Изобретение касается способа эксплуатации комбинированной установки литья и прокатки. Также изобретение касается комбинированной установки литья и прокатки, а также регулировочного устройства для комбинированной установки литья и прокатки.
Комбинированная установка литья и прокатки представляет собой установку, которая включает в себя разливочную машину, а также по меньшей мере одну группу клетей прокатного стана. При помощи разливочной машины создается продукт литья, а при помощи группы клетей прокатного стана из продукта литья создается продукт прокатки.
Эксплуатанты комбинированных установок литья и прокатки часто стараются изготавливать продукты прокатки, имеющие высокое качество продуктов прокатки. Высокое качество продуктов прокатки может, например, означать, что продукт прокатки имеет высокую гомогенность с точки зрения свойств его материала/поверхности и/или имеет геометрический профиль, который соответствует геометрическому номинальному профилю продукта прокатки или только немного отклоняется от геометрического номинального профиля.
KR 2014 0081576 A раскрывает комбинированную установку литья и прокатки, которая включает в себя разливочную машину для создания продукта литья, группу черновых и группу чистовых клетей прокатного стана для создания продукта прокатки из продукта литья, а также блок контроля. При помощи измерительного блока комбинированной установки литья и прокатки измеряется скорость, а также площадь поперечного сечения продукта прокатки. В зависимости от массового потока продукта прокатки, найденного из скорости и площади поперечного сечения продукта прокатки, при помощи блока контроля осуществляется управление скоростью литья разливочной машины.
Далее, wo 2004/080628 A1 раскрывает комбинированную установку литья и прокатки, имеющую разливочную машину для создания продукта литья, прокатный стан для создания продукта прокатки из продукта литья и систему управления. В этой комбинированной установке литья и прокатки в разных местах в направлении движения продукта литья или, соответственно, прокатки измеряется фактическое значение температуры продукта литья или, соответственно, прокатки. В частности, фактическое значение температуры продукта прокатки измеряется позади прокатного стана. В зависимости от измеренных фактических значений температуры системой управления осуществляется управление скоростью разливочной машины.
Также DE 195 08 476 A1 раскрывает комбинированную установку литья и прокатки, которая включает в себя оснащенную двумя валками-кристаллизаторами разливочную машину для создания продукта литья, прокатную установку для создания продукта прокатки из продукта литья, а также систему управления. В этой комбинированной установке литья и прокатки измеряется свойство продукта прокатки, такое как, напр., толщина продукта прокатки, профиль толщины продукта прокатки или исполнение его поверхности, и в зависимости от измеренного свойства продукта прокатки системой управления осуществляется управление параметром литья разливочной машины, таким как, напр., уровень жидкого металла, зазор между валками-кристаллизаторами или профиль валка-кристаллизатора.
Задачей изобретения является предложить способ для комбинированной установки литья и прокатки, который обеспечит возможность создания продукта прокатки, имеющего высокое качество продукта прокатки.
Эта задача в соответствии с изобретением решается с помощью способа с признаками п.1 формулы изобретения.
Другой задачей изобретения является, предоставить регулировочное устройство для комбинированной установки литья и прокатки, чтобы обеспечить комбинированной установке литья и прокатки возможность выполнения указанного способа.
Эта задача в соответствии с изобретением решается с помощью регулировочного устройства с признаками п.12 формулы изобретения.
Еще одной, другой задачей изобретения является предоставить комбинированную установку литья и прокатки, которая обеспечит возможность создания продукта прокатки, имеющего высокое качество продукта прокатки.
Эта задача в соответствии с изобретением решается с помощью комбинированной установки литья и прокатки с признаками п.13 формулы изобретения.
При предлагаемом изобретением способе при помощи разливочной машины комбинированной установки литья и прокатки создается продукт литья, и при помощи группы клетей прокатного стана комбинированной установки литья и прокатки из продукта литья создается продукт прокатки. Также при предлагаемом изобретением способе предусмотрено, что комбинированная установка литья и прокатки имеет регулировочное устройство, имеющее измерительный блок, а также регулятор. Далее, при этом способе предусмотрено, что измерительным блоком регистрируется свойство продукта прокатки, создается зависимый от этого свойства продукта прокатки измерительный сигнал, и этот измерительный сигнал передается регулятору. Кроме того, регулятором по алгоритму регулирования с применением измерительного сигнала создается управляющий сигнал для разливочной машины, и этот управляющий сигнал передается разливочной машине. Также разливочной машиной с применением управляющего сигнала настраивается параметр литья. Свойство продукта прокатки, которое регистрируется измерительным блоком, представляет собой профиль температуры продукта прокатки в направлении его ширины, а параметр литья, который настраивается разливочной машиной с применением управляющего сигнала, представляет собой параметр охлаждения разливочной машины.
Предлагаемое изобретением регулировочное устройство имеет измерительный блок, а также соединяемый с разливочной машиной регулятор. Измерительный блок предназначен для того, чтобы регистрировать свойство продукта прокатки, создавать зависимый от этого свойства продукта прокатки измерительный сигнал и передавать этот измерительный сигнал регулятору. У предлагаемого изобретением регулировочного устройства измерительный блок предназначен для того, чтобы в качестве свойства продукта прокатки регистрировать профиль температуры продукта прокатки в направлении его ширины. Кроме того, регулятор предназначен для того, чтобы по алгоритму регулирования с применением измерительного сигнала создавать управляющий сигнал для устройства охлаждения разливочной машины.
Предлагаемая изобретением комбинированная установка литья и прокатки имеет разливочную машину для создания продукта литья и группу клетей прокатного стана для создания продукта прокатки из продукта литья. Кроме того, предлагаемая изобретением комбинированная установка литья и прокатки имеет предлагаемое изобретением регулировочное устройство, при этом его регулятор соединен с разливочной машиной комбинированной установки литья и прокатки, и при этом разливочная машина предназначена для того, чтобы с применением предоставленного регулятором управляющего сигнала настраивать параметр охлаждения разливочной машины.
Предпочтительные усовершенствования являются предметом зависимых пунктов формулы изобретения, а также последующего описания, и могут касаться как способа, так и регулировочного устройства и комбинированной установки литья и прокатки.
Изобретение основывается на том обнаруженном факте, что разные свойства продукта прокатки, созданного при помощи комбинированной установки литья и прокатки, являются функцией от параметров литья комбинированной установки литья и прокатки. Это значит, что путем изменения какого-либо параметра литья можно влиять на одно или несколько свойств продукта прокатки и вместе с тем на качество продукта прокатки.
