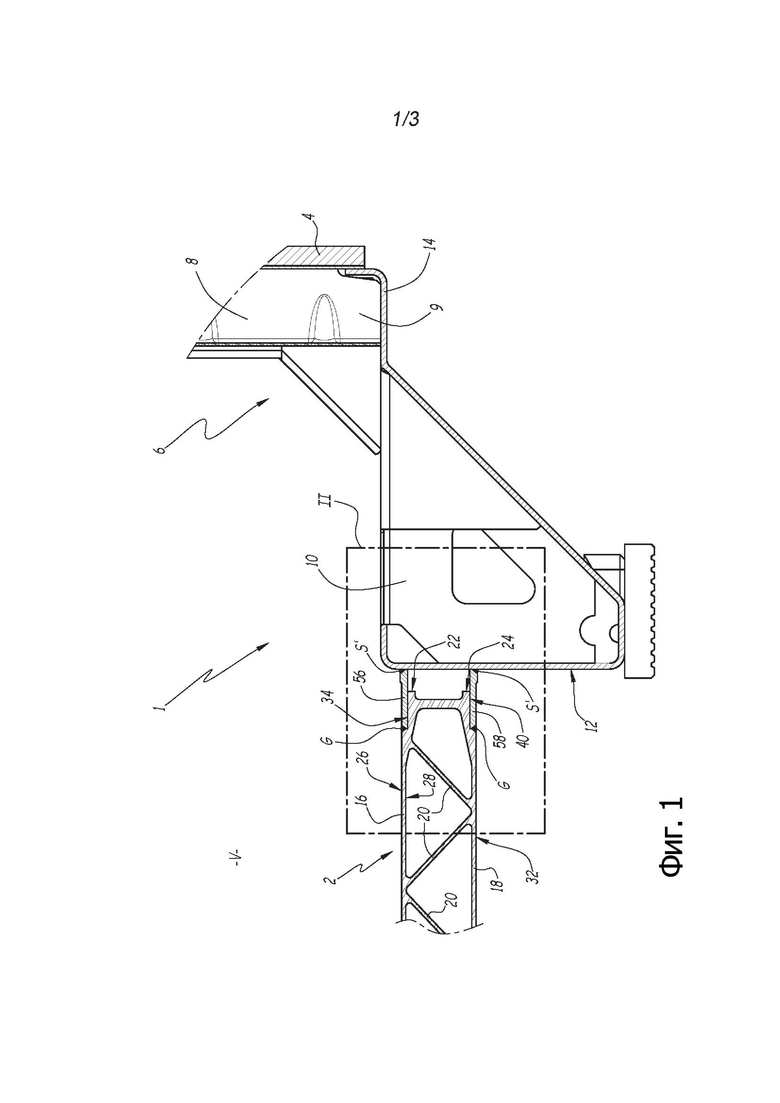
На фиг. 1 показана конструкция кузова согласно первому варианту осуществления изобретения, вид в разрезе;
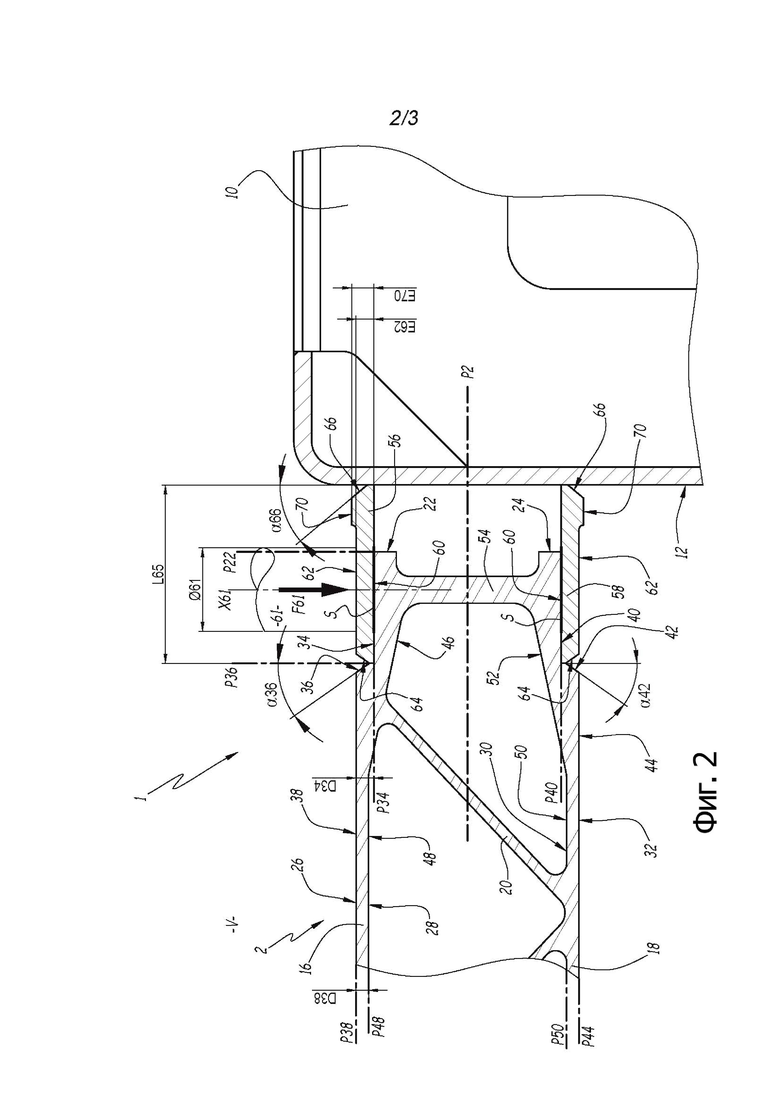
