Область техники, к которой относится изобретение
Настоящее изобретение относится к усовершенствованному устройству для холодного газодинамического напыления, системе и способу нанесения покрытия посредством осаждения широкого ряда материалов на подложки различных форм и типов. В контексте настоящего описания осаждение осуществляют с помощью соударения твердых частиц с металлическими, а также неметаллическими подложками с очень высокими скоростями, которое выполняют с помощью сверхзвуковой струи технологического газа / газа-носителя, такого как воздух или азот или гелий. В этом способе отсутствует большинство недостатков, свойственных другим способам осаждения металлов. Этот способ также обладает рядом дополнительных технологических, экономических и экологических преимуществ, таких как уменьшенный подвод тепловой энергии, возможность свободно обеспечивать формы и варианты транспортабельности, использование чистого воздуха или азота или гелия в качестве технологического газа в отличие от других горючих газов. Это делает описываемый способ уникальным и более привлекательным для осаждения широкого спектра материалов на подложки.
Предпосылки к созданию изобретения
Покрытия наносят на подложки, поскольку последние должны иметь отполированный или глянцевый внешний вид и должны быть защищены от солнечного света, коррозии и окисления. Металлические или неметаллические покрытия можно наносить, используя напыление, а также электрохимическим, химическим или механическим способом. Эти покрытия модифицируют поверхность компонента и увеличивают срок его службы. Одной из таких технологий нанесения покрытия является термическое напыление. В этой группе способов покрытия получают посредством напыления материала в расплавленном или полурасплавленном состоянии. Исходное сырье материала для покрытия может быть в форме порошка, прутка и проволоки.
Уровень техники
Однако холодное газодинамическое напыление по настоящему изобретению является процессом термического напыления, обеспечивающим покрытие большой толщины главным образом за счет кинетической энергии порошков, а не тепловой энергии. Подвод тепловой энергии к порошкам в этом способе является пренебрежимо малым. Твердые металлические порошки ускоряются до очень высоких скоростей на поверхностях подложки, подлежащей нанесению покрытия или ремонту, с помощью сжатого технологического газа / газа-носителя, такого как воздух или азот или гелий, при давлении в диапазоне 0,7 – 5 МПа и при температурах газа в диапазоне 298 - 1273K. Во время соударения частиц порошка с подложками эти частицы подвергаются значительной пластической деформации и прилипают к поверхности, обеспечивая эффективное покрытие.
Существующие системы и методологии, используемые по предшествующему уровню техники для получения покрытий из некоторых материалов, упомянутых в настоящем изобретении, основаны на получении высоких скоростей газа или кинетических энергий. Это может быть достигнуто двумя способами: 1) увеличение расчетного числа Маха сопла и 2) увеличение давления технологического газа и температур предварительного нагрева технологического газа для заданного сопла. В результате выполнения вышеуказанных действий расход энергии, расход газа, размеры и вес системы становятся очень большими, что ведет к увеличению общих расходов и ослаблению транспортабельности применительно к таким способам. Кроме того, существующие системы требуют дополнительных устройств, таких как предварительный подогреватель порошка (электрический или электромагнитный) помимо напылителя, нагреватель газа, питатель порошка и сопло, для выполнения вышеуказанных действий, что опять-таки увеличивает вес и размеры всей системы и повышает общие расходы. В этой связи дается ссылка на следующие документы предшествующего уровня техники: EP2175050A1, US200627687, US20070137560, WO05061116A1, G. Bae et al., Acta Materialia 60 (2012) 3524-3535. В одном из существующих документов IN198651 приведено описание устройства без упоминания о спектре осаждения, заявленном в настоящем изобретении, в частности, в отношении осаждения тугоплавких материалов (Ta, Ti, Nb и их сплавов) и, в частности, материалов, которые имеют сильную температурную зависимость от напряжения потока, таких как Ni, Ni-Cr, Inconel, Cu и сталь, не говоря о других. Настоящее изобретение позволяет выполнять осаждение всех вышеуказанных материалов.
В документе US20070137560 предшествующего уровня техники заявлено отдельное устройство предварительного подогрева порошка, с помощью которого порошки предварительно подогревают перед подачей в сопло. В этом документе предшествующего уровня техники, приводится объяснение, как можно улучшить осаждение таких материалов как Ni, WC-Co, используя такие устройства предварительного нагрева. Однако помимо того, что в описываемом случае добавляют отдельное устройство к группе вспомогательных устройств, увеличивается вероятность нагрева порошков в течение достаточно длительного времени, что ведет к росту зерна, обезуглероживанию, кристаллизации и окислению. Другой недостаток состоит в увеличении расхода энергии по сравнению с обычным процессом холодного напыления. Описанный процесс скорее представляет собой теплое напыление, а не холодное напыление. В настоящем изобретении не требуется никакой дополнительной системы нагрева, как в указанном изобретении, и материалы, имеющие температурную чувствительность к напряжению потока и критической скорости, можно осаждать при общем низком расходе энергии и газа.
По одному из документов предшествующего уровня техники Fukanuma et al (EP2175050A1) предлагают осаждать материалы с использованием зоны предварительного нагрева (50 - 1000 мм) перед сужающимся участком сопла. Задача состояла в предварительном нагреве смеси порошка и газа и увеличении деформируемости частиц порошка и напылении покрытия большей толщины с большей эффективностью. Однако также используется отдельный нагреватель (нагреватели) для нагрева зоны предварительного нагрева, которая имеет длину 50 - 1000 мм, на основании нескольких факторов, таких как длина зоны предварительного нагрева, тип газа, плотность газа, химический состав сырья, форма и размер сырья, тип материала и толщина стенки сопла. Все вышеуказанные факторы не только увеличивают количество дополнительных устройств / запасных частей, но также увеличивают общий расход энергии в процессе нанесения покрытия, при этом зоны предварительного подогрева большей длины имеют отдельный предварительный нагреватель порошка. Для решения указанной проблемы в настоящем изобретении не требуется никакая дополнительная система нагрева, и материалы, имеющие температурную чувствительность к напряжению потока и критической скорости, можно осаждать с общим меньшим расходом энергии и газа.
В другом документе US7244466 предшествующего уровня техники приведено описание конструкции сопла, которая содержит двухконусный регулятор или концентратор потока для получения покрытия с небольшими размерами или размером пятна. Вышеуказанное изобретение также использует два типа регуляторов потока для регулирования размеров получаемого покрытия. Настоящее изобретение обеспечивает выполнение тех же самых действий с меньшим подводом энергии без использования сложных регуляторов потока, которые требуют дополнительных стадий производства и увеличивают стоимость всей системы.
