Изобретение относится к области производства блочных элементов из вспененного полимера, в частности пенополиуретановых блоков, и касается конструкции устройств, обеспечивающих получение таких блочных элементов, и способа их производства в режиме прерывистого изготовления блоков в стационарных формах (по методу "вспенивания в ящиках"), позволяющего облегчить и упростить производство однородных вспененных блоков, имеющих по существу однородную форму с равномерной прочностью на сжатие в краевых областях.
В данной области техники известны различные способы и соответствующие формы, которые пытаются достичь желаемых характеристик фиксированной формы с небольшим количеством отходов, однородностью структуры и однородностью, среди прочего, предельной прочности.
В настоящее время при производстве вспененных полимерных материалов обычно применяют две технологии: непрерывное производство и производство отдельных блоков.
При непрерывном производстве вспенивание происходит на специальной поточной линии, ограниченной с четырёх сторон. Изменение объема полимера происходит постепенно при продвижении его вперёд или вверх и ограниченно подвижными стенками. Для обеспечения нормальной работы между подвижной стенкой и полимером движется разделительная плёнка, имеющая низкую поверхностную активность и не дающая адгезии к полимеру. Нарезка блоков происходит непрерывно в конце линии. Преимуществом метода является гарантированная удобная форма сечения, что позволяет минимизировать отходы при дальнейшем изготовлении, а также возможность менять длину блоков при нарезке. Однако подобный метод оправдывает затраты только при массовом производстве, так как оборудование имеет значительные продольные (вертикальные) габариты, а также существенное отклонение от формы при пуске и остановке линии (начальный и конечный участки), которые являются отходами.
Так, в WO 2009095230 описано устройство контейнерного типа для блочного производства вспененного материала и способ блочного производства вспененного материала. Указанное устройство содержит горизонтально расположенное основание для приема вспениваемой пенообразующей реакционной смеси и, по меньшей мере, одну вертикально расположенную боковую стенку, поверхность которой находится в контакте с расширяющейся пеной и является подвижной в вертикальном направлении. Указанная боковая стенка содержит гибкий поверхностный элемент, который может проходить между вращающимися роликами, образуя конвейер. Этот контейнер можно использовать, в частности, для производства пенополиуретанового блока в соответствии с методом «вспенивания в ящиках». Боковая стенка дополнительно содержит выпуклости на поверхности, контактирующей с пеной, для очистки пены после завершения цикла.
В DE 1504091 описано устройство, которое предотвращает образование искривленной поверхности в форме купола в продольном направлении блока. Устройство состоит по существу из туннеля, через который пропускается пена, образующаяся в результате реакции. Туннель закрыт на одном конце вставкой, через которую подают предварительно приготовленную реакционную смесь в подходящем непрерывном режиме. В предпочтительном варианте осуществления настоящего изобретения используется устройство для производства пеноблоков из полиэфира или полиэфируретанов, имеющих вертикально расположенный туннель, в который реакционная смесь вводится снизу, так что получающаяся пена выгружается вверх. На внутренних стенках туннеля предусмотрены непрерывно движущиеся бумажные полотна или защитные пленки, которые наматываются на ролики. Между бумажными полотнами и стенкой туннеля расположена бесконечная конвейерная лента, скорость вращения которой регулируется.
В US 4567008 описан способ непрерывного производства вспененного материала, при котором вспенивающиеся материалы подают снизу с регулируемой скоростью, а вспененный материал отводят сверху с соответствующей скоростью. Пенообразование происходит в расширяющейся камере, ограниченной движущимся листовым материалом, ограниченным для того, чтобы следовать по расходящемуся пути, таким образом, чтобы перемещаться со вспенивающимся материалом со скоростью, соответствующей скорости его перемещения. В расширительном камере (кожухе) на стенках предусмотрены движущиеся поверхности в виде полиэтиленовых лент, которые подаются из валков и тянутся вокруг нижних краев торцевых стенок с помощью конвейеров. Полотна остаются на торцах получаемых пеноблоков. Подвижные поверхности для изогнутых боковых стенок расширительного кожуха обеспечиваются бумажными полотнами, которые подаются из валков и протягиваются через машину с помощью приводных прижимных валков к приемным валкам, отделяя их от боковой стороны грани блока. Бумажные полотна проходят через машину один раз и после использования утилизируются. Рельсовые конвейеры и прижимные ролики синхронизируются общим приводом, состоящим из четырех валов в квадратной формации с парами конических зубчатых колес по углам.