на фиг. 2 показан фрагмент II на фиг. 1, вид в увеличенном масштабе;
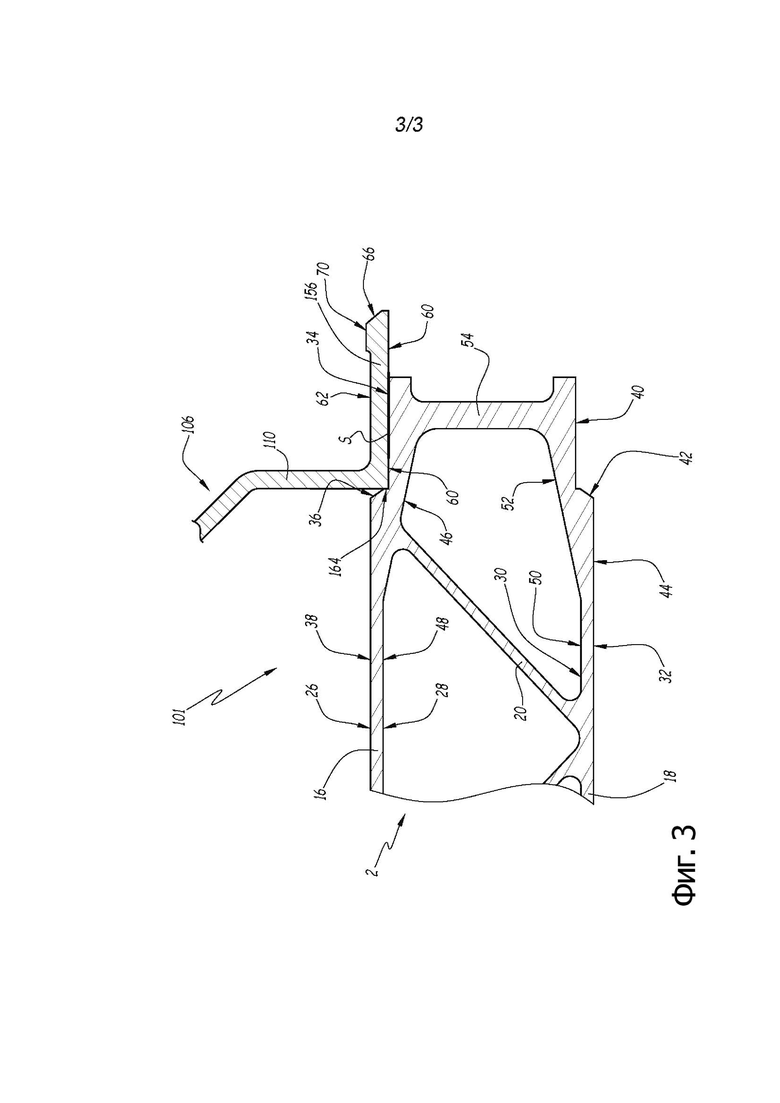
на фиг. 3 показана конструкция кузова согласно второму варианту осуществления изобретения, вид в разрезе.