Далее, изобретение основывается на том обнаруженном факте, что профиль температуры продукта прокатки в направлении его ширины может иметь решающее влияние на свойства материала/поверхности продукта прокатки, в частности на гомогенность свойств материала/поверхности, и вместе с тем на качество продукта прокатки. Путем настройки указанного параметра охлаждения разливочной машины можно влиять на профиль температуры продукта литья и, так как из продукта литья создается продукт прокатки, в итоге на профиль температуры продукта прокатки. Путем регистрации профиля температуры продукта прокатки в направлении его ширины и обратной передачи этого зарегистрированного свойства продукта прокатки разливочной машине (посредством управляющего сигнала) может достигаться приближение профиля температуры продукта прокатки к профилю температуры, при котором продукт прокатки имеет свойства материала/поверхности, желательные для эксплуатационника установки.
Изобретение позволяет эксплуатанту установки без большого технологического ноу-хау и без больших аппаратных издержек создавать продукт прокатки, имеющий высокое качество продукта прокатки, и длительно поддерживать это качество продукта прокатки на высоком уровне.
В изобретении значение, на которое настраивается параметр литья, основывается не на опытном значении эксплуатационника установки, а на управляющем сигнале или, соответственно, его информационном содержании. Так как управляющий сигнал создается с применением измерительного сигнала, а измерительный сигнал зависим от зарегистрированного посредством измерительного блока свойства продукта прокатки, в итоге также управляющий сигнал имеет зависимость от зарегистрированного свойства продукта прокатки. Говоря наглядно, изобретение предусматривает петлю регулирования, при которой осуществляется обратная передача зарегистрированного свойства продукта прокатки разливочной машине, и параметр литья настраивается автоматизированным образом. При этом эксплуатационник установки не должен знать, как выглядит эта зависимость между параметром литья и зарегистрированным свойством продукта прокатки.
Под параметром литья в настоящем случае следует понимать эксплуатационный параметр разливочной машины. Настройка параметра литья включает в себя целесообразным образом изменение параметра литья. Далее, под параметром охлаждения следует понимать эксплуатационный параметр устройства охлаждения разливочной машины.
Регулировочное устройство может, например, применяться для новой установки. Альтернативно возможно доснащение регулировочным устройством существующей комбинированной установки литья и прокатки.
Предпочтительно, когда разливочная машина оснащена по меньшей мере одним интерфейсом для передачи сигнала, через который разливочная машина может соединяться с регулятором. В частности, отдельные функциональные узлы разливочной машины могут иметь каждый собственный интерфейс для передачи сигнала для соединения с регулятором. Далее, разливочная машина может быть соединена с регулятором посредством кабельного или бескабельного соединения.
Предпочтительно алгоритм регулирования имеется в виде машинно-считываемого программного кода. Алгоритм регулирования может по меньшей мере частично базироваться на эмпирически найденных зависимостях между одним или несколькими свойствами продукта прокатки и одним или несколькими параметрами литья. В частности, алгоритм регулирования может базироваться на эмпирически найденной зависимости профиля температуры продукта прокатки в направлении его ширины и вышеуказанного параметра охлаждения разливочной машины.
Предпочтительно регулятор включает в себя память данных, а также процессор. Алгоритм регулирования целесообразным образом заложен в память данных и может выполняться процессором. Предпочтительно регулятор оснащен интерфейсом для передачи сигнала, через который регулятор может соединяться с разливочной машиной.
Также группа клетей прокатного стана может включать в себя одну или несколько клетей прокатного стана. Каждая клеть прокатного стана может, например, представлять собой клеть дуо (двухвалковую клеть) или клеть кварто (четырехвалковую клеть).
Целесообразным образом разливочная машина включает в себя кристаллизатор. Кристаллизатор может, в частности, представлять собой так называемый криволинейный кристаллизатор или так называемый вертикальный кристаллизатор. Предпочтительным образом кристаллизатор включает в себя две плиты узких сторон, расстояние между которыми может переставляться, а также две плиты широких сторон. Предпочтительно кристаллизатор оснащен устройством первичного охлаждения для охлаждения его плит. Первичное охлаждение может, например, использовать циркулирующее через плиты кристаллизатора охлаждающее средство, в частности воду, для охлаждения плит.
Помимо этого, разливочная машина включает в себя целесообразным образом направляющую систему для направления продукта литья. Далее, разливочная машина предпочтительно оснащена устройством вторичного охлаждения для охлаждения продукта литья. Например, устройство вторичного охлаждения может иметь несколько охлаждающих форсунок для распыления охлаждающего средства на продукт литья. Устройство вторичного охлаждения может быть, в частности, составной частью вышеупомянутой направляющей системы.
Измерительный блок регулировочного устройства может включать в себя один или несколько измерительных приборов. В частности, измерительный блок может включать в себя несколько различных измерительных приборов для регистрации различных свойств продукта прокатки. Каждый измерительный прибор измерительного блока может, например, представлять собой измерительный прибор для бесконтактного измерения, который может регистрировать свойство продукта прокатки, в частности, путем обнаружения излучения.
В одном из предпочтительных вариантов осуществления изобретения измерительный блок имеет несколько сенсоров, расположенных друг за другом в направлении ширины продукта прокатки. Альтернативно или дополнительно измерительный блок может иметь матричный сенсор и/или ориентированный в направлении ширины продукта прокатки однострочный сенсор. Упомянутый матричный сенсор и/или однострочный сенсор может представлять собой, напр., ПЗС(прибор с зарядовой связью)-сенсор.
Целесообразным образом измерительный блок оснащен интерфейсом для передачи сигнала, через который измерительный блок может соединяться с регулятором. Также целесообразно, когда измерительный блок соединен с регулятором, в частности посредством кабельного или бескабельного соединения.
Вышеуказанный параметр охлаждения разливочной машины может, например, представлять собой параметр охлаждения устройства первичного охлаждения, в частности мощность охлаждения устройства первичного охлаждения. В этом случае управляющий сигнал, который создается регулятором, целесообразным образом представляет собой управляющий сигнал для устройства первичного охлаждения.
В одном из предпочтительных вариантов осуществления изобретения вышеуказанный параметр охлаждения представляет собой параметр охлаждения устройства вторичного охлаждения разливочной машины, такой как, напр., мощность охлаждения устройства вторичного охлаждения или профиль мощности охлаждения устройства вторичного охлаждения. В этом случае управляющий сигнал, который создается регулятором, целесообразным образом представляет собой управляющий сигнал для устройства вторичного охлаждения.