В GB 1210513 описан способ получения изделия из вспененного пластика, путем введения материала в камеру, образованную движущимися вниз конвейерами; длина и скорость конвейеров таковы, что материал содержится в нем до тех пор, пока он не вспенился и не уплотнился. Как показано, вспененный материал подается в камеру, ограниченную бесконечными ремнями. Пленка покрывает ремни и становится неразрывно связанной со вспененным материалом. Вспененная смола может представлять собой полиуретан или продукт конденсации формальдегида и фенола или амина, такого как мочевина, тиомочевина, гуанидин или меламин, и предпочтительно отверждается после того, как она покинула формовочную камеру. Облицовочный лист может содержать гибкий материал, например, пленки из полиэтилена, полипропилена, полиэтилентерефталата, полистирола, винилхлорида, бумаги, бумаги с пластиковым покрытием или металлической фольги, или они могут содержать жесткий листовой материал, такой как фанера, асбестовые листы, гипсокартон, металл или пластмассовый материал в толстых листах.
Перечисленные устройства основаны на том, что по стенкам тоннеля или камеры протянуты подвижные пленки или ленты, которые перемещаются вдоль стенок этого тоннеля в течение времени, достаточного для завершения процесса вспенивания полимерного материала. После этого пленка отделяется от вспененного блока. А процесс вспенивания начинается после того, как исходный полимерный материал подается снизу в тоннель. В данных известных решениях применение подвижных пленок или лент или конвейерных лент используется исключительно для удержания вспенивающегося материала в объеме границ боковых стенок и перемещения его вверх (до позиции извлечения из тоннеля/камеры) за счет того, что между материалом лент или пленок или конвейерной ленты и материалом полимерной массы существует адгезия. Только это и позволяет пленкам или лентам (перемещающимся непрерывно вдоль стенок тоннеля или камеры) поднимать вспенивающийся блок из зоны подачи исходного сырья внизу тоннеля до его верха в позицию выгрузки готового вспененного блока.
Такая технология пригодна для изготовления длинномерных блоков, которые впоследствии разрезаются на пластины. Естественно, что при такой технологии вспучивание (эффект “купола” или “буханки”) имеет место только на передней части длинномерного блока. Эта часть срезается и утилизируется. Такие устройства и применяемые на них способы изготовления вспененных блоков пригодны исключительно для заводских условий при промышленно массовом изготовлении изделий.
Однако, существует достаточно большая необходимость в изготовлении мелкосерийных или узких партий вспененных блоков, которые производить на заводе массового производства экономически не оправдано, в этом случае используется метод "вспенивания в ящиках" или, так называемое, блочное производство.
При блочном производстве вспенивание происходит в специальном объеме, открытом или закрытом с одной стороны подвижной крышкой. Стенки, ограничивающие объём так же отделены от полимера плёнкой, имеющей низкую поверхностную активность, либо покрыты составом с низкой адгезией к полимеру. Главным достоинством метода являются малые габаритные размеры оборудования, а также возможность производить блоки в малых количествах. Основным недостатком является появление большого количества отходов и неоднородная структура ячеек в объёме блока. Неоднородность и отклонение формы возникают из-за действия сил поверхностного натяжения на границе разделительной плёнки (или покрытия) и полимера при изменении объёма последнего.
Ивестны устройства US 4988271, US 4014967 (в форме ящика) для изготовления блоков вспененных полимерных материалов, представляющее собой объем для вспенивания материала в процессе полимеризации, ограниченный дном, боковыми стенками, имеющими внутреннюю вставку выполненную с возможностью скольжения вдоль внутренней поверхности стенок и крышкой (US 4014967), поднимающейся с определённой скоростью на заданную величину, обеспечивая необходимую плотность.
В US 4988271 раскрыто пенообразующее устройство периодического типа для производства пенополиуретанового блока, включающее форму, содержащую плоское дно, стороны перпендикулярные дну, открытый верх, подъемный зажим, открытый на противоположных концах, и кондуктор, имеющий стенку, выполненную с возможностью перемещения вдоль внутренних поверхностей боковых стенок указанной формы, множество горизонтально расположенных синхронно вращающихся с равной скоростью валов, и подъемные тросы, соединенные на одном конце с верхним концом указанного зажимного приспособления, а на другом конце - с валами, с возможностью вращения для наматывания троса при заливке и вспенивании вспениваемой полиуретановой реакционной смеси в указанной пресс-форме для синхронного подъема указанного зажима с подъемом уровня верхней поверхности; указанная реакционная смесь и ультразвуковое сенсорное средство. Сенсорное средство соединено с зажимом для определения расстояния между сенсорным средством и уровнем поверхности указанной реакционной смеси для управления приводом. Когда расстояние между сенсорным средством и поднимающейся поверхностью реакционной смеси находится в пределах заданного значения, поднимая зажим синхронно со скоростью нарастания реакционной смеси.