В дальнейшем описании плоскость разреза на фиг. 1 - 3 будет называться «поперечной плоскостью», так что термины «продольный» и «длина» обозначают перпендикулярное или по меньшей мере пересекающееся направление относительно указанной поперечной плоскости. Однако термины «верхний» и «верх» относятся на фиг. 1 - 3 к поперечному направлению вверх, а термины «нижний» и «низ» обозначают противоположное поперечное направление. Наконец, термины «горизонтальный» и «вертикальный» обозначают, соответственно, горизонтальное и вертикальное направления при нормальных условиях эксплуатации транспортного средства, когда последнее установлено на рельсы, при этом на фигурах горизонтальное направление показано горизонтальным, а вертикальное направление - вертикальным.
Показанная на фиг. 1 и 2 конструкция 1 относится к кузову рельсового транспортного средства, вагонного, тягового или локомотивного типа, являющегося, например, частью поезда.
Термин «кузов» относится к верхней части транспортного средства, опирающейся на тележки. Кузов предназначен для размещения в нем людей или грузов, перевозимых транспортным средством или с помощью тягового устройства, например, локомотива. Обычно кузов содержит по меньшей мере один горизонтальный пол 2 и боковые стенки 4 (на фиг. 1 частично показана только одна), поднимающиеся от пола 2 и ограничивающие внутренний объем V кузова. В качестве альтернативы, могут иметься несколько полов, образующих уровни внутри кузова. Предпочтительно кузов имеет крышу или укрытие (не показано), замыкающее объем V сверху, и снабжен внутренними и наружными элементами обшивки (также не показаны). Таким образом, пол 2, боковые стенки 4 и крыша образуют конструктивные элементы кузова 1.
Конструкция 1 также содержит раму 6, образованную в основном набором несущих элементов в виде балок и стоек. Предпочтительно большинство несущих элементов изготовлены в основном или полностью из стали или легированных сталей для придания раме 6 определенной механической прочности, соответствующей условиям эксплуатации транспортного средства. В большинстве случаев это означает, что свыше 50% вес. каждого несущего элемента изготовлено из стали или легированной стали. Предпочтительно по меньшей мере большинство несущих элементов представляют собой металлические профили. Несущие элементы соединены между собой сваркой, заклепками, болтовыми соединениями или любыми другими подходящими средствами. Таким образом, рама 6 представляет собой жесткий каркас, являющийся, в частности, опорой для конструктивных элементов, включая пол 2 и боковые стенки 4.
Несущие элементы для боковых стенок 4 кузова преимущественно образуют два продольных ряда вертикальных стоек 8.
Рама 6 также включает в себя по меньшей мере две балки 10 (на фиг. 1 и 2 показана только одна из них), каждая из которых образует продольный брус рамы 6. Каждая из балок 10 соединяет вертикальные стойки 8 одного из продольных рядов между собой посредством сварки балки с вертикальными стойками 8. Каждая из балок 10 преимущественно, а предпочтительно - полностью, изготовлена из стали или легированной стали. Каждая из балок 10 предпочтительно образована профилированием, т.е. является деталью, полученной путем экструдирования материала, или образованной за счет жесткого соединения профилированных элементов. Балки 10 расположены на одинаковой высоте между двумя рядами вертикальных стоек 8 и образуют несущие элементы для пола 2 и конструкции 1.
В частности, каждая из балок 10 имеет крепежную поверхность 12, которая является плоской и ориентирована в продольной плоскости, параллельной стенкам 4. Каждая из крепежных поверхностей 12 обращена внутрь кузова, так что две крепежные поверхности 12 обращены друг к другу.
Предпочтительно каждая из балок 10 имеет часть 14, спрофилированную для приема нижнего конца 9 вертикальной стойки 8, расположенной напротив крепежной поверхности 12.
Пол 2 имеет профиль, преимущественно или даже полностью изготовленный из алюминия или алюминиевого сплава для его максимально простого изготовления, и состоит из небольшого числа элементов. Термин «преимущественно» означает, что не менее 90 весовых % пола 2 изготовлено из алюминия или алюминиевого сплава.
