Изобретение относится к сварке, а именно к конструкции устройства для сборки и контактной точечной сварки кузовов легковых автомобилей,
Целью изобретения является повьш1е- ние произнодительности путем сокращения межоперадионного времени.
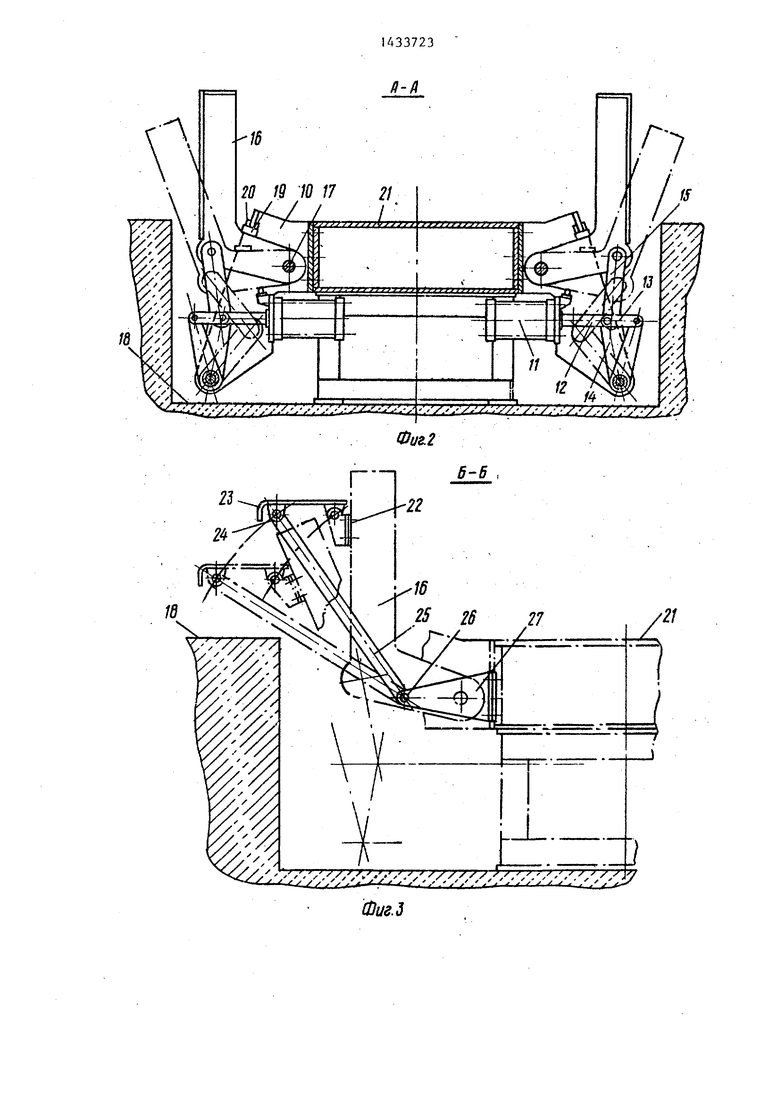
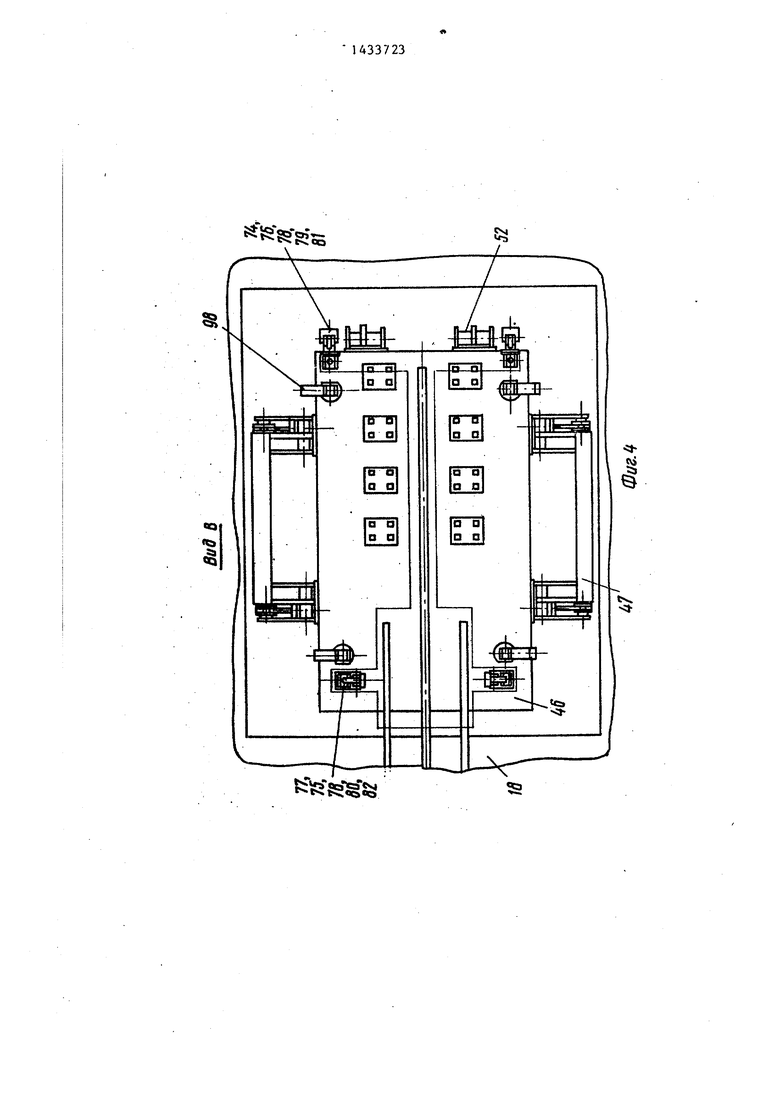