Таким образом, требуются усовершенствованное устройство холодного газодинамического напыления и способ нанесения покрытия посредством осаждения широкого ряда материалов на подложки различных форм, которые не имеют вышеуказанных недостатков. Изменение компоновки системы подачи газа и порошка обеспечивает соответствие скорости частиц и температуры и рассеяния частиц требованиям для различных материалов. Это достигается при меньшем расходе энергии и газа и с повышенной эффективностью осаждения, что обеспечивает успешное осаждение не только обычных материалов, таких как Cu, сплавы Cu, Sn, сплавы Sn, Ag, сплавы Ag, Zn, сплавы Zn, но также осаждение сложных для нанесения покрытий материалов, таких как Ta, сплавы Ta, Nb, сплавы Nb, Ti, сплавы Ti, Ni, Ni-Cr, суперсплавы Ni, нержавеющие стали, порошковые смеси, наноструктурированные агломерированные порошки, высокоэнтропийные сплавы, биостекло, композиционные порошки с металлической матрицей (с керамическими армирующими элементами), при намного меньшей потребляемой мощности по сравнению с существующими другими системами. Это представлено в подробном описании настоящего изобретения.
Задачи настоящего изобретения
Основная задача настоящего изобретения состоит в том, чтобы предложить усовершенствованное устройство холодного газодинамического напыления с повышенной способностью осаждения улучшенных покрытий из таких материалов, как Ta, сплавы Ta, Nb, сплавы Nb, Ti, сплавы Ti, Ni, Ni-Cr, суперсплавы Ni, нержавеющие стали, порошковые смеси, наноструктурированные агломерированные порошки, высокоэнтропийные сплавы, биостекло, композиционные порошки с металлической матрицей (с керамическими армирующими элементами), помимо обычных материалов, таких как Cu, сплавы Cu, Sn, сплавы Sn, Ag, сплавы Ag, Zn, сплавы Zn, при меньшем расходе потребляемой мощности и газа. В ряде технических и нетехнических применений используют ряд дополнительных материалов.
Другая задача изобретения состоит в том, чтобы предложить устройство и способы, которые пригодны для осаждения фазовочистых покрытий с высокой электропроводностью и теплопроводностью для применения в электропромышленности.
Другая задача изобретения состоит в том, чтобы предложить устройство и способы, пригодные для осаждения фазовочистых покрытий с исключительной стойкостью к повреждению в результате кавитационной коррозии.
Другая задача изобретения состоит в том, чтобы предложить устройство и способы, пригодные для осаждения металлического покрытия на трубы котла для обеспечения высокотемпературной электропроводности, стойкости к окислению и сопротивления тепловым циклическим нагрузкам.
Другая задача изобретения состоит в том, чтобы предложить устройство и способы, пригодные для осаждения металлического покрытия на неметаллические подложки для применений в силовой электронике.
Другая задача изобретения состоит в том, чтобы предложить устройство и способы, пригодные для осаждения металлического покрытия / покрытия сплавом / металлокерамического покрытия на электрические шины с целью соединения.
Другая задача изобретения состоит в том, чтобы предложить устройство и способы, пригодные для осаждения антикоррозийных покрытий для протекторной защиты / барьерной защиты и анодной защиты от коррозии.
Другая задача изобретения состоит в том, чтобы предложить устройство и способы, пригодные для осаждения тугоплавких металлов для высокотемпературных применений (защита от окисления и коррозии), применений в биомедицине, применений с использованием сверхпроводимости, ремонта распыляемых мишеней, применений для сопротивления высокотемпературному износу.
Другая задача изобретения состоит в том, чтобы предложить устройство и способы для осаждения наноструктурированных агломерированных порошков и смесей для применений в области высокой проводимости и сопротивления износу, металлического стекла для применений в области сопротивления эрозии и коррозии, высокоэнтропийных сплавов для применений в области высоких температур и биостекла для применений в области биомедицины.
Другая задача изобретения состоит в том, чтобы предложить устройство и способы для получения покрытий очень большой толщины или свободных форм или свободно стоящих покрытий для аддитивного производства.
Все вышеуказанные задачи решаются с помощью системы, подробно описанной в последующих параграфах.
Раскрытие изобретения
Предлагается усовершенствованное устройство для холодного газодинамического напыления, которое способно осаждать широкий ряд материалов, а именно, Cu, сплавов Cu, Sn, сплавов Sn, Ag, сплавов Ag, Zn, сплавов Zn, нержавеющих сталей, Ni, Ni-Cr, других суперсплавов Ni, Ta, сплавов Ta, Nb, сплавов Nb, Ti, сплавов Ti, порошковых смесей, наноструктурированных агломерированных порошков, высокоэнтропийных сплавов, металлического стекла, биостекла, композиционных порошков с металлической матрицей (с керамическими армирующими элементами) для широкого диапазона применений при общем более низком расходе энергии и газа. Технологический газ и газ-носитель, используемые для вышеуказанного напыления, представляют собой сжатый воздух. Другие газы, такие как гелий и азот, также могут использоваться, если того требует применение. Помимо осаждения металлических порошков на металлические объекты устройство также может осаждать металлический порошок на неметаллические объекты. С помощью настоящего изобретения также можно осуществлять нанесение свободно стоящих покрытий очень большой толщины или свободных форм одного или многих из вышеупомянутых материалов. Это усовершенствованное исполнение также может содержать конструкцию усовершенствованного герметичного напылителя, усовершенствованные конструкции сопел (и материал сопел), усовершенствованную систему подачи порошка с вариантом осаждения материала с различными скоростями осаждения без риска ухудшения эффективности осаждения. Усовершенствованная конструкция устройства также позволяет осаждать покрытие на неплоские объекты и недоступные области, используемые в практическом применении. Сторона управления процессом также оснащена автоматическим контроллером температуры, и подачу порошка осуществляют за счет использования электронных средств из уровня техники. Устройство является передвижным, причем его можно транспортировать на открытые местоположения для нанесения покрытий на месте.