В US 4014967 (B29D 27/04, опубл. 29.03.1977 г.) описано устройство для изготовления пенопластовых деталей в открытой форме, имеющей внутреннюю вставку из листового металла и связанную с ней подвижную крышку, указанная вставка приспособлена для скольжения вдоль внутренней поверхности стенок, при расширении вспениваемой реакционной смеси. Когда реакционная смесь расширяется, пена свободно расширяется вверх во время первой стадии способа до, по меньшей мере, высоты примерно 50% от желаемой. В этот момент расширяющаяся пена зацепляется с выступающей внутрь частью фланца подвижной вставки, на которой установлена подвижная плавающая крышка. После зацепления с фланцевой частью пена продолжает расширяться и подвижная вставка и установленная подвижная плавающая крышка перемещаются вверх до желаемой конечной высоты вспенивания, тем самым образуя однородную вспененную пластиковую деталь, имеющую практически однородные свойства повсюду.
Данное решение принято в качестве прототипа для заявленных объектов.
При полимеризации в процессе вспенивания нижние слои полимерного матиериала быстрее других слоев (из-за контакта со стенками, имеющими температуру ниже температуры залитого в форму пролимерного материала) приобретают устойчивую вспененную форму со структурой с закрытыми порами (обеспечивается из-за разницы температур). В связи с этим именно эта часть будущего вспененного блока практически не вструпает в адгезионное взаимодействие со стенками формы. Вспенивающаяся часть, поднимающаяся к верху, по площади вплане формы блока имеет неоднородную по времени полимеризацию. Краевые участки, контактирующие с боковыми стенками формы, полимеризируются быстрее, чем срединная (центральная) часть блока. Это приводит к образованию эффекта “купола” (“буханки”), так как в центральной зоне температура полимерной массы выше, чем на краях у стенок.
Для устранения этого явления (эффекта “купола” (“буханки”)) в известном решении используется стаканообразной формы крышка,которая накладываетсч сверху на залитую полимерную массу. Эта крышка имеет высоту боковой стенки меньше высоты боковой стенки формы ее боковая стенка контактирует или скользит по внутренней поверхности боковых стенок формы. По мере вспенивания и увеличения объема полимерной массы крышка поднимается по стенкам формы, не давая образоваться куполу.
Недостаток данного известного решения заключается в том, что крышка обладет весом и после ее укладки на полимерную массу эта крышка своим весом регулирует плотность вспенивания. При этом эта крышка ограничивает свободу подъема вспенивающейся массы, что приводит к ее уплотнению у стенок формы и у стенок крышки. После полимеризации возникает проблема со съемом этой крышки при том,что материал полимерной массы имеет адгезию к материалу крышки. А при использовании материала крышки с малой адгезией по отношению к полименому материалу после снятия крышки боковые стенки вспененного блока имеют ступенчатую форму, которую необходимо корректировать путем срезания выступающих частей. Такое изготовление приводит к достаточно большому перерасходу полимерного материала. При этом полученный блок может иметь неоднородную структуру.
Кроме того, при полимеризации (вспенивании) на стенках блока образуется повышенное давление (при вспенивании развивается давление 0,3-0,5 МПа), приводящее к росту блока по толщине. При ограниченном объеме это давление начинает расти и часть материала может быть выдавлена в зазоры между стенками крышки и формы. Это приводит к торможению крышки, что влияет на плотность блока и создает неоднородность структуры.
Настоящее изобретение направлено на достижение технического результата, заключающегося в снижении адгезии между стенками формы устройства и полимерным материалом для повышения качества структуры получаемых вспененных блоков.
Указанный технический результат достигается тем, что в устройстве для изготовления блоков вспененных полимерных материалов, содержащем форму с дном и боковыми стенками, образующими объем для размещения загружаемого сверху вспенивающегося полимерного материала для его вспенивания в процессе полимеризации, образующей объем для размещения вспенивающегося полимерного материала для его вспенивания в процессе полимеризации, вдоль каждой боковой стенки формы размещен тонколистовой материал, выполненный с низкой адгезией к вспенивающемуся полимерному материалу для образования разделительного слоя, при этом выведенный наружу в верхней части формы тонколистовой материал связан с валом, имеющим привод его вращения для подъема вдоль стенки этого тонколистового материала вдоль объёма, в котором происходит вспенивание полимерного материала, и обеспечения относительного перемещения разделительного слоя относительно указанного объема.
Для этого варианта тонколистовой материал может быть выполнен из полимерной пленки или бумаги. Тонколистовой материал может быть протянут по стенке до дна формы или протянут по стенке на части ее высоты.
