Область техники, к которой относится изобретение
Настоящее изобретение относится к процессу литья по выплавляемым моделям и, в частности, к способу изготовления выплавляемой модели, которую используют, например, для изготовления комплектов лопаток, включающих в себя множество полостей, с помощью процесса литья по выплавляемым моделям.
Уровень техники
Процессы литья по выплавляемым моделям хорошо известны. Они особенно пригодны для изготовления металлических деталей сложных форм, например, металлических деталей, которые имеют одну или несколько полостей. Таким образом, литье по выплавляемым моделям используется, в частности, для изготовления лопаток газотурбинного двигателя. Например, этот способ описан в документе WO 2014/049223.
В процессе литья по выплавляемым моделям первый этап обычно состоит в изготовлении выплавляемой модели из материала, имеющего сравнительно низкую температуру плавления, например, из воска или смолы, с последующим изготовлением формы, обычно именуемой «оболочковой формой», формованием поверх модели. После этапа удаления материала выплавляемой модели из указанной формы, который можно именовать «выплавлением», откуда и происходит наименование способа, в форму заливают расплавленный металл для заполнения объема формы, который ранее занимала модель до ее удаления. После охлаждения и затвердевания металла форму можно открыть или разрушить для извлечения металлической детали, имеющей форму ранее изготовленной выплавляемой модели.
Для изготовления полого предмета эти способы требуют использования детали, именуемой «стержнем», которая служит для придания формы внутренней стороне полого предмета. Наружная поверхность стержня, который, например, может быть выполнен из керамики, образует внутреннюю поверхность полого предмета. Предмет получают формованием, нагнетанием или литьем материала вокруг стержня. Таким образом, во время изготовления предмета стержень должен стать невидимым для образования полого объема внутри предмета. Таким образом, можно понять, что стержень является «негативом» полого предмета.
В области авиации для удовлетворения требований к эксплуатационным характеристикам двигателей необходимо иметь лопатки, которые могут выдерживать наибольшие механические и тепловые напряжения. Для достижения указанной цели одна из возможностей состоит в улучшении контуров охлаждения таких лопаток, в частности, посредством образования контуров, которые имеют множество полостей, расположенных внутри лопатки.
Для изготовления имеющих множество полостей лопаток с помощью процесса литья по выплавляемым моделям используют множество стержней, и во время ряда этапов процесса литья важно обеспечить расстояния, разделяющие указанные стержни. В частности, во время нагнетания воска для изготовления выплавляемой модели, расстояния между различными стержнями не должны изменяться, поскольку эти стержни определяют толщины различных участков образованного таким путем контура охлаждения.
Следовательно, существует необходимость в способе изготовления выплавляемой модели, который позволяет удерживать различные элементы контура в требуемом положении относительно друг друга без ограничения их степеней свободы, так чтобы обеспечить толщины металла в готовой детали и положения различных элементов контура относительно функционального участка детали, например, при изготовлении лопатки.
Сущность изобретения
С этой целью настоящее изобретение предлагает способ сборки первого стержня и второго стержня для изготовления выплавляемой модели, предназначенной для использования в процессе литья по выплавляемым моделям с целью изготовления детали, имеющей первую полость и вторую полость, соответствующие в указанном порядке первому стержню и второму стержню, причем первый и второй стержни собирают вместе с первой промежуточной вставкой, и первую промежуточную вставку размещают между первым и вторым стержнями.
Наличие первой промежуточной вставки между первым и вторым стержнями служит поддержанию первого расстояния между первым и вторым стержнями; первый стержень выполнен с возможностью ограничения влияния давления, которое в ином случае в отсутствии первой промежуточной вставки действовало бы между первым и вторым стержнями во время нагнетания воска в форму, в которой установлены первый и второй стержни для изготовления выплавляемой модели. Другими словами, первая промежуточная вставка предотвращает проникновение воска в пространство, ограничиваемое между первым и вторым стержнями. Таким образом, первая промежуточная вставка способствует поддержанию первого расстояния между первым и вторым стержнями и, следовательно, служит получению детали, в которой полости соответствуют искомым размерам. Для поддержания первого расстояния между первым и вторым стержнями с помощью первой промежуточной вставки следует принять во внимание, что первая промежуточная вставка способствует, в частности, предотвращению смещения первого и второго стержней друг от друга, например, во время нагнетания воска в форму, без необходимости непосредственного контакта первой промежуточной вставки с одним или другим из первого и второго стержней.
Термин «промежуточная вставка» используют для обозначения элемента, расположенного между двумя деталями, который выполнен с возможностью подержания фиксированного расстояния между этими деталями.
Таким образом, промежуточная вставка применительно к настоящему изобретению расположена непосредственно вблизи деталей, между которыми она поддерживает определенное расстояние.
Изобретение описано ниже в ряде разновидностей варианта выполнения, которые можно рассматривать по отдельности или совместно с одним или несколькими предыдущими вариантами.
В определенных вариантах выполнения расстояние между первым и вторым стержнями составляет порядка нескольких десятых миллиметра.
В определенных вариантах выполнения первая промежуточная вставка выполнена из плавкого материала, такого как воск.
Термин «плавкий материал» используют для обозначения материала, который плавится в температурном диапазоне, используемом для изготовления оболочки вокруг выплавляемой модели.
В определенных вариантах выполнения плавкий материал, образующий первую промежуточную вставку, плавится в температурном диапазоне 50-90°C, предпочтительно 55-80°C и более предпочтительно 60-70°C.
В определенных вариантах выполнения первую промежуточную вставку удаляют во время этапа выплавления.
Таким образом, первую промежуточную вставку можно удалять с остатком выплавляемой модели для обеспечения последующего литья предмета во время процесса литья по выплавляемым моделям.
