Изобретение относится к области постобработки в аддитивных технологиях, а именно технологии 3D-печати методом FDM (англ. fused deposition modeling – моделирование методом послойного наплавления).
Известен способ производства изделий из композитных материалов методом 3D-печати (патент РФ № 267138, МПК B29C 64/118, B29C 64/20, B 33 Y 10/00, B 33 Y 30/00, 2017), включающий изготовление композитного волокна (углеродное, стеклянно, арамидное и др. волокно, пропитанное термореактивным связующим), подачу его в экструдер вместе с термопластичным материалом, соединение их между собой путем расплавления нагретым экструдером, формование слоя изделия из получившейся смеси термопластичного материала и композитного волокна путем движения экструдера по запрограммированной траектории, обрезку композитного волокна и переход к следующему слою печати без него, затем возобновление экструдирования в новом слое волокна и термопластичного материала совместно. В результате в структуре напечатанного изделия вдоль направления печати присутствуют непрерывные волокна, способствующие упрочнению детали в данном направлении. Недостатком данного способа является низкая прочность изделий поперек направления печати и высокая анизотропия свойств вдоль и поперек направления печати.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ формирования изделий путем трехмерной послойной печати с воздействием СВЧ электромагнитного поля и ультразвука (патент РФ № 2676989 B29C 64/118, B29C 64/30, B 33 Y 10/00, 2017). Способ включает в себя операции нагрева полимерной нити и ее выдавливания из экструдера на подложку с формированием слоя необходимой формы при одновременном воздействии СВЧ электромагнитного поля частотой 2450 МГц удельной мощностью 17-18 Вт/см3, аналогичного нанесения последующих слоев в соответствии с запрограммированной формой изделия, совмещенную обработку в течение 2-3 минут готового изделия СВЧ электромагнитным полем и ультразвуком, частоту которых выбирают с учетом толщины изделия и его свойств. Результат заявляемого решения состоит в повышении однородности структуры трехмерного изделия, увеличении количества межмолекулярных связей между отдельными агломератами, рядами агломератов и слоями, что в конечном итоге приводит к повышению прочностных характеристик напечатанного изделия.
Недостатком известного способа является необходимость модернизации 3D-принтера, что усложняет его конструкцию и удорожает, а также сложность подбора необходимой мощности СВЧ-излучения для достижения технического результата (повышения однородности структуры трехмерного изделия, увеличения количества межмолекулярных связей между отдельными агломератам и, как следствие, увеличения прочности изделия).
Технической задачей предлагаемого изобретения является увеличение прочности 3D-печатного изделия и снижение анизотропии механических свойств без модернизации конструкции принтера и с малыми материальными затратами на используемое оборудование и материалы.
Технический результат достигается тем, что в способе упрочнения 3D-печатных конструкций, заключающемся в том, что изделие формируют путем трехмерной послойной печати, при которой для изготовления каждого слоя детали термопластичный материал нагревают в печатающей головке до полужидкого состояния и выдавливают в виде нити через сопло с отверстием малого диаметра, осаждая на поверхности рабочего стола для первого слоя или на предыдущем слое для последующих слоев до тех пор, пока изделие не будет построено полностью, согласно изобретению, после завершения формирования его помещают в вакуумную камеру в среду компаунда для пропитки.
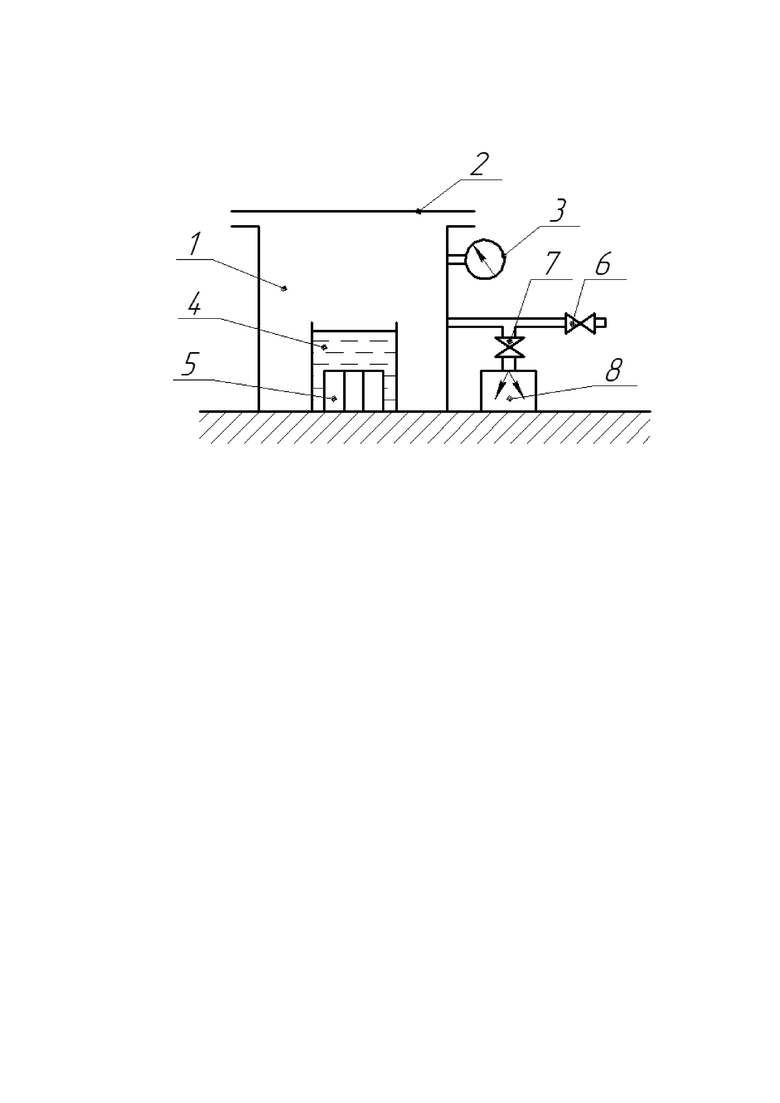
Изобретение поясняется чертежом, на котором представлена принципиальная схема вакуумной системы для пропитки 3D-печатных конструкций.
