Область изобретения
Изобретение относится к области прокатки плоских слитков или слябов из алюминиевых сплавов.
Более точно, изобретение относится к способу особенно быстрого, однородного и воспроизводимого охлаждения сляба между операциями гомогенизации и горячей прокатки.
Изобретение относится также к установке или оборудованию, позволяющим осуществить указанный способ.
Уровень техники
Преобразование получаемых отливкой слябов под прокатку из алюминиевого сплава требует перед горячей прокаткой металлургической гомогенизационной термообработки. Эту термообработку осуществляют при близкой к сольвусу сплава температуре, более высокой, чем температура горячей прокатки. Разница между температурой гомогенизации и температурой горячей прокатки составляет от 30°C до 150°C, в зависимости от составов сплавов. Поэтому сляб должен быть охлажден между выходом из гомогенизационной печи и его горячей прокаткой. Из соображений производительности или структуры металла, в частности, чтобы не допустить дефектов поверхности на готовом листе, крайне желательно иметь возможность провести очень быстрое охлаждение сляба между его выходом из гомогенизационной печи и станом горячей прокатки.
Желательная скорость охлаждения сляба составляет от 150 до 500 °C/ч.
Учитывая большую толщину слябов из алюминиевого сплава, то есть от 250 до 800 мм, воздушное охлаждение является особенно медленным: скорость воздушного охлаждения сляба толщиной 600 мм составляет 40°C/ч в случае неподвижного воздуха или в условиях естественной конвекции и 100°C/ч в случае вентилируемого воздуха или принудительной конвекции.
Таким образом, воздушное охлаждение не позволяет достичь желаемых скоростей охлаждения.
Жидкостное охлаждение или охлаждение туманом (смесью воздуха и жидкости) является заметно более быстрым, так как коэффициент теплообмена, известный специалисту под сокращением HTC (Heat Transfer Coefficient), между жидкостью или туманом и горячей поверхностью металлического сляба заметно выше значения этого коэффициента между воздухом и слябом.
Жидкостью, выбираемой в отдельности или в тумане, является, например, вода, в данном случае идеальной была бы деионизированная вода. Так, коэффициент HTC между водой и горячим слябом составляет от 2000 до 20000 Вт/(м2·К), тогда как между воздухом и горячим слябом он составляет от 10 до 30 Вт/(м2·К).
Правда, охлаждение посредством жидкости или тумана естественным образом создает обычно большие градиенты температуры в слябе.
Термическая однородность охлаждения характеризуется безразмерным числом Био. Оно соответствует отношению внутреннего теплового сопротивления тела (внутренний теплоперенос за счет теплопроводности) к тепловому сопротивлению его поверхности (теплоперенос за счет конвекции и излучения).
где
HTC означает коэффициент теплообмена между средой и слябом,
D означает характерный размер системы, в данном случае – полутолщина сляба,
λ означает коэффициент теплопроводности металла, например, для алюминиевого сплава это 160 Вт/(м2·К).
Если Bi<<1, система является практически изотермической, и охлаждение однородно.
Если Bi>>1, система является термически очень гетерогенной, и в слябе имеются высокие градиенты температуры.
Для сляба толщиной 600 мм число Био составляет:
- от 0,02 до 0,06 для охлаждения неподвижным или вентилируемым воздухом. Поскольку число Био мало по сравнению с 1, сляб охлаждается изотермически;
- от 4 до 40 для охлаждения водой. Так как число Био намного больше 1, сляб охлаждается очень неоднородно по его толщине.
Эта гетерогенность проявляется также по ширине сляба, из-за эффектов ребер и кромок, естественно, охлаждаемых сильнее, чем большие поверхности сляба.
Она проявляется также по длине сляба из-за эффекта клина, естественно охлаждаемого по трем составляющим его сторонам.
Термическая неоднородность является основным недостатком охлаждения с помощью жидкости или тумана. Она создает проблемы не только для последующего процесса, то есть горячей прокатки, но она также потенциально пагубна для качества конечного продукта, а именно, алюминиевого сплава, продаваемого в виде рулонов или листов с высокими механическими свойствами.
Устройства, известные из предшествующего уровня техники, не направлены на ограничение этой неоднородности охлаждения.
Способы охлаждения с помощью охлаждающей жидкости, известные из уровня техники, в частности, для толстых листов, предполагают либо в погружение в ванну, либо прохождение через камеру орошения, но они не уделяют особого внимания контролю теплового баланса продукта.
Таким образом, эти способы не позволяют:
- ни получить однородное температурное поле в охлаждаемом слябе,
- ни гарантировать воспроизводимость охлаждения при переходе от одного сляба к другому.
Поставленная задача
Цель изобретения состоит в том, чтобы устранить все основные недостатки, связанные со способами охлаждения толстых слябов по уровню техники, и обеспечить:
- быстрое охлаждение, со скоростью по меньшей мере 150 °C/ч, и, следовательно, охлаждение на величину 30-150°C от температуры порядка 450-600°C,
- однородное температурное поле, контролируемое во всем слябе,
- гарантию идеальной воспроизводимости от одного толстого сляба к другому.
Объект изобретения
Объектом изобретения является способ охлаждения сляба из алюминиевого сплава с типичными размерами 250-800 мм в толщину, 1000-2000 мм в ширину и 2000-8000 мм в длину после металлургической гомогенизационной термообработки упомянутого сляба при температуре, обычно составляющей 450-600°C в зависимости от сплава, и перед его горячей прокаткой, отличающийся тем, что охлаждение на величину 30-150°C осуществляют со скоростью 150-500 °C/ч при перепаде температур менее 40°C по всему слябу, охлаждаемому от его температуры гомогенизации.
Под перепадом температур понимается максимальная разность между температурами, зарегистрированными по всему объему сляба, или DTмакс.
Предпочтительно, охлаждение осуществляют в по меньшей мере две стадии:
первая стадия орошения, в ходе которой сляб охлаждают в камере, содержащей штанговые опрыскиватели или распылители охлаждающей жидкости или тумана под давлением, распределенные в верхней и нижней частях упомянутой камеры, чтобы орошать две большие стороны, верхнюю и нижнюю, упомянутого сляба,
дополнительная стадия выравнивания температуры в неподвижном воздухе, в туннеле с отражающими внутренними стенками, продолжительностью от 2 до 30 минут в зависимости от формата сляба и величины охлаждения.
Типично эта продолжительность составляет примерно 30 мин для полного охлаждения на величину примерно 150°C, начиная с по существу 500°C, и несколько минут для охлаждения на величину примерно 30°C.
Согласно одному варианту изобретения, стадии орошения и выравнивания температуры повторяют в случае очень толстых слябов и для полного среднего охлаждения более 80°C.
Чаще всего охлаждающая жидкость, в том числе в тумане, является водой, предпочтительно деионизированной водой.
Согласно одному частному варианту осуществления, головную и заднюю части сляба, т.е. обычно 300-600 мм от концов, охлаждают меньше, чем остальной сляб, чтобы сохранить головную и заднюю части горячими, так как такая конфигурация благоприятна для захвата сляба при реверсивной горячей прокатке.
С этой целью охлаждение головной и задней частей можно регулировать либо путем включения или выключения штанговых опрыскивателей с форсунками или распылителями, либо за счет наличия экранов, препятствующих или уменьшающих орошение упомянутыми штанговыми опрыскивателями с форсунками или распылителями.
Кроме того, можно повторять стадии орошения, но не выравнивания температуры, и головную и заднюю части сляба, т.е. обычно 300-600 мм от концов, охлаждают по-иному, чем остальной сляб, в по меньшей мере одной из камер орошения.
