Способ относится к области машиностроения и может быть использован при нанесении искусственной шероховатости на поверхности детали, например, на прямых участках теплообменных аппаратов.
Известен способ получения искусственной шероховатости с использованием импульсного волоконного лазера. Обработку выполняют в два этапа. Первоначально формируют шероховатость на поверхности детали, затем на чистовом режиме выполняют окончательную обработку, причем на первом этапе осуществляют импульсным волоконным лазером обработку детали на прецизионном лазерном комплексе, а на втором этапе выполняют электрохимическую обработку поверхности детали (Патент РФ №2618594, 04.05.2017).
Недостатком способа является необходимость приобретения и обслуживания дополнительного дорогостоящего оборудования (электрохимического) для окончательной обработки детали, что приводит к дополнительным материальным затратам.
Известен способ, в котором для формирования регулируемых шероховатых поверхностей используют электроэрозионную обработку, в качестве инструмента используют электрод. На первом этапе, на грубом режиме электроимпульсным методом на рабочей части электрода -инструмента наносят неровности в виде соприкасающихся углублений, после чего на чистовом режиме электроискровой обработкой электродом -инструментом формируют шероховатость на обрабатываемом участке (Патент РФ №2464137, 20.10.2012).
Недостатками способа являются относительно большой износ электрода-инструмента (например, величина износа латунных электродов составляет 25-30% объема металла, снятого с детали), что значительно удорожает этот вид обработки и затрудняет получение необходимой точности, требует больших энергетических затрат, при этом производительность способа сравнительно низка.
Наиболее близким методом получения искусственной шероховатости является сверление, описанное в патенте РФ №2464137.
Недостатками способа являются большая трудоемкость и погрешность при обработке.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является получение искусственной шероховатости производительным способом на металлообрабатывающем оборудовании с использованием в качестве инструмента ролика, без снижения качества поверхностного слоя изделия, с необходимыми технологическими параметрами.
Данный технический результат достигается с помощью способа получения искусственной шероховатости на поверхности детали механическим способом, включающим формирование профиля поверхности детали с искусственной шероховатостью режущим инструментом, а согласно изобретению, механическую обработку осуществляют на многокоординатном фрезерном станке с числовым программным управлением. Деталь закрепляют в технологическом приспособлении, которое устанавливают на рабочем столе станка, затем выполняют подачу на шпиндель станка и режущим инструментом - роликом формируют шероховатость на поверхности детали.
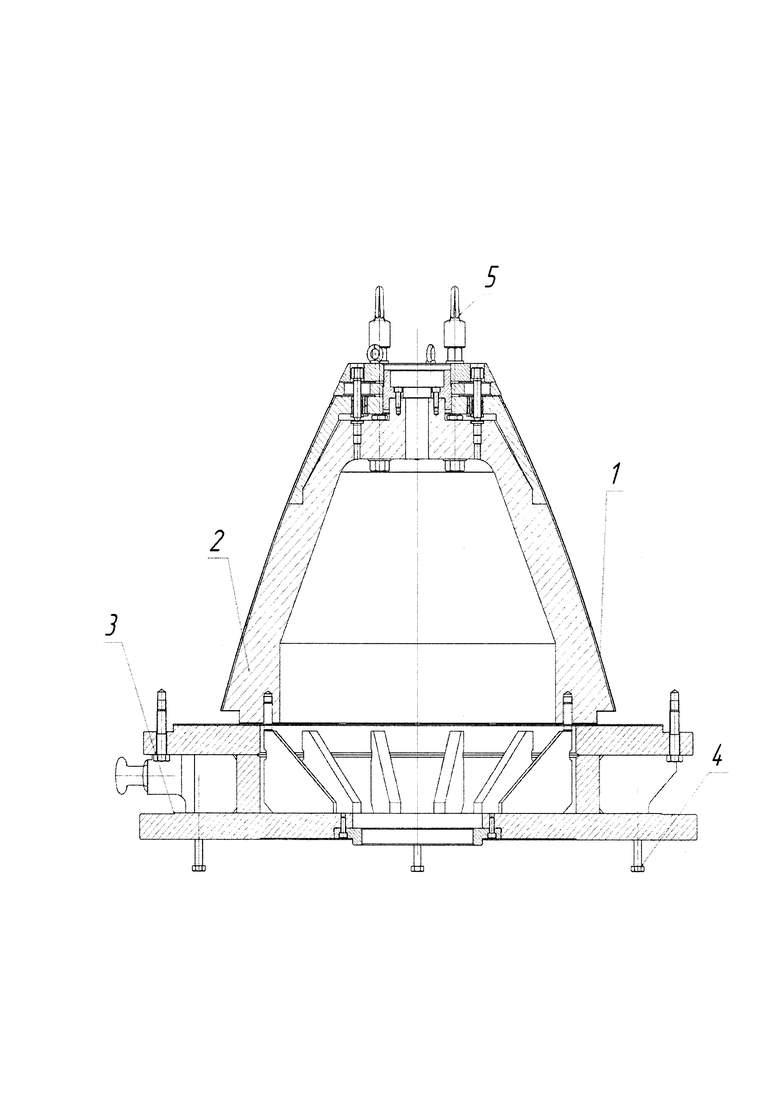
Сущность изобретения поясняется чертежом. На чертеже изображено закрепление детали на многокоординатном фрезерном станке с числовым программным управлением для выполнения механической обработки роликом с целью получения искусственной шероховатости.