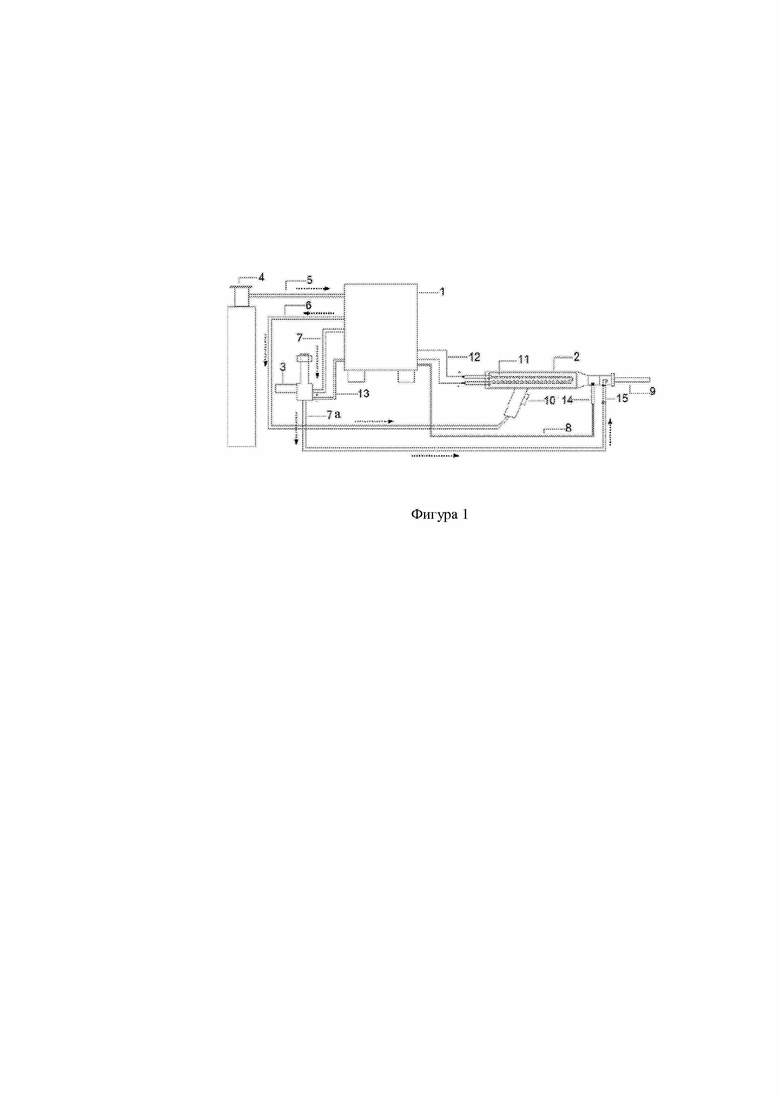
По изобретению предлагается усовершенствованная система устройства для холодного газодинамического напыления материалов покрытия, подлежащих осаждению на подложки, содержащая три основных компонента, а именно: a) панель (1) управления, b) напылитель (2) и c) порошковый питатель (3).
Панель (1) управления является автоматической панелью управления с автоматическими управляющими устройствами нагрева и подачи порошка, в качестве которой используют панель управления программируемого логического контроллера (ПЛК). Она соединена с i) пневматическим гибким шлангом (5) для обеспечения подачи сжатого газа-носителя / технологического газа от источника (4) подачи; ii) другими пневматическими гибкими шлангами (6 и 7), которые соединены с напылителем (2) и порошковым питателем (3), соответственно; iii) электрическим кабелем (12, 13 и 8) для подачи питания нагревателю (11) газа, порошковому питателю (3) и термопаре (14) напылителя (2), соответственно.
Напылитель (2) содержит сопло (9) сужающегося-расширяющегося типа, с помощью которого достигаются сверхзвуковые скорости. Он соединен с i) пневматическим гибким шлангом (6), идущим от панели (1) управления; ii) трубой (15) подачи порошка, с которой объединяется пневматический гибкий шланг (7a), транспортирующий порошок и газ-носитель, поступающие от порошкового питателя (3); iii) термопарой (14), которая электрически соединена с панелью (1) управления с помощью электрического кабеля (8), и iv) нагревателем (11) газа напылителя (2), с которым соединен электрический кабель (12), идущий от панели (1) управления.
Порошковый питатель (3) соединен с i) панелью (1) управления пневматическим гибким шлангом (7), который транспортирует газ-носитель от панели (1) управления; ii) пневматическим гибким шлангом (7a), содержащим газ-носитель и порошок, который объединяется с трубой (15) подачи порошка напылителя (2); iii) электрическим кабелем (13), соединенным с панелью (1) управления; и iv) двигателем с регулируемой частотой вращения с легковесной «сборкой двигатель-редуктор», который приводит в движение вращающийся барабан, представляющий собой вал с коническими канавками на поверхности, который подает порошок.
Краткое описание чертежей
Другие признаки и преимущества настоящего изобретения станут понятными из приведенного ниже описания предпочтительного процесса со ссылкой на приложенные чертежи, на которых в качестве примера показаны идеи изобретения.
Фиг. 1 – схема описываемой системы;
фиг. 2 – усовершенствованный напылитель;
фиг. 3 – усовершенствованное сопло-1;
фиг. 4 – усовершенствованное сопло-2.
Осуществление изобретения
По изобретению предлагается усовершенствованное устройство для холодного газодинамического напыления, система и способ нанесения покрытия на подложки посредством осаждения широкого ряда материалов, а именно, Cu, сплавов Cu, Sn, сплавов Sn, Ag, сплавов Ag, Zn, сплавов Zn, нержавеющих сталей, Ni, Ni-Cr, других суперсплавов Ni, Ta, сплавов Ta, Nb, сплавов Nb, Ti, сплавов Ti, порошковых смесей, наноструктурированных агломерированных порошков, высокоэнтропийных сплавов, биостекла, композиционных порошков с металлической матрицей (с керамическими армирующими элементами) для широкого диапазона применений при общем более низком расходе энергии и газа посредством выбора соответствующего сочетания размеров сопла. В контексте настоящего описания осаждение осуществляют с помощью соударения твердых частиц с металлическими, а также неметаллическими подложками с очень высокими скоростями, которое выполняют с помощью сверхзвуковой струи технологического газа / газа-носителя и технологического газа в виде сжатого воздуха. На основании требований к настоящей системе также можно использовать азот или гелий. Помимо нанесения покрытия на подложки напыление также используют для ремонта поврежденных деталей.
Со ссылкой на схему на фиг. 1 система содержит три основных компонента. Этими компонентами являются панель (1) управления, напылитель (2) и порошковый питатель (3). В качестве автоматической панели управления (1) с автоматическими управляющими устройствами нагрева и подачи порошка используют панель управления ПЛК. Кроме того, панель управления является передвижной, и она выполнена с возможностью выдерживания обычных нагрузок на полу цеха или на объекте. Панель управления соединена с источником (4) поступающего газа-носителя, который выбирают из источников подачи воздуха, азота или гелия, предпочтительно с источником воздуха, с помощью пневматического гибкого шланга (5), по которому технологический газ / газ-носитель поступает в панель управления. Кроме того, два пневматических гибких шланга (6, 7) также соединены с панелью (1) управления. Один пневматический гибкий шланг (6) соединен с усовершенствованным напылителем (2) для подачи технологического газа в напылитель (2). Другой пневматический гибкий шланг (7), соединенный с усовершенствованным порошковым питателем (3), используется для подачи газа-носителя из панели (1) управления в порошковый питатель (3). Пневматический гибкий шланг (7a), который транспортирует газ-носитель и порошок, поступающий из порошкового питателя (3), соединен с напылителем (2) после объединения с питающей трубой (15) рядом с входом технологического газа, поступающего через пневматический гибкий шланг (6).