В определенных вариантах выполнения первая промежуточная вставка имеет толщину меньше первого расстояния для определения первого зазора между первой промежуточной вставкой и одним из стержней, первым или вторым.
Эти факторы позволяют поддерживать первое расстояние между стержнями, исключая действие каких-либо ограничений на стержни.
В определенных вариантах выполнения зазор между первой промежуточной вставкой и одним из стержней, первым или вторым, лежит в диапазоне от 0,01 миллиметра (мм) до 0,35 мм, предпочтительно в диапазоне 0,03-0,30 мм, более предпочтительно в диапазоне 0,05-0,25 мм.
Благодаря наличию первого зазора между первой промежуточной вставкой и одним из стержней, первым или вторым, первая промежуточная вставка не ограничивает позиционирование первого и второго стержней относительно друг друга и не препятствует их позиционированию на первом расстоянии друг от друга.
В определенных вариантах выполнения первый зазор имеет такой размер, что он препятствует проникновению воска в указанное пространство во время нагнетания воска.
В определенных вариантах выполнения первый зазор имеет размер в зависимости от вязкости воска, используемого для изготовления выплавляемой модели, с целью препятствования проникновению воска в указанное пространство во время нагнетания воска.
Например, вязкость обычного воска, используемого в процессах литья по выплавляемым моделям, составляет 15 паскалей в секунду (Па⋅с) для воска при температуре 70°C.
Благодаря этому фактору первая промежуточная вставка препятствует проникновению воска в пространство, ограничиваемое между первым и вторым стержнями, причем в ином случае мог бы иметь место эффект модификации расположения первого и второго стержней и, возможно, также и их повреждения. Таким образом, можно понять, что назначение размеров первой промежуточной вставки зависит, в частности, от характеристик воска, используемого для изготовления выплавляемой модели, и, в частности, от его вязкости.
В первом варианте выполнения способ также содержит этап, на котором первую промежуточную вставку крепят к одному из стержней, первому или второму.
В определенных вариантах выполнения первую промежуточную вставку крепят к одному из стержней, первому или второму, за счет сопрягаемых форм.
В определенных вариантах выполнения поверхность (поверхности) первого и/или второго стержней является/являются сложной/сложными. Термин «сложная поверхность» используют для обозначения поверхности, которая не является плоской и/или которая включает в себя, например, по меньшей мере, одну полость, по меньшей мере, одной отверстие или, по меньшей мере, один выступ.
В определенных вариантах выполнения первая промежуточная вставка выполнена таким образом, что она включает в себя, по меньшей мере, одну полость, по меньшей мере, одно отверстие и/или, по меньшей мере, один выступ, форма которых сопрягается, по меньшей мере, с участком сложной поверхности (поверхностей) первого и/или второго стержней.
В определенных вариантах выполнения крепление выполняют с помощью адгезива или сверления.
Крепление первой промежуточной вставки на одном из стержней, первом или втором, обеспечивает, что позиционирование первой промежуточной вставки не модифицируется, например, когда сборочный узел вставляют в форму, или когда воск нагнетают в указанную форму. Такие перемещения первой промежуточной вставки также могли бы стать причиной ограничений степеней свободы применительно к первому и второму стержням, что могло бы привести к их выходу из строя.
В определенных вариантах выполнения первая промежуточная вставка включает в себя первый промежуточный вставочный элемент, расположенный между первым и вторым стержнями и выполненный с возможностью поддержания положения первой промежуточной вставки относительно первого и второго стержней.
Первый промежуточный вставочный элемент расположен в зоне, находящейся вне детали, т.е. в зоне, которая не используется для литья окончательной детали и/или которую отделяют от окончательной детали после литья и/или которая не остается в окончательной металлической детали. Зона, которая используется для литья окончательной детали и/или которую не отделяют от окончательной детали после литья и/или которая остается в окончательной металлической детали, именуется в настоящем описании термином «рабочая зона».
Рабочая зона содержит узел из рабочих участков первого и второго стержней и первой промежуточной вставки.
В частности, вместо крепления первой промежуточной вставки вместе с первым и вторым стержнями в рабочей зоне можно собирать первый промежуточный вставочный элемент и первый и второй стержни в зоне, находящейся вне детали.
Этот вариант выполнения может быть альтернативой или дополнением к варианту выполнения, в котором первая промежуточная вставка прикреплена к одному из сердечников, первому или второму, в рабочей зоне.
В определенных вариантах выполнения выплавляемая модель выполнена с возможностью использования в процессе литья по выплавляемым моделям для образования детали, которая также включает в себя третью полость, соответствующую третьему стержню.
В определенных вариантах выполнения способ включает в себя этап сборки третьего стержня и второй промежуточной вставки с первым и вторым стержнями, причем вторая промежуточная вставка расположена между первым и третьим стержнями.
В определенных вариантах выполнения первый, второй и третий стержни собраны с первой промежуточной вставкой, расположенной между первым и вторым стержнями, и со второй промежуточной вставкой, расположенной между первым и третьим стержнями.
С учетом этого фактора можно изготавливать деталь, имеющую, по меньшей мере, три полости.
Характеристики, относящиеся к первой промежуточной вставке, применимы ко второй промежуточной вставке.
Характеристики, относящиеся к первому и второму стержням, применимы к третьему стержню.
В определенных вариантах выполнения третий стержень со второй промежуточной вставкой собирают после этапа сборки первого и второго стержней с первой промежуточной вставкой.
В определенных вариантах выполнения третий стержень со второй промежуточной вставкой собирают одновременно с этапом сборки первого и второго стержней с первой промежуточной вставкой.