Пол 2 имеет первую верхнюю горизонтальную плиту 16 и расположенную параллельно ей и на расстоянии от нее вторую нижнюю плиту 18. Плита 16 имеет противоположные верхнюю 26 и нижнюю 28 поверхности, а плита 18 - противоположные верхнюю 30 и нижнюю 32 поверхности. Плита 16, в частности, ее поверхности 26 и 28 оканчивается сбоку двумя продольными относительно крепежной поверхности 12 кромками 22 (на фиг. 1 и 2 показана только одна), при этом каждая кромка образует вертикальную поверхность, проходящую в продольной плоскости, а между этими поверхностями проходит тело плиты 16. Аналогично, плита 18, в частности ее поверхности 30 и 32, оканчивается сбоку двумя продольными кромками 24, поверхности которых проходят в той же плоскости, что и соответствующие продольные грани 22 плиты 16.
На верхней поверхности 26 образованы две продольные плоские площадки 34, каждая из которых проходит от одной из кромок 22 до продольного скоса 36 на верхней поверхности 26 первой верхней плиты 16. В примере, показанном на фиг. 2, скос 36 образует угол α36, величина которого составляет примерно 35°. Угол α36 измерен относительно плоскости, параллельной поверхности кромки 22. Верхняя поверхность 26 также имеет по существу плоскую центральную часть 38, ограниченную двумя скосами 36. Аналогично, на нижней поверхности 32 второй нижней плиты 18 образованы две продольные плоские площадки 40, каждая из которых проходит от одной из кромок 24 до продольного скоса 42 на нижней поверхности 32. Как показано на фиг. 2, скос 42 образует угол α42, величина которого равна величине угла α36, при этом угол α42 измерен относительно вертикальной плоскости, параллельной поверхности кромки 24. На нижней поверхности 32 также имеется, по существу, плоская центральная часть 44, ограниченная двумя скосами 42.
Нижняя поверхность 28 первой верхней плиты 16 имеет центральную часть 48 и два боковых участка 46, проходящих с обеих сторон от центральной части 48 в сторону продольных кромок 22. Каждый боковой участок 46, расположенный с противоположной стороны от соответствующей плоской площадки 34, в направлении от кромки 22 выходит за пределы этой плоской площадки 34. Центральная часть 48 лежит в промежуточной плоскости Р48, расположенной между верхней плоскостью Р38, определяемой центральной частью 38 верхней поверхности 26, и плоскостью Р34 плоской площадки, определяемой продольной плоской площадкой 34. Другими словами, глубина плоской площадки 34 больше толщины центральной зоны, ограниченной центральными частями 38 и 48 поверхностей 26 и 28 плиты 16, что позволяет оптимизировать массу пола 2, обеспечивая при этом его высокую механическую прочность. В примере по фиг. 1 и 2 расстояние D38 по вертикали между плоскостями Р38 и Р48 составляет 2,8 мм, а расстояние D34 по вертикали между плоскостями Р38 и Р34 составляет 4 мм.
Верхняя поверхность 30 имеет центральную часть 50 и два боковых участка 52, проходящих с обеих сторон от центральной части 50 в сторону продольных кромок 24. Каждый боковой участок 52, расположенный с противоположной стороны от соответствующей плоской площадки 40, в направлении от кромки 24 выходит за пределы этой плоской площадки 40. Центральная часть 50 находится в промежуточной плоскости Р50, расположенной между нижней плоскостью Р44, определяемой центральной частью 44 нижней поверхности 32, и плоскостью Р40 плоской площадки, определяемой продольной плоской площадкой 40. Другими словами, глубина плоской площадки 40 больше толщины центральной зоны, ограниченной центральными частями 44 и 50 поверхностей 30 и 32 плиты 18, что позволяет оптимизировать массу пола 2, обеспечивая при этом его высокую механическую прочность.
Пол 2 содержит две продольные перемычки 54, расположенные рядом с продольными кромками 22 и 24 (на фиг. 1 и 2 показана только одна). Каждая из продольных перемычек 54 соединяет между собой плиты 16 и 18. В частности, каждая продольная перемычка 54 проходит в плоскости, перпендикулярной плоскостям P34 и P40 плоских площадок и выступает от бокового участка 46 нижней поверхности 28 до бокового участка 52, обращенного к верхней поверхности 30. Таким образом, каждая из продольных перемычек 54 проходит в промежуточном положении между вертикальной плоскостью Р36, определяемой основанием скосов 36, и вертикальной плоскостью Р22, определяемой кромками 22 и 24. Перемычки 54 выполнены за одно целое с плитами 16 и 18.
