Изобретение относится к аддитивным FDM технологиям изготовления конструкционных элементов сложной геометрической формы, а именно к трехмерной печати с использованием термопластичной диэлектрической нити, дозировано подаваемой из экструдера на подложку, и может быть использовано в прототипировании, при изготовлении деталей, выполняющих несущие функции, для технологических и транспортных машин, в частности - летательных аппаратов, к прочности и выносливости которых предъявляются повышенные требования.
Известен управляемый компьютером способ для производства трехмерных объектов (патент US 5260009 А от 09.11.1993 г.), в соответствии с которым по программе наносят на подложку в расплавленном состоянии первый слой основного материала, после отверждения которого наносят слой другого материала для защиты первого, затем удаляют второй материал с нужный участков, на которые вновь наносят очередной слой первого материала. При этом второй материал является растворимым или имеет температуру плавления ниже, чем первый.
Недостатком способа является неоднородность структуры и физико-механических свойств в объеме изделия за счет их различия внутри каждого слоя и на межслойных границах, а также применения нескольких материалов, обладающих различными характеристиками. Затвердевание изделия происходит при охлаждении за счет естественной теплопередачи в окружающую среду, при этом тепловые потоки имеют различную интенсивность, что определяется сложной формой изделия и различной плотностью структуры. Изложенное определяет невысокую прочность изделия и анизотропию физико-механических свойств.
Известен также способ изготовления трехмерных объектов с нависающими частями (патент US 5503785 А от 02.04.1996 г.), согласно которому для изготовления нависающих над основанием элементов трехмерного изделия дополнительно формируют отдельную трехмерную структуру поддержки из другого материала, имеющего слабую связь с первым материалом и основой. В качестве структурного материала в способе применяют термопластичную смолу, а в качестве материала поддержки - воднорастворимый полимер. В качестве наносимых материалов в соответствии с данным способом применяют также силикон, воск.
Недостатком способа является неоднородность структуры и физико-механических свойств в объеме изделия за счет их различия внутри каждого слоя и на межслойных границах, а также применения нескольких материалов, обладающих различными характеристиками. Затвердевание изделия происходит при охлаждении за счет естественной теплопередачи в окружающую среду, при этом тепловые потоки имеют различную интенсивность, что определяется сложной формой изделия и различной плотностью структуры. Сформированное изделие не обладает вследствие указанных причин достаточной механической прочностью и выносливостью при пиковых нагрузках, поэтому данный способ может применяться только для изготовления моделей, а не реальных деталей, работающих в технических системах.
Известны устройство и способ изготовления трехмерного изделия (патент на изобретение US 5121329 А от 09.06.1992 г.), согласно которому создают трехмерное компьютерное изображение проектируемого изделия и разделяют его на слои, формируют управляющие запрограммированные сигналы, согласно которым осуществляют нагрев формирующего изделие материала и дозированную его подачу на основание, перемещая печатающую головку в соответствии с конфигурацией слоя, после затвердевания слоя относительно основания смещают головку на расстояние 0,002 дюйма (0,05 мм) и наносят следующий слой, многократно повторяя процесс пока не будет сформировано все изделие. При этом основание выполняют из токопроводящего материала и после завершения формирования изделия включают подачу тока для нагрева основания с целью облегчения отделения от него готового изделия. Для ускорения процесса затвердевания слоев материала в печатающей головке ему сообщают ультразвуковые колебания, что повышает текучесть и позволяет подавать материал на основание при пониженной температуре.
Недостатками способа является неравномерность тепловых полей в изделии при его формировании, что определяется технологией нанесения очередного слоя на застывший предыдущий. Этим вызывается неоднородность структуры и физико-механических свойств в объеме изделия за счет различия свойств внутри каждого слоя и на межслойных границах. Это приводит к более высокой когезионной прочности внутри слоя, чем адгезионной между слоями. Вследствие того, что каждый слой формируется из линейных проходов печатающей головки виде валиков расплавленного и затвердевающего материала, каждый последующий валик также формируется рядом с уже застывшим, что понижает адгезионную прочность и в плоскости каждого слоя в направлении, перпендикулярном ориентации валиков. Применение ультразвука при выдавливании расплавленного материала из печатающей головки может привести к кавитационным процессам и образованию несплошностей (разрывов, пузырьков) в капле, что вызовет макро- и микропоры в образовавшемся слое материала и снизит его прочностные характеристики в отдельных зонах.
В результате трехмерное изделие характеризуется значительной анизотропией свойств по осям координат и пониженной прочностью на растяжение-сжатие и межслойный сдвиг (срез). Это ограничивает применение способа в процессах изготовления изделий для основных технических объектов и позволяет его использовать для производства прототипов и моделей.