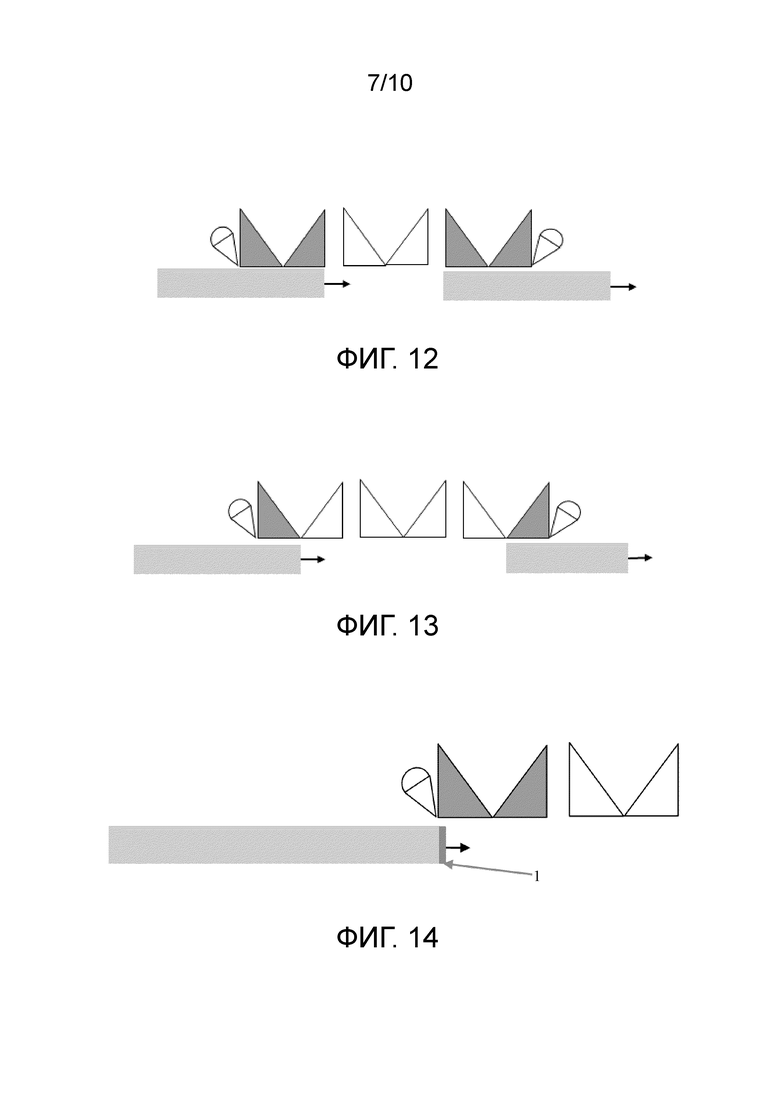
В соответствии с одной модификацией этого последнего возможного варианта, первую стадию орошения проводят без заглушенных зон, то есть со сплошным орошением сляба, как показано на фигуре 14, после чего проводят, без первой стадии выравнивания температуры, вторую стадию орошения с заглушенной зоной из пары штанг, как показано на фигуре 12, что позволяет заметно уменьшить продолжительность финальной стадии выравнивания, необходимой для выравнивания температур сляба.
Согласно одному предпочтительному варианту изобретения, продольную температурную однородность сляба улучшают относительным перемещением сляба по отношению к системе орошения: возвратно-поступательное перемещение сляба относительно неподвижной системы орошения или, наоборот, перемещение форсунок или распылителей относительно сляба.
Типично, сляб перемещается горизонтально в камере орошения, и скорость его перемещения больше или равна 20 мм/с, т.е. 1,2 м/мин.
Более предпочтительно, поперечная температурная однородность сляба обеспечивается регулировкой орошения по ширине сляба путем включения/выключения форсунок или распылителей или путем экранирования упомянутого орошения.
Объектом изобретения является также установка для осуществления описанного выше способа, содержащая камеру орошения, оборудованную штанговыми опрыскивателями с форсунками или распылителями охлаждающей жидкости или тумана под давлением, расположенными в верхней и нижней части упомянутой камеры, чтобы орошать обе большие стороны, верхнюю и нижнюю, упомянутого сляба,
выравнивающий туннель с неподвижным воздухом на выходе камеры орошения, причем внутренние стенки и свод туннеля выполнены из отражающего внутрь материала, обеспечивающего выравнивание температуры сляба за счет рассеивания тепла в упомянутом слябе, при этом сердцевина подогревает поверхности.
Согласно одному предпочтительному варианту осуществления:
форсунки для охлаждающей жидкости или тумана создают аэрозоль или струи в виде полного конуса с углом распыла от 45 до 60°,
оси нижних форсунок ориентированы по нормали к нижней поверхности.
Предпочтительно, верхние штанговые опрыскиватели спарены в направлении движения сляба. В одной и той же паре верхние штанги наклонены таким образом, что:
- струи двух спаренных верхних штанговых опрыскивателей обращены друг к другу,
- струи имеют кромку, нормальную к верхней поверхности сляба,
- перекрытие двух струй составляет от 1/3 до 2/3 ширины каждой струи, а предпочтительно по существу половину,
- огибающая двух сформированных таким образом струй образует M-образный профиль.
Пары верхних и нижних штанговых опрыскивателей расположены по существу напротив друг друга так, чтобы верхние и нижние длины орошения были по существу равными и напротив друг друга.
Вследствие попарного расположения верхних форсунок навстречу друг другу и благодаря M-образному профилю струй длина орошения контролируется таким образом, чтобы облегчить боковое удаление жидкости или тумана, распыленных на верхнюю поверхность, направляя их к кромкам сляба, откуда они отводятся в виде водопада, не касаясь малых сторон сляба, что позволяет в результате достичь очень однородного по температуре охлаждения в продольном и поперечном направлениях сляба.
Что касается жидкости, отдельной или содержащейся в охлаждающем тумане, то ее можно собирать, обычно в резервуар, находящийся под установкой, повторно использовать и термически контролировать.
Согласно одному усовершенствованному варианту осуществления, система из установки, камеры орошения и выравнивающего туннеля управляется по запрограммированной в блоке управления (программируемом логическом контроллере, ПЛК) термической модели, определяющей настройки установки в зависимости от температуры, оцененной путем измерения температуры на входе камеры орошения, и в зависимости от целевой температуры на выходе, обычно – температуры начала горячей прокатки.
Согласно одному предпочтительному варианту осуществления, применение установки включает в себя следующие этапы:
- центрирование сляба на входе установки,
- измерение температуры верхней поверхности сляба,
- расчет блоком управления, с помощью термической модели, настроек камеры орошения в зависимости от целевой температуры на входе и целевой температуры на выходе, то есть целевого охлаждения сляба, включая определение числа активированных штанг, числа активированных форсунок по краям, скорости движения сляба в камере орошения, пусков и остановок штанговых опрыскивателей и времени выдержки в выравнивающем туннеле,
- перемещение сляба в камере орошения, орошение сверху и снизу в соответствии с расчетами блока управления,
- передача сляба из камеры орошения в выравнивающий туннель,
- выдерживание сляба в выравнивающем туннеле в течение периода времени, определенного блоком управления.
Описание фигур
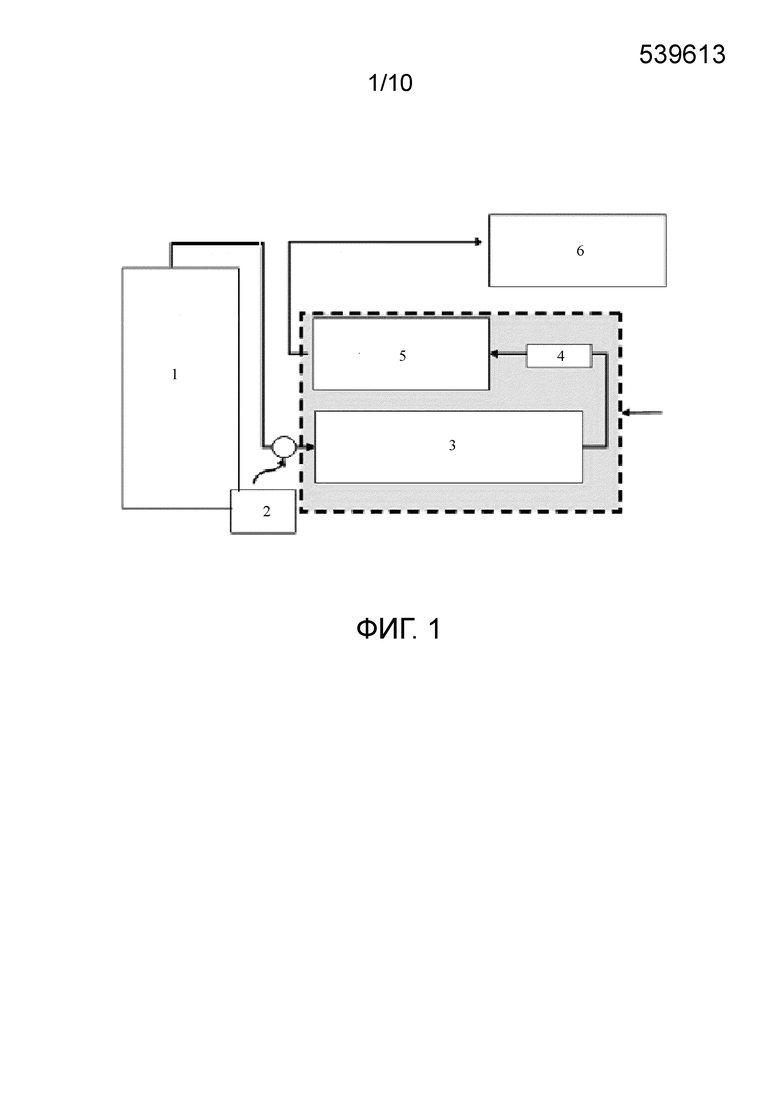
Фигура 1 показывает принципиальную схему однопроходного способа по изобретению. Сляб извлекают из гомогенизационной печи 1 при его температуре гомогенизации. Его передают в установку охлаждения, центрируют по бокам, а затем измеряют (2) температуру его поверхности поверхностной термопарой, контактным методом или с помощью инфракрасного пирометра, но последний будет менее точным. Термическая модель определяет настройки камеры 3 орошения (число активированных пар штанг и скорость перемещения сляба). Затем сляб обрабатывают в этой камере орошения. На выходе его сушат и передают (4) в выравнивающий туннель 5 на время, определенное по термической модели, или в соответствии с приложенной амплитудой охлаждения. После выхода из туннеля сляб направляют в стан 6 горячей прокатки.