Параметр охлаждения разливочной машины может представлять собой, в частности, профиль мощности охлаждения в направлении ширины продукта литья. Например, параметр охлаждения может настраиваться таким образом, чтобы продукт прокатки, применительно к его ширине, на своих краях охлаждался сильнее или слабее, чем в своей середине.
Настройка параметра охлаждения может, например, включать в себя настройку положения/положений одной или нескольких охлаждающих форсунок устройства вторичного охлаждения разливочной машины. Таким образом может, напр., устраняться горячая зона, которая имеется в определенной области ширины продукта прокатки, при этом одна или несколько охлаждающих форсунок устройства вторичного охлаждения позиционируется/позиционируются таким образом, чтобы горячая зона охлаждалась сильнее.
Для настройки желательной мощности охлаждения устройства первичного/вторичного охлаждения, например, давление охлаждающего средства и/или расход охлаждающего средства в каждом устройстве охлаждения может настраиваться на надлежащее значение.
Предпочтительным образом созданный при помощи разливочной машины продукт литья представляет собой металлический непрерывный слиток, в частности стальной непрерывный слиток. То есть разливочная машина предпочтительно представляет собой машину непрерывного литья.
Также предпочтительно, когда созданный при помощи группы клетей прокатного стана продукт прокатки представляет собой металлическую полосу, в частности стальную полосу.
Комбинированная установка литья и прокатки может предпочтительно представлять собой комбинированную установку литья и прокатки бесконечного действия, в которой бесконечно производимый разливочной машиной продукт литья, неразрезанный, по меньшей мере в одной группе клетей прокатного стана (напр., черновой и чистовой группе клетей прокатного стана) прокатывается с получением бесконечно имеющегося продукта прокатки (называемого также бесконечным продуктом). Бесконечный продукт представляет собой, в частности, бесконечную металлическую полосу, предпочтительно из стали.
Альтернативно комбинированная установка литья и прокатки может представлять собой комбинированную установку литья и прокатки прерывистого действия (напр., в т.н. периодическом, или «из рулона в рулон», или полу-бесконечном режиме).
В одном из предпочтительных вариантов осуществления изобретения продукт прокатки создается при помощи процесса горячей прокатки. Другими словами, в группе клетей прокатного стана продукт литья или созданный из продукта литья промежуточный продукт подвергается процессу горячей прокатки. Таким образом обрабатываемый материал может деформироваться с низким усилием. Под процессом горячей прокатки следует понимать процесс прокатки, при котором обрабатываемый материал имеет температуру выше его температуры рекристаллизации. Для нагрева продукта литья или созданного из продукта литья промежуточного продукта комбинированная установка литья и прокатки может, например, иметь нагревательное устройство, в частности индуктивное нагревательное устройство.
Целесообразным образом свойство продукта прокатки регистрируется измерительным блоком, применительно к направлению движения продукта прокатки в комбинированной установке литья и прокатки, позади группы клетей прокатного стана.
Продукт прокатки может при помощи группы клетей прокатного стана создаваться непосредственно из продукта литья. Это значит, продукт литья после его изготовления может подводиться к группе клетей прокатного стана для выполнения процесса прокатки, не подвергаясь перед этим методу деформации. В этом случае группа клетей прокатного стана может, в частности, представлять собой чистовую группу клетей прокатного стана.
Альтернативно из продукта литья может сначала методом деформации, например, с помощью процесса прокатки, создаваться промежуточный продукт, в частности черновой продукт прокатки. Этот промежуточный продукт может затем подводиться к группе клетей прокатного стана для выполнения процесса прокатки.
В одном из предпочтительных вариантов осуществления изобретения группа клетей прокатного стана представляет собой черновую группу клетей прокатного стана, называемую также обжимной или промежуточной группой клетей прокатного стана. Целесообразным образом группа клетей прокатного стана создает в этом случае из продукта литья черновой продукт прокатки. Помимо этого, комбинированная установка литья и прокатки может иметь другую группу клетей прокатного стала, в частности чистовую группу клетей прокатного стана. Эта другая группа клетей прокатного стана может, в частности, из чернового продукта прокатки создавать чистовой продукт прокатки. Также свойство продукта прокатки может регистрироваться измерительным блоком между этими двумя группами клетей прокатного стана.
Предпочтительно первая названная группа клетей прокатного стана и/или другая группа клетей прокатного стана представляет собой соответственно группу клетей горячей прокатки.
В одном из предпочтительных усовершенствований изобретения предусмотрено, что регулятору передается номинальное значение свойства продукта прокатки. Созданный регулятором управляющий сигнал предпочтительно зависим от отклонения между номинальным значением свойства продукта прокатки и его фактическим значением. Целесообразным образом фактическое значение свойства продукта прокатки находится регулятором с применением измерительного сигнала.
Предпочтительным образом алгоритм регулирования описывает стратегию, как должен настраиваться параметр литья в зависимости от отклонения между номинальным значением и фактическим значением свойства продукта прокатки, с целью приблизить фактическое значение свойства продукта прокатки к его номинальному значению. Другими словами, при помощи регулировочного устройства параметр литья предпочтительно настраивается таким образом, чтобы свойство продукта прокатки соответствовало его номинальному значению.
Далее, предпочтительно, когда комбинированная установка литья и прокатки имеет блок обслуживания, например, компьютер. Целесообразным образом этот блок обслуживания соединен с регулятором, в частности посредством кабельного или бескабельного соединения. Предпочтительно посредством этого блока обслуживания регулятору может задаваться номинальное значение свойства продукта прокатки.
В одном из предпочтительных усовершенствований изобретения предусмотрено, чтобы устройство вторичного охлаждения разливочной машины имело одну или несколько установленных с возможностью перестановки положения охлаждающих форсунок для разбрызгивания охлаждающего средства на продукт литья. Также предпочтительно, когда устройство вторичного охлаждения имеет по меньшей мере одно перестановочное устройство для перестановки положения этой охлаждающей форсунки/охлаждающих форсунок.
Устройство вторичного охлаждения предпочтительно оснащено одним или несколькими держателями охлаждающих форсунок. На каждом держателе охлаждающих форсунок целесообразным образом закреплена по меньшей мере одна из охлаждающих форсунок устройства вторичного охлаждения.