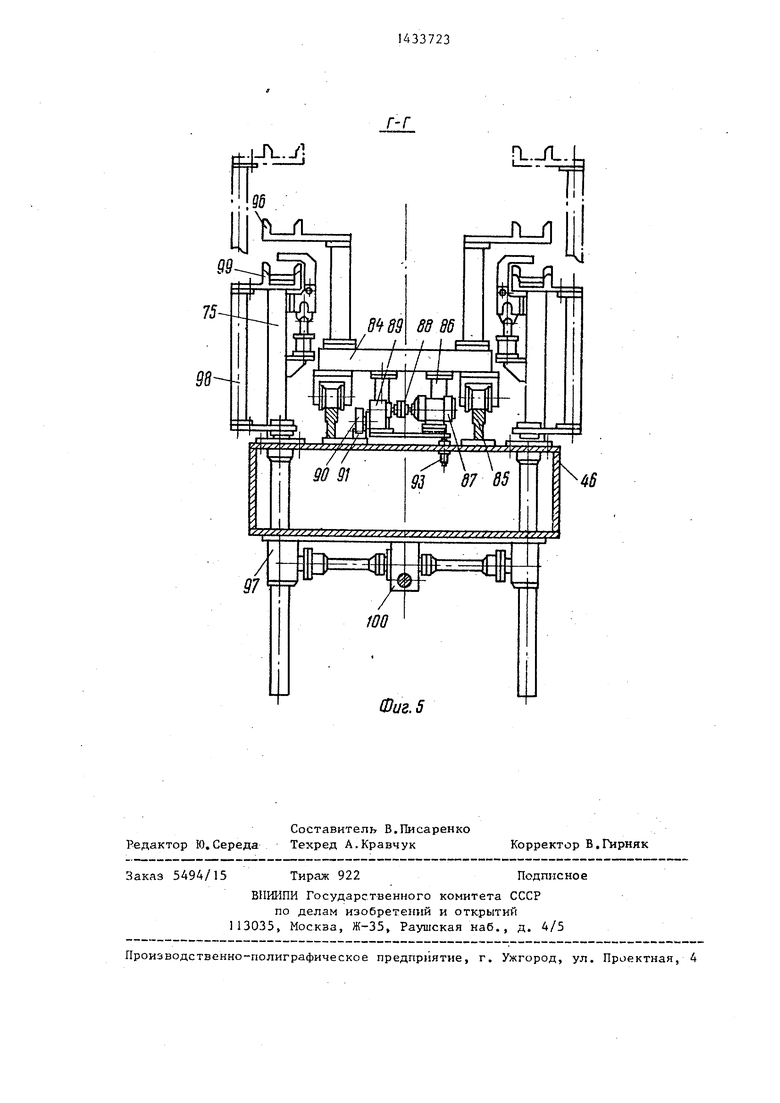
На фиг. 1 схематично представлено предлагаемое устройство для сборки и контактной точечной сварки кузовов легкозых автомобилей; на фиг, 2 - разрез А-А на фиг. 1; на фиг, 3 - разрез Б-Б на фиг..1; на фиг. 4 - вид В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1.
Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей представляет собой смонтированные иа фундаменте подвесной толкающий конвейер 1, подвеской 2 которо го подаются детали, определяющие каркас кузова 3 автомобиля такие, как Крыма с передним проемом, дравая и левая боковины и нижняя панель хвое- ТОБОЙ части кузова с ребром крыши. Расположение частей кузова на подвеске 2 близко к их проектному расположению в кузове автомобиля. Детали каркаса кузова 3 автомобиля фиксируют ся на стенде Д с помощью узла 4 фиксации боковин, имеющего заж1-1мные элементы .5-8, определягащй е геометрию кузова по переднему проему, проемам боковых дверей, задним крыльям, па- нели крьппи, 4 содержит пневматические приводы 9, состоящие из рамы 10, пневматического цилиндра 11, связанного посредством штока 12 и .серьги 13 через две сочлененньк план ки 14 и 15 с рычагом 16 узла 4. Причем ось 17 вращения рычага 16 расположена на раме 10 в приямке I8-, Ход рычагов ограничен жесткими упорами 19, которыми они упираются в опоры 20 рамы 10, Рамы 10 расположены на боковых поверхностях плиты 21, что позволяет операторам легко загружать детали 3 кузова. На рычаге 16 через шарнир 22 закреплена площадка 23 для сваррхика, с помощью которой облечается доступ к местам сварки при сварке крЫ11Ш с боковиной. Площадка. 23 посредством шарнира 24, тяги 25, шарьшра 26 и кронштейна 27 соединена с рамой 10. Проем задней двери фик-- сируется узлом 28 фиксации, имеющим ложементы 29 и зажимы 30, работающие от пневмоцилиндров 31, а нижняя паяель хвостовой части кузова - узлом 32 фиксации, имеюи(им ложементы 33 и прижимы 34, работающие от пневмоцилиндров 35. Для сварки заднего крыла с панелью хвостовой части кузова, служит сварочный узел 36, включающий в себя сварочные клещи 37, пневматический привод 38 и копир 39, позволяющий перемещать сварочные клещи 37 по сложной траектории. Клеиш 37 связаны со сварочн1 м трансформатором 40 посредством проводов вторичного контура 41. Шаг между сварочными точками определяется конечным бесконтактным датчиком 42 и набором флажков 43, работающих от системы 44 управления. Для Дальнейшей сборки и сварки каркаса кузова 3 с его основанием 45 служит стенд Е. Стенд Е представляет из себя плиту 46, которая заглублена и лежит верхней своей плоскостью на одном уровне с плитой 21, На боковых поверхностях плиты 46 закреплены приводы 9, которые перемещают рычаги 47 узла 48 фиксации боковин, причем ось 17 вращения рычагов 47 расположена на раме 10 ниже уровня пола в приямке 18. Узел 48 фиксации боковин вьцюлнен таким образом, что .имеет узлы фиксации только по 1гижней части кузова: порогам пола 49 средней стойки 5G, заднему крылу 51. На задней торцовой поверхности плиты 46 закреплены приводы 9, которые перемещают раму 52 узла 53 фиксации заднего проема, причем ось 17 вращения рамы 52 расположена на раме 10 привода ниже уровня пола в приемнике 18. На узле 53 фиксации заднего проема расположен узел 54 фиксации задних крыльев, имеющий фиксиру10р;(ие элементы 55, перемещаемые с помощью пневмоцилиндров 56. Кроме того, на узле 53 фиксации заднего проема расположены сварочные клещи 57, позволяющие автоматически произвести прихватку панели пола с нижней панелью хвостовой части кузова. Клещи 57 имеют индивидуальный привод 58 подвода и связаны посредством рукавов вторичного контура 59 со сварочным трансформатором 60. Для фиксации переднего проема с щитком передка на плите 46 установлен узел 61 фиксации, имеющий прижимы 62, перемещаемые от пнев моцилиндра 63. Кроме того, на плите 46 расположены блоки 64 и 65, позволяющие производить автоматическую