В определенных вариантах выполнения вторая промежуточная вставка имеет второй промежуточный вставочный элемент, причем первый и второй промежуточные вставочные элементы выполнены с возможностью сборки в зоне, находящейся вне детали.
В определенных вариантах выполнения первый и второй промежуточные вставочные элементы выполнены с возможностью сборки за счет сопрягаемых форм.
В определенных вариантах выполнения первый и второй промежуточные вставочные элементы расположены в зоне, находящейся вне детали.
В определенных вариантах выполнения первый стержень имеет первый участок, находящийся вне детали.
В определенных вариантах выполнения первый участок, находящийся вне детали, включает в себя проем для сборки.
В определенных вариантах выполнения проем для сборки имеет первый и второй опорные края.
В определенных вариантах выполнения второй стержень включает в себя второй участок, находящийся вне детали.
В определенных вариантах выполнения третий стержень включает в себя третий участок, находящийся вне детали.
В определенных вариантах выполнения способ содержит:
этап, во время которого первый промежуточный вставочный элемент расположен на одном уровне с первым опорным краем проема для сборки в первом участке, находящемся вне детали; и
этап, во время которого второй промежуточный вставочный элемент расположен между первым промежуточным вставочным элементом и вторым опорным краем в первом участке, находящемся вне детали.
Использование первого и второго промежуточных вставочных элементов служит для способствования установки первой и второй промежуточных вставок на место между первым и вторым стержнями, а также между первым и третьим стержнями, а также для поддержания их расположения во время последующих этапов процесса литья по выплавляемым моделям.
В определенных вариантах выполнения первый промежуточный вставочный элемент расположен между первым и вторым стержнями для получения, по меньшей мере, первой точки контакта с первым стержнем.
В определенных вариантах выполнения первый промежуточный вставочный элемент имеет множество точек контакта с первым стержнем.
Таким образом, повышается точность, с которой устанавливают на место первый промежуточный вставочный элемент, как и стабильность узла, выполненного из первого стержня и первого промежуточного вставочного элемента.
В определенных вариантах выполнения первый и второй промежуточные вставочные элементы выполнены с возможностью крепления относительно друг друга, по меньшей мере, в одном направлении.
Этот фактор также улучшает поддержание позиционирования первого и второго промежуточных вставочных элементов и, соответственно, поддержание первого расстояния между первым и вторым стержнями.
В определенных вариантах выполнения первый и второй промежуточные вставочные элементы прикреплены друг к другу.
В определенных вариантах выполнения первый и второй промежуточные вставочные элементы прикреплены друг к другу адгезивом или сваркой.
Крепление первого и второго промежуточных вставочных элементов друг к другу способствует точности, с которой первую промежуточную вставку устанавливают между первым и вторым стержнями без необходимости крепления первой промежуточной вставки, по меньшей мере, к одному из стержней, первому или второму.
