Группа изобретений относится к измерительным способам и устройствам, характеризуемым использованием механических средств для измерения расстояния или зазора между разнесенными предметами, например, нормативного зазора между торцами шпинделя анкерного и пружины замковой опоры скважинного насоса.
Известны способы настройки нормативного расстояния между поверхностями двух деталей и устройства для их осуществления - калибры для контроля расположения поверхностей (ГОСТ 16085-80) и шаблон для проверки ширины зева корпуса автосцепки (пат. RU 101803 U1, МПК (2006.01) G01B 5/00, опубл. 27.01.2011), выполненный металлическим в виде плоской прямоугольной рамки из углеродистой конструкционной стали, с внешними измерительными поверхностями в виде опорных площадок. Такие способы настойки предусматривают расположение калибра (шаблона) между поверхностями, расстояние между которым определяют или настраивают.
Недостатками таких способов и устройств является их ограниченные возможности, так как они позволяют настроить только расстояние между плоскими и доступными поверхностями. Кроме того, такие способы и устройства не обеспечивают сохранения требуемой точности настройки расстояния, так как настройка может быть нарушена при извлечении калибра или шаблона.
Известны другие способ и устройство настройки нормативного расстояния между поверхностями двух деталей - прижимов и подающих валиков рейсмусового станка (информация на сайте https://станки-бу.рф/docs/o-reysmusovyh-stankah-v-celom/). Способ заключается в том, что между поверхностями устанавливают калибр, состоящий из двух частей, (два калиброванных деревянных бруска) суммарная толщина которых соответствует величине нормативного расстояния, обеспечение контакта первой части калибра с торцом первой детали, а второй - с торцом второй детали, обеспечение контакта частей калибра относительным перемещением деталей, (прижим и подающий валик устанавливают так, чтобы они касались поверхности контрольных брусков), последующую фиксацию относительного положения деталей, извлечение частей калибра. Для осуществления способа используется устройство - калибр, состоящий из частей, суммарная толщина которых соответствует величине нормативного расстояния.
Таким способом и при использовании такого устройства обеспечивают повышение точности настройки расстояния за счет сохранения требуемой точности настройки расстояния при поочередном извлечении частей калибра.
Однако возможности использования таких способа и устройства также ограничены, так как они позволяют настроить только расстояние с обеспечением требуемой точности между плоскими доступными поверхностями. При настройке расстояния между труднодоступными поверхностями, например, расстояния между торцами конического шпинделя анкерного и пружины замковой опоры скважинного насоса с коническим боковыми поверхностями, сложно извлечь части калибра, не нарушив положение настраиваемых поверхностей.
Задачей предлагаемой группы изобретений является обеспечение возможности настройки расстояния между труднодоступными не плоскими поверхностями, например, расстояния между торцами конического шпинделя анкерного и пружины замковой опоры скважинного насоса.
Единым техническим результатом, достигаемым при осуществлении заявляемой группы изобретений, является обеспечение возможности настройки расстояния между труднодоступными, не плоскими поверхностями за счет обеспечения дополнительного надежного контакта частей калибра с боковыми поверхностями каждой детали и сохранения требуемой точности настройки расстояния при извлечении частей калибра. А также - обеспечение возможности контроля точности настройки.
Поставленная задача решается за счет усовершенствования способа настройки нормативного расстояния между поверхностями двух деталей, предусматривающего установку между поверхностями калибра, состоящего из частей, суммарная толщина которых соответствует величине нормативного расстояния, обеспечение контакта первой части калибра с торцом первой детали, а второй - с торцом второй детали, обеспечение контакта частей калибра относительным перемещением деталей, последующую- фиксацию относительного положения деталей, извлечение частей калибра. г
Это усовершенствование состоит в том, что обеспечивают дополнительный контакт первой и второй частей калибра с боковыми поверхностями каждой детали, между первой и второй частями калибра устанавливают его третью часть, обеспечивающую среднее нормативное расстояние, при извлечении частей калибра извлекают третью часть калибра, после чего извлекают первую и вторую его части.
Такое выполнение операций способа позволяет за счет контакта частей калибра не только с торцом, но и с боковыми поверхностями деталей обеспечить возможность настройки расстояния между труднодоступными, не плоскими поверхностями. При этом, за счет установки третьей части калибра, и извлечения ее в первую очередь, обеспечивается возможность извлечения всех частей калибра при сохранении настроенного расстояния.