сварку по порогам пола и по задпему крылу. Блоки имеют сварочные клещи 66 , которые связаны посредстзом рукавов вторичного контура 67 со сва- с рочным трансформатором 68, на плите 46 также имеются блоки 69, позволяющие производить прихватку внутреннего брызговика с брызговиком боковины. Блоки имеют сварочные клещи 70., д перемещаемые от индивидуального привода 71 и связанные посредством рукавов вторичного контура 72 со сварочным трансформатором 73. На плите 46, кроме того,,располагаются узлы фикса-f5 ции лонжеронов пола 74 и лонжеронов рамы 75, имеющие узлы 76 и 77 зажима, включающие в себя пневмоцилиндры 78, ложементы 79 и 80 и прижимы 81 и 82. Дпя передачи- собранного и сваренного 20 на стенде Д каркаса кузова 3 на стенд Е для сборки и сварки его с основанием 45 используется тот же толкающий конвейер 1, имеющий подвеску для съема каркаса кузова 3, и в дальней- 25 шем используемую для удаления собранного и сваренного корпуса кузова.83 со стенда Е и передачи его на пост окончательной доварки. Для подачи основания 45 в стенд Б служит транспорт-зо ная тележка 84, перемещающаяся по направляющим рельсам 85 и имеющая ин- дивидуалывый привод 86. Привод включа г
гет в себя двухскоростной электродвигатель 87, тормозную муфту 88 и редук-%- тор 89. Выходной вал редуктора 89 имеет шестерню 90, которая находясь в зацеплении с зубчатой рейкой 91 , закрепленной на одном из рельсов 85, позволяет тележке перемещаться поним.дд По длине рельсового пути расположены бесконтактные вьжлючатели. Выключатель 92 определяет исходное положение те- лежки, выключатель,93 ее положения на стенде Е. Выключатели 94 и 95 служат 45 для остановки тележки перед стендом Е, когда там находится корпус кузова 83, а также дпя изменения ее скорости при заезде на стенд Е. Для установки основания на тележку она снабжена че- ,- тырьмя стойками с неподвижными ложе ментами 96. Для съема на стенде Е основания 45 и установки его в узлы фиксации лонжеронов поля 74 и лонже-, ронов рамы 75 на плите 46 установлен съемник 97, имеющий четыре штанги 98 с ложементами 99, имеющими возвратно-поступательное перемещение в вертикальной плоскости с переменной ско55
д 5 0 5 о
- д 5 -
5
ростью от пневматического привода 100. Причем ложементы 99 выполнены кон-сольно относительно гатанг 98 и направлены в гутрь навстречу друг другу, а также сдвинуты внутрь относительно поперечной оси ложементов тележки по ее ходу. Наличие такой конструкции съемника позволяет исключить на тележке дополнителыше приводные устройства для съема основания 45, поэтому удобно скомпоновать съемник на плите 46, в результате чего появляется возможность использовать тележку 84 для транспортировки следующего основания, что значительно сокращает вспомогательное время и повышает производительность устройства. Кроме того, на стендах Д и Е расположены подвесные сварочные машины 101 с инструментом 102 для контактной точечной сварки.
Устройство работает следующим образом.