В определенных вариантах выполнения первый промежуточный вставочный элемент включает в себя первое углубление для размещения второго стержня.
В определенных вариантах выполнения второй промежуточный вставочный элемент включает в себя второе углубление для размещения третьего стержня.
Краткое описание чертежей
Настоящее изобретение и его преимущества станут более понятными из приведенного ниже подробного описания различных вариантов выполнения изобретения, приведенных в качестве неограничивающих примеров. В описании даны ссылки на приложенные чертежи, на которых:
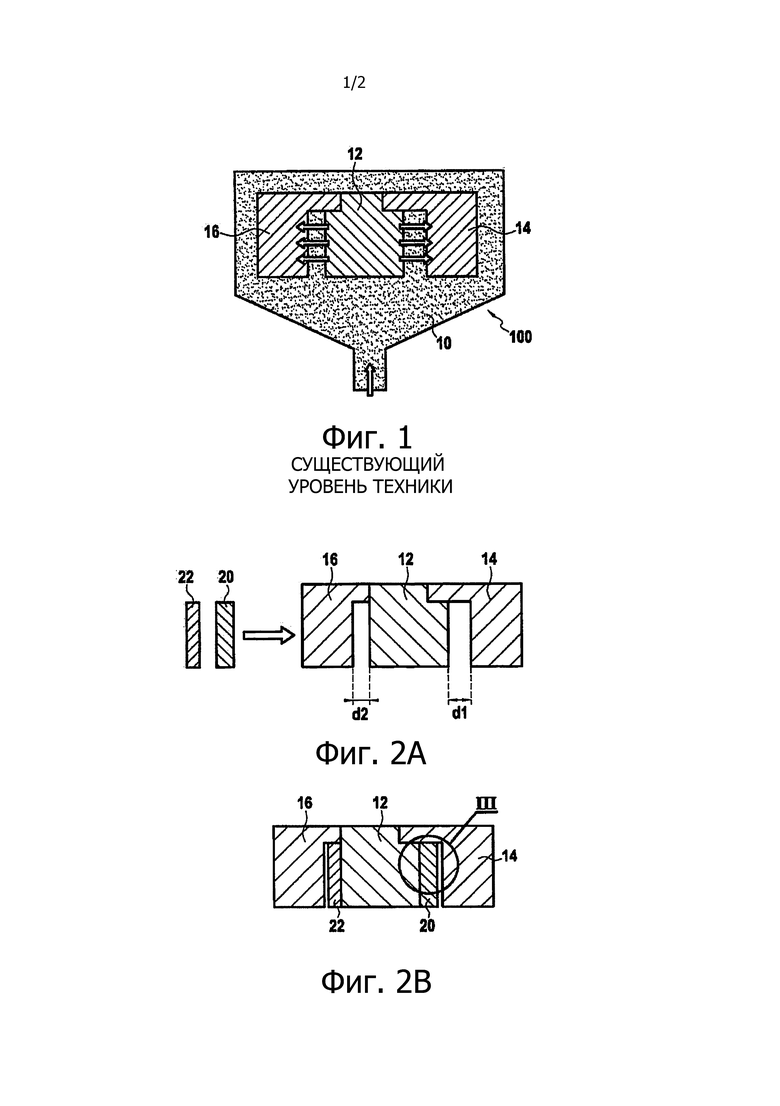
фиг. 1 - этап нагнетания воска для изготовления выплавляемой модели по существующему уровню техники;
фиг. 2A, 2B и 2C - различные этапы способа изготовления выплавляемой модели первого варианта выполнения настоящего изобретения;
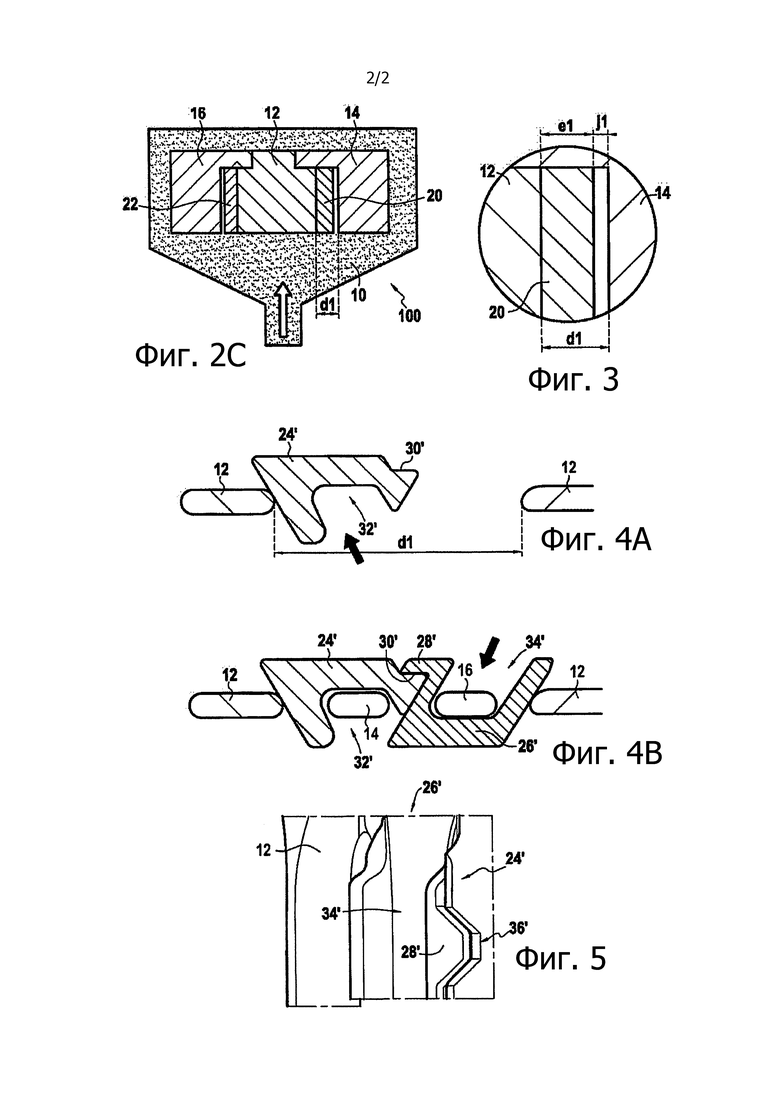
фиг. 3 - фрагмент первого и второго стержней, собранных с помощью первой промежуточной вставки первого варианта выполнения настоящего изобретения;
фиг. 4A и 4B - первый и второй стержни, собранные по второму варианту выполнения настоящего изобретения;
фиг. 5 - фрагмент первого и второго промежуточных вставочных элементов, собранных по второму варианту выполнения.
Подробное описание вариантов выполнения
На фиг. 1 показано изготовление выплавляемой модели по существующему уровню техники для использования в процессе литья по выплавляемым моделям для изготовления детали, имеющей первую вторую и третью полости. С этой целью используют первый, второй и третий стержни 12, 14 и 16, например, выполненные из материала керамического типа.
Со ссылкой на компоновку соответствующих полостей в лопатке, которая должна быть образована с помощью выплавляемой модели, изготовленной посредством сборки первого, второго и третьего стержней 12, 14 и 16, эти полости могут именоваться соответственно как центральный стержень, стержень на стороне всасывания и стержень на стороне нагнетания.
Согласно известному способу по существующему уровню техники первый второй и третий стержни 12, 14 и 16 собирают друг с другом перед их установкой в форму 100 для литья воска под давлением.
Для получения возможности сборки стержней без воздействия на контур охлаждения, который должен присутствовать внутри готовой детали в конце процесса литья по выплавляемым моделям, стержни 12, 14 и 16 собирают друг с другом в зонах, «находящихся вне детали», т.е. зонах которые исключены из готовой лопатки.
Как показано на фиг. 1, при нагнетании воска 10 в форму 100 для литья воска под давлением нагнетание выполняют под высоким давлением, и как показано горизонтальными стрелками на фиг. 1, между стержнями 12, 14 и 16, прикладываются большие усилия таким образом, что расстояния между стержнями подвергаются риску изменения во время нагнетания под высоким давлением, и в результате действия указанных больших усилий также существует риск ухудшения качества или даже разрушения стержней 12, 14 и 16.
На фиг. 2A, 2B и 2C показаны различные этапы способа изготовления выплавляемой модели первого варианта выполнения настоящего изобретения.
Как показано на фиг. 2A, первый, второй и третий стержни 12, 14 и 16 расположены таким образом, что первое расстояние d1 предусмотрено между первым и вторым стержнями 12 и 14, и второе расстояние d2 предусмотрено между первым и третьим сердечниками 12 и 16.