Кроме того, после фиксации относительного положения деталей осуществляют контроль настройки нормативного расстояния установкой вместо третьей части калибра, обеспечивающей нормативное расстояние, части, образующей с первой и второй частями проходной калибр, что позволяет контролировать точность настройки проходным калибром.
Кроме того, после фиксации относительного положения деталей осуществляют контроль настройки нормативного расстояния установкой вместо третьей части калибра, обеспечивающей среднее нормативное расстояние, части, образующей с первой и второй частями непроходной калибр, что позволяет контролировать точность настройки непроходным калибром.
Поставленная задача решается также усовершенствованием устройства для настройки нормативного расстояния между поверхностями двух деталей, выполненное в виде калибра, состоящего из частей, суммарная толщина которых соответствует величине нормативного расстояния.
Это усовершенствование состоит в том, что первая и вторая части калибра имеют выемки для контакта с боковыми поверхностями деталей, а приспособление снабжено третьей частью с плоскими торцевыми поверхностями, и толщиной, обеспечивающей среднее нормативное расстояние.
Такое конструктивное выполнение устройства позволяет за счет контакта частей калибра не только с торцами, но и с боковыми поверхностями деталей обеспечить возможность настройки расстояния между труднодоступными, не плоскими поверхностями. При этом, за счет использования третьей части калибра с плоскими торцевыми поверхностями, обеспечивается возможность извлечения ее в первую очередь, при сохранении настроенного расстояния.
Кроме того, устройство может быть снабжено дополнительной частью калибра с плоскими торцевыми поверхностями образующей с первой и второй частями проходной калибр, что позволяет контролировать точность настройки проходным калибром.