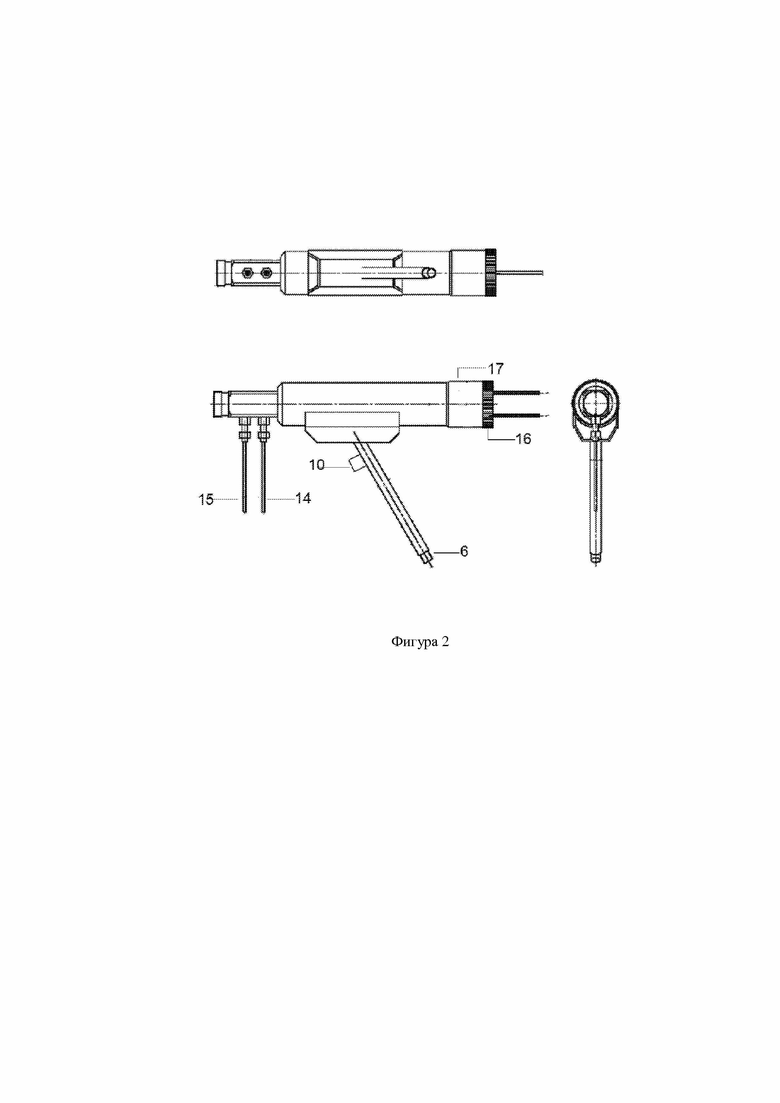
Панель (1) управления также соединена с усовершенствованным напылителем (2) термопарой (14) с помощью кабеля (8). Кроме того, панель (1) управления соединена с напылителем электрически с помощью кабеля (12) для питания нагревателя (11) газа в напылителе (2). Усовершенствованный напылитель, показанный на фиг. 2, эффективно нагревает технологический газ и увеличивает срок службы нагревательного элемента посредством использования медной контргайки и уплотнений и/или прокладок (16) и стенки (17) большей толщины у заднего конца по сравнению с передним концом. В свою очередь, это обеспечивает минимальное повреждение напылителя во время технического обслуживания и способствует эффективному уплотнению напылителя в добавление к повышению эффективности теплопередачи и увеличению срока службы напылителя за счет сведения к минимуму износа внутренних стенок напылителя из-за их свойств, связанных с расходованием материала. Эти уплотнения выполнены из материалов на основе фторполимеров без ограничения до Teflon и Viton. Этот признак является критичным, поскольку в напылителе (2) помещен нагреватель (11) газа. Кроме того, в корпусе напылителя могут быть помещены нагреватели с переменной мощностью без изменения базовой конструкции. Это также позволяет достигать повышенных температур предварительного нагрева газа, что ведет к увеличению скоростей газа и, в свою очередь, увеличивает скорости частиц, тем самым, обеспечивая более широкий спектр осаждения и лучшее качество покрытия. Напылитель является передвижным и имеет небольшой вес и высокую прочность. Это обеспечивает преимущества во время использования, перемещения и технического обслуживания. Напылитель также оснащен необязательным выключателем (10) для управления подачей питания к порошковому питателю (3), особенно когда он управляется вручную. Это делает устройство подвижным и способным к осаждению на месте всех материалов, упомянутых в настоящем изобретении, при общем более низком расходе энергии и газа.
Распылитель (2) также соединен с пневматическими шлангами (6, 7), трубой (15) подачи порошка, термопарой (14) и усовершенствованным соплом (соплами) (9). Панель (1) управления автоматически управляет подводом тока к нагревателю (11) газа внутри усовершенствованного напылителя (2) на основании желаемой температуры, как только давление газа выходит за пределы заданного исходного давления. В случае падения давления газа до значения ниже заданного исходного давления, панель управления отключает подачу тока к нагревателю во избежание повреждения нагревателя.
Порошковый питатель (3) показан на фиг. 1. Он состоит из двигателя с регулируемой частотой вращения с легковесной «сборкой двигатель-редуктор», который приводит в движение вращающийся барабан, представляющий собой вал с коническими канавками на поверхности. Размеры этих канавок модифицируют для размещения большего количества порошка и его эффективной подачи. Порошковый питатель (3) также содержит усовершенствованную легковесную и эффективную «сборку двигатель-редуктор», позволяющую при необходимости улучшить номинальные характеристики. Она может быть выполнена из легковесного материала, такого как алюминий.
Панель (1) управления и порошковый питатель (3) соединены пневматическим гибким шлангом (7) и электрическим кабелем (13). Порошковый питатель (3) принудительно включается панелью (1) управления, как только температура технологического газа поднимается до желаемого значения, передаваемого панели (1) управления посредством прохождения тока через нагреватель (11) газа, расположенный в напылителе (2).