Предпочтительно перестановочное устройство включает в себя исполнительный элемент, в частности смещаемый в осевом направлении исполнительный элемент. Этот исполнительный элемент целесообразным образом соединен с одним из держателей охлаждающих форсунок. Далее, перестановочное устройство может иметь гидро- или пневмоприводной гидроцилиндр для смещения исполнительного элемента.
В частности, устройство вторичного охлаждения может быть выполнено таким образом, чтобы при осевом пути перестановки исполнительного элемента перестановочного устройства осуществлялось параллельное этому движению перестановки движение перестановки соединенного с исполнительным элементом держателя охлаждающих форсунок. С помощью движения перестановки держателя охлаждающих форсунок закрепленная на держателе охлаждающих форсунок охлаждающая форсунка/закрепленные охлаждающие форсунки предпочтительно изменяет/изменяют свое расстояние до продукта литья.
В случае, если устройство вторичного охлаждения имеет несколько установленных с возможностью перестановки положения охлаждающих форсунок, устройство вторичного охлаждения включает в себя предпочтительно несколько таких перестановочных устройств. В частности, устройство вторичного охлаждения может иметь для каждой охлаждающей форсунки собственное перестановочное устройство. Таким образом может достигаться возможность индивидуальной перестановки охлаждающих форсунок. Альтернативно устройство вторичного охлаждения может иметь для нескольких из охлаждающих форсунок одно общее перестановочное устройство, так что несколько из охлаждающих форсунок могут переставляться с помощью одного и того же перестановочного устройства.
Вместо профиля температуры продукта прокатки в направлении его ширины свойство продукта прокатки, которое регистрируется измерительным блоком, может, например, представлять собой какое-либо геометрическое свойство продукта прокатки или свойство материала продукта прокатки. В таком случае измерительный блок целесообразным образом предназначен для того, чтобы регистрировать в качестве свойства продукта прокатки геометрическое свойство продукта прокатки или свойство материала продукта прокатки.
Геометрическое свойство может, напр., представлять собой ширину продукта прокатки, геометрический профиль продукта прокатки, в частности профиль толщины по ширине продукта прокатки, или плоскостность продукта прокатки, в частности в его продольном направлении. Свойство материала может, в частности, представлять собой свойство поверхности продукта прокатки. Например, свойство материала может представлять собой распределение дефектов окалины (профиль дефектов окалины), в частности в направлении ширины продукта прокатки, или распределение структуры, в частности в направлении ширины продукта прокатки.
В принципе, измерительным блоком могут регистрироваться несколько различных свойств продукта прокатки, в частности несколько из вышеупомянутых свойств продукта прокатки. Измерительный блок может, например, создавать для каждого из зарегистрированных свойств продукта прокатки измерительный сигнал, который зависим от данного свойства продукта прокатки, и передавать данный измерительный сигнал регулятору.
Вместо параметра охлаждения параметр литья, который настраивается разливочной машиной с применением управляющего сигнала, может представлять собой, например, ширину литья или скорость литья разливочной машины. Под шириной литья разливочной машины следует понимать расстояние между плитами узкой стороны кристаллизатора на его выходе.
Путем перестановки ширины литья может изменяться ширина продукта прокатки. В частности, ширина литья может настраиваться таким образом, чтобы ширина продукта прокатки соответствовала его номинальной ширине в такой мере, чтобы можно было обойтись без обрезки кромок продукта прокатки, или возникали только небольшие потери годного. Перестановка скорости литья разливочной машины, в свою очередь, может, например, изменять геометрический профиль, профиль температуры и/или свойство материала/поверхности продукта прокатки.
Также может быть предусмотрено, чтобы разливочной машиной настраивались несколько различных параметров литья, в частности несколько из вышеупомянутых параметров литья. Для каждого настраиваемого параметра литья регулятор может создавать собственный управляющий сигнал и передавать его разливочной машине.
Данное до сих пор описание предпочтительных вариантов осуществления изобретения содержит многочисленные признаки, которые, будучи иногда объединены по несколько, воспроизведены в отдельных зависимых пунктах формулы изобретения. Однако эти признаки могут также целесообразным образом рассматриваться по отдельности и объединяться в смысловые другие комбинации. В частности, эти признаки, каждый в отдельности и в любой надлежащей комбинации, могут комбинироваться с предлагаемым изобретением способом, предлагаемым изобретением регулировочным устройством и предлагаемой изобретением комбинированной установкой литья и прокатки. Далее, признаки способа могут также рассматриваться как свойство соответствующего узла устройства.
Хотя в описании или, соответственно, в пунктах формулы изобретения некоторые термины используются каждый в единственном числе или в сочетании с числительным, объем изобретения не должен быть ограничен для этих терминов единственным числом или данным числительным.
Вышеописанные свойства, признаки и преимущества изобретения, а также каким образом они достигаются, становятся яснее и отчетливее понятно в контексте последующего описания примеров осуществления изобретения, который поясняется подробнее со ссылкой на чертежи. Этот пример осуществления служит для пояснения изобретения и не ограничивает изобретение указанными в нем комбинациями признаков, также в отношении функциональных признаков. Кроме того, к тому же надлежащие признаки примера осуществления могут также рассматриваться явно изолированно и комбинироваться с любым из пунктов формулы изобретения.
Показано:
фиг.1: комбинированная установка литья и прокатки на схематичном изображении;
фиг.2: изображение сечения комбинированной установки литья и прокатки с фиг.1.