Кроме того, снабжено дополнительной частью калибра с плоскими торцевыми поверхностями, образующей с первой и второй частями непроходной калибр, что позволяет контролировать точность настройки непроходным калибром.
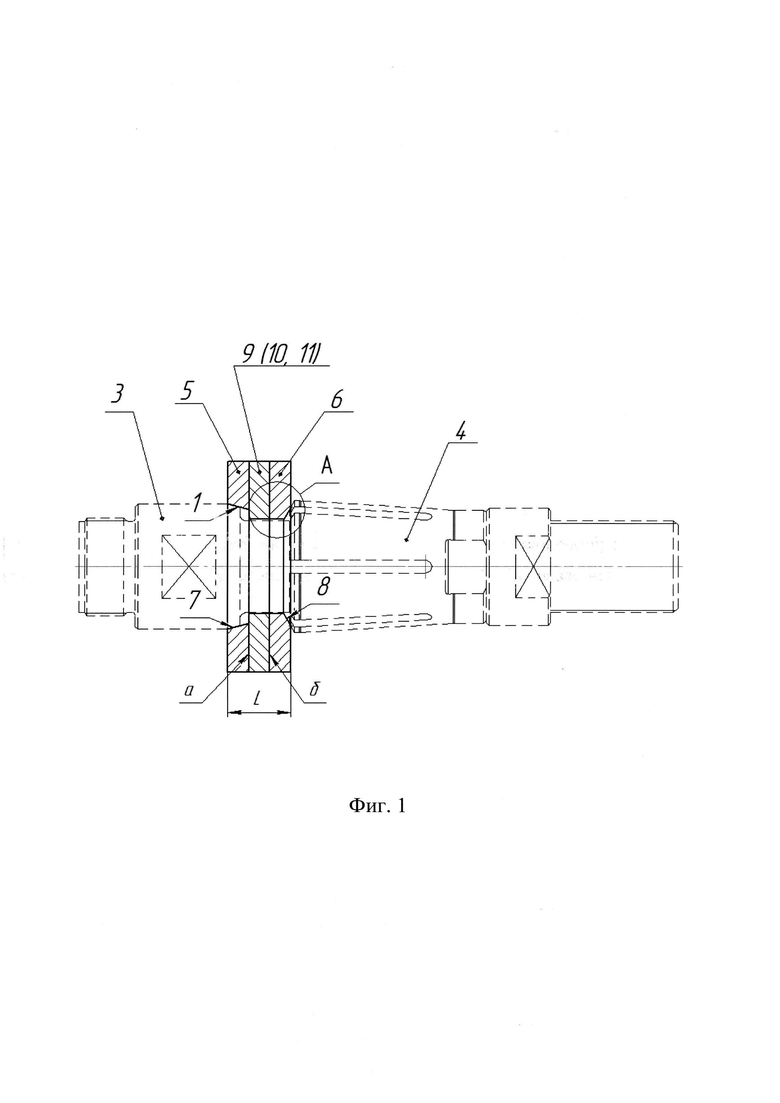
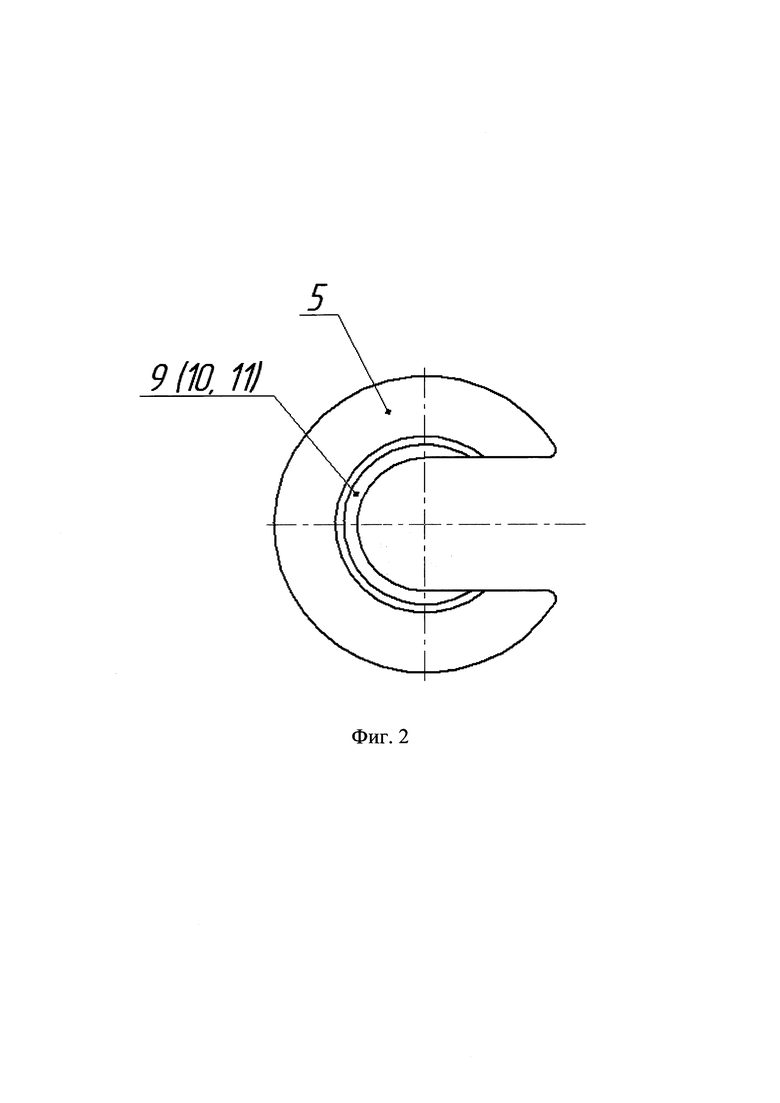
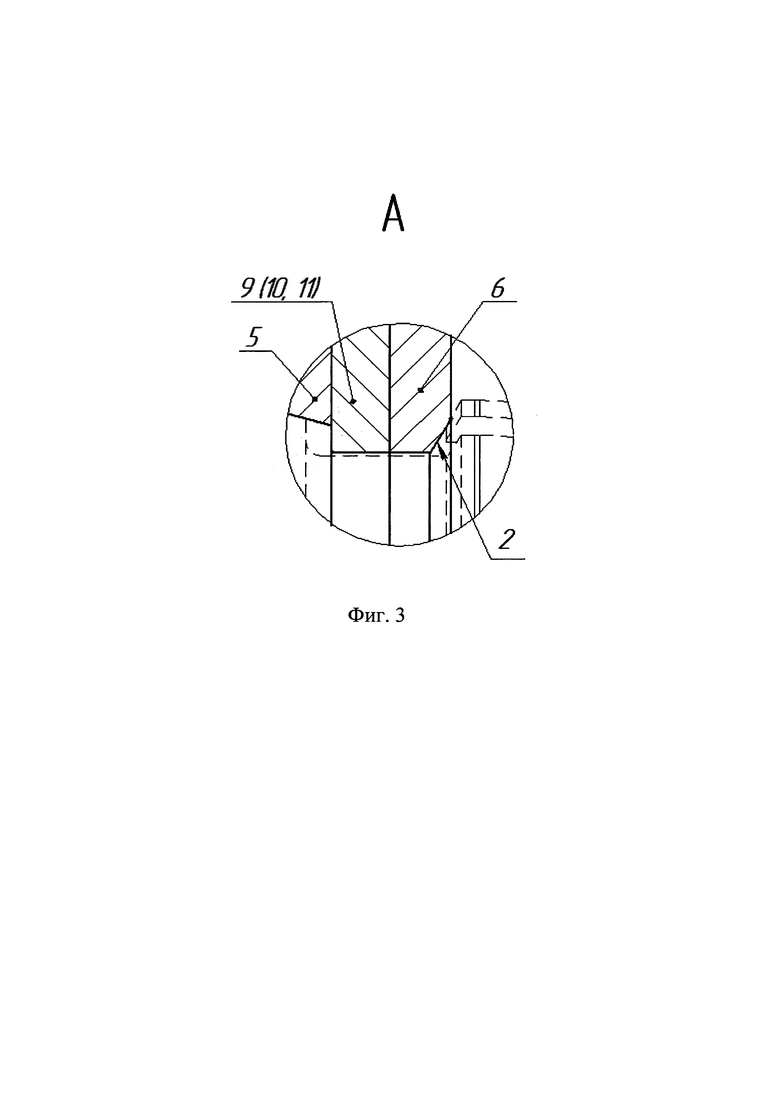
Группа изобретений поясняется чертежом, на котором на фиг. 1 изображено предлагаемое устройство для настройки нормативного зазора между торцовыми поверхностями шпинделя анкерного и пружины замковой опоры скважинного насоса, на фиг. 2 - вид справа на фиг. 1, на фиг. 3 - выносной элемент А фиг. 1 в увеличенном масштабе.
Устройство для настройки нормативного расстояния между поверхностями двух деталей (поверхностями 1 и 2 шпинделя анкерного 3 и пружины 4 замковой опоры скважинного насоса), выполненное в виде калибра в форме скобы, охватывающей поверхности деталей. Калибр состоит из частей, суммарная толщина которых соответствует величине нормативного расстояния L. Первая 5 и вторая 6 части калибра имеют выемки 7 и 8 соответственно для контакта с боковыми поверхностями деталей 3 и 4, а устройство снабжено третьей частью 9 с плоскими торцевыми поверхностями а и б. Толщина третьей части 9 калибра в сумме с толщинами частей 5 и 6, соответствует среднему настраиваемому нормативному расстоянию и должна быть не меньше глубины выемки 7 или 8, что необходимо для обеспечения возможности после извлечения третьей части 9 осевого перемещения относительно деталей 3 или 4 частей 5 или 6 калибра для их извлечения. В варианте с возможностью контроля правильности настройки расстояния устройство снабжено дополнительной частью 10 калибра с плоскими торцевыми поверхностями а и б, и толщиной, обеспечивающей образование с первой 5 и второй 6 частями проходного калибра.