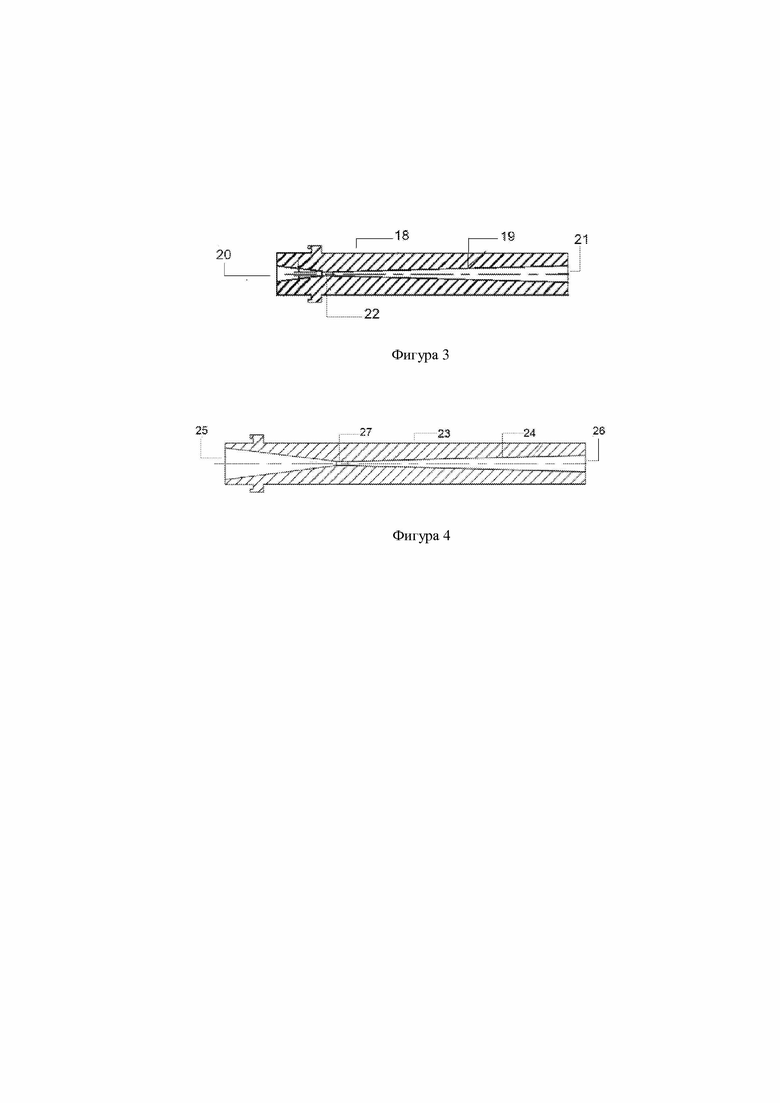
Пневматический шланг (7a), транспортирующий порошок и газ-носитель / технологический газ из порошкового питателя (3), объединяется с трубой (15) подачи порошка перед поступлением в напылитель (2). Линия (6) технологического газа соединена с напылителем (2), как показано на фиг. 2. Напылитель (2) также содержит сопло (9), с помощью которого достигаются сверхзвуковые скорости. Базовая конструкция сопла является конструкцией сужающегося-расширяющегося типа. Эскизы двух сопел показаны на фиг. 3 и 4. Сопла имеют сужающийся участок (20, 25), соединительный участок (22, 27) и расширяющийся участок (21, 26) и внутренние (19, 24) и наружные (18, 23) стенки. Усовершенствованное сопло на фиг. 3 настоящего изобретения пригодно для осаждения покрытий с (i) варьируемыми скоростями напыления (50 – 500 мкм/с), (ii) варьируемой шириной или диаметром пятна (0,9 – 4 мм), (iii) варьируемой длиной или диаметром пятна (0,9 – 12 мм) без риска для эффективности процесса осаждения и без использования маски или трафарета или дополнительных регуляторов потока внутри сопла. Одинаково свободно могут быть получены участки, требующие нанесения покрытий большой толщины в случаях ремонта, и участки, требующие регулируемых скоростей напыления, в случаях применения в области электротехники и электроники. Усовершенствованные сопла в настоящем изобретении являются энергоэффективными, поскольку они обусловливают требования к потоку и мощности с целью достижения желаемых технологических параметров и, таким образом, для различных скоростей осаждения и площади осаждения могут быть получены сходные покрытия при оптимальном расходе энергии и газа. Это достигается посредством уменьшения или увеличения площади сечения соединительного участка (0,2 – 16 мм2) и площади участков выпуска (0,6 – 50 мм2) за счет поддержания постоянного отношения площадей сечения выхода и соединительной части или постоянного числа Маха или их варьирования. При необходимости число Маха может быть выбрано в диапазоне 2 – 3,5. На основании фактического требования площади соединительного участка и выходов задают таким образом, чтобы получать наилучшие покрытия при оптимальном расходе энергии и газа. Другой пример усовершенствованного сопла показан на фиг. 4. Настоящее изобретение обеспечивает надлежащее осаждение материалов, которые имеют сильную температурную зависимость от критической скорости и/или напряжения потока (Ni, Ni-Cr, IN625 и Cu и т.д.), и устраняет необходимость в предварительном нагревателе (нагревателях) порошка или более высоких давлениях газа и температурах предварительного нагрева газа или одноатомных газах, таких как гелий. Это достигается посредством увеличения длины сужающегося участка (цилиндрического удлинения, если требуется) относительно расширяющегося участка сопла. Можно видеть, что длины сужающихся участков сопел на фиг. 3 и фиг. 4 отличаются друг от друга. Длина расширяющегося участка при необходимости также может варьироваться. Несмотря на то, что рассматриваемое устройство осаждает указанные материалы без предварительного нагрева порошка, при необходимости с рассматриваемым устройством может использоваться предварительный нагреватель.
Настоящее изобретение также содержит камеру смешивания газа и порошка перед сужающимся участком сопла. Кроме того, посредством изменения местоположения нагнетания порошка вдоль сопла можно регулировать скорость частиц, температуру частиц, распространение частиц для получения наилучших покрытий при оптимальном расходе энергии и воздуха.
Настоящее изобретение может использовать одну или несколько или все вышеуказанные модификации в зависимости от требований к применению.