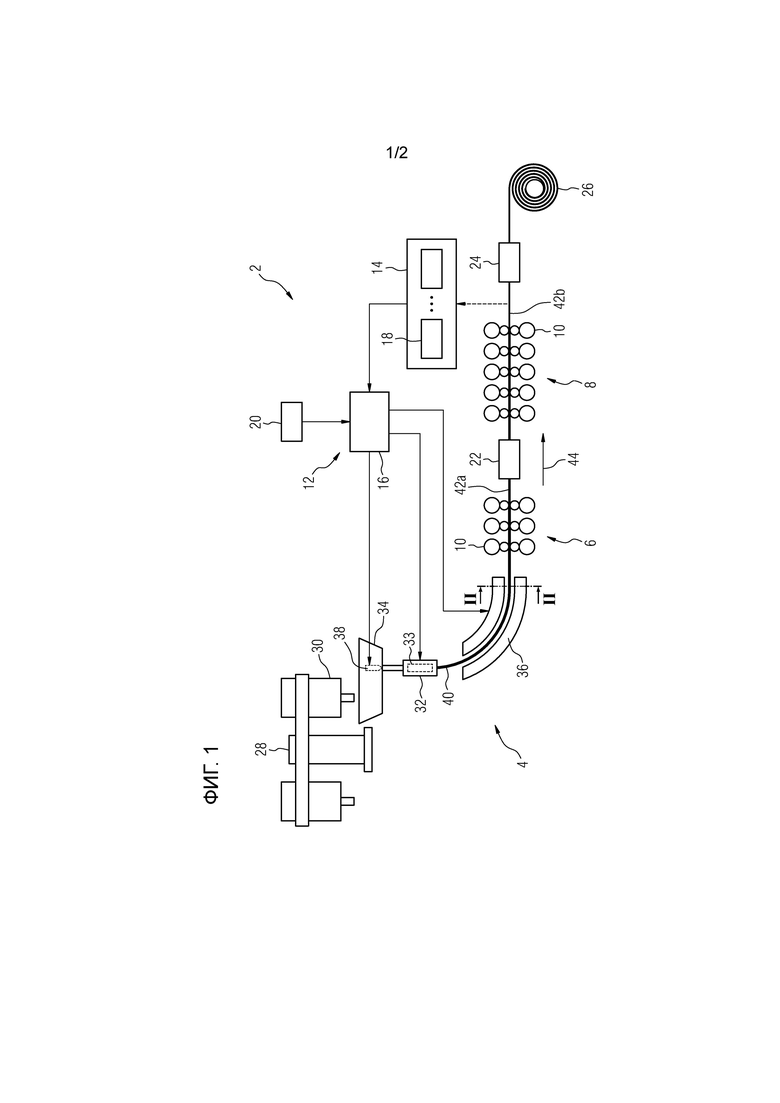
На фиг.1 показана комбинированная установка 2 литья и прокатки для изготовления тонкой бесконечной металлической полосы.
Комбинированная установка 2 литья и прокатки включает в себя разливочную машину 4, первую группу клетей 6 прокатного стана, а также вторую группу 8 клетей прокатного стана. Первая группа 6 клетей прокатного стана представляет собой черновую группу клетей прокатного стана, имеющую три клети 10 прокатного стана, а вторая группа 8 клетей прокатного стана представляет собой чистовую группу клетей прокатного стана, имеющую пять клетей 10 прокатного стана, при этом каждая группа 6, 8 клетей прокатного стана может, в принципе, иметь другое количество клетей 10 прокатного стана.
Также комбинированная установка 2 литья и прокатки имеет регулировочное устройство 12, имеющее измерительный блок 14 и соединенный с этим измерительным блоком 14 регулятор 16. Измерительный блок 14 включает в себя несколько измерительных приборов 18 для регистрации различных свойств продукта прокатки. Каждый измерительный прибор 18 может представлять собой, в частности, измерительный прибор для бесконтактного измерения.
Кроме того, комбинированная установка 2 литья и прокатки имеет соединенный с регулятором 16 блок 20 обслуживания и расположенное между двумя группами 6, 8 клетей прокатного стана индуктивное нагревательное устройство 22. Далее, комбинированная установка 2 литья и прокатки оснащена устройством 24 охлаждения, например, участком ламинарного охлаждения, а также наматывающим устройством 26.
Разливочная машина 4 комбинированной установки 2 литья и прокатки представляет собой машину для непрерывной литья и включает в себя поворотный стенд 28 для ковшей, в который могут вставляться два разливочных ковша 30, а также кристаллизатор 32 Кристаллизатор 32 разливочной машины 4 имеет две плиты узких сторон, расстояние между которыми может переставляться, две плиты широких сторон и устройство 33 первичного охлаждения для охлаждения плит, при этом плиты кристаллизатора 32 для лучшей наглядности на фигурах не изображены.
Помимо этого, разливочная машина 4 включает в себя промежуточный ковш 34 для приема металлического расплава из разливочных ковшей 30 и для перевода металлического расплава в кристаллизатор 32. Также разливочная машина 4 имеет направляющую систему 36, имеющую устройство 37 вторичного охлаждения (сравн. фиг.2) и несколько направляющих роликов, причем эти направляющие ролики и устройство 37 вторичного охлаждения на фиг.1 для лучшей наглядности не изображены. Кроме того, разливочная машина 4 имеет заглушку 38, посредством которой может осуществляться управление притоком металлического расплава к кристаллизатору 32.
Дополнительно к вышеупомянутым элементам установки комбинированная установка 2 литья и прокатки может иметь один или несколько не изображенных на фигурах элементов установки, таких как, напр., расположенное перед наматывающим устройством 26 разделительное устройство для разделения металлической полосы.
Регулятор 16 соединен с разливочной машиной 4, в частности с кристаллизатором 32, направляющей системой 36 и заглушкой 38 разливочной машины 4. Также регулятор 16 может управлять мощностью охлаждения или, соответственно, распределением мощности охлаждения устройства 37 вторичного охлаждения, мощностью охлаждения или, соответственно, распределением мощности охлаждения устройства 33 первичного охлаждения, положением заглушки 38, а также расстоянием, на котором находятся друг от друга плиты узкой стороны кристаллизатора 32.
При помощи разливочной машины 4 из металлического расплава создается продукт 40 литья. В настоящем примере продукт 40 литья представляет собой металлический непрерывный слиток. Так как процесс изготовления продукта 40 литья принципиально известен специалисту, на процессе изготовления продукта 40 литья подробно останавливаться не будем.
При помощи двух групп 6, 8 клетей прокатного стана из продукта 40 литья создается продукт прокатки, в настоящем примере осуществления металлическая полоса.
Выходящий из разливочной машины 4 продукт 40 литья сначала подводится к первой группе 6 клетей прокатного стана, то есть черновой группе клетей прокатного стана. Посредством первой группы 6 клетей прокатного стана из продукта 40 литья создается черновой продукт 42a прокатки, при этом продукт 40 литья в первой группе 6 клетей прокатного стана подвергается процессу горячей прокатки.
Выходящий из первой группы 6 клетей прокатного стана черновой продукт 42a прокатки подводится ко второй группе 8 клетей прокатного стана, то есть чистовой группе клетей прокатного стана. При необходимости черновой продукт 42a прокатки сначала нагревается при помощи нагревательного устройства 22 для поддержания температуры чернового продукта 42a прокатки выше температуры рекристаллизации. Посредством второй группы 8 клетей прокатного стана из чернового продукта 42a прокатки создается чистовой продукт 42b прокатки, при этом черновой продукт 42a прокатки во второй группе 8 клетей прокатного стана подвергается процессу горячей прокатки.