А также устройство снабжено дополнительной частью 11 калибра с плоскими торцевыми поверхностями а и б, и толщиной, обеспечивающей образование с первой 5 и второй 6 частями непроходного калибра.
Способ осуществляется следующим образом. Между поверхностями двух деталей 3 и 4 устанавливают калибр, состоящий из частей, суммарная толщина которых соответствует величине нормативного расстояния L, обеспечивают контакт первой части 5 калибра с торцом первой детали 3, а второй 6 - с торцом второй детали 4. При этом за счет выемок 7 и 8 обеспечивают дополнительный контакт первой 5 и второй 6 частей калибра с боковыми поверхностями каждой детали, между первой 5 и второй 6 частями калибра устанавливают его третью часть 9,. обеспечивающую среднее нормативное расстояние. Относительным перемещением деталей 3 и 4 обеспечивают контакт частей 5, 9 и 6 калибра, фиксируют относительное положения деталей 3 и 4. При извлечении частей калибра извлекают третью часть 9 калибра, после чего извлекают первую 5 и вторую 6 его части. После фиксации относительного положения деталей 3 и 4 осуществляют контроль настройки нормативного расстояния установкой вместо третьей части 9 калибра, обеспечивающей среднее нормативное расстояние, части 10, обеспечивающей образование с первой 5 и второй 6 частями проходного калибра, контролируя точность настройки проходным калибром. После фиксации относительного положения деталей 3 и 4 осуществляют контроль настройки нормативного расстояния установкой вместо третьей части 9 калибра, обеспечивающей среднее нормативное расстояние, части 11, обеспечивающей образование с первой 5 и второй 6 частями непроходного калибра, контролируя точность настройки непроходным калибром.