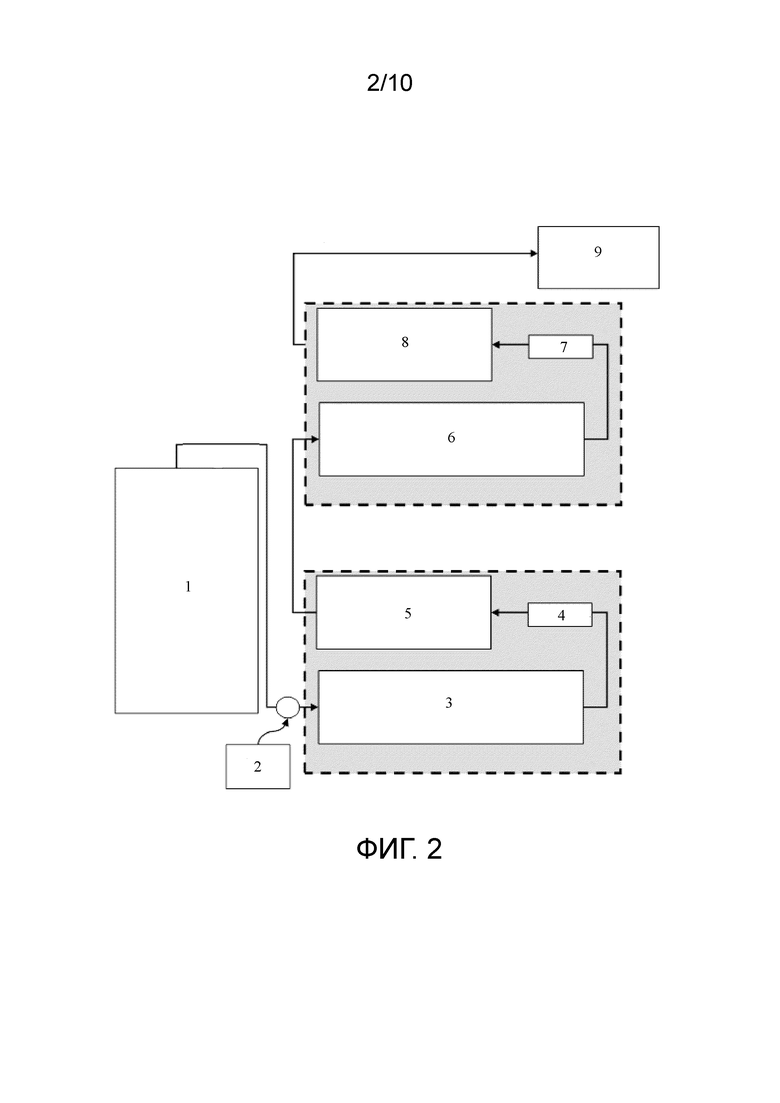
Фигура 2 показывает принципиальную схему способа по изобретению с двумя или более проходами. Когда целевая амплитуда охлаждения превышает 100°C, одного прохода через установку охлаждения может быть недостаточно. В этом случае сляб охлаждают первый раз в первой камере 3 орошения. Затем, с прохождением через промежуточный выравнивающий туннель 5 или без него, сляб передают во вторую установку охлаждения, состоящую из элементов 6, 7 и 8, где его подвергают полному циклу: камера орошения, затем обязательно выравнивающий туннель 8. Продолжительность последней стадии выравнивания зависит от коэффициента теплопроводности материала, то есть сплава, от целевой амплитуды охлаждения и от строгости условий по целевой температурной однородности перед горячей прокаткой 9.
Многопроходное охлаждение можно также реализовать с единственной установкой путем последовательных проходов.
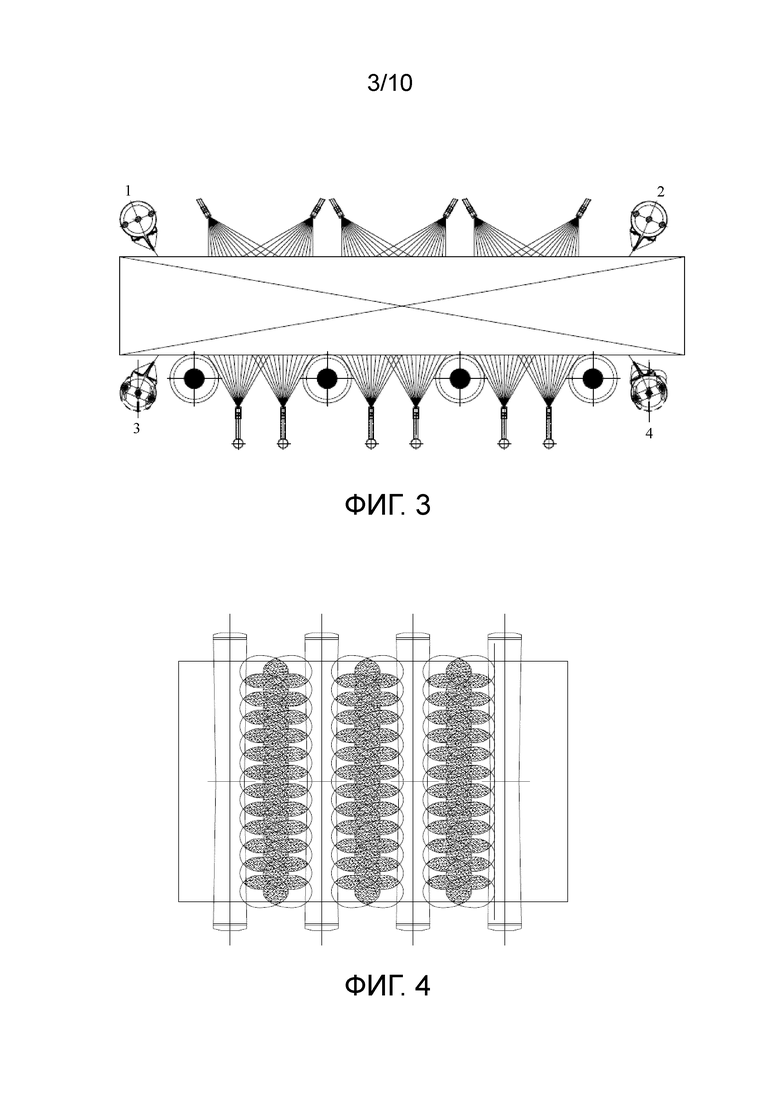
Фигура 3 представляет собой схематический план установки орошения, на виде сбоку, причем сляб движется слева направо. Показано расположение струй жидкости или тумана, распыляемых на сляб, в виде сбоку, на его верхнюю сторону и нижнюю сторону. Верхние и нижние штанговые опрыскиватели спарены и попарно обращены друг к другу, чтобы гарантировать хорошую однородность охлаждения по толщине сляба. Верхние спаренные штанги ориентированы навстречу друг другу, что гарантирует удаление распыленных жидкости или тумана поперек сляба. Оси нижних форсунок ориентированы по нормали к нижней поверхности сляба, жидкость вытекает под действием силы тяжести. По краям камеры орошения установлены распределители (1-4) сжатого воздуха, чтобы предотвратить стекание остаточной жидкости со сляба наружу из упомянутой камеры.
Фигура 4 показывает на виде сверху воздействие верхних струй жидкости или тумана на сляб. Отметим концентрирование поверхностного расхода жидкости или тумана на пересечении обращенных друг к другу струй. Указанная схема орошения благоприятна для отвода жидкости вдоль этой поперечной линии с высоким поверхностным расходом.