Установка для упрочнения 3D-печатных конструкций содержит вакуумную камеру 1, прозрачную крышку 2, манометр 3, полимерный компаунд 4, пропитываемую деталь 5, клапан выпускной 6, клапан запорный 7 и вакуумный насос 8.
Способ пропитки осуществляется следующим образом.
Напечатанную на 3D-принтере по технологии FDM деталь 5 помещают в вакуумную камеру 1 в среду подготовленного (смешанного в рекомендуемых пропорциях и предварительно продегазированного) полимерного компаунда 4 с достаточным для проведения пропитки временем жизни. Камера закрывается прозрачной крышкой 2. Далее вакуумным насосом 8 осуществляют откачку воздуха из камеры при закрытом внешнем выпускном клапане 6. При откачивании воздуха из камеры 1 в стакане с полимерным компаундом 4 происходит активное выделение воздушных пузырей, выходящих из внутренних полостей напечатанной детали 5. Когда активная фаза выделения пузырей прекращается (фиксируется наблюдателем через прозрачную крышку 1), процесс откачивания воздуха останавливают путем перекрывания запорного клапана 7. Далее деталь 5 выдерживают при созданном разряжении в течение нескольких минут до полного завершения процесса выделения воздушных пузырей. По окончании данного шага воздух в камеру 1 возвращают путем открытия выпускного клапана 6. При подаче давления в камеру 1 полимерный компаунд 4 устремляется внутрь детали 5 через зазоры между слоями пластика в полости, внутри которых за счет откачки на предыдущем этапе воздуха создаются зоны пониженного давления. Таким образом, полимерный компаунд оказывается внутри 3D-печатной конструкции. Далее деталь извлекают из среды все еще жидкого компаунда и отверждают согласно рекомендуемому режиму для пропитывающего компаунда.
Повышение прочности 3D-печатных деталей с помощью вакуумной пропитки можно достичь при использовании в качестве пропитывающих составов жидких компаундов на основе эпоксидных, полиимидных, полиэфирных и других низкомолекулярных смол, общие требования к которым состоят в достаточном для проведения процесса пропитки времени жизни (не менее 10 мин) и отверждаемых при температурных режимах, не приводящих к деструкции пластиков, применяемых для 3D-печати. Материалом для 3D-печати пропитываемой детали может служить любой применяемый для технологии FDM-печати термопластичный пластик. Рисунок заполнения детали при 3D-печати может быть любым, процент заполнения должен быть ниже 100 %.
Пример. Проводилась пропитка образцов с различным процентом заполнения (20, 33, 50 %) и различным направлением укладки слоев в процессе печати (вдоль и поперек оси образцов). Заполнение выполнялось в виде простой сетки с углом в перекрестьях 90о. Образцы были изготовлены из PLA пластика (полилактид), пропитка осуществлялась в компаунде на основе эпоксидной смолы ЭД-20 с отвердителем ПЭПА. Пропитанные образцы были выдержаны при комнатной температуре до полного затвердевания в течение 24 ч. Для сравнения были изготовлены образцы с аналогичной геометрией, но без выполнения пропитки. Далее образцы были подвергнуты испытаниям на растяжение (результаты испытаний в таблице 1) и ударную вязкость (результаты испытаний в таблице 2). Для всех рассмотренных вариантов геометрии пропитанные образцы оказывались прочнее непропитанных, прирост уровня свойств составил от 1,5 до 3,5 раз. Также значительно снизилась анизотропия свойств напечатанного изделия: до пропитки при заполнении 33% прочность вдоль слоев составляла 10 МПа, поперек слоев – 3 МПа (более чем в три раза меньше), после пропитки прочность вдоль слоев составляла уже 11 МПа, поперек слоев – 11,7 МПа (значения близки). Похожий характер наблюдается и для ударной вязкости, а также при других процентах заполнения.