Деталь 1 устанавливают на технологическое приспособление 2, которое закрепляют на рабочем столе фрезерного станка. План-шайбу 3 технологического приспособления 2 закрепляют на рабочем столе станка при помощи болтов 4. Для перемещения технологического приспособления в конструкции оснастки предусмотрены рым-болты 5.
Способ осуществляют следующим образом.
Деталь 1 устанавливают на технологическое приспособление 2 на рабочий стол многокоординатного фрезерного станка с числовым программным управлением. Выставляют ролик (не показан), установленный в оправке, на необходимом расстоянии от детали 1. Управление инструментом происходит за счет подачи шпинделя станка. Крепление, юстировка и автоматическая регулировка режущего инструмента предусмотрены на оборудовании. Затем подводят ролик к поверхности детали, при этом производят обработку и формируют профиль в виде неровностей.
Пример осуществления способа.
В каналах охлаждения теплообменных аппаратов из сплава БрХЦрТВ необходимо выполнить локальный участок в донной части канала для дополнительного охлаждения. По требованиям технической документации глубина выступов должна быть 0,5±0,1 мм, ширина 0,9±0,1 мм. Для этих целей ранее применялись электроэрозионный, электрохимический, комбинированный и механический методы обработки. Использование указанных методов весьма трудоемко и требует существенных затрат на приобретение специализированного оборудования и технологическую подготовку перед началом выполнения работ.
Выполненные работы показали, что при помощи пятикоординатного фрезерного станка с числовым программным управлением типа ГФ 2171, на рабочей части детали в канале охлаждения формируются участки с высотой неровностей 0,47 мм и шириной 0,91 мм в течение 10 минут. В качестве инструмента использовался ролик, закрепленный в специальной оправке. Измерение профиля участков показало соответствие требованиям технической документации.
Таким образом, предлагаемое изобретение позволило получить искусственную шероховатость производительным способом на металлообрабатывающем оборудовании с использованием в качестве инструмента ролика, без снижения качества поверхностного слоя изделия, с необходимыми технологическими параметрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2012 |
|
RU2498883C1 |
| Приспособление для многоосевой фрезерной обработки нескольких деталей | 2020 |
|
RU2758434C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2314186C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ | 2007 |
|
RU2342230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
Изобретение относится к области машиностроения и может быть использовано при нанесении искусственной шероховатости на поверхности детали, например, на прямых участках теплообменных аппаратов. Способ получения искусственной шероховатости на поверхности детали механическим методом обработки включает формирование профиля поверхности детали с искусственной шероховатостью режущим инструментом. Механическую обработку осуществляют на многокоординатном фрезерном станке с числовым программным управлением. В качестве режущего инструмента используют ролик. Деталь закрепляют в технологическом приспособлении, которое устанавливают на рабочем столе станка, затем выполняют подачу на шпиндель станка и формируют шероховатость на поверхности детали. Управление перемещением ролика осуществляют посредством шпинделя станка. Обеспечивается получение искусственной шероховатости производительным способом на металлообрабатывающем оборудовании без снижения качества поверхностного слоя изделия. 1 ил., 1 пр.
Способ получения искусственной шероховатости на поверхности детали механическим методом обработки, включающий формирование профиля поверхности детали с искусственной шероховатостью режущим инструментом, отличающийся тем, что механическую обработку осуществляют на многокоординатном фрезерном станке с числовым программным управлением, а в качестве режущего инструмента используют ролик, при этом деталь закрепляют в технологическом приспособлении, которое устанавливают на рабочем столе станка, затем выполняют подачу на шпиндель станка и формируют шероховатость на поверхности детали.
| СПОСОБ ПОЛУЧЕНИЯ ЛОКАЛЬНОГО УЧАСТКА ОХЛАЖДЕНИЯ ТЕПЛОНАГРУЖЕННОЙ ДЕТАЛИ | 2010 |
|
RU2464137C2 |
| Приспособление для устранения шума при горении примуса | 1926 |
|
SU16177A1 |
| ИНСТРУМЕНТ ДЛЯ ВИБРОНАКАТЫВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ТЕЛ ВРАЩЕНИЯ | 1992 |
|
RU2026775C1 |
| Приспособление для отбора одинаковых по величине зерен для цветного растра | 1926 |
|
SU7377A1 |
| Способ образования микрорельефа | 1987 |
|
SU1481041A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ ЧАСТИЧНОГО РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА В ОТВЕРСТИЯХ | 2001 |
|
RU2200080C1 |
| DE 3123207 A, 30.12.1982. | |||