Для увеличения жесткости пола 2 нижняя поверхность 28 известным образом соединена с верхней поверхностью 30 раскосом 20, который выполнен за одно целое с плитами 16 и 18. Раскос 20 расположен между двумя продольными перемычками 54. В качестве альтернативы, раскос пола 2 может отсутствовать, а вместо него могут использоваться другие средства увеличения жесткости, или такие средства могут отсутствовать.
Следует понимать, что крайний участок пола 2, включая плоские площадки 34 и 40, перемычку 54, кромки 22 и 24, симметричен относительно плоскости Р2 симметрии, равноудаленной от плит 16 и 18.
Пол 2 соединен с балками 10 посредством четырех продольных планок из легированной стали (на фиг. 1 и 2 показаны две планки 56 и 58). Две продольные планки 56 жестко прикреплены к плоским площадкам 34, а две продольные планки 58 жестко прикреплены к плоским площадкам 40. Каждая планка 56 и 58 имеет опорную поверхность 60, которая опирается в плоские площадки 34 или 40 и противоположную свободную поверхность 62. Каждая планка 56 и 58 поперечно ограничена продольной внутренней кромкой 64 и продольной наружной кромкой 66, которыми оканчиваются поверхности 60 и 62. Опорная поверхность 60 каждой планки 56 или 58 закрывает плоскую площадку 34 или 40 так, чтобы внутренняя кромка 64 контактировала со скосами 36 или 42, соответственно. Каждая планка 56, 58 выступает за пределы соответствующей кромки 22, 24, чтобы участок каждой планки 56 и 58 выступал за пределы пола 2 и за пределы плоскости Р22.
Каждая планка 56 и 58 прикреплена к полу 2 своей опорной поверхностью 60, которая является опорной и приварена к плоским площадкам 34 или 40 посредством сварки S трением с перемешиванием. Для выполнения сварки S трением с перемешиванием вращающийся инструмент 61 вращают относительно свободной поверхности 62 соответствующей продольной планки 56 или 58 для её нагрева трением с перемешиванием так, чтобы выделяющаяся за счет трения теплота передавалась полу 2 через соответствующие планки 56 или 58 у соответствующих продольных плоских площадок 34 или 40, в результате чего происходит сварка легированной стали планки 56 или 58 с алюминиевым сплавом пола 2. На практике инструмент 61 прижимают к планке 56 или 58 с определенным усилием F61, которое направлено вдоль оси X61 инструмента 61 перпендикулярно соответствующей плоской площадке 34 или 40, когда этот инструмент 61 соприкасается с планкой 56 или 58. Инструмент 61 вращают вокруг оси X61. Инструмент 61 перемещают вдоль планки 56 или 58, вращая вокруг оси X61, и прижимают с усилием F61 для формирования непрерывных, или прерывающихся швов S. Наличие перемычки 54 позволяет полу 2 выдерживать усилия, возникающие во время указанной сварки S трением с перемешиванием. Перемычка 54 расположена противоположно каждой планке 56 и 58, т.е. находится снизу, с другой стороны соответствующей плиты 16 или 18, увеличивая прочность на изгиб указанной плиты 16 или 18. Таким образом, для осуществления сварки S инструмент 61 располагают вертикально над перемычкой 54, т.е. по оси последней. Другими словами, ось X61 выровнена со средней плоскостью перемычки 54, как показано на фиг. 2.
Конец инструмента 61, предназначенный для прижатия к планке 56 или 58, имеет цилиндрическую форму с кольцевым основанием вокруг оси X61. Диаметр Ø61 этого конца делают достаточно большим, чтобы поверхность контакта между инструментом 61 и планкой 56 или 58 выходила за пределы кромки 22 или 24 плоской площадки 34 или 40. При этом сварка S трением с перемешиванием доходит по меньшей мере до соответствующей кромки 22 или 24 или даже выходит за их пределы для обеспечения герметичности сварного шва S на опорной поверхности 60. Другими словами, во время сварки S инструмент 61 пересекается плоскостью Р22. В примере по фиг. 2 ширина L65 планок 56 и 58, измеренная между кромками 64 и 66 параллельно опорной поверхности 60, составляет 40 мм; диаметр Ø61 составляет, например, от 10 до 25 мм; а инструмент выступает за кромку 22 на 1-2 мм.
Планки 56 и 58 выполнены достаточно тонкими для упрощения передачи тепла полу 2 во время сварки трением с перемешиванием. В примере по фиг. 2 толщина Е62 планки, измеренная между свободной поверхностью 62 и опорной поверхностью 60, составляет 4 мм. На практике толщина Е62 равна расстоянию D34, чтобы поверхность 62 была копланарна центральному участку 38 верхней поверхности 26.