В способе настоящего изобретения предусмотрены первая и вторая промежуточные вставки 20 и 22, которые имеют размеры, позволяющие помещать их соответственно между первым и вторым стержнями 12 и 14 и между первым и третьим стержнями 12 и 16.
Для ясности на фиг. 2A показана сборка первого, второго и третьего стержней 12, 14 и 16 до установки на место первой и второй промежуточных вставок 20 и 22, чтобы показать расстояния d1 и d2 между стержнями. Разумеется, способ настоящего изобретения не ограничивается до сборки промежуточных вставок 20 и 22 после сборки стержней 12, 14 и 16, и он также распространяется на одновременную сборку всех или некоторых из стержней 12, 14 и 16 со всеми или какой-либо из промежуточных вставок 20 и 22.
Например, и неограничивающим образом первая и вторая промежуточные вставки 20 и 22, а также первый и второй промежуточные вставочные элементы 24' и 26' первой и второй промежуточных вставок 20 и 22 (эти элементы описаны ниже со ссылкой на второй вариант выполнения способа настоящего изобретения) выполнены из плавкого материала, такого как воск, смола, полимер, и т.п. Например, первая и вторая промежуточные вставки 20 и 22 могут быть образованы с помощью способа нагнетания или способа, использующего аддитивную технологию.
Термин «плавкий материал» используется для обозначения материала, который плавится в температурном диапазоне, используемом для изготовления оболочки вокруг выплавляемой модели.
Плавкий материал, образующий первую промежуточную вставку, выполнен с возможностью расплавления в температурной диапазоне 50-90°C, предпочтительно 55-80°C и более предпочтительно 60-70°C.
Первая промежуточная вставка выполнена с возможностью удаления во время этапа выплавления.
Для способствования манипулированию первой и второй промежуточными вставками 20 и 22 они также могут быть образованы из воска, который имеет преимущественные гибкие свойства.
В качестве примера и неограничивающим образом первая и вторая промежуточные вставки выполнены в форме пластин, имеющих соответствующие первую и вторую ширины e1 и e2. В этом примере пластины являются криволинейными. Термин «в форме пластин» используется в отношении толщин, которые меньше соответствующих длин или ширин указанных пластин.
Как показано на фиг. 3, первая промежуточная вставка 20 имеет такие размеры, что ее толщина e1 меньше первого расстояния d1 между первым и вторым стержнями 12 и 14, другими словами, первая промежуточная вставка 20 имеет такие размеры, что между первой промежуточной вставкой 20 и одним из стержней, первым 12 или вторым 14, в частности вторым стержнем 14, образован зазор j1, когда первая промежуточная вставка 20 помещена между указанными стержнями 12 и 14.
Зазор между первой промежуточной вставкой и одним из стержней, первым или вторым, составляет 0,01-0,35 мм, предпочтительно 0,03-0,30 мм, предпочтительно 0,05-0,25 мм.
Характеристики, относящиеся к первому зазору j1 между первым и вторым стержнями 12 и 14, также относятся ко второму зазору между первым и третьим стержнями 12 и 16.
Второй зазор образован между второй промежуточной вставкой 22 и одним из стержней, первым 12 или третьим 16, в частности между второй промежуточной вставкой 22 и третьим стержнем 16.
Наличие таких зазоров обеспечивает, что вставление первой и второй промежуточных вставок 20 и 22 между соответствующими стержнями не ограничивает относительное положение указанных стержней.
В качестве примера и неограничивающим образом первая и вторая промежуточные вставки 20 и 22 прикреплены с помощью адгезива или любого другого способа крепления к одному из стержней, между которыми они расположены; в частности, первая и вторая промежуточные вставки 20 и 22 прикреплены к первому стержню 12.
Первая и вторая промежуточные вставки 20 и 22 также могут быть прикреплены к первому стержню 12 за счет сопрягающихся форм.
В качестве примера, первый стержень 12 имеет сложную поверхность. Первый стержень 12 может включать в себя, по меньшей мере, одну полость, по меньшей мере, один проем или, фактически, по меньшей мере, один выступ, и первая промежуточная вставка 20 может включать в себя, по меньшей мере, одну полость, по меньшей мере, один проем и/или, по меньшей мере, один выступ такой формы, которая сопрягается, по меньшей мере, с участком поверхности первого и/или второго стержня.
Как показано на фиг. 2C, узел, состоящий из стержней 12, 14 и 16 совместно с промежуточными вставками 20 и 22, помещают в форму 100 для литья воска под давлением, в которую нагнетают воск 10, в общем, под высоким давлением для образования выплавляемой модели.
Как можно видеть на фиг. 2C, первый и второй зазоры j1 и j2 являются такими заданными размерами, что воск 10 с учетом его вязкости не может поникать в пространства, образованные или между первой промежуточной вставкой 20 и вторым стержнем 14 или между второй промежуточной вставкой 22 и третьим стержнем 16.
Размеры первого и второго зазоров определяют как функцию вязкости воска, используемого для изготовления выплавляемой модели, во избежание проникновения воска в указанное пространство во время нагнетания воска.
В качестве примера, вязкость обычного воска, используемого в процессах литья по выплавляемым моделям, составляет 15 Па⋅с для воска при температуре 70°C.
Таким образом, наличие первой и второй промежуточной вставок 20 и 22 ограничивает риск перемещения стержней относительно друг друга, а также риск повреждения указанных стержней во время нагнетания воска 10 в форму 100 для литья воска под давлением.
Следует отметить, что незаполнение вышеуказанных зазоров воском 10 во время нагнетания воска 10 в форму 100 для литья воска под давлением не нарушает целостность и точность размеров детали, которая должна быть образована с помощью выплавляемой модели, поскольку металл для формирования детали заливают только после удаления воска 10, что можно именовать «выплавлением восковой модели».