Составнь1.е части-каркаса кузова 3, помещенные на подвеске 2 толкающего конвейера 1, подаются на стенд Д сборки и сварки каркаса кузова, где они устанавливаются в ложементы узла 4 фиксации боковин, узла 28 фиксации проема задней дг-ери, узла 32 фиксации нижней панели хвостовой части кузова и зажимаются с помощью зажимных элементов 6 и 7, зажимов 30 и прижимов 34. После этого с помощью пневматических приводов узел 32 фиксации подводится в положение, определяющее положение нижней панели хвостовой части кузова в кузове 3 автомобиля, и лищь после этого подводится узел 4 фиксации боковин. На площадке 23 для сварщика, соединенной с одной стороны через шарнир 22 с рычагом 16, ас другой стороны соединенной посредством щарнира 24, тяги 25, шарнира 26 и кронщтейна 27 с плитой 21, обеспечивающие ей перемещение, параллельно относительно плоскости плиты 21 находится оператор. После того как узел 4 фиксации боковин займет свое крайнее положение операторами устанавливается ребро крыши и приваривается к боковинам с помощью подвесных сварочных мащин 101, оснащенных инструментом I 102 для контактной точечной сварки, в дальнейщем устанавливается .панель крьшти с передним проемом, фиксируются зажимными элементами 5 и 8, Операторы с помощью подвесных сварочных машин 101 начинают проигяяодить прихватку крьшш к боковинам, а одновременно с этим включается сварочный узел 36, который с помощью свароч1тых клещей 37 производит автоматическую сварку нижней панели хвостовой части кузова с задним крылом. После окончания сварки все прижимы узлов фиксации открываются, узлы 4 и 32 отводятся в исходное положение, а собранный каркас кузова 3 с помощью подвески 2 толкающего конвейера 1 удаляется со стенда Д и передаустанавливается следующее, подлежащее сборке основание 45. В то же время, как только тележка 84 выехала из стенда Е штанги 98 быстро опускаются вниз, а при подходе к расположенным на плите 46 узлам 74 и 75 фиксации их скорость сильно замедляется и они плавно устанавливают основание 45 в ложементы 79 и 80 узлов фиксации лонжеронов пола 74 и лонжеронов рамы 75, где оно зажимается прижнма1 1и 81 и 82. После этого с подвески 2 толкающего кон,вейера 1 устанавливается
ется на стенд Е. Одновременно с этим
на стенд Д подается другая подвеска с 15 каркас кузова 3, Подводятся узлы 48
деталями каркаса кузова. R момент фиксации боковин, узел 53 фиксации
заднего проема и узел 61 фиксации переднего проема, которые .с расположенными на них узлами 49, 50, 51 и 54 20 фиксации и прижимами 62 определяют положение каркаса 3 относительно основания 45. После этого оператор с помощью подвесных сварочных машин 101 имеющих инструменты 102 для контактми от системы 44 управления начинают работать сварочные клещи 57 и блоки 64, 65 и 69 автоматической сварки.
сборки и сварки кузовов на постах Д и Е с участка сварки оснований в ложементы 96 транспортной тележки 84 устанавливается основание 45, после чего тележка начинает перемещаться по направляющим рельсам 85 от привода 86 до тех пор, пока не:сработает бесконтактный выключатель 94, который
дает команду на включение тормозной 25 ной точечной сварки начинает свари- муфты 88 и отключение электродвига- вать ряд точек, а одновременно с ни- теля 87, после чего тележка 84 остана - вливается. После того как собранный и сваренньш корпус кузова 83 удаляется со стенда Е,тележка начинает за- ЗО После окончания сварки, прижимы, рас- езжать на стенд Е, при этом срабатыва- положенные на узлах 48, 53 и 6 фик ет бесконтактный выключатель, 95, да- сацйи открываются, а сами узлы отво- юи;ий команду на уменьшение скорости дятся в исходное положение. Сварен- тележки 84, при ее подходе к бескон- ный корпус 1сузова 83 с помощью под- тактному выключателю 93. Как только j. вески 2 толкающего конвейера 1 удаля- с рабатывает выключатель 93 включает- ется из стенда Ей передается на ся тормозная 88, отключается последующие операции, электродвигатель 87 и тележка 84 оста- Таким образом, использование пред- навливается. В дальнейшем начинает . лагаемого устройства для сборки и работать съемник 97, которьм снимает 40 сварки кузовов легковых автомобилей ложементами 99, установленными на че- позволяет повысить производительность,
упростить конструкцию, снизить затраты на изготовление и эксплуатацию, повысить точность сборки, облегчить 45 загрузку деталей и улучшить доступ к местам сварки.