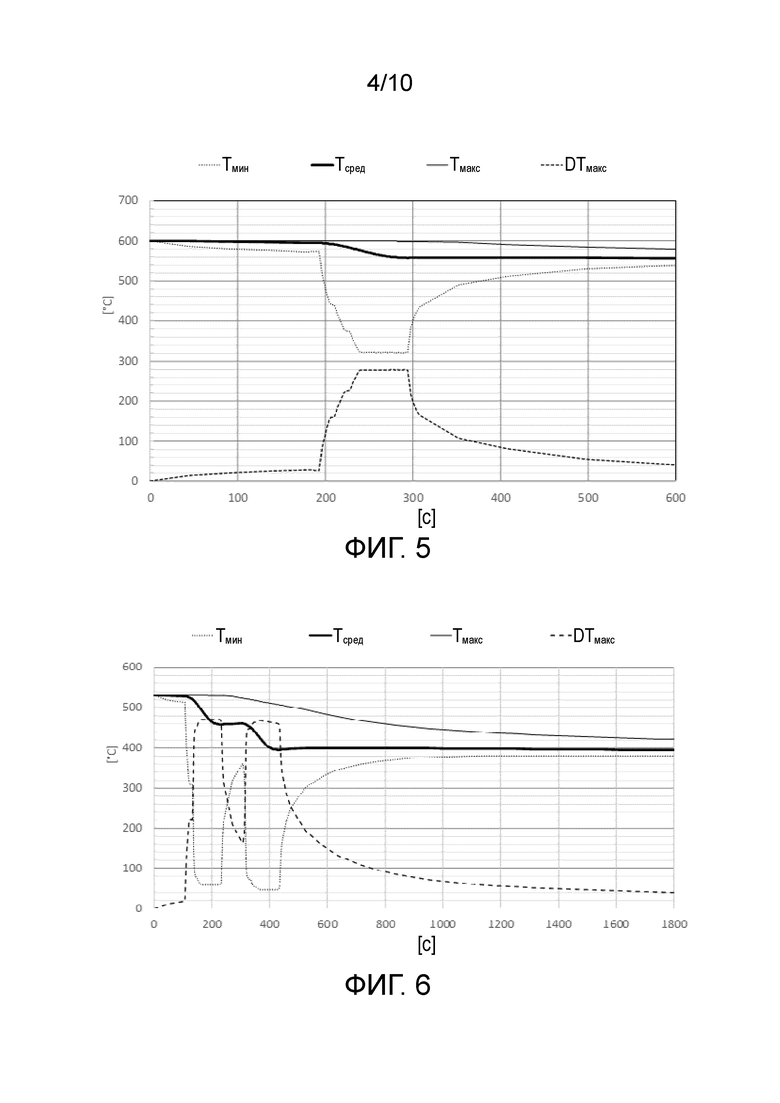
Фигура 5 показывает термокинетику сляба толщиной 600 мм, рассчитанную в случае среднего охлаждения на 40°C за один проход в установке орошения, для сплава типа AA3104 согласно обозначениям, установленным «Алюминиевой Ассоциацией» в регулярно публикуемых ею выпусках "Registration Record Series". По оси Y отложены изменения во времени минимальной температуры Tмин, максимальной температуры Tмакс и средней температуры Tсред в слябе, а также максимальный перепад температур во всем объеме сляба (DTмакс).
Фигура 6 показывает термокинетику сляба толщиной 600 мм, рассчитанную в случае среднего охлаждения на 130°C за два прохода в установке орошения, для сплава типа AA6016 согласно обозначениям, установленным «Алюминиевой Ассоциацией» в регулярно публикуемых ею выпусках "Registration Record Series". По оси Y также отложены изменения во времени минимальной Tмин, максимальной Tмакс и средней Tсред температур в слябе, а также максимальный перепад температур во всем объеме сляба (DTмакс).
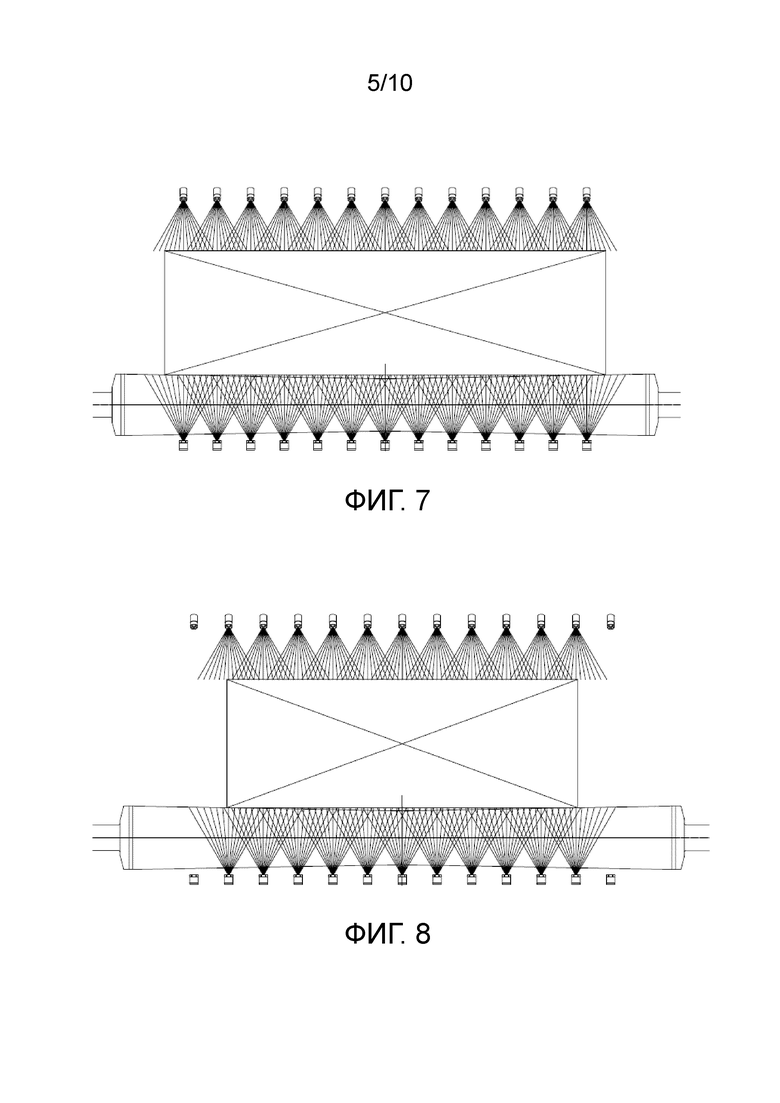
Фигуры 7-9 иллюстрируют три режима или стратегии орошения в направлении поперек установки орошения, показывая положение форсунок на штанговых опрыскивателях, причем установка орошения во всех случаях показана в виде спереди:
- фигура 7: однородный температурный профиль по ширине сляба,
- фигура 8: температурный профиль с холодными краями, созданный путем дополнительного орошения на краях сляба,
- фигура 9: температурный профиль с горячими краями, создаваемый при недостаточном орошении на краях сляба.
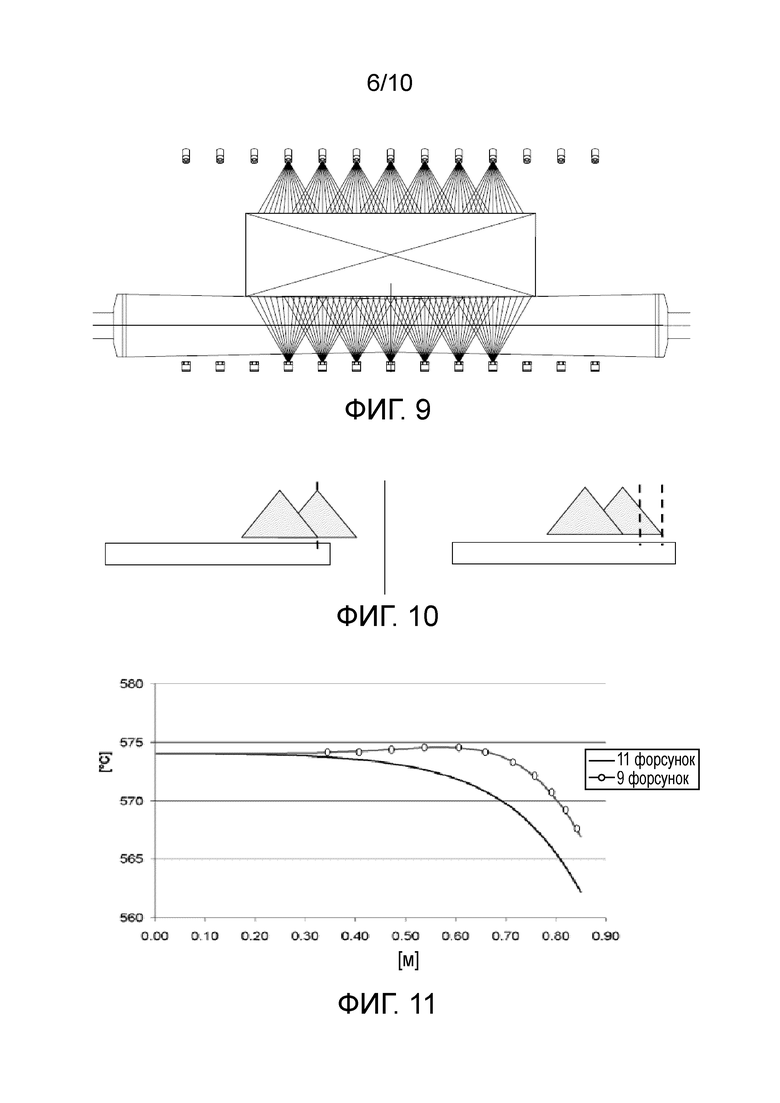
Фигура 10 показывает два режима или стратегии ширины орошения одного и того же сляба из алюминиевого сплава толщиной 600 мм и шириной 1700 мм, слева: температурный профиль в поперечном направлении в случае с холодными краями, 11 работающих форсунок; справа: температурный профиль в случае с горячими краями, 9 работающих форсунок.