Можно понять, что форма и назначение размеров первой и второй промежуточных вставок 20 и 22 зависят от характеристик полостей, которые должны быть образованы в детали, подлежащей изготовлению, и, в частности, от того, как они расположены относительно друг друга, и, следовательно, от характеристик стержней 12, 14 и 16, между которыми должны быть расположены указанные промежуточные вставки.
На фиг. 4A и 4B показана сборка первого, второго и третьего стержней 12, 14 и 16 в зоне, находящейся вне детали, в другом или дополнительном втором варианте выполнения настоящего изобретения.
В частности, на фиг. 4A и 4B показано расположение первого промежуточного вставочного элемента 24' первой промежуточной вставки 20 и второго промежуточного вставочного элемента 26' второй промежуточной вставки 22 с первым, вторым и третьим стержнями 12, 14 и 16.
В отличие от фиг. 2A-2C, на которых показаны виды в разрезе комплекта стержней 12, 14 и 16 в рабочей зоне, соответствующей детали, которая должна быть получена в конце процесса литья по выплавляемым моделям, на фиг. 4A и 4B показаны виды в разрезе комплекта первого, второго и третьего стержней 12, 14 и 16 в зоне, находящейся вне детали, в которой они прикреплены друг к другу.
Первая промежуточная вставка 20 имеет первый промежуточный вставочный элемент 24', и вторая промежуточная вставка 22 имеет второй промежуточный вставочный элемент 26', причем эти элементы выполнены с возможностью взаимодействия друг с другом для поддержания соответствующих расстояний d1 и d2 между первым и вторым стержнями 12 и 14 и между первым и третьим стержнями 12 и 16.
Первый и второй промежуточные вставочные элементы 24' и 26' расположены в зоне, находящейся вне детали.
В частности, вместо или в дополнение к креплению первой и второй промежуточных вставок 24' и 26' и первого, второго и третьего стержней 12, 14 и 16 в рабочей зоне, можно собирать первую и вторую промежуточную вставки 24' и 26' и первый, второй и третий стержни 12, 14 и 16 в зоне, находящейся вне детали.
Первый и второй промежуточные вставочные элементы 24' и 26' выполнены с возможностью сборки за счет сопрягаемых форм.
Первый стержень 12 имеет участок, находящийся вне детали. Участок, находящийся вне детали, имеет проем для сборки. Проем для сборки имеет первый и второй опорные края.
Второй и третий стержни 14 и 16 имеют соответствующие вторые участки, находящиеся вне детали. Как показано на фиг. 4A, внедрение способа по второму варианту выполнения начинается с этапа, на котором первый промежуточный вставочный элемент 24' помещают у первого опорного края проема для сборки на первом участке, находящимся вне детали, между первым опорным краем и вторым опорным краем проема для сборки первого стержня 12. Позиционирование обеспечивается наличием, по меньшей мере, одной точки контакта между первым промежуточным вставочным элементом 24' и первым опорным краем первого стержня 12. Указанная, по меньшей мере, одна контактная точка достигается, к примеру, и неограничивающим образом, когда первый промежуточный вставочный элемент 24' перемещают в направлении, обозначенном стрелкой, показанной на фиг. 4A. Для обеспечения стабильного позиционирования первого промежуточного вставочного элемента 24' относительно первого стержня 12 можно предусмотреть достижение нескольких точек контакта, причем указанные точки будут расположены на теле первого стержня 12 в направлении, которое продолжается поперек плоскости сечения, схематически показанной на фиг. 4A и 4B.
В дальнейшем по второму варианту выполнения способ содержит этап, во время которого второй промежуточный вставочный элемент 26' второй промежуточной вставки 22 помещают между первым промежуточным вставочным элементом 24' и вторым опорным краем стержня 14, например, посредством его перемещения в направлении, обозначенном стрелкой, показанной на фиг. 4B. Во время этого этапа первый и второй промежуточные вставочные элементы собирают вместе за счет сопрягаемых форм. После сборки поверхности первого и второго промежуточных вставочных элементов, контактирующие с первым и вторым опорными краями, сходятся сверху вниз, как показано на фиг. 4B.
Как можно видеть на фиг. 4B, второй промежуточный вставочный элемент 26' включает в себя крепежное устройство 28', которое в качестве неограничивающего примера имеет форму выступа, выполненного с возможностью взаимодействия с плоскостью 30', образованной на первом промежуточном вставочном элементе 24'. Можно понять, что благодаря креплению крепежного устройства 28' второго промежуточного вставочного элемента 26' к первому промежуточному вставочному элементу 24', например, на его плоскости 30', можно предотвратить относительное перемещение первой и второй промежуточных вставок 20 и 22 в плоскости сечения, схематически показанной на фиг. 4A и 4B.
Кроме того, первый и второй промежуточные вставочные элементы 24' и 26' блокируются относительно друг друга в направлении, по существу, перпендикулярном плоскости сечения, схематически показанной на фиг. 4A и 4B, и, как показано на фиг. 5, с помощью крепежного устройства 28', взаимодействующего с насечкой 36', образованной на первом промежуточном вставочном элементе 24', причем на фиг. 5 схематически показан фрагмент сборки первого и второго промежуточных вставочных элементов 24' и 26' в плоскости, по существу, перпендикулярной плоскости на фиг. 4A и 4B. На фиг. 4B показан вид в разрезе из фиг. 5 на плоскости, расположенной на уровне крепежного устройства 28'
Таким образом, можно понять, что первая промежуточная вставка 20 имеет такую форму, что первый и второй промежуточные вставочные элементы 24' и 26' не имеют никакой степени свободы для перемещения относительно друг друга после крепления крепежного устройства 28' к первому промежуточному вставочному элементу 24'. Можно предусмотреть крепежное устройство 28' любой другой формы.