Каждая продольная наружная кромка 66 скошена, обеспечивая возможность приема шва S′ при сварке стали со сталью для закрепления соответствующих планок 56 и 58 на крепежной поверхности 12. Скос кромки 66 выполнен со стороны свободной поверхности 62 и расположен под углом α66 в 40° относительно плоскости, перпендикулярной опорной поверхности 60. Каждой продольная планка 56 и 58 имеет утолщенный участок 70, выступающий от свободной поверхности 62 и проходящий от скошенной продольной наружной кромки 66. Наличие такого утолщенного участка 70 повышает прочность и долговечность сварки стали со сталью. В примере по фиг. 2 толщина E70 планок 56 и 58, измеренная между утолщенным участком 70 свободной поверхности 62 и опорной поверхностью 60, составляет 5 мм.
Скос продольной наружной кромки 66 под сварной шов S′ находится на достаточном расстоянии от продольной кромки 22, а, следовательно, и от сварного шва S, что исключает нежелательный нагрев, который может негативно повлиять на механическую прочность сварного шва S, и в, частности, для исключения любой вероятности его расслоения. Указанное расстояние обеспечивает прочность и долговечность сварного шва S. Для лучшей наглядности сварной шов S′ показан лишь на фиг. 1.
В качестве альтернативы, планки 56, 58 можно прикреплять к поверхности 12 без использования сварки посредством любых других подходящих средств, например, заклепок. В этом случае форму балок 10 необходимо изменить для размещения заклепок.
Каждая продольная внутренняя кромка 64 также скошена для образования V-образной канавки со смежным скосом 36 или 42. Наклон скоса 64 равен наклону смежных скосов 36 или 42. Образуемая V-образная канавка заполняется уплотнительной прокладкой G, которая (в целях упрощения чертежа) показана лишь на фиг. 1 в виде наполнителя, обеспечивающего герметизацию сварки S трением с перемешиванием.
В качестве альтернативы, пол 2, также как балка 10 и опорный элемент 110, могут изготавливаться не экструдированием, а другим способом.
В качестве альтернативы, только одна из планок 56 или 58 прикрепляется к полу 2 посредством сварки S трением с перемешиванием, другие планки прикрепляются посредством другого подходящего способа, например, клепки.
На фиг. 3 показан второй вариант выполнения конструкция 101 кузова.
Конструкция 101 кузова аналогична конструкции кузова 1 по фиг. 1 и 2, поэтому в дальнейшем будут описаны различия между вторым вариантом выполнения по фиг. 3 и первым вариантом выполнения по фиг. 1 и 2. В частности, параметры и элементы, рассмотренные выше согласно первому варианту выполнения и встречающиеся во втором варианте выполнения, обозначены на фиг. 3 теми же позициями, что и на фиг. 1 и 2.
Конструкция 101 кузова по фиг. 3 содержит пол 2, идентичный описанному выше, продольную планку 156 и раму 106, которые отличаются от рассмотренных выше планок 56, 58 и рамы 6 тем, что продольная планка 156 выполнена за одно целое с несущим элементом 110 рамы 6 и, следовательно, является частью несущего элемента 110. В результате пол 2 непосредственно прикреплен к несущему элементу 110 посредством сварки S трением с перемешиванием, а несущий элемент 110 имеет участок в форме продольной планки 156.
Продольная планка 156 имеет свободную поверхность 62 с утолщенным участком 70, наружной кромкой 66 и опорной поверхностью 60, которые аналогичны показанным фиг. 1 и 2 соответствующим элементам по первому варианту выполнения, поэтому сварка S трением с перемешиванием планки 156 с полом 2 может выполняться аналогично тому, как осуществляется крепление балки 56 к полу 2 по первому варианту выполнения.
Наружная кромка 66 необязательно приваривается или прикрепляется к опорному элементу рамы 106 из легированной стали (не показан).
От продольной кромки 164 свободной поверхности 62, расположенной противоположно наружной кромке 66, продольная планка 156 переходит в несущий элемент 110, который поднимается вверх от указанной свободной поверхности.