тырёх штангах 98, основание 45- с ложементов 96, тележки 84, причем привод 100 выполнен таким образом, что позволяет штангам 98 изменять скорость. В начале хода штанги 98 с ло- жементами 99 быстро подводятся к основанию 45, после чего их скорость сильно замедляется и онилтлавно снимают основание 45 с ложементов 96 тележки 84, причем производится некоторый перебег вверх до полной остановки. После этого отключается тормозная муфта 88, включается электродвигатель 87 и тележка 84 выезжает из стенда Е и перемещаясь по направляющим рельсам 85 до тех пор, пока не сработает бесконтактный выключатель 92. Затем тележка 84 останавливается и на нее
50
Формула изобретения
1. Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей, содержащее смонтированные на фундаменте подвесной толкающий конвейер, стенд с узлами фик- 55 сации боковин и сварочными машинами для сварки каркаса кузова с боковинами, стенд с узлами фиксации основания кузова и сварочными машинами для сварки основания кузова с каркасом
устанавливается следующее, подлежащее сборке основание 45. В то же время, как только тележка 84 выехала из стенда Е штанги 98 быстро опускаются вниз, а при подходе к расположенным на плите 46 узлам 74 и 75 фиксации их скорость сильно замедляется и они плавно устанавливают основание 45 в ложементы 79 и 80 узлов фиксации лонжеронов пола 74 и лонжеронов рамы 75, где оно зажимается прижнма1 1и 81 и 82. После этого с подвески 2 толкающего кон,вейера 1 устанавливается
нования 45. После этого оператор с помощью подвесных сварочных машин 101 имеющих инструменты 102 для контактми от системы 44 управления начинают работать сварочные клещи 57 и блоки 64, 65 и 69 автоматической сварки.
ной точечной сварки начинает свари- вать ряд точек, а одновременно с ни- После окончания сварки, прижимы, рас- положенные на узлах 48, 53 и 6 фик сацйи открываются, а сами узлы отво- дятся в исходное положение. Сварен- ный корпус 1сузова 83 с помощью под- вески 2 толкающего конвейера 1 удаля- ется из стенда Ей передается на последующие операции, Таким образом, использование пред- лагаемого устройства для сборки и сварки кузовов легковых автомобилей позволяет повысить производительност
Формула изобретения
1. Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей, содержащее смонтированные на фундаменте подвесной толкающий конвейер, стенд с узлами фик- сации боковин и сварочными машинами для сварки каркаса кузова с боковинами, стенд с узлами фиксации основания кузова и сварочными машинами для сварки основания кузова с каркасом
кузова, тележку с опорами для основания кузова, съемник с ложементами и площадки для сварщика, отличающееся тем, что, с целью повьг- шения производительности путем сокращения межоперационного времени, в зоне расположения стендов в фундаменте вьтолнены приямки, рамы стендов размещены в указанных приямках, а узлы фиксации боковин выполнены в виде смонтированных на раме стенда поворотных pbwaroB, при этом площаддси для сварщика щарнирно закреплены на зтих
рычагах и снабжень тягами, шарнирнр соединенными с рамой.
2. Устройство по п. I, отличающееся тем, что, с целью повьшения качества путем стабилизации точности сборки основания с каркасом кузова, съемник оснащен планками со штангами, на торцах которых закреплены ложементы для основания кузова, при зтом расстояние между штангаьш больше расстояния между опорами тележки.
- Г
о JL.
3
«Ха
- ;.
,.
Wue.S
Й-Я
f t VpJrr
«e §
tv.