Указанный технический результат так же достигается тем, что в устройстве для изготовления блоков вспененных полимерных материалов, содержащем форму с дном и боковыми стенками, образующими объем для размещения загружаемого сверху вспенивающегося полимерного материала для его вспенивания в процессе полимеризации, каждая боковая стенка формы образована одной ветвью транспортерной ленты вертикально установленного конвейера или на каждой стенке формы размещена транспортерная лента вертикально установленного конвейера, при этом на поверхности ленты, обращенной в сторону вспенивающегося полимерного материала, размещен тонколистовой материал, выполненный с низкой адгезией к вспенивающемуся полимерному материалу для образования разделительного слоя, а ведущий вал указанного конвейера связан с приводом его вращения для перемещения этого тонколистового материала вдоль объёма, в котором происходит вспенивание полимерного материала, и обеспечения относительного перемещения разделительного слоя относительно указанного объема.
Для этого варианта тонколистовой материал может быть выполнен из полимерной пленки или бумаги.
Указанный технический результат так же достигается тем, что способ изготовления блоков вспененных полимерных материалов заключается в размещении на стенках формы на всю ее высоту до дна или на часть ее высоты разделительного слоя за счет укладки тонколистового пленочного материала или бумаги, выполненного с низкой адгезией к вспенивающемуся полимерному материалу, загрузке в полость формы вспенивающегося полимерного материала, выдержки времени после начала полимеризации, при которой происходит вспенивание этого полимерного материала и образование нижних слоев блока, а затем осуществляют перемещение разделительного слоя в направлении от дна со скоростью, близкой к скорости роста вспенивающейся части блока.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером исполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения требуемого технического результата.
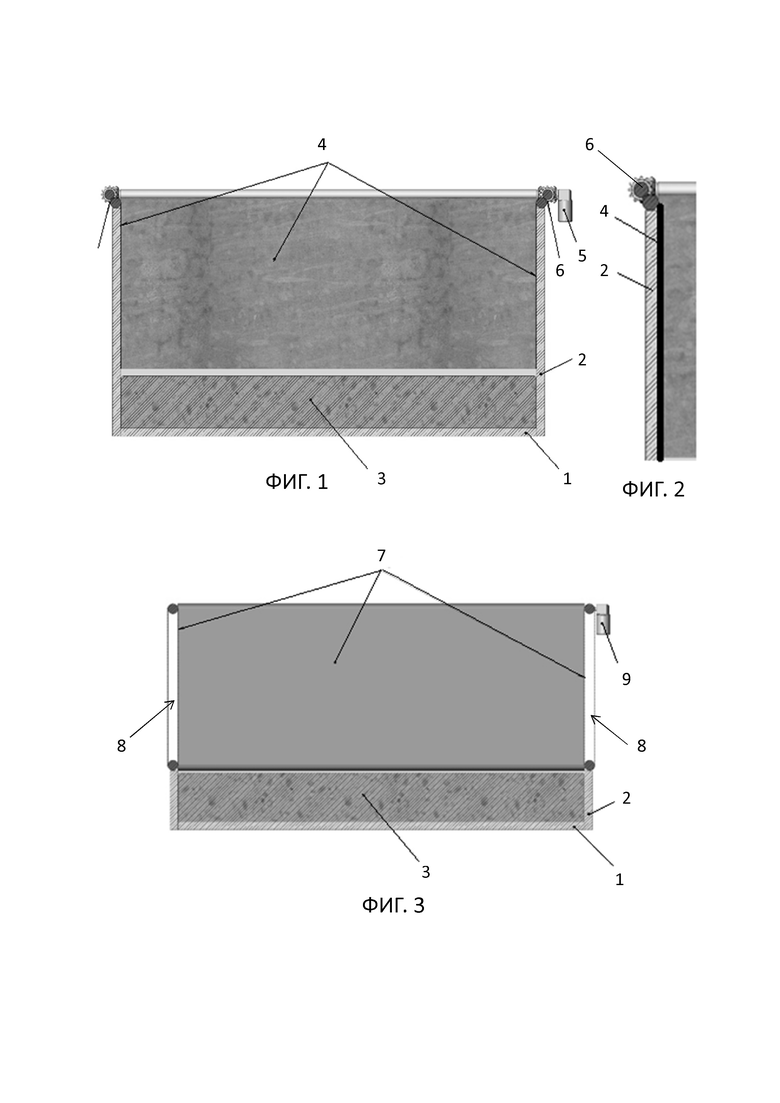
На фиг. 1 - первый пример исполнения устройства для изготовления блоков вспененных полимерных материалов;
фиг. 2 - фрагмент конструкции боковой стенки по фиг. 1;
фиг. 3 - второй пример исполнения устройства для изготовления блоков вспененных полимерных материалов.