В качестве альтернативы, пол 2 может быть заменен любыми конструктивным элементами конструкции 1 из алюминиевого сплава, а балка 10 и несущий элемент 110 могут быть заменены любыми несущими элементами конструкции корпуса из легированной стали. Например, элемент из алюминиевого сплава может быть крышей, являющейся частью конструкции 1, либо промежуточным полом, образующим промежуточный настил при многоуровневой конструкции пола.
Кроме того, несущий элемент из легированной стали может быть выполнен в виде крыши, пола или настила. В качестве альтернативы, конструктивный элемент может быть прикреплен к несущему элементу посредством единственной планки 56 или 58 и единственного соединения сварки S трением с перемешиванием.
Рассмотренные выше различные варианты осуществления изобретения могут использоваться в комбинации для получения новых вариантов выполнения конструкции кузова.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОЙКА ПОВОРОТНАЯ ОПОРНО-ПОВОРОТНОГО УСТРОЙСТВА КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2213043C2 |
| НАПРАВЛЯЮЩАЯ ПЛАНКА ДЛЯ ХОДОВОЙ НАПРАВЛЯЮЩЕЙ ЭСКАЛАТОРА ИЛИ ТРАВОЛАТОРА | 2013 |
|
RU2634753C2 |
| КОЛОСНИК ХОЛОДИЛЬНИКА | 2012 |
|
RU2558352C2 |
| СПОСОБ МОНТАЖА ВЕНТИЛИРУЕМОЙ ОБЛИЦОВКИ ЗДАНИЙ И КОНСТРУКЦИЯ ОГРАЖДЕНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2005 |
|
RU2307906C2 |
| МОБИЛЬНЫЙ КУЗОВ-КОНТЕЙНЕР ПЕРЕМЕННОГО ОБЪЁМА, ОПОРНОЕ УСТРОЙСТВО ТРАНСФОРМИРУЕМОГО ОТСЕКА МОБИЛЬНОГО КУЗОВА-КОНТЕЙНЕРА И УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ПАНЕЛЕЙ ТРАНСФОРМИРУЕМОГО ОТСЕКА МОБИЛЬНОГО КУЗОВА-КОНТЕЙНЕРА | 2002 |
|
RU2229569C1 |
| Индукционно-нагревательное устройство | 1990 |
|
SU1712102A1 |
| УСТРОЙСТВО ДЛЯ ВЫКОПКИ ЛАКРИЧНОГО КОРНЯ | 1998 |
|
RU2129356C1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2230699C2 |
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |
| СМЕСИТЕЛЬ ДЛЯ ВЯЗКИХ МАТЕРИАЛОВ | 2007 |
|
RU2454274C2 |
Изобретение относится к конструкции кузова рельсового транспортного средства. Конструкция (1) кузова содержит раму с по меньшей мере одним несущим элементом (10), изготовленным преимущественно из легированной стали, и по меньшей мере одним конструктивным элементом (2), изготовленным преимущественно из алюминиевого сплава и содержащим по меньшей мере одну плиту (16, 18), имеющую по меньшей мере одну продольную кромку (22, 24) и первую поверхность (26, 32), ограниченную указанной продольной кромкой. При этом конструкция (1) кузова дополнительно содержит по меньшей мере одну продольную стальную планку (56, 58; 156), выполненную за одно целое с несущим элементом (10) и неподвижно прикрепленную к первой поверхности (26, 32) посредством сварки (S) трением с перемешиванием. Способ изготовления конструкции (1) кузова включает этап прикрепления продольной планки (56, 58; 156) к первой поверхности (26, 32) сваркой (S) трением с перемешиванием через продольную планку путем прикладывания вращающегося инструмента (61) к свободной поверхности (62) продольной планки. Изобретение упрощает конструкцию с сохранением прочности и долговечности. 2 н. и 8 з.п. ф-лы, 3 ил.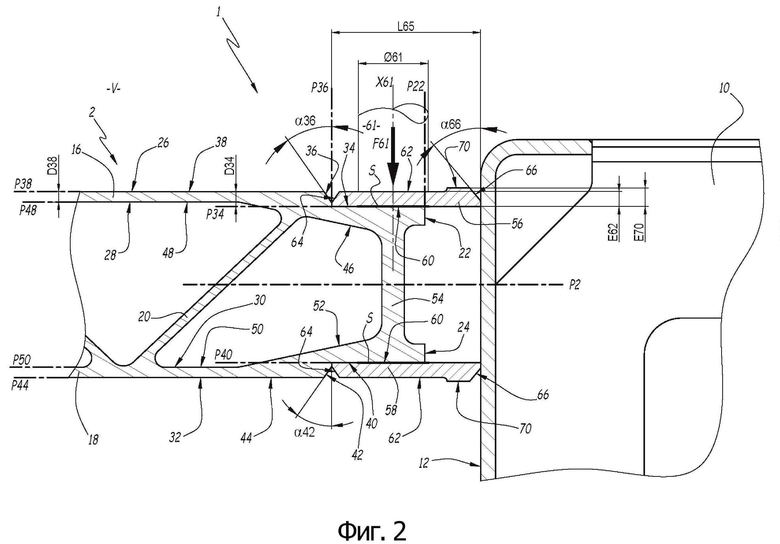
1. Конструкция (1, 101) кузова рельсового транспортного средства, содержащая
раму (6, 106), включающую в себя по меньшей мере один несущий элемент (10, 110), изготовленный преимущественно из легированной стали, и