Измерительным блоком 14 в направлении ширины чистового продукта 42b прокатки регистрируется профиль температуры чистового продукт 42b прокатки. Другими словами, измерительным блоком 14 регистрируется несколько значений температуры чистового продукта 42b прокатки в направлении его ширины. Измерительный блок 14 создает зависимый от этого свойства продукта прокатки измерительный сигнал и передает этот измерительный сигнал регулятору 16.
Регулятором 16 с применением измерительного сигнала по алгоритму регулирования создается управляющий сигнал для устройства 37 вторичного охлаждения направляющей системы 36 и передается устройству 37 вторичного регулирования. Этот управляющий сигнал служит для настройки профиля мощности охлаждения в направлении ширины чистового продукта 42b прокатки.
Дополнительно к профилю температуры чистового продукта 42b прокатки в направлении его ширины измерительный блок 14 может регистрировать одно или несколько свойств чистового продукта 42b прокатки. Такое дополнительное свойство продукта прокатки может представлять собой ширину чистового продукта 42b прокатки, его плоскостность, его профиль толщины по ширине или свойство поверхности чистового продукта 42b прокатки, такое как, например, распределение дефектов окалины в направлении ширины чистового продукта 42b прокатки. Альтернативно или дополнительно измерительным блоком 14 могут регистрироваться одно или несколько свойств чернового продукта 42a прокатки. Это значит, данное свойство продукта прокатки, применительно к направлению 44 движения продукта прокатки в комбинированной установке 2 литья и прокатки, может регистрироваться позади второй группы 8 клетей прокатного стана и/или между двумя группами 6, 8 клетей прокатного стана.
Для каждого другого свойства продукта прокатки, которое регистрируется измерительным блоком 14, измерительный блок 14 создает зависимый от каждого другого свойства продукта прокатки другой измерительный сигнал и передает его регулятору 16.
Регулятором 16 по вышеупомянутому алгоритму регулирования с применением другого измерительного сигнала или, соответственно, других измерительных сигналов создается один или несколько управляющих сигналов для настройки одного или нескольких параметров литья. Каждый управляющий сигнал передается регулятором 16 разливочной машине 4.
Каждый создаваемый регулятором 16 управляющий сигнал зависим от отклонения между номинальным значением свойства продукта прокатки и его фактическим значением, при этом номинальное значение каждого свойства продукта прокатки задается регулятору 16 посредством блока 20 обслуживания, а фактическое значение каждого свойства продукта прокатки находится регулятором 16 с применением соответствующего измерительного сигнала.
Дополнительно к профилю мощности охлаждения устройства 37 вторичного охлаждения в направлении ширины чистового продукта 42b прокатки разливочная машина 4 может с применением управляющего сигнала или, соответственно, управляющих сигналов настраивать один или несколько других параметров литья, таких как, например, ширина литья, скорость литья и/или мощность охлаждения или, соответственно, распределение мощности охлаждения устройства 33 первичного охлаждения. Указанный или, соответственно, указанные параметры литья настраивается/настраиваются разливочной машиной 4 таким образом, чтобы фактическое значение каждого свойства продукта прокатки приближалось к его номинальному значению.
Выходящий из второй группы 8 клетей прокатного стана чистовой продукт 42b прокатки охлаждается при помощи устройства 24 охлаждения и наматывается наматывающим устройством 26.
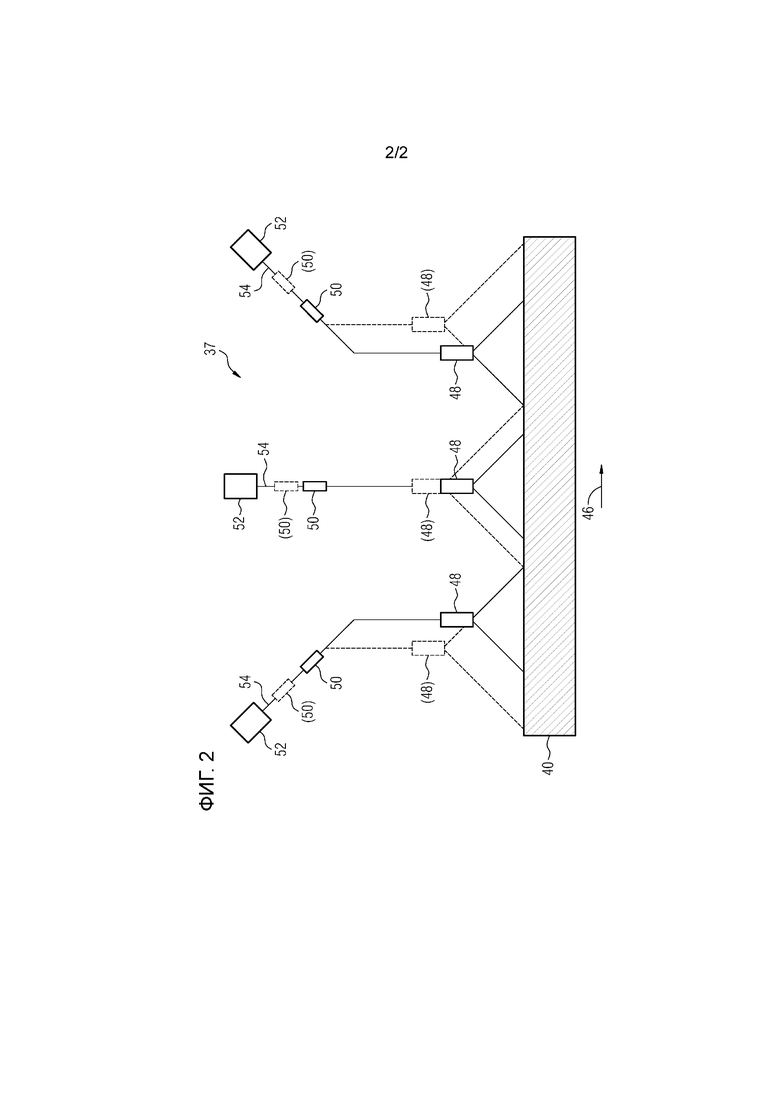
На фиг.2 показано сечение комбинированной установки 2 литья и прокатки, точнее говоря, направляющей системы 36, по плоскости II-II сечения с фиг.1.
На фиг.2 отображен продукт 40 литья в поперечном сечении. Направление 46 его ширины, которое одновременно соответствует направлению ширины чернового 42a и чистового продукта 42b прокатки, изображено в виде стрелки.