Фигура 11 иллюстрирует влияние на температурный профиль этих двух режимов орошения (температура в °C в зависимости от расстояния в поперечном направлении от оси сляба, в м).
Фигуры 12-14 показывают три примера режимов или стратегий включения орошения.
Действительно, температурным профилем в продольном направлении сляба управляют за счет:
отсутствия или очень слабого стекания в продольном направлении сляба благодаря установке верхних штанг навстречу друг другу,
включения и выключения (остановки) орошения каждой парой штанг в конкретном положении сляба: оно называется заглушенной зоной орошения.
Фигура 12 соответствует регулированию температурного профиля в продольном направлении с горячими концами, фигура 13 – с теплыми концами, а фигура 14 – с холодными концами (со стоком в позиции 1).
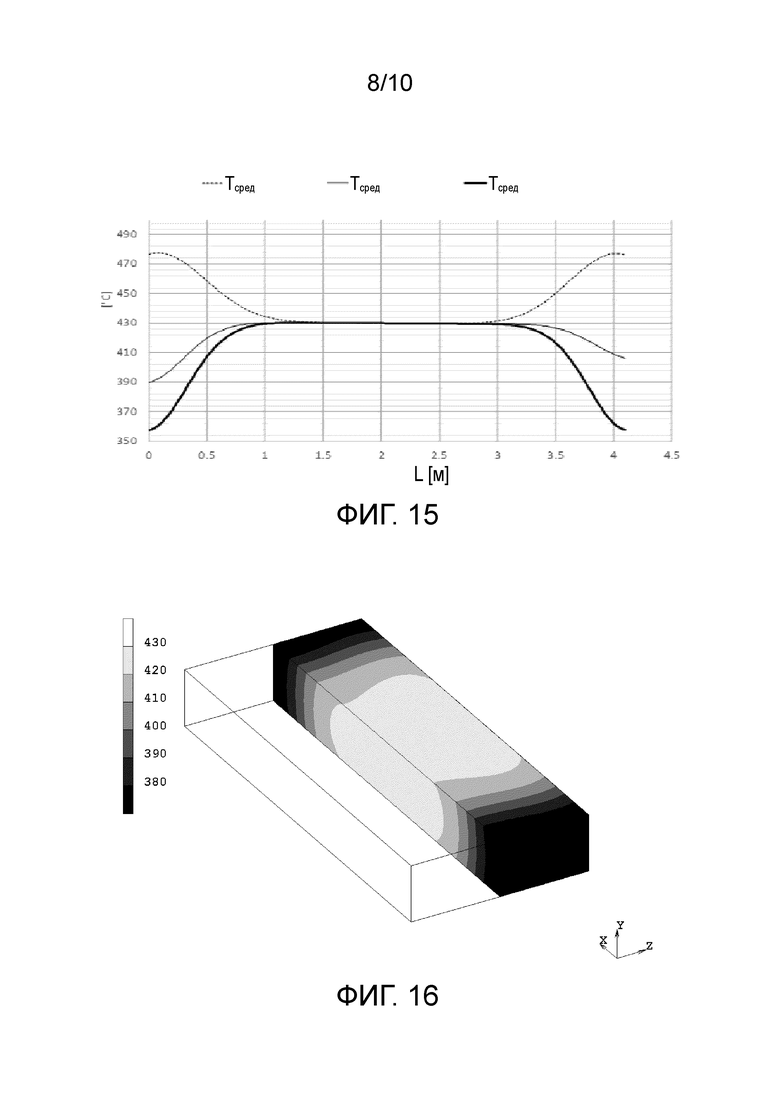
Фигура 15 иллюстрирует продольные температурные профили (температура в °C в зависимости от положения по длине L сляба в м) для трех вышеуказанных стратегий терморегулирования на концах сляба. В этом примере сляб выполнен из сплава типа AA6016, с толщиной 600 мм, его среднее охлаждение составляет 100°C за два прохода, а время выдержки в туннеле выравнивания температуры составляет 10 мин.
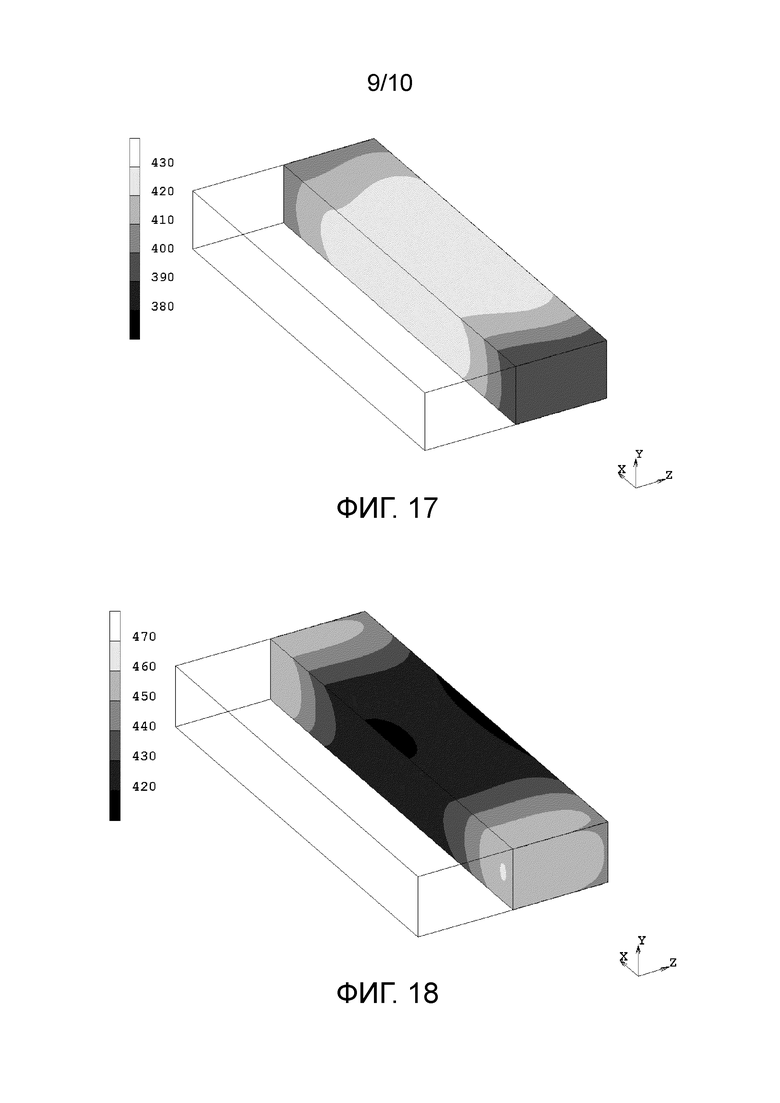
Фигуры 16-18 иллюстрируют температурное поле в 3D-визуализации того же примера, на входе в горячую прокатку, для трех вышеуказанных стратегий терморегулирования концов сляба (фигура 16 с горячими концами, фигура 17 с теплыми концами и фигура 18 с холодными концами).
Видно, что стратегия включения/отключения орошения явно позволяет контролировать продольный температурный профиль сляба.