Пример 1
Осаждение покрытий с высокой электропроводностью
Для того, чтобы продемонстрировать эффективность системы настоящего изобретения, на металлические подложки были нанесены покрытия с высокой электропроводностью из серебра, меди и олова и композитов (Cu-Al2O3, или Cu-ZrO2 или Cu-SiC), используя усовершенствованное устройство для холодного газодинамического распыления. Металлические подложки, выбранные для выполнения этого эксперимента, в качестве примера были изготовлены из нержавеющей стали и алюминия, и для осаждения вышеуказанных покрытий с высокой электропроводностью также могут быть выбраны неметаллические подложки, такие как керамика (Al2O3 в качестве примера) и полимеры или многослойные композиты. В каждом случае в качестве исходного порошка использовали распыленный водой порошок серебра, сферический порошок олова, агломерированный нанопорошок Cu-1% Al2O3 в диапазоне размеров 10 – 45 мкм. Эти порошки имели чистоту, близкую к 99,9%. Подложки из нержавеющей стали, алюминия, меди и Al2O3 были подвергнуты струйной обработке для получения шероховатости поверхности с целью обеспечения осаждения покрытия. Для струйной обработки использовали грит оксида алюминия крупностью 240 мкм при давлении 2,5 бар для подложек из нержавеющей стали и при давлении 1,5 бар для подложек из алюминия и меди. Подложки из Al2O3 подвергли струйной обработке гритом, используя технику микроструйной обработки с намного более мелкой крупностью грита в диапазоне 50 – 60 мкм. После струйной обработки гритом подложки тщательно очистили в ультразвуковом очистителе в среде ацетона. Подложки были жестко закреплены в фиксирующем устройстве. Порошковый питатель (3) наполнили исходным порошком. Расстояние между соплом и поверхностью подложки составляло 15 мм. В этом примере использовали сопло (9) с круглым впуском, квадратной соединительной частью и прямоугольным выпуском. Технологические параметры нанесения покрытия составляли 8 бар, 100°C для олова и 20 бар, 450°C для серебра, Cu-Al2O3. Для получения покрытия желаемой толщины и электропроводности в общей сложности выполнили два прохода для серебра, 4 прохода для Cu-Al2O3 и один проход для олова. Была получена толщина покрытия приблизительно ~ 500 мкм в случае серебра с интенсивностью подачи порошка 34 г/мин и толщина покрытия ~ 100 мкм в случае олова с интенсивностью подачи порошка 12 г/мин. Скорость растра манипулятора составляла 10 мм/с для покрытия серебром и 30 мм/с для покрытия оловом. Поскольку оба покрытия были предназначены для различных применений, желаемая толщина на один проход была разной, и, таким образом, имелись различия в полученном покрытии на проход. В случае Cu-Al2O3 толщина покрытия составляла 750 – 800 мкм, интенсивность подачи поддерживалась на уровне 10 г/мин, и сходные расстояние и скорость растра манипулятора использовали как для серебра, так и для олова. Нанесение медного покрытия на оксид алюминия Al2O3 выполняли при 10 бар, 400°C, и расстояние и скорость манипулятора были сходными как с покрытием серебром, так и оловом.
Была получена электропроводность покрытия серебром (46 – 51 мСм/м), близкая к ~ 75 – 85% электропроводности серебра россыпью, и электропроводность покрытия оловом (8 - 8,2 мСм/м), равная почти 90% электропроводности олова россыпью. Покрытие серебром и покрытие оловом потенциально могут использоваться в энергетической промышленности и электропромышленности, соответственно.
Электропроводность нанопокрытий Cu-Al2O3 составила приблизительно 28 – 32 мСм/м, и твердость составила приблизительно 1,9 – 2,1 ГПа, что квалифицирует их как материал электродов для точечной сварки за счет благоприятного сочетания электропроводности и твердости.
Покрытие медью, полученное на оксиде алюминия, имеет электропроводность в диапазоне 25 – 35 мСм/м, и плотное покрытие может использоваться в области силовой электроники в качестве электропроводного и теплопроводного покрытия в электроизоляционной керамике.
Электропроводность измеряли с помощью вихретокового датчика (FOERSTER, США).
Пример 2
Образование покрытий из материалов с высокой температурной чувствительностью к напряжению потока и критической скорости
В условиях холодного напыления осаждение покрытия осуществляют на основе критической скорости напыляемого порошка. За пределами критической скорости в локальных граничных зонах прочность материала ухудшается, и происходит значительный скачок в деформации и локальной температуре, что ведет к сцеплению частиц и подложки. Определяющее уравнение состояния, именуемое моделью пластического деформирования Джонсона-Кука, выглядит следующим образом:

где
σ - напряжение потока, A – напряжение течения при квазистатическом растяжении или сжатии, B – параметр деформационного упрочнения, C – параметр упрочнения со скоростью деформации, n – показатель деформационного упрочнения и m – показатель размягчения термообработкой.
Таблица 1
(МПа)
(K)
(кВт)
(г/с)
(мкм)
(K)
Ni-Cr
IN625
2 воздух
873
4,2 - 12,9
8-24,5
300-600
Нет
4 N2
973
---
---
500
Да, 423K
1,5 He
2,5 N2
2,5 N2
2,5 N2
873
873
873
873
---
---
---
---
---
---
---
---
Без покрытия
~70
~100
~130
Нет
Да, 573K
Да, 673K
Да, 873K
значение m для меди – 1,09
значение m для никеля – 1,44
значение m для IN625 – 1,90
На основе вышеуказанной концепции было использовано показанное на фиг. 4 усовершенствованное сопло (9), и нанесение покрытий было выполнено согласно параметрам, приведенным в таблице 1, наряду с полученной толщиной.
При выполнении холодного напыления основными технологическими параметрами являются давление газа и температура газа, которые, в конечном счете, определяют получаемую скорость газа и частиц для заданной комбинации газа и частиц. Однако тщательная разработка и выбор сопла могут обеспечить уменьшение общего расхода энергии посредством уменьшения общего расхода газа (уменьшенное давление газа или уменьшенный расход газа) и расхода энергии (необходимой для нагрева газа до желаемой температуры). В настоящем примере по сравнению с существующим уровнем техники произведение P*T (давление газа и температура газа) является намного меньшей величиной, необходимой для получения сходного диапазона толщин покрытия. Если произведение P на T в настоящем случае принять равным 1, отношение (P*T)существующий уровень техники / (P*T)настоящее изобретение всегда будет больше 1. Это подтверждает, что настоящее изобретение использует меньшее количество энергии для осаждения одних и тех же материалов в сходном диапазоне толщин.
Пример 3
Образование покрытий из тугоплавких металлов
В настоящем примере приведено описание образования покрытий из тугоплавких металлов, а именно, тантала, титана и ниобия. Все вышеуказанные металлы и их сплавы являются тугоплавкими (имеют высокую температуру плавления) и находят применение в областях, где действуют высокие температуры. Посредством комбинирования технологических параметров 2МПа или 20 бар и 450°C были получены покрытия с высокой плотностью для всех материалов, используя воздух в качестве технологического газа и технологического газа / газа-носителя. Исходное сырье, используемое во всех вышеуказанных порошках, имело размеры в диапазоне 10 – 45 мкм. Порошок тантала был получен химическим путем, а титан и ниобий использовались в виде размельченного порошка. Толщина осаждения для Ta и Nb за один проход составляла приблизительно 200 – 300 мкм, в то время как для Ti она составляла приблизительно 500 – 600 мкм. Пористость покрытий была меньше 0,8% в случае Ta и Nb и приблизительно 3- 5% в случае титана (который пригоден для применения в области биомедицины).