Предлагаемым способом и с помощью предлагаемого устройства осуществляли настройку нормативного зазора L=23,65+0,51 мм между торцовыми поверхностями шпинделя анкерного 3 и пружины 4 замковой опоры скважинного насоса с конусными боковыми поверхностями в соответствии со стандартом API 11АХ и ГОСТ 31835-2012. Между поверхностями шпинделя анкерного 3 и пружины 4 устанавливали калибр в форме скобы, охватывающей боковую поверхность, расположенную между поверхностями шпинделя анкерного 3 и пружины 4 замковой опоры. Калибр состоит из трех частей 5, 6 и 9, суммарная толщина которых соответствует величине нормативного расстояния L=23,65+0,51 мм, первая часть 5 калибра с выемкой 7, соответствующую конусной поверхности шпинделя анкерного 3, глубиной 4,5 мм, вторая часть 6 калибра с выемкой 8, соответствующую конусной поверхности пружины 4 замковой опоры, глубиной 2 мм. Между первой 5 и второй 6 частями калибра устанавливали его третью часть 9, толщиной 7,71 мм обеспечивающей среднее нормативное расстояние (зазор) 23,82 мм. Подтяжкой пружины 4 замка обеспечивали беззазорный контакт частей 5, 9 и 6 калибра, контровкой пружины 4 фиксировали относительное положения деталей 3 и 4. При извлечении частей калибра извлекали в первую очередь третью часть 9 калибра с плоскими торцовыми поверхностями. После этого осуществляли контроль настройки нормативного расстояния установкой вместо третьей части 9 калибра, части 10, толщиной 7,54-0,05 мм, обеспечивающей образование с первой 5 и второй 6 частями проходного калибра, контролируя точность настройки проходным калибром. После этого осуществляли контроль настройки нормативного расстояния установкой вместо третьей части 9 калибра, части 11 толщиной 8,05+0,05 мм обеспечивающей образование с первой 5 и второй 6 частями непроходного калибра., контролируя точность настройки непроходным калибром. После извлечения третьей части между первой 5 и второй 6 частями калибра образуется свободное расстояние 7,71 мм, которое обеспечивает возможность осевого перемещения части 5 калибра относительно шпинделя анкерного 3 до выхода конусной поверхности шпинделя анкерного 3 из выемки 7 части 5 для ее извлечения без нарушения настроенного расстояния. Вторую 6 часть калибра извлекали при ее осевом перемещении относительно пружины 4 до выхода конусной поверхности пружины 4 из выемки 8 части 6, не нарушая относительного положения шпинделя анкерного 3 и пружины 4 замковой опоры.
Таким образом, использование предлагаемых способа и устройства обеспечивает возможность настройки расстояния между труднодоступными неплоскими поверхностями за счет обеспечения дополнительного надежного контакта частей калибра с боковыми поверхностями каждой детали и сохранения требуемой точности настройки расстояния при извлечении частей калибра. А также - обеспечение возможности контроля точности настройки проходным и непроходным калибрами.