Не выходя за границы настоящего изобретения, разумеется, можно предусмотреть такую форму первого и второго промежуточных вставочных элементов 24' и 26', которая обеспечивает, по меньшей мере, одну степень свободы для перемещения между указанными элементами для создания зазора между первой и второй промежуточными вставками 20 и 22 и первым стержнем 12. В качестве примера такая свобода перемещения могла бы быть достигнута посредством исключения крепежного устройства 28', образованного на втором промежуточном вставочном элементе 26'.
Для ясности еще раз следует отметить, что выше приведено последовательное изложение способа настоящего изобретения, однако, не выходя за границы настоящего изобретения, можно предусмотреть способ, осуществляемый в другом порядке, или, фактически, способ, в котором все или часть первого и второго промежуточных вставочных элементов 24' и 26', и весь или часть первого стержня 12 собирают вместе одновременно.
Кроме того и в качестве неограничивающего примера первый и второй промежуточные вставочные элементы 24' и 26' определяют соответствующие углубления 32' и 34', которые выполнены с возможностью размещения второго и третьего стержней 14 и 16, соответственно. Углубления 32' и 34' имеет такую форму, что между вторым и третьим стержнями 14 и 16, расположенными в указанных углублениях 32' и 34', и соответствующим промежуточным вставочным элементом образован зазор, так что расположение указанных стержней относительно указанных первого и второго промежуточных вставочных элементов 24' и 26' не ограничивается. Соответственно, наличие зазоров между вторым и третьим стержнями и соответствующими промежуточными вставочными элементами формируется таким образом, чтобы исключить ограничение расположения первого стержня 12.
Таким образом, первый и второй промежуточные вставочные элементы 24' и 26' имеют форму, позволяющую легко размещать их без использования специального инструмента между первым, вторым и третьим стержнями 12, 14 и 16, обеспечивая постоянство расстояний, отделяющих указанные стержни друг от друга.
В примере, показанном на фигурах, относящихся ко второму варианту выполнения, взаимодействие между первым и вторым промежуточными вставочными элементами 24' и 26' имеет место на концевых участках указанных элементов, например, на «корневых» участках указанных элементов, так что промежуточные вставочные элементы 24' и 26' имеют сечения, которые варьируются в их продольных направлениях.
Стержни 12, 14 и 16 могут быть раздельными деталями или они могут быть образованы различными ветвями общего стержня. Другими словами, не выходя за границы настоящего изобретения, можно предусмотреть способ сборки, в котором все или некоторые из первого, второго и третьего стержней 12, 14 и 16 соединяют друг с другом. Кроме того, разумеется, настоящее изобретение не ограничивается до сборки трех стержней с двумя промежуточными вставками.
Таким образом, можно понять, что использование промежуточных вставок позволяет размещать стержни относительно друг друга с целью изготовления выплавляемой модели без необходимости модификации структуры указанных стержней.
Промежуточные вставки также могут включать в себя средства взаимодействия, такие как канавки, выполненные с возможностью взаимодействия с одним из стержней с целью, помимо прочего, усиления промежуточной вставки и повышения стабильности, с которой промежуточную вставку устанавливают относительно указанного стержня.
Несмотря на то, что настоящее изобретение описано со ссылкой на конкретные варианты выполнения, ясно, что могут быть выполнены различные модификации и изменения указанных вариантов выполнения, не выходя за границы настоящего изобретения, как установлено в формуле изобретения. В частности, отдельные характеристики различных вариантов выполнения, упомянутые выше, могут быть скомбинированы в дополнительных вариантах выполнения. Соответственно, описание и чертежи следует рассматривать с точки зрения пояснения, а не ограничения.
Также ясно, что все характеристики, описанные со ссылкой на способ, можно преобразовывать по отдельности или в комбинации со ссылкой на устройство, и наоборот, все характеристики, описанные со ссылкой на устройство, можно преобразовывать по отдельности или в комбинации со ссылкой на способ.