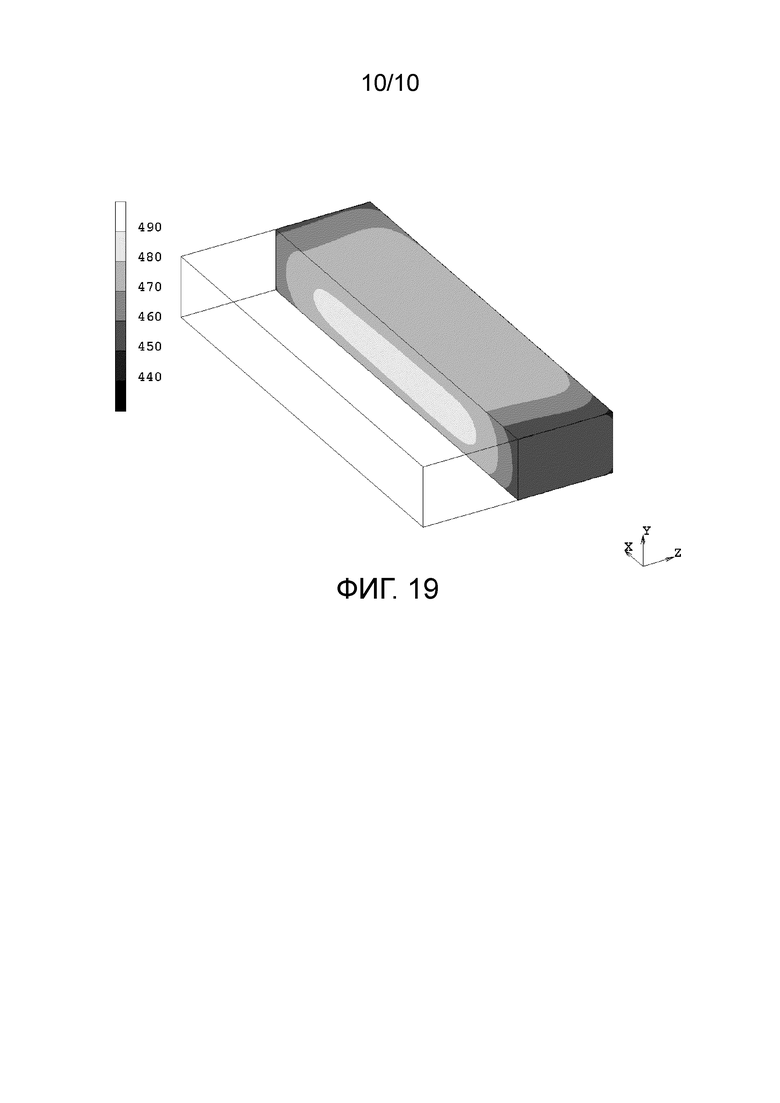
Фигура 19 показывает температурное поле сляба из сплава типа AA6016 толщиной 600 мм, охлажденного примерно на 50°C за один проход в установке орошения, настроенной так, что заглушенная зона орошения представляет собой одну штангу на концах сляба, согласно фигуре 13. Такая настройка приводит к очень однородному температурному полю с чуть более горячими концами, что благоприятствует прокатке.
Описание изобретения
Изобретение заключается по сути в способе охлаждения плоского слитка или сляба под прокатку из алюминиевого сплава с помощью охлаждающей жидкости или тумана на 30°C-150°C за несколько минут, то есть со средней скоростью охлаждения от 150 до 500 °C/час.
Способ состоит в основном из двух стадий:
первая стадия орошения сляба, обычно движущегося, с помощью охлаждающей жидкости или тумана,
вторая стадия выравнивания температуры сляба.
На первой стадии орошения сляб охлаждается в камере, содержащей форсунки или распылители охлаждающей жидкости или тумана под давлением, обычно воды, предпочтительно деионизированной.
Форсунки или распылители распределены в верхней и нижней частях указанной камеры таким образом, чтобы орошать две большие поверхности сляба, верхнюю и нижнюю.
Вариант способа с перемещением сляба позволяет снизить риски появления точек перегрева, связанные с контактом между слябом и его опорой, обычно выполненной из цилиндрических или конических роликов.
Среднее охлаждение сляба (ΔTсред сляба) регулируют длительностью орошения для каждого участка сляба.
На этой стадии сляб является термически очень неоднородным по своей толщине из-за высокого значения числа Био.
Однородность охлаждения по ширине сляба контролируют посредством:
a) управления шириной орошения в поперечном направлении сляба за счет числа активированных форсунок или использованием экранов,
b) способа орошения, облегчающего боковой отвод воды, распыленной на верхнюю сторону. Фактически, охлаждающая жидкость направляется к кромкам сляба и отводится в виде водопада, не касаясь малых сторон упомянутого сляба. В результате охлаждение сляба является очень однородным. Этот способ состоит фактически в спаривании двух штанговых опрыскивателей с форсунками, обращенными друг к другу, как это показано, в частности, на фигурах 3 и 4.
Однородность охлаждения по длине сляба контролируют посредством:
c) управления началом и окончанием орошения путем отключения штанговых опрыскивателей в желательном положении на слябе или, опять же, путем использования экранов. Так, можно не орошать головную и заднюю части сляба. В таком случае получают сляб с горячими головной и задней частями, что благоприятно для его захвата при реверсивной горячей прокатке;
d) сильного уменьшения стекания в продольном направлении сляба. Этого очень слабого стекания достигают благодаря указанной выше характеристике b) изобретения, способствующей боковому отводу охлаждающей жидкости, распыленной на верхнюю сторону сляба.
Таким образом, стадия орошения предназначена для уменьшения температурной неоднородности в трех измерениях сляба. В частности, изобретение позволяет контролировать температурные профили в поперечном и в продольном направлениях сляба, что очень важно, так как возможные градиенты температуры в этих двух основных направлениях было бы сложно устранить за короткое время.
Затем проводят стадию выравнивания температуры сляба:
после орошения сляб выдерживают несколько минут в условиях слабого теплообмена с окружающей его средой. Эти термические условия позволяют выровнять температуру сляба в течение нескольких минут в случае охлаждения на величину менее 30°C и максимум за примерно 30 минут в случае охлаждения на 150°C. Эта стадия важна для достижения требуемых спецификаций по температурной однородности. Она позволяет достичь перепада температур DTмакс менее 40°C на слябе больших размеров.
Изобретение может быть также адаптировано к высоким абсолютным величинам охлаждения. Так, когда желательное среднее охлаждение сляба превышает типичные 80°C, можно несколько раз повторять циклы стадий «орошения» и «выравнивания», уменьшая на каждом цикле «орошение-выравнивание» среднюю температуру очень толстого сляба.
Описанный способ обеспечивает быстрое и контролируемое охлаждение толстого плоского слитка, в частности сляба, из алюминиевого сплава. Кроме того, он является надежным и предотвращает известные риски локального переохлаждения.
Машина, или установка охлаждения состоит, с одной стороны, из по меньшей мере одной проходной камеры орошения, обычно горизонтальной, и, с другой стороны, из по меньшей мере одного туннеля выравнивания температуры.
Камера орошения позволяет осуществить стадию 1 описанного выше способа.
Этапы обработки сляба в этой машине или установке следующие:
1) центрирование сляба на входе в машину,
2) измерение температуры верхней поверхности сляба,
3) расчет блоком управления, с помощью термической модели, настроек камеры орошения в зависимости от температуры на входе и целевой температуры на выходе, то есть от целевого охлаждения сляба, включая определение числа активированных штанг с форсунками, числа активированных форсунок по краям, скорости движения сляба в камере орошения, пусков и остановок штанговых опрыскивателей и времени выдержки в выравнивающем туннеле,
4) перемещение сляба в камере орошения, орошение сверху и снизу в соответствии с расчетами блока управления.
Камера орошения снабжена штангами, оборудованными форсунками или распылителями, распределяющими под давлением охлаждающую жидкость или туман.
В случае, когда охлаждающая жидкость является водой, она в идеале должна быть деионизированной или по меньшей мере очень чистой и очень слабо минерализованной, чтобы предотвратить засорение форсунок и чтобы обеспечить стабильность теплопереноса между водой и слябом. Установка орошения предпочтительно, в частности, из экономических соображений, работает по замкнутому циклу, например, с водосборным резервуаром, находящимся под установкой орошения.
Выбранные форсунки распыления охлаждающей жидкости или тумана создают аэрозоли или струи в виде полного конуса с углом распыла от 45 до 60° (в примере: форсунки в виде полного конуса с углом 60°, фирма LECHLER). Оси форсунок нижних штанг ориентированы по нормали к нижней поверхности. Верхние штанги спарены. В одной и той же паре верхних штанг штанги установлены с таким наклоном, что:
- струи двух штанг обращены навстречу друг к другу,
- струи имеют кромку, нормальную к верхней поверхности сляба,
- перекрытие двух струй составляет от 1/3 до 2/3 ширины струи, предпочтительно по существу половину,
- огибающая двух сформированных таким образом струй образует M-образный профиль,
- пары верхних и нижних штанговых опрыскивателей расположены по существу напротив друг друга так, чтобы верхние и нижние длины орошения были по существу равными и напротив друг друга.