Согласно настоящего изобретения рассматривается новая конструкция двух примеров исполнения устройства для изготовления блоков вспененных полимерных материалов, которое позволяет получать блоки с организованной однородной структурой и при этом эти блоки не слипаются со стенками формы за счет снижения адгезии между полимеризирующимся полимерным материалом и материалом стенки или стенок формы.
В рамках настоящего изобретения технический результат достигается за счет уменьшения влияния сил поверхностного натяжения путем обеспечения относительного движения разделительного слоя вдоль стенок, ограничивающих объем, со скоростью, близкой к скорости изменения объема полимера.
Для улучшения качества блоков вспененного полимера, а также уменьшения количества отходов при блочном производстве, необходимо обеспечить подвижность разделительного слоя вдоль объёма, в котором происходит вспенивание. Подвижный слой можно реализовать в виде четырёх замкнутых (бесконечных) транспортных лент, отделённых от полимера плёнкой либо бумагой. Либо обеспечить движение разделительного слоя вдоль стационарно установленных боковых стенок. В качестве разделительного слоя может выступать полиэтиленовая плёнка, бумага либо другой материал.
Уменьшить влияние сил поверхностного натяжения можно обеспечив движение разделительного слоя вдоль стенок, ограничивающих объем, со скоростью, близкой к скорости изменения объема полимера. Для улучшения качества блоков вспененного полимера, а также уменьшения количества отходов при блочном производстве, необходимо обеспечить подвижность разделительного слоя вдоль объёма, в котором происходит вспенивание.
В общем случае, устройство по первому примеру исполнения содержит форму с дном и боковыми стенками, образующими объем для размещения загружаемого сверху вспенивающегося полимерного материала для его вспенивания в процессе полимеризации (для примера исполнения формы с плоскими стенками), или с дном и одной замкнутой боковой стенкой, образующей объем для размещения вспенивающегося полимерного материала для его вспенивания в процессе полимеризации (для примера исполнения формы в виде цилиндра или аналогично похожих форм).
Вдоль каждой боковой стенки или вдоль замкнутой боковой стенки формы размещен тонколистовой материал, выполненный с низкой адгезией к вспенивающемуся полимерному материалу для образования разделительного слоя, при этом выведенный наружу в верхней части формы тонколистовой материал связан с валом, имеющим привод его вращения для подъема вдоль стенки этого тонколистового материала вдоль объёма, в котором происходит вспенивание полимерного материала, и обеспечения относительного перемещения разделительного слоя относительно указанного объема.
Ниже рассматривается конкретное исполнение этого примера (фиг. 1 и 2).
Устройство содержит форму, представляющую собой коробчатой формы корпус с дном 1, боковыми плоскими стенками 2 и открытым верхом (в плане имеет форму квадрата или прямоугольника, как предпочтительные варианты исполнения). Корпус может быть выполнен металлическим, что позволяет контролировать и регулировать теплообмен через стенки корпуса. Однако корпус также может быть выполнен деревянным, пластиковым, композитным и т.п. Емкость корпуса предназначена для загрузки через открытый верх дозированной порции исходного сырья - вспенивающегося полимерного материала 3, например, пенополиуретана или другого полимерного материала. Высота стенок корпуса выбирается в зависимости от используемого полимерного материала и из расчета объемного увеличения этого материала при вспенивании и полимеризации.
Дно корпуса выстилается пленкой или бумагой, имеющими низкую адгезию к вспенивающемуся полимерному материалу. Эта пленка или бумага используются для образования разделительного слоя, исключающего адгезионное схватывание полимерного материала с дном. При этом так же желательно, чтобы эта пленка или эта бумага обладали низкой адгезией к полимерному материалу. Вдоль стенок корпуса выстилают тонколистовой материал 4 (полотно), выполненный с низкой адгезией к вспенивающемуся полимерному материалу для образования разделительного слоя, исключающего адгезионное схватывание полимерного материала со стенкой (стенками) формы. Этот тонколистовой материал 4 может простираться по всей высоте боковой стенки 2, то есть доходить до дна. Как вариант, материал 4 может быть опущен вдоль стенки на глубину примерно 1/3 от высоты стенки, то есть не доходить до дна 1.
Полимер заливается сверху. Движение (протягивание) полотна начинается с задержкой. Протягивание полотна начинается не сразу, примерно в верхней трети готового блока (т.е. когда процесс вспенивания дойдёт до ~2/3 высоты стенки 2). В этот момент начинаются проблемы без использования такого способа из-за возникновения такого явления как прилипание наружного слоя к стенке. Полимер ближе к дну менее жидкий и адгезия к стенкам не настолько критична.