Изобретение относится к области литейного производства и может быть использовано при изготовлении выплавляемой модели. Способ сборки первого стержня (12) со вторым стержнем (14) для образования выплавляемой модели используемой при литье детали с первой и второй полостями включает сборку первого (12) и второго (14) стержней вместе с первой промежуточной вставкой (20). Первую промежуточную вставку размещают между упомянутыми стержнями, при этом стержни отделены друг от друга на первое расстояние (d1). Первую промежуточную вставку (20) выполняют толщиной, меньшей первого расстояния (d1), для образования первого зазора между первой промежуточной вставкой и одним из стержней, первым или вторым. Благодаря наличию зазора промежуточная вставка не ограничивает позиционирование стержней относительно друг друга и не препятствует их позиционированию на заданном расстоянии друг от друга. Обеспечивается поддержание заданного расстояния между стержнями и предотвращается смещение стержней относительно друг друга во время нагнетания воска в форму при изготовлении выплавляемой модели. 14 з.п. ф-лы, 5 ил.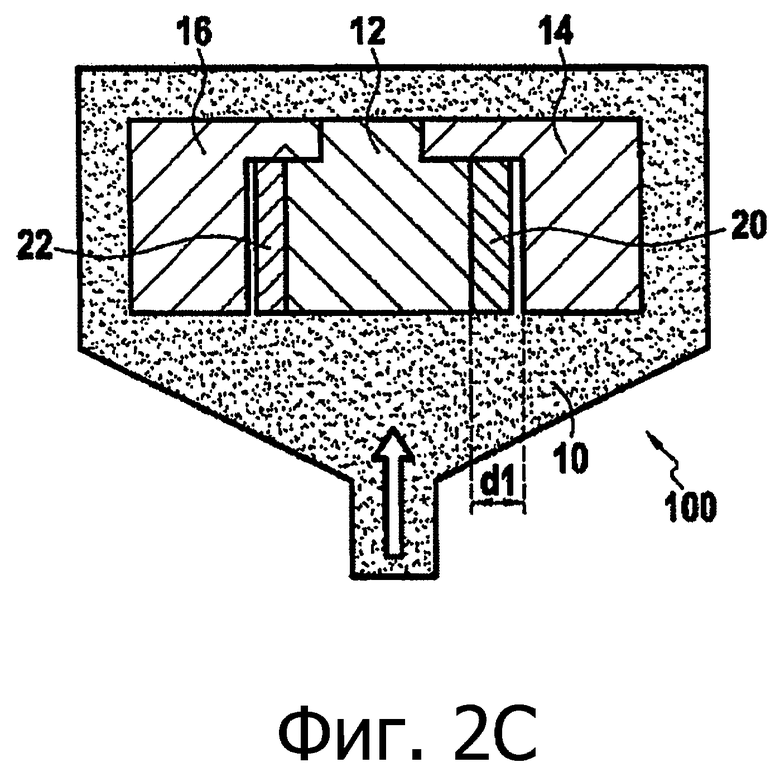
1. Способ сборки первого стержня (12) со вторым стержнем (14) для образования выплавляемой модели, выполненной с возможностью ее использования при литье по выплавляемым моделям для образования детали, имеющей первую полость и вторую полость, соответствующие в указанном порядке первому стержню и второму стержню, при этом первый и второй стержни (12, 14) собирают вместе с первой промежуточной вставкой (20, 20'), причем первую промежуточную вставку (20, 20') размещают между первым и вторым стержнями,
при этом первый и второй стержни отделены друг от друга на первое расстояние (d1), при этом первая промежуточная вставка (20) имеет толщину (e1) меньше первого расстояния (d1) для определения первого зазора (j1) между первой промежуточной вставкой и одним из стержней, первым или вторым.
2. Способ по п. 1, в котором первая промежуточная вставка (20, 20') выполнена из плавкого материала, такого как воск.
3. Способ по п. 1 или 2, в котором первый зазор (j1) имеет размеры, препятствующие проникновению воска в пространство, ограниченное между первым и вторым стержнями (12, 14), во время нагнетания воска.
4. Способ по любому из пп. 1-3, в котором первый зазор (j1) имеет размеры в зависимости от вязкости воска, используемого для изготовления выплавляемой модели.
5. Способ по любому из пп. 1-4, в котором зазор (j1) между первой промежуточной вставкой (20) и одним из стержней, первым или вторым (12, 14), составляет 0,01-0,35 мм, предпочтительно 0,03-0,30 мм, более предпочтительно 0,05-0,25 мм.
6. Способ по любому из пп. 1-5, также содержащий этап, на котором первую промежуточную вставку (20) прикрепляют к одному из стержней, первому или второму (12, 14).
7. Способ по любому из пп. 1-6, в котором первая промежуточная вставка (20) включает в себя первый промежуточный вставочный элемент (24'), расположенный между первым и вторым стержнями (12, 14) и выполненный с возможностью поддержания положения первой промежуточной вставки (20) относительно первого и второго стержней (12, 14).
8. Способ по п. 7, в котором первый промежуточный вставочный элемент (24') включает в себя первое углубление (32'), выполненное с возможностью размещения второго стержня (14).
9. Способ по п. 7 или 8, в котором первый промежуточный вставочный элемент (24') расположен между первым стержнем (12) и вторым стержнем (14) для получения, по меньшей мере, первой точки контакта с первым стержнем (12).
10. Способ по любому из пп. 1-9, включающий в себя этап сборки третьего стержня (16) и второй промежуточной вставки (22) с первым и вторым стержнями (12, 14), причем вторая промежуточная вставка (22) расположена между первым и третьим стержнями (12, 16).
11. Способ по п. 10, в котором вторая промежуточная вставка (22) имеет второй промежуточный вставочный элемент (26'), причем первый и второй промежуточные вставочные элементы (24', 26') выполнены с возможностью сборки в зоне, не используемой для литья детали, и/или отделяемой от детали после литья, и/или не остающейся в детали.
12. Способ по п. 11, в котором первый и второй промежуточные вставочные элементы (24', 26') выполнены с возможностью сборки за счет сопрягаемых форм.
13. Способ по п. 11 или 12, в котором первый и второй промежуточные вставочные элементы (24', 26') выполнены с возможностью крепления относительно друг друга, по меньшей мере, в одном направлении.
14. Способ по любому из пп. 11-13, в котором первый и второй промежуточные вставочные элементы (24', 26') прикреплены друг к другу.
15. Способ по любому из пп. 11-14, в котором второй промежуточный вставочный элемент (26') включает в себя второе углубление (34'), выполненное с возможностью размещения третьего стержня (16).
| FR 2874187 A1, 17.02.2006 | |||
| EP 2913121 A1, 02.09.2015 | |||
| WO 2015065727 A1, 07.05.2015 | |||
| МНОГОКАНАЛЬНЫЙ АРБИТР ДИСПЕТЧЕРА ЗАДАЧ | 2021 |
|
RU2777841C1 |
| US 20130220571 A1, 29.08.2013 | |||
| СОСТАВНОЙ КЕРАМИЧЕСКИЙ СТЕРЖЕНЬ | 1995 |
|
RU2094163C1 |
| Способ изготовления литейных стержней | 1960 |
|
SU137238A1 |
| US 20130333855 A1, 19.12.2013. | |||