Тантал и ниобий можно использовать в условиях действия высоких температур, а также для ремонта распыляемых мишеней в области физического осаждения из паровой фазы (PVD). С другой стороны, титан имеет большой потенциал в области биомедицины и аэрокосмической области.
Заключение
Твердые порошковые материалы, такие как Cu, сплавы Cu, Sn, сплавы Sn, Ag, сплавы Ag, Zn, сплавы Zn, нержавеющие стали, Ni, Ni-Cr, другие суперсплавы Ni, Ta, сплавы Ta, Nb, сплавы Nb, Ti, сплавы Ti, порошковые смеси, наноструктурированные агломерированные порошки, высокоэнтропийные сплавы, металлическое стекло, биостекло, композиционные порошки с металлической матрицей, можно сходным образом осаждать на металлические / неметаллические подложки при общем оптимальном расходе энергии и газа, используя соответствующее сочетание площадей соединительного участка и выхода и длины расширения и сужения и без использования маски или трафарета или другого регулятора (регуляторов) потока внутри сопла, без использования предварительного подогревателя (подогревателей) порошка и без использования боле высоких давлений и температур.
Новые признаки изобретения выявлены посредством объяснения некоторых предпочтительных вариантов выполнения изобретения, что позволяет специалистам в данной области понять настоящее изобретение. Также следует принять во внимание, что настоящее изобретение не ограничивается в применении до деталей, представленных в настоящем описании. Несмотря на то, что настоящее изобретение было подробно описано со ссылкой на определенные варианты выполнения, могут быть выполнены определенные модификации без отклонения от сущности и объема изобретения, как описано выше и определено в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ТОКОВЕДУЩЕЙ ШИНЫ НА НИЗКОЭМИССИОННОЙ ПОВЕРХНОСТИ СТЕКЛА | 2014 |
|
RU2588921C2 |
| Материал покрытия | 2014 |
|
RU2674050C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО НАНОСТРУКТУРИРОВАННОГО ПОКРЫТИЯ | 2008 |
|
RU2439198C2 |
| СПОСОБ НАНЕСЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ С ВЫСОКИМИ АДГЕЗИВНЫМИ СВОЙСТВАМИ | 2004 |
|
RU2285746C2 |
| УСТРОЙСТВО ДЛЯ ГАЗОДИНАМИЧЕСКОГО НАПЫЛЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2010 |
|
RU2479671C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫХ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2007 |
|
RU2354749C2 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2237746C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 2005 |
|
RU2288970C1 |
| ОЧИЩЕННЫЙ ЛАЗЕРНОЙ ОБРАБОТКОЙ И ПЛАВЛЕНИЕМ ТУГОПЛАВКИЙ МЕТАЛЛ И ЕГО СПЛАВ | 2003 |
|
RU2333086C2 |
| ВЫПУСКНОЙ КЛАПАН ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2013 |
|
RU2555918C2 |
Изобретение относится к усовершенствованной системе устройства для холодного газодинамического напыления. Система содержит панель управления, которая соединена с напылителем , оснащенным соплом сужающегося-расширяющегося типа, с помощью которого достигаются сверхзвуковые скорости, обусловливающие осаждение материала при общем оптимальном расходе энергии и газа без использования предварительного подогревателя порошка, трафаретов, регуляторов потока. Источник сжатого газа соединен с панелью управления гибким пневматическим шлангом. Пневматический гибкий шланг соединен с панелью управления, напылителем и порошковым питателем. Порошковый питатель подает порошок к напылителю с помощью газа-носителя по пневматическому шлангу и трубе подачи порошка. Панель управления электрически соединена с порошковым питателем и нагревателем газа с помощью электрических кабелей. Заявленная система обеспечивает осаждение широкого ряда материалов на различные подложки. 16 з.п. ф-лы, 4 ил., 1 табл.
1. Усовершенствованная система устройства для холодного газодинамического напыления для материалов покрытия, подлежащих осаждению на подложки, содержащая: панель (1) управления, напылитель (2) и порошковый питатель (3), отличающаяся тем, что она содержит:
a) панель (1) управления, являющуюся автоматической панелью управления с автоматическими управляющими устройствами нагрева и подачи порошка, которая представляет собой панель управления программируемого логического контроллера (ПЛК) и соединена с i) пневматическим гибким шлангом (5) для обеспечения подачи сжатого газа носителя/технологического газа от источника (4) подачи; ii) другими пневматическими гибкими шлангами (6 и 7), которые соединены с напылителем (2) и порошковым питателем (3), соответственно; iii) электрическим кабелем (12, 13 и 8) для подачи питания нагревателю (11) газа, порошковому питателю (3) и термопаре (14) напылителя (2), соответственно;
b) напылитель (2), содержащий сопло (9) сужающегося-расширяющегося типа, с помощью которого достигаются сверхзвуковые скорости, и соединенный с i) пневматическим гибким шлангом (6), идущим от панели (1) управления; ii) трубой (15) подачи порошка, с которой объединяется пневматический гибкий шланг (7a), транспортирующий порошок и газ-носитель, поступающие от порошкового питателя (3); iii) термопарой (14), которая электрически соединена с панелью (1) управления с помощью электрического кабеля (8), и iv) нагревателем (11) газа напылителя (2), с которым соединен электрический кабель (12), идущий от панели (1) управления; и
c) порошковый питатель (3), соединенный с i) панелью (1) управления пневматическим гибким шлангом (7), который транспортирует газ-носитель от панели (1) управления; ii) пневматическим гибким шлангом (7a), содержащим газ-носитель и порошок, который объединяется с трубой (15) подачи порошка напылителя (2); iii) электрическим кабелем (13), соединенным с панелью (1) управления; и iv) двигателем с регулируемой частотой вращения с легковесной «сборкой двигатель-редуктор», который приводит в движение вращающийся барабан, представляющий собой вал с коническими канавками на поверхности, который подает порошок;
причем напылитель, а также панель управления являются передвижными и пригодны для работы в ручном режиме на полу цеха или на месте и надежны во время эксплуатации, перемещения и технического обслуживания; и
причем указанная система пригодна для a) осаждения металлического покрытия / покрытия сплавом / металлокерамического покрытия на электрические шины с целью соединения; b) осаждения антикоррозийных покрытий для протекторной защиты / барьерной защиты и анодной защиты от коррозии; c) осаждения тугоплавких металлов для высокотемпературных применений (защита от окисления и коррозии), применений в биомедицине, применений с использованием сверхпроводимости, ремонта распыляемых мишеней, применений для сопротивления высокотемпературному износу, а также для ремонта поврежденных деталей.
2. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой панель (1) управления автоматически управляет подводом тока к нагревателю (11) газа, расположенному внутри напылителя (2), на основании желаемой температуры на входе, как только давление газа на входе достигает заданного исходного давления, и в случае падения давления газа до значения ниже заданного исходного давления панель управления отключает подачу тока к нагревателю во избежание повреждения нагревателя газа.
3. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой сопло (9) имеет сужающийся участок (20, 25), соединительный участок (22, 27) и расширяющийся участок (21, 26) и внутренние (19, 24) и наружные (18, 23) стенки и пригодно для осаждения покрытий с (i) варьируемыми скоростями осаждения (50-500 мкм/с), (ii) варьируемой шириной или диаметром пятна (0,9-4 мм) и (iii) варьируемой длиной или диаметром пятна (0,9-12 мм) без риска для эффективности процесса осаждения при общем оптимальном расходе энергии и газа, используя соответствующее сочетание площадей соединительного участка и выхода и длины расширения и сужения для заданного применения.
4. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой сечение сопла выбрано из круглого, прямоугольного, квадратного сечений или их комбинации для входа, соединительного участка и выхода с целью оптимизации эффективности осаждения для заданного размера или формы соединительного участка посредством сведения к минимуму эффектов пограничного слоя.
5. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой размер сопла (9) изменен посредством уменьшения или увеличения площади сечения соединительного участка от 0,2 мм2 до 16 мм2 и площади участков выпуска от 0,6 мм2 до 50 мм2 за счет поддержания постоянного отношения площадей сечения выхода и соединительной части или постоянного числа Маха, выбранного в диапазоне 2-3,5 с целью соответствия желаемому применению или скорости осаждения, так чтобы получить покрытия с небольшим размером пятна или меньшим размером покрытия в диапазоне ширины 0,9 мм или менее и/или длиной 3-10 мм без риска для эффективности осаждения и без использования трафарета или маски или регулятора (регуляторов) потока, что обеспечивает желаемые скорости осаждения и площадь осаждения при оптимальном расходе энергии и газа.
6. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой материалы, выбранные из Ni, Ni-Cr, других сплавов на основе Ni (IN 625, IN 718), сталей (AISI1045, AISI4340, H13), Cu и сплавов Cu (патронная латунь), имеющие сильную температурную зависимость от критической скорости и/или напряжения потока, или материалы, восприимчивые к окислению, выбранные из Ti, сплавов Ti, Ta, сплавов Ta, Nb и сплавов Nb, Cu и сплавов Cu, могут успешно осаждаться без необходимости использования предварительного подогревателя (предварительных подогревателей) порошка, электрических или электромагнитных, и/или более высоких давлений газа и температуры предварительного нагрева газа или одноатомных газов, что достигается посредством комбинации задания длины сужающегося участка от 20 мм до 1000 мм относительно расширяющегося участка и соответствующей площади сечения соединительного участка от 0,2 мм2 до 16 мм2 и площади сечения выхода от 0,6 мм2 до 50 мм2 с целью получения покрытий при общем оптимальном расходе энергии и газа.
7. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой сопло (9) имеет цилиндрическое продолжение до конического сужающегося участка или коническое продолжение сужающегося участка.
8. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой технологический газ выбран из воздуха и/или N2 и/или He, и напылитель (2) нагревает технологический газ до температуры в диапазоне 100-700°C при общем оптимальном расходе энергии и газа, используя сопло с соответствующим сочетанием площадей соединительного участка и выхода и длины расширения и сужения для заданного применения.
9. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой напылитель (2) имеет стенку (17) большей толщины у заднего конца по сравнению с передним концом, что обеспечивает минимальное повреждение напылителя во время технического обслуживания и способствует эффективному уплотнению напылителя, поскольку нагреватель (11) помещен в напылителе (2), и повреждение внутренних стенок напылителя сводится к минимуму посредством использования расходуемых уплотнений, выполненных из материалов на основе фторполимеров, выбранных из Teflon и Viton.
10. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой распылитель оснащен медной контргайкой и уплотнениями и/или прокладками (16) для увеличения срока службы нагревательного элемента и самого напылителя в добавление к повышению эффективности теплопередачи и увеличению срока службы напылителя за счет сведения к минимуму износа внутренних стенок напылителя из-за их свойств, связанных с расходованием материала.
11. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой в распылителе (2) расположены дополнительные нагреватели с варьируемой мощностью в диапазоне 5-15 кВт для достижения температур подогрева 100-700°C, что обеспечивает более высокие скорости газа и, в свою очередь, более высокие скорости частиц и, в конечном счете, более широкий спектр осаждения и лучшее качество покрытия при общем оптимальном расходе энергии и газа.
12. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой порошковый питатель (3) принудительно включается панелью (1) управления, как только температура технологического газа поднимается до желаемого значения, передаваемого панели (1) управления посредством прохождения тока через нагреватель (11) газа, расположенный в напылителе (2).
13. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой распылитель также оснащен необязательным выключателем (10) для управления подачей питания к порошковому питателю (3), особенно когда он управляется вручную, так чтобы устройство было подвижным и способным к осаждению материалов.
14. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой материалы для осаждения покрытий на подложки различных форм выбраны из Cu, сплавов Cu, Sn, сплавов Sn, Ag, сплавов Ag, Zn, сплавов Zn, нержавеющих сталей, Ni, Ni-Cr, суперсплавов на основе Ni, Ta, сплавов Ta, Nb, сплавов Nb, Ti, сплавов Ti, порошковых смесей, наноструктурированных агломерированных порошков, высокоэнтропийных сплавов, биостекла, композиционных порошков с металлической матрицей с керамическими армирующими элементами.
15. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой форма материала покрытия, подлежащего осаждению на подложки, выбрана из сферических, угловых, дендридных, неправильных форм, которые обработаны различными способами, выбранными из распыления газа, распыления воды, электролиза, причем материал является спеченным и раскрошенным, смешанным или агломерированным.
16. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой порошковый материал, используемый для нанесения покрытия на подложки, имеет размеры в диапазоне 5-50 мкм и может иметь различные распределения размеров в пределах 5-50 мкм.
17. Усовершенствованная система устройства для холодного газодинамического напыления по п. 1, в которой посредством изменения местоположения нагнетания порошка вдоль сопла можно регулировать скорость частиц, температуру частиц, распространение частиц для получения наилучших покрытий при оптимальном расходе энергии и газа.
| Способ сварки изделий из поливинилхлорида | 1988 |
|
SU1579921A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВОВ "САЛАТ СТОЛИЧНЫЙ" | 2007 |
|
RU2345597C1 |
| WO 2014116633 A1, 31.07.2014 | |||
| СПОСОБ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1993 |
|
RU2099442C1 |
| УСТАНОВКА ДЛЯ ГАЗОДИНАМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2000 |
|
RU2181390C2 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ПОРОШКОВЫМ МАТЕРИАЛОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2399694C1 |