Особенностью данного примера исполнения устройства является то, что тонколистовой материал 4 (полотно) поднимается (перемещается вдоль стенки 2 в направлении вверх) вдоль стенки и вдоль объёма, в котором происходит вспенивание полимерного материала, обеспечивая тем самым за счет своего относительного перемещения разделительный слой между указанным объемом и стенкой корпуса. При этом существенным является то, что перемещение этого полотна (работающего как разделительный слой) является относительным к перемещению (подъему) вспенивающегося объема. То есть, осуществляется перемещение разделительного слоя в направлении от дна со скоростью, близкой к скорости роста вспенивающейся части блока.
При вспенивании происходит изменение температурных полей у стенок формы и в центральной части блока. У стенок полимеризация проходит несколько быстрее, чем в срединной зоне из-за того, что стенки корпуса формы отводят тепло, понижая температуру этой зоны. Адгезионные свойства полимерного материала в исходном жидком состоянии слабо проявляются, поэтому в нижних слоях, прилегающих к дну формы сцепляемость не так выражена. При этом в этой зоне полимеризация проходит чрезвычайно быстро из-за большой разницы между температурой начинающего вспениваться полимера и стекой дна. Тепло быстро отводится в металлическое дно корпуса, что приводит к быстрой кристаллизации нижних слоев полимера. Вспенивающийся объем характеризуется проявлением давления в структуре материала полимера, которое заставляет пену подниматься вверх и прижиматься к боковым стенка корпуса. Именно в это момент (момент вспенивания) вспенивающийся объем проявляет способность сцепления со стенками корпуса. Так как у стенок корпуса так же имеет место понижение температуры, то наружные слои пены быстрее кристаллизуются, чем в центральной части блока (температура в центральной части выше, чем температура пены у стенок корпуса). Это приводит к появлению вспучивания в центре блока (эффект “купола”). Вспучивание еще определено тем, что слои блока (пены) у стенок корпуса из-за ускоренной полимеризации имеют меньшую скорость подъема, чем скорость подъема массы пены в центральной части блока.
Чтобы исключить это явление, согласно настоящего изобретения выдерживают некоторое время после начала полимеризации, при которой происходит вспенивание этого полимерного материала и образование нижних слоев блока (чтобы сформировались нижние слои), а затем осуществляют перемещение разделительного слоя в направлении от дна со скоростью, близкой к скорости роста вспенивающейся части блока. Разделительные слои по стенкам корпуса перемещают в направлении от дна так, что происходит срыв примыкающих к этому слою слоев пены, исключая тем самым сцепляемость пены со стенками корпуса (убирается эффект пристеночного торможения пены). Причем скорость перемещения разделительного слоя превышает величину скорости роста вспенивающейся части блока вблизи разделительного слоя и меньше или равна величины скорости роста блока в его средней части когда разделительный слой неподвижен. Кроме того, при таком относительном перемещении пена не успевает сцепляться с разделительным слоем. В результате полимеризация пенного объема проходит без вспучивания и без слипаемости со стенками корпуса.
Таким образом, можно считать, что указанные преимущества достигаются за счет применения нового способа изготовления блоков вспененных полимерных материалов, который основан на следующих этапах, реализуемых в нижеперечисленной последовательности:
- размещение на стенках формы на всю ее высоту до дна или на часть ее высоты разделительного слоя за счет укладки тонколистового пленочного материала или бумаги, выполненного с низкой адгезией к вспенивающемуся полимерному материалу;
- загрузка в полость формы вспенивающегося полимерного материала;
- выдержка времени после начала полимеризации, при которой происходит вспенивание этого полимерного материала и образование нижних слоев блока;
- перемещение разделительного слоя в направлении от дна со скоростью, близкой к скорости роста вспенивающейся части блока.
Например, при использовании такого полимера как вспенивающийся пенополиуретан при одностадийном способе все компоненты композиции подают в смеситель и одновременно сверху загружаются в форму. Они сразу же вступают в реакцию - подъем пены начинается через 10 секунд и заканчивается через 1-2 мин. после смешивания. В связи с этим задержка времени - это время, достаточное, чтобы началась полимеризация не на уровне дна корпуса формы, а выше этого уровня.
При данном способе за счет выбора скорости перемещения разделительного слоя и перераспределения полимера происходит выравнивание верхней поверхности. Скорость вспенивания полимера, приготавливаемого по одному рецепту, будет находится в узком диапазоне значений. Таким образом средняя скорость полимеризации - известная величина (изменение скорости в разных процессах будет укладываться в узкий интервал с гарантированным отклонением от среднего). Также предполагается использовать датчики, с которых можно снимать скорость вспенивания. Определив скорость подъёма пены, можно подстроить скорость перемещения разделительного слоя. Так как перемещение слоя проходит только на границах блока, а измерения скорости вспенивания проводится в центральной части, то с помощью связи пены со слоем можно выровнять границы блока с центральной частью, тем самым уменьшая отходность при производстве.