Наиболее близким аналогом к заявляемому изобретению является способ микроволновой обработки объекта, сформированного на основе аддитивных технологий (патент WO 2014197086 А1 от 11.12.2014 г.), согласно которому объект формируют из множества соединяемых друг с другом в вертикальном направлении слоев с одновременным созданием структур поддержки на внешней стороне объекта. При этом сформированный объект имеет существенно изотропический предел прочности. После завершения формирования и затвердевания объект помещают в область воздействия СВЧ электромагнитного поля с одновременным приложением давления, в результате чего объект нагревается, а его объем сокращается при увеличении плотности приблизительно на 5%. В СВЧ камере объект располагают в микроволново-прозрачном пористом керамическом контейнере, а частоту электромагнитного поля устанавливают равной 915 МГц или 2,45 ГГц.
Недостатками способа являются следующие. Технология изготовления изделия по способу-прототипу включает нанесение очередного слоя на застывший предыдущий. Вследствие того, что каждый слой формируется из линейных проходов печатающей головки виде валиков расплавленного и затвердевающего материала, каждый последующий валик также формируется рядом с уже застывшим, что понижает адгезионную прочность в плоскости каждого слоя в направлении, перпендикулярном ориентации валиков. В результате прочность материала внутри каждого слоя и на межслойных границах различна: когезионная прочность внутри слоя выше, чем адгезионная между слоями. В результате трехмерное изделие характеризуется значительной анизотропией свойств по осям координат и пониженной прочностью на растяжение-сжатие и межслойный сдвиг (срез).
Примененная в способе-прототипе СВЧ обработка термопластичных материалов вызывает увеличение межмолекулярных связей и повышение прочности изделия. Однако, при СВЧ обработке сформированного изделия глубина проникновения электромагнитной волны в вещество определяется длиной волны излучения, относительной диэлектрической проницаемостью и тангенсом угла диэлектрических потерь наносимого материала. Этот параметр определяет равномерность воздействия излучения по толщине слоя материала, поскольку под глубиной проникновения понимают расстояние, на котором поглощенная мощность излучения снижается в е раз. Следовательно, чем короче электромагнитная волна (выше частота), тем меньше будет глубина проникновения, и воздействие электромагнитной волны на изделие приведет к неоднородности свойств и, в частности, к снижению прочности материала. Вследствие применения в способе-прототипе двух значений частот: 915 и 2,45 ГГц (2450 МГц) размеры изделия ограничиваются глубиной проникновения волны на данных частотах. При изготовления изделий большей толщины равномерность воздействия СВЧ электромагнитного поля уменьшится и, как следствие, проявится неоднородность физико-механических свойств и распределение прочностных характеристик по объему изделия. Из-за различия диэлектрических характеристик у разных материалов толщина изделий, формируемых по данному способу, не может быть стабильной, т.е. невозможно получить изделие одной толщины из разных материалов. Изложенное ограничивает область применения способа. Также практическая значимость способа снижается вследствие отсутствия указаний на другие важные технологические режимы: удельную мощность СВЧ электромагнитного поля и время воздействия. Применение воздействия повышенным давлением на изделие при СВЧ обработке для повышения его плотности применимо только к объектам простой формы типа пластин, брусков и не может использоваться для сложных конструкций, что снижает основное преимущество аддитивных технологий, состоящее в программируемом формировании изделий практически любой по сложности формы.
Таким образом, изделия, подвергаемые согласно способу-прототипу обработке в СВЧ электромагнитном поле после формирования путем трехмерной печати, не имеют значительных преимуществ перед изделиями, полученными по традиционным схемам FDM технологии. Возможное повышение прочности будет обеспечиваться в относительно узком диапазоне размеров изготавливаемых объектов и не будет существенным вследствие отсутствия взаимосвязи технологических режимов со свойствами материалов и размерами изделий.
В результате изделие будет иметь пониженную по сравнению с исходным материалом прочность на изгиб, растяжение-сжатие и межслойный сдвиг (срез). Это ограничивает применение способа в процессах изготовления основных технических объектов.
Техническая проблема настоящего изобретения состоит в необходимости создания способа формирования изделия путем трехмерной послойной печати с воздействием СВЧ электромагнитного поля и ультразвука, позволяющего повысить его прочностные характеристики при увеличении времени функционирования при пиковых (предельных) нагрузках.