В случае обработки с перемещением скорость перемещения сляба больше или равна 20 мм/с, т.е. 1,2 м/мин.
После выхода из камеры орошения сляб передается, например, с помощью самоходных тележек, в один или несколько выравнивающих туннелей. Назначением туннеля является максимальное уменьшение теплопередачи между слябом и воздухом, что способствует лучшему выравниванию температуры сляба. Это выравнивание температуры происходит за счет рассеивания тепла в слябе, при этом сердцевина подогревает поверхности сляба.
Выравнивающий туннель образован вертикальными стенками и сводом из идеально отражающего материала с внутренней стороны туннеля.
Предотвращаются потоки воздуха вокруг сляба, что обеспечивает отсутствие передачи тепла за счет вынужденной конвекции. Кроме того, снижается теплоперенос за счет естественной конвекции и ограничивается излучательный перенос, если стенки являются отражающими.
Наконец, машина или установка охлаждения, состоящая из камеры орошения и выравнивающего туннеля, управляется по термической модели, запрограммированной в блоке управления установкой. Термическая модель определяет настройки установки в зависимости от температуры в начале камеры орошения, или температуры на входе, и в зависимости от целевой температуры на выходе, как правило, температуры прокатки.
Примеры
Пример 1 : Равномерное охлаждение на 40°C сляба из сплава типа AA3104.
Фигура 5 показывает охлаждение на 40°C сляба из сплава типа AA3104 согласно обозначениям, установленным «Алюминиевой Ассоциацией» в регулярно публикуемых ею выпусках "Registration Record Series". Толщина сляба составляет 600 мм, его ширина 1850 мм, а его длина 4100 мм. Сляб выходит из гомогенизационной печи при 600°C.
Способ охлаждения сляба является однопроходным, как изображено на фигуре 1.
Сляб передается в установку охлаждения за 180 с. Это время передачи складывается из:
- перемещения сляба между выходом из печи и входом в установку охлаждения,
- бокового центрирования сляба,
- измерения температуры верхней поверхности сляба,
- времени расчета блоком управления настроек установки охлаждения (камеры орошения и туннеля).
Затем сляб проходит в камеру орошения, где каждая точка сляба, кроме концов (головная и задняя части), подвергается орошению в течение 46 секунд. Удельный поверхностный расход на орошение составляет 500 л/(мин·м2) на две большие стороны сляба. Заглушенную зону задают в виде одной пары штанг, как показано на фигуре 12. После его выхода из камеры орошения сляб сушат и переносят за 30 с в выравнивающий туннель на время, определенное запрограммированной в блоке управления термической моделью, в данном случае – на 300 с, т.е. 5 минут. Затем сляб передают в стан горячей прокатки, с температурной неоднородностью менее 40°C по всему слябу.
Температура поверхности сляба снижается до примерно 320°C, тогда как сердцевина сляба остается почти изотермической в ходе стадии орошения. Затем, за счет рассеивания тепла между сердцевиной и поверхностью, сердцевина отдает тепло поверхности, и сляб выравнивается по температуре.
Перепад температур в слябе (DTмакс) максимален в конце стадии орошения, причем при данной конфигурации его величина составляет примерно 280°C. Перепад быстро снижается после прекращения орошения сляба: через 6 минут ожидания (перенос, затем выравнивание в туннеле) перепад температур DTмакс снижается до менее 40°C.
Пример 2 : Равномерное охлаждение на 135°C сляба из сплава типа AA6016.
Фигура 6 показывает охлаждение на 135°C сляба из сплава типа AA6016. Толщина сляба составляет 600 мм, его ширина 1850 мм, а его длина 4100 мм. Сляб выходит из гомогенизационной печи при 530°C.
Способ охлаждения сляба является двухпроходным, как изображено на фигуре 2.
Сляб передают на установку охлаждения за 100 с. Это время передачи складывается из:
- перемещения сляба между выходом из печи и входом в установку охлаждения,
- бокового центрирования сляба,
- измерения температуры верхней поверхности сляба,
- времени расчета блоком управления настроек установок охлаждения.
Затем сляб проходит в камеру орошения, где каждая его точка, кроме концов (головная и задняя части) подвергается орошению в течение 51 секунды. Удельный поверхностный расход на орошение составляет 800 л/(мин·м2) на обе большие поверхности сляба. Заглушенная зона задана из одной штанги, как показано на фигуре 13. После его выхода из камеры орошения сляб передают за 60 с во вторую камеру орошения, без прохождения в этом примере через необязательный промежуточный выравнивающий туннель. Затем сляб подвергается второму орошению, идентичному первому: каждая точка сляба, за исключением его концов, орошается в течение 51 секунды с удельным поверхностным расходом 800 л/(мин·м2). После его выхода из второй камеры орошения сляб переносится в выравнивающий туннель за 30 секунд. Сляб проводит в выравнивающем туннеле несколько минут. После выхода сляб передают в стан горячей прокатки, с температурной неоднородностью менее 40°C по всему слябу.
Температура поверхности сляба снижается на примерно 60°C. Сердцевина сляба остается почти изотермической в ходе первой стадии орошения, а затем остывает в ходе второй стадии орошения. Затем, за счет рассеяния тепла между сердцевиной и поверхностью, сердцевина отдает тепло поверхности, и сляб выравнивается по температуре.
Перепад температур в слябе (DTмакс) максимален в конце каждой из стадий орошения, его величина при данной конфигурации составляет примерно 470°C. Однако перепад температур быстро снижается после прекращения орошения сляба: перепад DTмакс сляба равен 55°C после 13 минут ожидания в туннеле и становится меньше 40°C после 23 минут, проведенных в туннеле.
Пример 3: Равномерное охлаждение на 125°C сляба из сплава типа AA6016
Толщина сляба составляет 600 мм, его ширина 1850 мм, а его длина 4100 мм. Сляб выходит из гомогенизационной печи при 530°C.
Способ охлаждения сляба является двухпроходным, как изображено на фигуре 2.
Сляб передается на установку охлаждения за 100 с. Это время передачи складывается из:
- перемещения сляба между выходом из печи и входом в установку охлаждения,
- бокового центрирования сляба,
- измерения температуры верхней поверхности сляба,
- времени расчета блоком управления настроек установок охлаждения.
Затем сляб проходит в камеру орошения, где каждая его точка подвергается орошению в течение 51 секунды. Удельный поверхностный расход на орошение составляет 500 л/(мин·м2) на обе большие поверхности сляба. Заглушенная зона орошения отсутствует, как показано на фигуре 14. Таким образом, весь сляб орошается абсолютно одинаково, что создает продольный температурный профиль с холодными концами. После его выхода из камеры орошения сляб передается за 60 с во вторую камеру орошения, не проходя в этом примере через необязательный промежуточный выравнивающий туннель. Затем сляб подвергается второму орошению, отличающемуся от первого. В этот второй раз сляб, за исключением его концов, орошают в течение 51 секунды с удельным поверхностным расходом 500 л/(мин·м2). Заглушенная зона орошения представляет собой пару штанг, как показано на фигуре 12. Такая настройка склонна «выпрямлять» температурный профиль на холодных концах, тем самым создавая почти плоский продольный температурный профиль на выходе из второй камеры орошения. После его выхода из второй камеры орошения сляб передается в выравнивающий туннель за 30 секунд. Сляб проводит в выравнивающем туннеле всего 10 минут. После выхода сляб передают в стан горячей прокатки, с температурной неоднородностью менее 40°C по всему слябу.