Таблица 1. Результаты испытаний образцов на растяжение, МПа
образца
Таблица 2. Результаты испытаний образцов на ударную вязкость, кДж/м2
образца
Как видно из таблиц, применение заявленного способа позволяет повысить прочность и ударную вязкость 3D-печатных конструкций, изготовленных методом FDM, а также снизить анизотропию механических свойств детали в направлениях вдоль и поперек слоев печати.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полиэфиримидного композиционного материала для 3D-печати | 2022 |
|
RU2783519C1 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| Способ трехмерной печати термопластичным композиционным материалом | 2019 |
|
RU2722944C1 |
| Способ изготовления изделия с использованием аддитивно-компаундной технологии | 2023 |
|
RU2807685C1 |
| Способ получения градиентного полимерного композита методом 3D-печати (варианты) и градиентный полимерный композит, полученный указанным способом | 2023 |
|
RU2812548C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУЖЕСТКОГО ЖГУТА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И СУПЕРКОНСТРУКЦИОННЫХ ПЛАСТИКОВ В ОДНУ СТАДИЮ ПРОПИТКИ ДЛЯ 3D-ПЕЧАТИ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ | 2022 |
|
RU2792100C1 |
| Композиционный материал | 2020 |
|
RU2773376C2 |
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| ПРИМЕНЕНИЕ ТЕРМОРЕАКТИВНОЙ ПОЛИМЕРНОЙ ПОРОШКОВОЙ КОМПОЗИЦИИ | 2016 |
|
RU2695168C1 |
Изобретение относится к области постобработки при 3D-печати методом FDM (англ. fused deposition modeling - моделирование методом послойного наплавления) и позволяет повысить прочность напечатанных конструкций и понизить анизотропию механических свойств. Описан способ изготовления 3D-печатных конструкций с последующей вакуумной пропиткой, заключающийся в формировании изделия путем трехмерной послойной печати, при которой для изготовления каждого слоя детали термопластичный материал нагревают в печатающей головке до полужидкого состояния и выдавливают в виде нити через сопло с отверстием малого диаметра, осаждая на поверхности рабочего стола для первого слоя или на предыдущем слое для последующих слоев до тех пор, пока изделие не будет построено полностью, где после завершения формирования изделие помещают в вакуумную камеру в эпоксидный компаунд на основе смолы ЭД-20, откачивают воздух из камеры, выдерживают до полного завершения процесса выделения воздушных пузырей, далее возвращают воздух в камеру, в результате чего процесс пропитки детали компаундом завершен. Технический результат - повышение прочности 3D-печатных деталей. 2 табл., 1 ил.
Способ упрочнения 3D-печатных конструкций с последующей вакуумной пропиткой, заключающийся в формировании изделия путем трехмерной послойной печати, при которой для изготовления каждого слоя детали термопластичный материал нагревают в печатающей головке до полужидкого состояния и выдавливают в виде нити через сопло с отверстием малого диаметра, осаждая на поверхности рабочего стола для первого слоя или на предыдущем слое для последующих слоев до тех пор, пока изделие не будет построено полностью, отличающийся тем, что после завершения формирования изделие помещают в вакуумную камеру в эпоксидный компаунд на основе смолы ЭД-20, откачивают воздух из камеры, выдерживают до полного завершения процесса выделения воздушных пузырей, далее возвращают воздух в камеру, в результате чего процесс пропитки детали компаундом завершен.
| Способ формирования изделий путем трехмерной послойной печати с воздействием СВЧ электромагнитного поля и ультразвука | 2017 |
|
RU2676989C1 |
| Особенности подготовки полимерного связующего для снижения пористости стеклопластиков, получаемых методом вакуумного формования, Постнов В.И | |||
| и др | |||
| Известия Самарского научного центра Российской академии наук, т.13, N 14(2), 2011, 462-468 | |||
| WO 2018183803 A1, 04.10.2018 | |||
| US 10576728 B2, 03.03.2020 | |||
| СПОСОБЫ РЕАКТИВНОЙ ТРЕХМЕРНОЙ ПЕЧАТИ ПУТЕМ ЭКСТРУЗИИ | 2015 |
|
RU2709326C2 |