Также на фиг.2 отображена часть устройства 37 вторичного охлаждения направляющей системы 36 (с фиг.1). Направляющие ролики направляющей системы 36, напротив, для лучшей наглядности не изображены.
Устройство 37 вторичного охлаждения включает в себя несколько охлаждающих форсунок 48 для разбрызгивания охлаждающего средства на продукт 40 литья, из которых на фиг.2 в качестве примера отображены три расположенные в одной плоскости охлаждающие форсунки 48, расположенные со сдвигом друг относительно друга в направлении 46 ширины продукта 40 литья.
В настоящем примере осуществления устройство 37 вторичного охлаждения для каждой их охлаждающих форсунок 48 имеет собственный держатель 50 охлаждающих форсунок и собственное перестановочное устройство 52, имеющее смещаемый в осевом направлении исполнительный элемент 54 (например, поршень). Каждая охлаждающая форсунка 48 закреплена на соответствующем держателе 40 охлаждающих форсунок, который, в свою очередь, соединен с исполнительным элементом 54 соответствующего перестановочного устройства 52. Кроме того, перестановочные устройства 52 закреплены каждое на не изображенной на фигурах каркасной раме направляющей системы 36.
Устройство 37 вторичного охлаждения выполнено таким образом, что при осевом движении перестановки исполнительного элемента 54 перестановочного устройства 52 осуществляется параллельное этому движению перестановки движение перестановки соответствующего держателя 50 охлаждающих форсунок и закрепленной на держателе 50 охлаждающих форсунок охлаждающей форсунки 48. Движение перестановки охлаждающей форсунки 48 приводит к тому, что эта охлаждающая форсунка 48 изменяет свое расстояние до продукта 40 литья, а также до других, расположенных в той же самой плоскости охлаждающих форсунок 48.
Для наглядного пояснения такого движения перестановки охлаждающие форсунки 48 и соответствующие держатели 50 охлаждающих форсунок на фиг.2 отображены соответственно в более близком к продукту 40 литья, первом положении (изображение сплошной линией), и в удаленном от продукта 40 литья, втором положении (изображение штриховой линией).
Отображенные на фиг.2 охлаждающие форсунки 48 расположены в качестве примера над продуктом 40 литья. Также под продуктом 40 литья устройство 37 вторичного охлаждения может иметь такие охлаждающие форсунки, а также предназначенные для этих охлаждающих форсунок держатели охлаждающих форсунок и перестановочные устройства. Кроме того, устройство 37 вторичного охлаждения включает в себя перед и позади плоскости чертежа на фиг.2 другие такие, расположенные в направлении 46 ширины продукта 40 литья рядом друг с другом, охлаждающие форсунки, а также предназначенные для этих охлаждающих форсунок держатели охлаждающих форсунок и перестановочные устройства.
Вышеупомянутая настройка профиля мощности охлаждения устройства 37 вторичного охлаждения в направлении ширины чистового продукта 42b прокатки может включать в себя настойку положения/положений одной или нескольких охлаждающих форсунок 48 относительно продукта 40 литья. Для изменения профиля мощности охлаждения устройства 37 вторичного охлаждения в направлении ширины чистового продукта 42b прокатки, может/могут, в частности, изменяться положение/положения одной или нескольких охлаждающих форсунок 48. Альтернативно или дополнительно у одной или нескольких охлаждающих форсунок 48 может изменяться расход выходящего из данных охлаждающих форсунок 48 охлаждающего средства.
Хотя изобретение было подробно проиллюстрировано и описано в деталях на предпочтительном примере осуществления, изобретение не ограничено раскрытым примером, и отсюда могут быть выведены другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
2 Комбинированная установка литья и прокатки
4 Разливочная машина
6 Группа клетей прокатного стана
8 Группа клетей прокатного стана
10 Прокатная клеть
12 Регулировочное устройство
14 Измерительный блок
16 Регулятор
18 Измерительный прибор
20 Блок обслуживания
22 Нагревательное устройство
24 Устройство охлаждения
26 Наматывающее устройство
28 Поворотный стенд для ковшей
30 Разливочный ковш
32 Кристаллизатор
33 Устройство первичного охлаждения
34 Промежуточный ковш
36 Направляющая система
37 Устройство вторичного охлаждения
38 Заглушка
40 Продукт литья
42a Черновой продукт прокатки
42b Чистовой продукт прокатки
44 Направление движения
46 Направление ширины
48 Охлаждающая форсунка
50 Держатель охлаждающих форсунок
52 Перестановочное устройство
54 Исполнительный элемент
Изобретение относится к способу управления комбинированной установкой (2) литья и прокатки. В способе при помощи разливочной машины (4) комбинированной установки (2) литья и прокатки создают продукт (40) литья, и при помощи группы (6, 8) клетей прокатного стана комбинированной установки (2) литья и прокатки из продукта (40) литья создают продукт (42a, 42b) прокатки. Комбинированная установка (2) литья и прокатки имеет регулировочное устройство (12), имеющее измерительный блок (14), и регулятор (16). Измерительным блоком (14) регистрируют свойство продукта прокатки, создают зависимый от этого свойства продукта прокатки измерительный сигнал, и этот измерительный сигнал передают регулятору (16). Регулятором (16) по алгоритму регулирования с применением измерительного сигнала создают управляющий сигнал для разливочной машины (4), и этот управляющий сигнал передают разливочной машине (4), и разливочной машиной (4) с применением управляющего сигнала настраивают параметр литья. В результате обеспечивается повышение качества продукта прокатки. 2 н. и 10 з.п. ф-лы, 2 ил.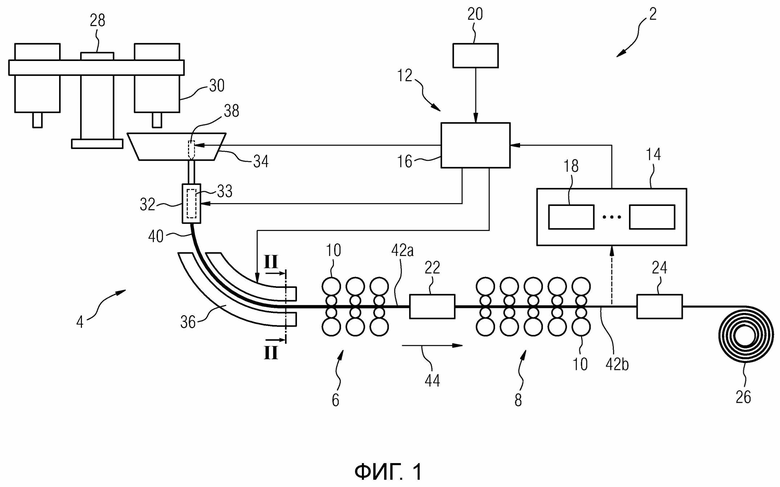
1. Способ управления комбинированной установкой (2) литья и прокатки, включающий
- при помощи разливочной машины (4) комбинированной установки (2) литья и прокатки создание продукта (40) литья, и
- при помощи группы (6, 8) клетей прокатного стана комбинированной установки (2) литья и прокатки из продукта (40) литья создание продукта (42a, 42b) прокатки, при этом
- комбинированная установка (2) литья и прокатки имеет регулировочное устройство (12), имеющее измерительный блок (14), и регулятор (16), причем
- посредством измерительного блока (14) регистрируют свойство продукта прокатки, создают зависимый от этого свойства продукта прокатки измерительный сигнал, и этот измерительный сигнал передают регулятору (16),
- посредством регулятора (16) по алгоритму регулирования с применением измерительного сигнала создают управляющий сигнал для разливочной машины (4), и этот управляющий сигнал передают разливочной машине (4), и
- посредством разливочной машины (4) с применением управляющего сигнала настраивают параметр литья,
причем
- свойство продукта прокатки, которое регистрируют измерительным блоком (14), представляет собой профиль температуры продукта (42a, 42b) прокатки в направлении его ширины, и
- параметр литья, который настраивают разливочной машиной (4) с применением управляющего сигнала, представляет собой параметр охлаждения разливочной машины (4), при этом вышеуказанный параметр охлаждения представляет собой параметр охлаждения устройства (37) вторичного охлаждения разливочной машины (4).