В этом примере исполнения устройства для перемещения (вытаскивания из корпуса) разделительного слоя каждую стенку корпуса используется на отдельный привод 5. Пленка или бумага связана с валом, а привод обеспечивает вращение этого вала для подъема вдоль стенки указанного тонколистового материала вдоль объёма, в котором происходит вспенивание полимерного материала, и обеспечения относительного перемещения разделительного слоя относительно указанного объема. Пленка или бумага одним краем жестко связана с валом и наматывается на вал в рулон. Как вариант исполнения, пленка или бумага могут протягиваться через встречные валы 6. Можно использовать один привод для вращения нескольких валов (по количеству стенок в корпусе).
Ничто не ограничивает выполнение корпуса формы в цилиндрическом или овальном вариантах в плане. Однако, для таких конструкций выполнение привода вращения и намотки разделительного слоя может иметь трудности чисто в конструктивном плане. В рамках данного изобретения конкретное конструктивное исполнение приводов вращения валов и приводов вытаскивания разделительного слоя из корпуса не рассматривается, так как это не относится к существу заявленного изобретения.
Второй пример исполнения устройства для изготовления блоков вспененных полимерных материалов отличается от первого другим выполнением стенок корпуса формы.
В этом новом устройстве каждая боковая стенка формы образована одной ветвью транспортерной ленты 7 вертикально установленного конвейера 8 (транспортера). На поверхности ленты, обращенной в сторону вспенивающегося полимерного материала, размещен тонколистовой материал (как и в первом примере исполнения - из полимерной пленки или бумаги), выполненный с низкой адгезией к вспенивающемуся полимерному материалу для образования разделительного слоя. Возможно исполнение где транспортёрная лента будет выполнена из материала с низкой адгезией к вспенивающемуся полимерному материалу.
Ведущий вал указанного конвейера 8 (транспортера) связан с приводом 9 его вращения для перемещения этого тонколистового материала вдоль объёма, в котором происходит вспенивание полимерного материала, и обеспечения относительного перемещения разделительного слоя относительно указанного объема.
То есть вместо стационарных стенок можно использовать вертикальные транспортёры во всю высоту стенки или не во всю высоту, которые приводятся стандартным способом (т.е. валы (ведущий-ведомый), привод, лента, рама/каркас). Транспортёр до дна не доходит.
В рассмотренном примере конвейеры образуют стенки корпуса формы. Как развитие этого примера исполнения такие устройства могут быть размещены и закреплены на каждой стенке формы в виде вертикально установленных конвейеров с обращением транспортерных лент в сторону пены блока.
Эти два варианта исполнения второго устройства реализуют тот же способ, который был рассмотрен для первого примера исполнения устройства.
Настоящее изобретение промышленно применимо и опробовано на предприятии при изготовлении небольших партий пеноблоков из вспененного полимера. Испытания показали явно выраженное снижение адгезии между стенками формы устройства и полимерным материалом, что позволило практически устранить образование «купола» в центральной части блоков. При этом отмечено повышение качества (однородности) структуры получаемых вспененных блоков. Существенно снизились процент отходов и время на финишную обработку блоков.