Группа изобретений относится к измерительным способам и устройствам, характеризуемым использованием механических средств для измерения расстояния или зазора между разнесенными предметами. Способ настройки нормативного расстояния между поверхностями двух деталей 3 и 4 предусматривает установку между поверхностями устройства калибра, состоящего из частей, суммарная толщина которых соответствует величине нормативного расстояния, обеспечение контакта первой части 5 калибра с торцом первой детали 3, а второй 6 - с торцом второй детали 4, обеспечение контакта частей калибра относительным перемещением деталей 3 и 4, последующую фиксацию относительного положения деталей, извлечение частей калибра. Обеспечивают дополнительный контакт первой 5 и второй 6 частей калибра с боковыми поверхностями каждой детали, между первой 5 и второй 6 частями калибра устанавливают его третью часть 9, обеспечивающую среднее нормативное расстояние, при извлечении частей калибра извлекают третью часть 9 калибра, после чего извлекают первую 5 и вторую 6 его части. Техническим результатом является возможность настройки расстояния между труднодоступными неплоскими поверхностями. 2 н. и 4 з.п. ф-лы, 3 ил.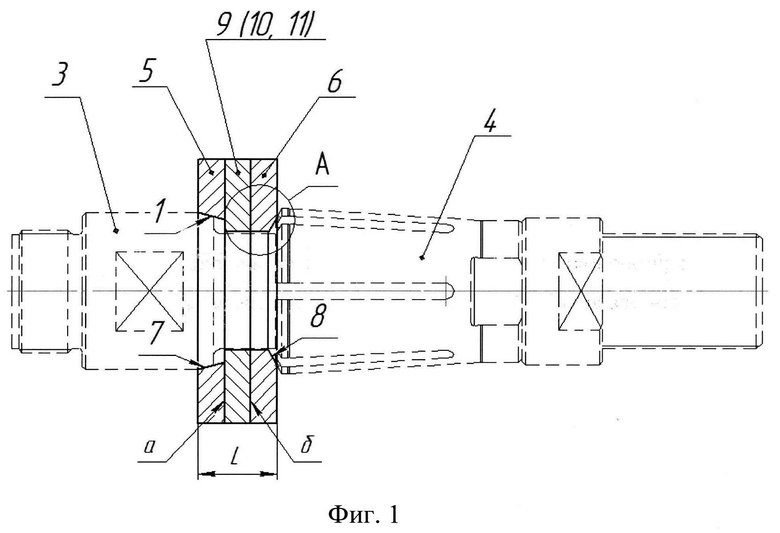
1. Способ настройки нормативного расстояния между поверхностями двух деталей, предусматривающий установку между поверхностями калибра, состоящего из частей, суммарная толщина которых соответствует величине нормативного расстояния, обеспечение контакта первой части калибра с торцом первой детали, а второй - с торцом второй детали, обеспечение контакта частей калибра относительным перемещением деталей, последующую фиксацию относительного положения деталей, извлечение частей калибра, отличающийся тем, что обеспечивают дополнительный контакт первой и второй частей калибра с боковыми поверхностями каждой детали, между первой и второй частями калибра устанавливают его третью часть, обеспечивающую нормативное расстояние, при извлечении частей калибра извлекают третью часть калибра, после чего извлекают первую и вторую его части.
2. Способ по п. 1, отличающийся тем, что после фиксации относительного положения деталей осуществляют контроль настройки нормативного расстояния установкой вместо третьей части калибра, обеспечивающей нормативное расстояние, части, образующей с первой и второй частями проходной калибр.
3. Способ по п. 1, отличающийся тем, что после фиксации относительного положения деталей осуществляют контроль настройки нормативного зазора установкой вместо третьей части калибра, обеспечивающей нормативное расстояние, части, образующей с первой и второй частями непроходной калибр.
4. Устройство для настройки нормативного расстояния между поверхностями двух деталей, выполненное в виде калибра, состоящего из частей, суммарная толщина которых соответствует величине нормативного расстояния, отличающееся тем, что первая и вторая части калибра имеют выемки для контакта с боковой поверхностью деталей, а приспособление снабжено третьей частью с плоскими торцевыми поверхностями и толщиной, обеспечивающей нормативное расстояние.
5. Устройство по п. 4, отличающееся тем, что оно снабжено дополнительной частью калибра с плоскими торцевыми поверхностями, образующей с первой и второй частями проходной калибр.
6. Устройство по п. 4, отличающееся тем, что оно снабжено дополнительной частью калибра с плоскими торцевыми поверхностями, образующей с первой и второй частями непроходной калибр.
| КОНТРОЛЬНОЕ КОЛЬЦО | 2016 |
|
RU2686335C1 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ПАРАМЕТРОВ ТРУБ И МУФТ К НИМ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕМЕНТОВ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, А ТАКЖЕ КАЛИБР-КОЛЬЦО И КАЛИБР-ПРОБКА | 2010 |
|
RU2434200C1 |
| Калибр-кольцо для контроля шлицевых валов | 1983 |
|
SU1095025A1 |
| CN 202420394 U, 05.09.2012 | |||
| KR 2016016131 A, 15.02.2016. | |||