по меньшей мере один конструктивный элемент (2), изготовленный преимущественно из алюминиевого сплава и содержащий по меньшей мере одну плиту (16, 18), имеющую по меньшей мере одну продольную кромку (22, 24) и первую поверхность (26, 32), ограниченную указанной продольной кромкой,
отличающаяся тем, что дополнительно содержит по меньшей мере одну продольную стальную планку (56, 58, 156), выполненную за одно целое с несущим элементом (10, 110) и неподвижно прикрепленную к первой поверхности (26, 32) посредством сварки (S) трением с перемешиванием.
2. Конструкция кузова по п. 1, отличающаяся тем, что на части первой поверхности (26, 32), отходящей от продольной кромки (22, 24), выполнена продольная плоская площадка (34, 40), при этом продольная планка (56, 58, 156) жестко прикреплена к плоскому конструктивному элементу (2) с образованием продольного пятна контакта.
3. Конструкция кузова по любому из пп. 1 или 2, отличающаяся тем, что содержит две плиты (16, 18), при этом первая плита (16) имеет вторую поверхность (28, 30), противоположную первой поверхности (26, 32), а вторая плита (18) параллельна первой плите, причем конструктивный элемент (2) содержит продольную перемычку (54), соединяющую первую и вторую плиты и выступающую от бокового участка (46, 52) второй поверхности (28, 30), проходящего от продольной кромки (22, 24) относительно продольной планки (56, 58, 156).
4. Конструкция кузова по любому из пп. 1 или 2, отличающаяся тем, что выполненная за одно целое с несущим элементом (110) продольная планка (156) является его частью.
5. Конструкция кузова по любому из пп. 1 или 2, отличающаяся тем, что продольная планка (56, 58, 156) имеет продольную наружную кромку (66), посредством которой она приварена к опорному элементу (10, 110).
6. Конструкция кузова по п. 5, отличающаяся тем, что продольная планка (56, 58, 156) имеет утолщенный участок (70), отходящий от продольной наружной кромки (66).
7. Конструкция кузова по любому из пп. 1 или 2, отличающаяся тем, что продольная планка (56, 58, 156) имеет скошенную продольную внутреннюю кромку (64), а конструкция кузова содержит уплотнительную прокладку, прижатую к продольной внутренней кромке.
8. Конструкция кузова по любому из пп. 1 или 2, отличающаяся тем, что несущий элемент (10) образует балку, а конструктивный элемент (2) образует пол.
9. Способ изготовления конструкции (1, 101) кузова по любому из пп. 1 или 2, включающий в себя этап, на котором прикрепляют продольную планку (56, 58, 156) к первой поверхности (26, 32) посредством сварки (S) трением с перемешиванием через продольную планку путем прикладывания вращающегося инструмента (61) к свободной поверхности (62) продольной планки, при этом свободная поверхность расположена противоположно опорной поверхности (60) продольной планки относительно первой поверхности (26, 32).
10. Способ по п. 9, в котором инструмент (61) для сварки трением с перемешиванием прикладывают к свободной поверхности (62), обращенной к первой поверхности (26, 32), за пределами продольной кромки (22, 24).
| КАТАЛИЗАТОР И СПОСОБ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2630698C2 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| JP 2003275876 A, 30.09.2003 | |||
| Способ изготовления комбинированных анодов | 1970 |
|
SU392828A1 |
| DE 3309736 A1, 27.09.1984 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| JP 3070735 B2, 31.07.2000 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| 0 |
|
SU158610A1 | |