i fffTffY-fn rtf j
I // 90 91
93 87 85
48
Фиг. 5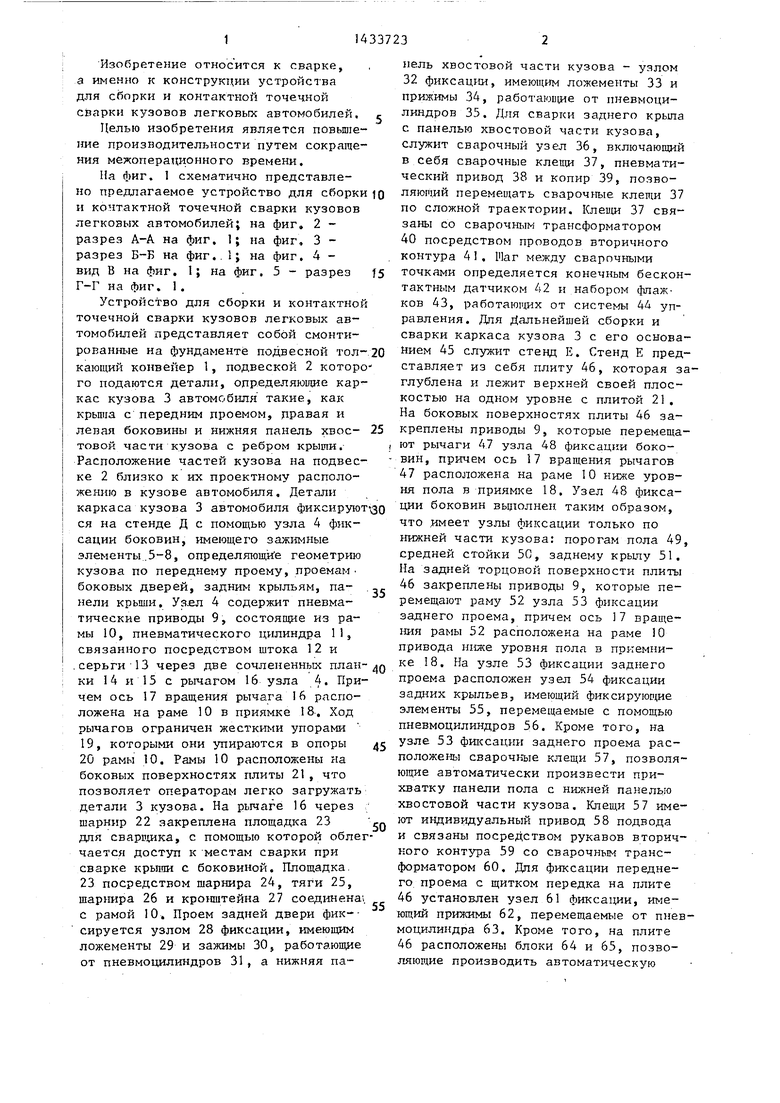
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| Устройство для шаговой подачи | 1986 |
|
SU1395440A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| УСТРОЙСТВО ДЛЯ ТОЧЕЧНОЙ СВАРКИ КОНСТРУКЦИЙ ИЗ ШТАМПОВАННЫХ ЭЛЕМЕНТОВ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2090331C1 |
| Кондуктор для сборки и сварки кузовных элементов транспортного средства | 1991 |
|
SU1803294A1 |
| КУЗОВ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО СБОРКИ | 2006 |
|
RU2308394C1 |
| Пневмогидравлический робот | 1974 |
|
SU574292A1 |
| Узел соединения элементов основания кузова в зоне ниши заднего колеса автомобиля | 1989 |
|
SU1684151A1 |
Изобретение относится к области сварки, а. именно к конструкции устройства для сборки и контактной точечной сварки кузовов легковых автомобилей. Цель - повьшение производительности. Устройство содержит смонтированные на фундаменте подвесно й толкающий конвейер, стенд с узлами фиксации боковин и сварочными машинами для сварки каркаса кузова с боковинами, стенд с узлами фиксации основания кузова с каркасом кузова, тележку с опорами для основания кузова, съемник- с ложементами и площадками для сварщика. В зоне расположения стендов в фундаменте выполнены приямки, рамы стендов размещены в указанных приямках, а узлы фиксации боковин выполнены в виде смонтированных на раме стенда поворотных рычагов, при этом площадки для сварщика шар- нирно закреплены на этих рычагах и снабжены .тягами, шарнирно соединенными с рамой. После того, как рычаги узлов фиксации боковин прижмут и зафиксируют боковины каркаса кузова, рабочие площадки для сварщика займут горизонтальное положение и готовы для размещения на них операторов, что обеспечивает сокращение межоперационного времени,. з.п. ф-лы, 5 ил. i (Л i САд оо v| ю со
| СВАРКИ КУЗОВОВ ЛЕГКОВЫХ АВТОМОБИЛЕЙ | 0 |
|
SU239466A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