Изобретение относится к области производства блочных элементов из вспененного полимера. Устройство для изготовления блоков вспененных полимерных материалов содержит форму с дном и боковыми стенками, образующими объем для размещения загружаемого сверху вспенивающегося полимерного материала для его вспенивания в процессе полимеризации. Вдоль каждой боковой стенки формы размещен тонколистовой материал, выполненный с низкой адгезией к вспенивающемуся полимерному материалу для образования разделительного слоя. При этом выведенный наружу в верхней части формы тонколистовой материал связан с валом, имеющим привод его вращения для подъема вдоль стенки этого тонколистового материала вдоль объёма, в котором происходит вспенивание полимерного материала, и обеспечения относительного перемещения разделительного слоя относительно указанного объема. Техническим результатом изобретения является повышение качества структуры получаемых вспененных блоков. 3 н. и 5 з.п. ф-лы, 3 ил.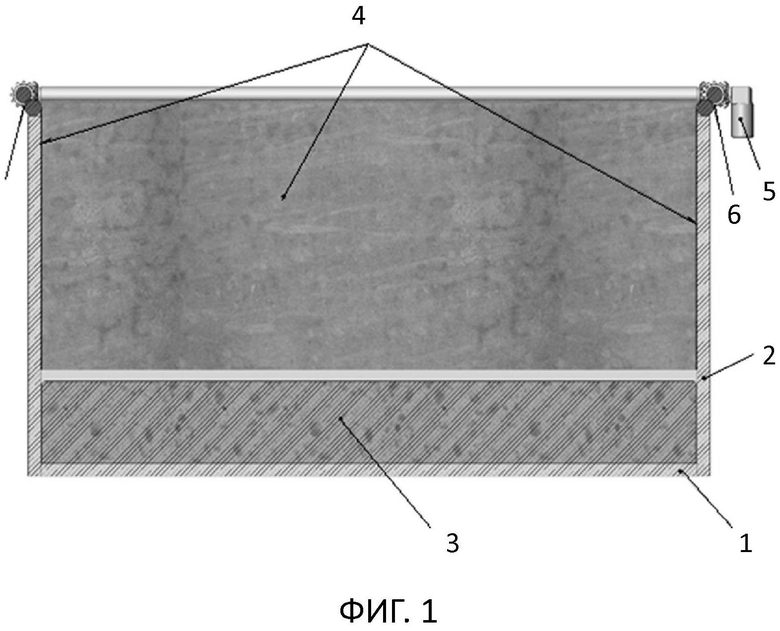
1. Устройство для изготовления блоков вспененных полимерных материалов, содержащее форму с дном и боковыми стенками, образующими объем для размещения загружаемого сверху вспенивающегося полимерного материала для его вспенивания в процессе полимеризации, отличающееся тем, что вдоль каждой боковой стенки формы размещен тонколистовой материал, выполненный с низкой адгезией к вспенивающемуся полимерному материалу для образования разделительного слоя, при этом выведенный наружу в верхней части формы тонколистовой материал связан с валом, имеющим привод его вращения для подъема вдоль стенки этого тонколистового материала вдоль объёма, в котором происходит вспенивание полимерного материала, и обеспечения относительного перемещения разделительного слоя относительно указанного объема.
2. Устройство по п. 1, отличающееся тем, что тонколистовой материал выполнен из полимерной пленки или бумаги.
3. Устройство по п. 1, отличающееся тем, что тонколистовой материал протянут по стенке до дна формы.
4. Устройство по п. 1, отличающееся тем, что тонколистовой материал протянут по стенке на части ее высоты.
5. Устройство для изготовления блоков вспененных полимерных материалов, содержащее форму с дном и боковыми стенками, образующими объем для размещения загружаемого сверху вспенивающегося полимерного материала для его вспенивания в процессе полимеризации, отличающееся тем, что каждая боковая стенка формы образована одной ветвью транспортерной ленты вертикально установленного конвейера или на каждой стенке формы размещена транспортерная лента вертикально установленного конвейера, при этом на поверхности ленты, обращенной в сторону вспенивающегося полимерного материала, размещен тонколистовой материал, выполненный с низкой адгезией к вспенивающемуся полимерному материалу для образования разделительного слоя, а ведущий вал указанного конвейера связан с приводом его вращения для перемещения этого тонколистового материала вдоль объёма, в котором происходит вспенивание полимерного материала, и обеспечения относительного перемещения разделительного слоя относительно указанного объема.
6. Устройство по п. 5, отличающееся тем, что тонколистовой материал выполнен из полимерной пленки или бумаги.
7. Устройство по п. 5, отличающееся тем, что транспортёрная лента выполнена из материала с низкой адгезией к вспенивающемуся полимерному материалу.
8. Способ изготовления блоков вспененных полимерных материалов, заключающийся в размещении на стенках формы на всю ее высоту до дна или на часть ее высоты разделительного слоя за счет укладки тонколистового пленочного материала или бумаги, выполненного с низкой адгезией к вспенивающемуся полимерному материалу, загрузке в полость формы вспенивающегося полимерного материала, выдержки времени после начала полимеризации, при которой происходит вспенивание этого полимерного материала и образование нижних слоев блока, а затем осуществляют перемещение разделительного слоя в направлении от дна со скоростью, близкой к скорости роста вспенивающейся части блока.
| US 4014967 A, 29.03.1977 | |||
| Телефон | 1923 |
|
SU6242A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ, КОНСТРУКЦИОННЫХ ИЛИ УПАКОВОЧНЫХ МАТЕРИАЛОВ, УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 1991 |
|
RU2105776C1 |
| Форма для изготовления изделий из пенопласта | 1977 |
|
SU695541A3 |
| СПОСОБ ЗАПОЛНЕНИЯ ОБОЛОЧКИ | 2009 |
|
RU2524723C2 |
| WO 2005016620 A2, 24.02.2005. | |||