Пример 3 показывает, что правильный выбор заглушенных зон орошения позволяет значительно снизить продолжительность выравнивания после орошения. Для способа охлаждения в несколько проходов выбор заглушенных зон может отличаться от одного прохода к другому. Для двухпроходного способа охлаждения заглушенную зону, выбранную при первом проходе, выгодно сделать противоположной заглушенной зоне, выбранной при втором проходе. Для охлаждения в два прохода будет оптимальным, если первый проход осуществить с нулевой заглушенной зоны (сплошное орошение сляба), а затем второй проход с заглушенной зоной из пары штанг, что позволяет значительно уменьшить продолжительность выравнивания, необходимую для теплового равновесия сляба.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И ПОЛОСА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ, ПОЛУЧАЕМАЯ В СООТВЕТСТВИИ С УПОМЯНУТЫМ СПОСОБОМ | 2015 |
|
RU2671033C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННЫМ ЗЕРНОМ И ПОЛУЧЕННАЯ ТАКИМ ОБРАЗОМ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С ОРИЕНТИРОВАННЫМ ЗЕРНОМ | 2010 |
|
RU2536150C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2150347C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТУРИРОВАННЫХ СТАЛЬНЫХ ЛЕНТ ИЛИ ЛИСТОВ ДЛЯ ПРИМЕНЕНИЯ В ЭЛЕКТРОТЕХНИКЕ | 2012 |
|
RU2572919C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОЛЬГИ ТВЕРДЫХ ПРИПОЕВ АЛЮМИНИЕВЫХ ЭВТЕКТИЧЕСКИХ СПЛАВОВ | 2014 |
|
RU2559619C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2015 |
|
RU2618678C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ХЛАДОСТОЙКОЙ ВЫСОКОПРОЧНОЙ АУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2631067C1 |
| Способ изготовления толстых листов и плит из высокопрочных алюминиевых сплавов | 1981 |
|
SU939141A1 |
| ПРОДУКТ ИЗ ДЕФОРМИРУЕМОГО АЛЮМИНИЕВОГО СПЛАВА СЕРИИ АА7000 И СПОСОБ ПРОИЗВОДСТВА УПОМЯНУТОГО ПРОДУКТА | 2006 |
|
RU2413025C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СЛЯБА И СТАН ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2528560C2 |
Объектом изобретения является способ охлаждения сляба из алюминиевого сплава с типичными размерами 250-800 мм в толщину, 1000-2000 мм в ширину и 2000-8000 мм в длину после металлургической гомогенизационной термообработки упомянутого сляба при температуре, обычно составляющей от 450 до 600°C в зависимости от сплава, и перед его горячей прокаткой, согласно изобретению охлаждение на величину от 30 до 150°C осуществляют со скоростью 150-500 °C/ч при перепаде температур менее 40°C по всему слябу, охлаждаемому от его температуры гомогенизации. Изобретение относится также к установке, позволяющей применить упомянутый способ, а также к применению установки. Изобретение относится также к установке, позволяющей применить упомянутый способ, а также к применению установки. Технический результат – быстрое охлаждение сляба со скоростью 150-500 °C/ч при перепаде температур менее 40°C по всему слябу, охлаждение на величину 30-150°C от температуры 450-600°C, создание однородного температурного поля, контролируемого во всем слябе. 3 н. и 14 з.п. ф-лы, 19 ил., 3 пр.
1. Способ охлаждения сляба из алюминиевого сплава с типичными размерами 250-800 мм в толщину, 1000-2000 мм в ширину и 2000-8000 мм в длину после металлургической гомогенизационной термообработки упомянутого сляба при температуре, обычно составляющей от 450 до 600°C в зависимости от сплава, и перед его горячей прокаткой, отличающийся тем, что охлаждение на величину от 30 до 150°C осуществляют со скоростью 150-500 °C/ч при перепаде температур менее 40°C по всему слябу, охлаждаемому от его температуры гомогенизации.
2. Способ по п. 1, отличающийся тем, что охлаждение осуществляют в по меньшей мере две стадии:
первая стадия орошения, в ходе которой сляб охлаждают в камере, содержащей штанговые опрыскиватели или распылители охлаждающей жидкости или тумана под давлением, распределенные в верхней и нижней частях упомянутой камеры, чтобы орошать две большие стороны, верхнюю и нижнюю, упомянутого сляба,
дополнительная стадия выравнивания температуры в неподвижном воздухе, в туннеле с отражающими внутренними стенками, продолжительностью от 2 до 30 мин в зависимости от формата сляба и величины охлаждения.
3. Способ по п. 2, отличающийся тем, что стадии орошения и выравнивания температуры повторяют в случае очень толстых слябов и при полном среднем охлаждении более 80°C.
4. Способ по одному из пп. 2 или 3, отличающийся тем, что охлаждающая жидкость, в том числе в тумане, является водой, а предпочтительно деионизированной водой.
5. Способ по одному из пп. 1-4, отличающийся тем, что головную и заднюю части сляба, т. е. обычно 300-600 мм от концов, охлаждают меньше, чем остальной сляб, чтобы сохранить головную и заднюю части горячими, так как эта конфигурация благоприятна для захвата сляба при реверсивной горячей прокатке.
6. Способ по одному из пп. 2-5, отличающийся тем, что охлаждение головной и задней частей регулируют путем включения или выключения штанговых опрыскивателей или распылителей.
7. Способ по одному из пп. 2-5, отличающийся тем, что охлаждение головной и задней частей регулируют за счет наличия экранов.
8. Способ по одному из пп. 2-7, отличающийся тем, что повторяют стадии орошения, но не выравнивания температуры, и тем, что головную и заднюю части сляба, т. е. обычно 300-600 мм от концов, охлаждают по-иному, чем остальной сляб, в по меньшей мере одной из камер орошения.
9. Способ по п. 8, отличающийся тем, что первую стадию орошения проводят без заглушенной зоны, то есть со сплошным орошением сляба, после чего следует, без первой стадии выравнивания температуры, второй проход орошения с заглушенной зоной из пары штанг, как показано на фигуре 12, что позволяет заметно уменьшить продолжительность финальной стадии выравнивания, необходимой для теплового равновесия сляба.
10. Способ по одному из пп. 2-9, отличающийся тем, что продольную температурную однородность сляба улучшают относительным перемещением сляба по отношению к системе орошения: возвратно-поступательным движением сляба относительно неподвижной системы орошения или наоборот.
11. Способ по п. 10, отличающийся тем, что сляб перемещается горизонтально в камере орошения, и скорость его перемещения больше или равна 20 мм/с, т. е. 1,2 м/мин.
12. Способ по одному из пп. 2-11, отличающийся тем, что поперечную температурную однородность сляба обеспечивают регулированием орошения по ширине сляба путем включения/выключения форсунок или распылителей или экранирования упомянутого орошения.
13. Установка для осуществления способа по одному из пп. 1-12, отличающаяся тем, что она содержит:
камеру орошения, оборудованную штанговыми опрыскивателями или распылителями охлаждающей жидкости или тумана под давлением, расположенными в верхней и нижней частях упомянутой камеры, чтобы орошать обе большие стороны, верхнюю и нижнюю, упомянутого сляба,
выравнивающий туннель с неподвижным воздухом на выходе камеры орошения, причем внутренние стенки и свод туннеля выполнены из отражающего внутрь материала, обеспечивающего выравнивание температуры сляба за счет рассеивания тепла в упомянутом слябе, при этом сердцевина подогревает поверхности.
14. Установка по п. 13, отличающаяся тем, что:
форсунки распыления охлаждающей жидкости или тумана в камере орошения создают струи в виде полного конуса с углом распыла от 45 до 60°,
оси нижних форсунок ориентированы по нормали к нижней поверхности,
верхние штанговые опрыскиватели спарены в направлении движения сляба, причем в одной и той же паре верхние штанги наклонены таким образом, что:
- струи двух спаренных штанговых опрыскивателей обращены навстречу друг другу,
- струи имеют кромку, нормальную к верхней поверхности сляба,
- перекрытие струй двух спаренных штанг составляет от 1/3 до 2/3 ширины каждой струи, предпочтительно по существу половину,
- огибающая двух сформированных таким образом струй образует M-образный профиль,
пары верхних и нижних штанговых опрыскивателей расположены по существу напротив друг друга так, чтобы верхние и нижние длины орошения были по существу равными и напротив друг друга.
15. Установка по одному из пп. 13 или 14, отличающаяся тем, что охлаждающую жидкость после орошения собирают обычно в резервуар, находящийся под установкой, используют повторно и термически контролируют.
16. Применение установки по одному из пп. 13-15, отличающееся тем, что вся установка, камера орошения и выравнивающий туннель, управляется по запрограммированной в блоке управления термической модели, определяющей настройки установки в зависимости от температуры, оцененной путем термического измерения на входе камеры орошения, и в зависимости от целевой температуры на выходе, обычно температуры начала горячей прокатки.
17. Применение установки по п. 16, отличающееся тем, что оно включает следующие этапы:
- центрирование сляба на входе в установку,
- измерение температуры верхней поверхности сляба,
- расчет блоком управления, с помощью термической модели, настроек камеры орошения в зависимости от температуры на входе и целевой температуры на выходе, то есть от целевого охлаждения сляба, включая определение числа активированных штанг, числа активированных форсунок по краям, скорости движения сляба в камере орошения, пусков и остановок штанговых опрыскивателей и времени выдержки в выравнивающем туннеле,
- перемещение сляба в камере орошения, орошение сверху и снизу в соответствии с расчетами блока управления,
- передача сляба из камеры орошения в выравнивающий туннель,
- выдерживание сляба в выравнивающем туннеле в течение периода, определенного блоком управления.
| DE 19823790 A1, 02.12.1999 | |||
| Летательный аппарат | 2016 |
|
RU2656932C2 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2234542C2 |