2. Способ по п. 1, отличающийся тем, что параметр охлаждения разливочной машины (4) представляет собой мощность охлаждения в направлении (46) ширины продукта (40) литья.
3. Способ по п. 1 или 2, отличающийся тем, что настройка параметра охлаждения включает настройку положения/положений одной или нескольких охлаждающих форсунок (48) устройства (37) вторичного охлаждения разливочной машины (4) относительно продукта (40) литья.
4. Способ по любому из пп. 1-3, отличающийся тем, что созданный при помощи разливочной машины (4) продукт (40) литья представляет собой металлический непрерывный слиток, в частности стальной непрерывный слиток.
5. Способ по любому из пп. 1-4, отличающийся тем, что созданный при помощи группы (6, 8) клетей прокатного стана продукт (42a, 42b) прокатки представляет собой металлическую полосу, в частности стальную полосу.
6. Способ по любому из пп. 1-5, отличающийся тем, что комбинированная установка (2) литья и прокатки представляет собой комбинированную установку литья и прокатки бесконечного действия, при этом созданный этой комбинированной установкой (2) литья и прокатки продукт (42a, 42b) прокатки представляет собой бесконечный продукт прокатки, в частности бесконечную металлическую полосу.
7. Способ по любому из пп. 1-6, отличающийся тем, что продукт (42a, 42b) прокатки создают при помощи процесса горячей прокатки.
8. Способ по любому из пп. 1-7, отличающийся тем, что свойство продукта прокатки регистрируют посредством измерительного блока (14), применительно к направлению (44) движения продукта (42a, 42b) прокатки в комбинированной установке (2) литья и прокатки, позади группы (6, 8) клетей прокатного стана.
9. Способ по любому из пп. 1-8, отличающийся тем, что группа (6) клетей прокатного стана представляет собой черновую группу клетей прокатного стана, и комбинированная установка (2) литья и прокатки имеет другую группу (8) клетей прокатного стана, причем эта другая группа (8) клетей прокатного стана представляет собой чистовую группу клетей прокатного стана, и свойство продукта прокатки регистрируют посредством измерительного блока (14) между двумя группами (6, 8) клетей прокатного стана.
10. Способ по любому из пп. 1-9, отличающийся тем, что регулятору (16) передают номинальное значение свойства продукта прокатки, а созданный регулятором (16) управляющий сигнал зависит от отклонения между номинальным значением свойства продукта прокатки и его фактическим значением, причем это фактическое значение свойства продукта прокатки находят посредством регулятора (16) с применением измерительного сигнала.
11. Комбинированная установка (2) литья и прокатки, имеющая разливочную машину (4) для создания продукта (40) литья и группу (6, 8) клетей прокатного стана для создания продукта (42a, 42b) прокатки из продукта литья,
содержащая регулировочное устройство (12) для комбинированной установки (2) литья и прокатки, имеющее измерительный блок (14), а также соединяемый с разливочной машиной (4) регулятор (16),
причем указанный измерительный блок (14) предназначен для регистрирования свойства продукта прокатки, создания зависимого от этого свойства продукта прокатки измерительного сигнала и передачи этого измерительного сигнала регулятору (16),
причем измерительный блок (14) предназначен для того, чтобы в качестве свойства продукта прокатки регистрировать профиль температуры продукта (42a, 42b) прокатки в направлении его ширины, а регулятор (16) предназначен для того, чтобы по алгоритму регулирования с применением измерительного сигнала создавать управляющий сигнал для устройства (33, 37) охлаждения разливочной машины (4),
при этом разливочная машина (4) предназначена для того, чтобы с применением предоставленного регулятором (16) управляющего сигнала настраивать параметр охлаждения разливочной машины (4), причем регулятор (16) соединен с блоком (20) обслуживания, посредством которого регулятору (16) задают номинальное значение свойства продукта прокатки.
12. Комбинированная установка (2) литья и прокатки по п. 11, отличающаяся тем, что разливочная машина (4) имеет устройство (37) вторичного охлаждения, имеющее одну или несколько установленных с возможностью перестановки положения охлаждающих форсунок (48) для разбрызгивания охлаждающего средства на продукт (40) литья, а также по меньшей мере одно перестановочное устройство (52) для перестановки положения охлаждающей форсунки/охлаждающих форсунок (48).
| WO 2006042606 A1, 27.04.2006 | |||
| DE 19508476 A1, 12.09.1996 | |||
| УСТАНОВКА И СПОСОБ ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛА | 2010 |
|
RU2461442C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ И ПОСЛЕДУЮЩЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2004 |
|
RU2301121C2 |
| Способ получения три-н-бутилтритиофосфата | 1977 |
|
SU726101A1 |