Поставленная проблема решается тем, что в способе микроволновой обработки объекта, сформированного на основе аддитивных технологий, при котором для изготовления очередного слоя термопластичный материал нагревают в печатающей головке до полужидкого состояния и выдавливают в виде нити через сопло с отверстием малого диаметра, осаждая на поверхности рабочего стола (для первого слоя) или на предыдущем слое, а головку перемещают в горизонтальной плоскости в соответствии с заданным контуром слоя и плотностью заполнения внутреннего пространства, одновременно формируют поддерживающие основной объект структуры, после чего производят относительное вертикальное перемещение стола и головки на толщину слоя, и процесс повторяют до тех пор, пока изделие не будет построено полностью, а после завершения формирования изделия его помещают вместе с поддерживающими структурами в СВЧ электромагнитное поле, СВЧ электромагнитным полем воздействуют на каждый слой при его нанесении с частотой 2450 МГц и с удельной мощностью 30-32 Вт/см3, а после окончания формирования изделия удельную мощность снижают до уровня, не приводящего к разогреву используемого материала, и выдерживают изделие в течение 2-3 минут.
При формировании очередного слоя источник СВЧ электромагнитного поля перемещают в вертикальном направлении синхронно с перемещением стола или печатающей головки.
Частоту СВЧ электромагнитного поля при воздействии на окончательно сформированное изделие выбирают из условия:
где ƒ - частота электромагнитной волны, Гц; S - толщина сформированного трехмерного объекта, принимаемая равной глубине проникновения электромагнитной волны Δ, м; ρ - плотность сформированного объекта, Н/м3.
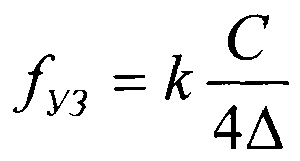
Одновременно с СВЧ электромагнитным полем на окончательно сформированное изделие воздействуют механическими колебаниями ультразвуковой частоты, при этом ультразвуковую энергию подводят со стороны, противоположной вводу энергии СВЧ электромагнитного поля, а частоту ультразвукового воздействия выбирают в зависимости от толщины изделия по зависимости:
 ,
,
где ƒУЗ - частота ультразвуковых колебаний, Гц; С - скорость звука в материале изделия, м/с; k - эмпирический коэффициент, учитывающий несплошность сформированного материала изделия; Δ - толщина изделия, равная глубине проникновения электромагнитной волны, м.
При этом амплитуду ультразвуковых колебаний, передаваемых изделию, выбирают из условия:
 ,
,
где С - коэффициент, зависящий от физико-механических свойств материала изделия; А - амплитуда ультразвуковых колебаний, м; F - площадь контактной поверхности изделия, м2; σК - когезионная прочность слоев сформированного изделия, Н/м2.
Технический результат заявляемого решения заключается в подборе оптимальных режимов воздействия СВЧ электромагнитного поля на изделие произвольных размеров на стадиях формирования слоев из различных материалов и в качестве завершающей операции с одновременным воздействием ультразвука, что позволяет повысить однородность структуры трехмерного изделия, увеличить количество межмолекулярных связей между отдельными агломератами, рядами агломератов и слоями. Глубина проникновения СВЧ электромагнитной волны в любой из известных аддитивных материалов на несколько порядков превышает толщину единичного слоя, составляющую обычно в аддитивных FDM технологиях 0,05-0,1 мм. Вследствие этого СВЧ воздействие на каждый слой при его нанесении будет практически равномерным по всей толщине. Для финишной обработки готового изделия выбирается частота воздействия, определяемая толщиной изделия, которая не вызывает существенного снижения поглощенной СВЧ мощности, и свойствами материала. При этом формирование в изделии ультразвуковой стоячей волны с пучностью интенсивности в области, противолежащей плоскости падения СВЧ электромагнитной волны, создает колебания элементов структуры, способствующие повышению эффективности СВЧ воздействия в зонах, где поглощенная мощность снижается в соответствии с зависимостью для глубины проникновения. Поскольку ультразвук воздействует на уже сформированный застывший материал, кавитация и акустические течения в нем отсутствуют, и несплошностей в слоях не образуется. В результате совместного воздействия ультразвуковой и СВЧ энергии формируется относительно изотропная структура изделия с повышенной когезионной и адгезионной прочностью, элементы которой получили повышенную эластичность под действием ультразвука. Поэтому при воздействии циклической нагрузки или ее возрастании до предельных значений повышается время сохранения изделием целостности до начала разрушения, а сам этот процесс оказывается более длительным. Это дает возможность оператору технического объекта принять верное решение в критической ситуации (покинуть объект или принять меры к его сохранению).
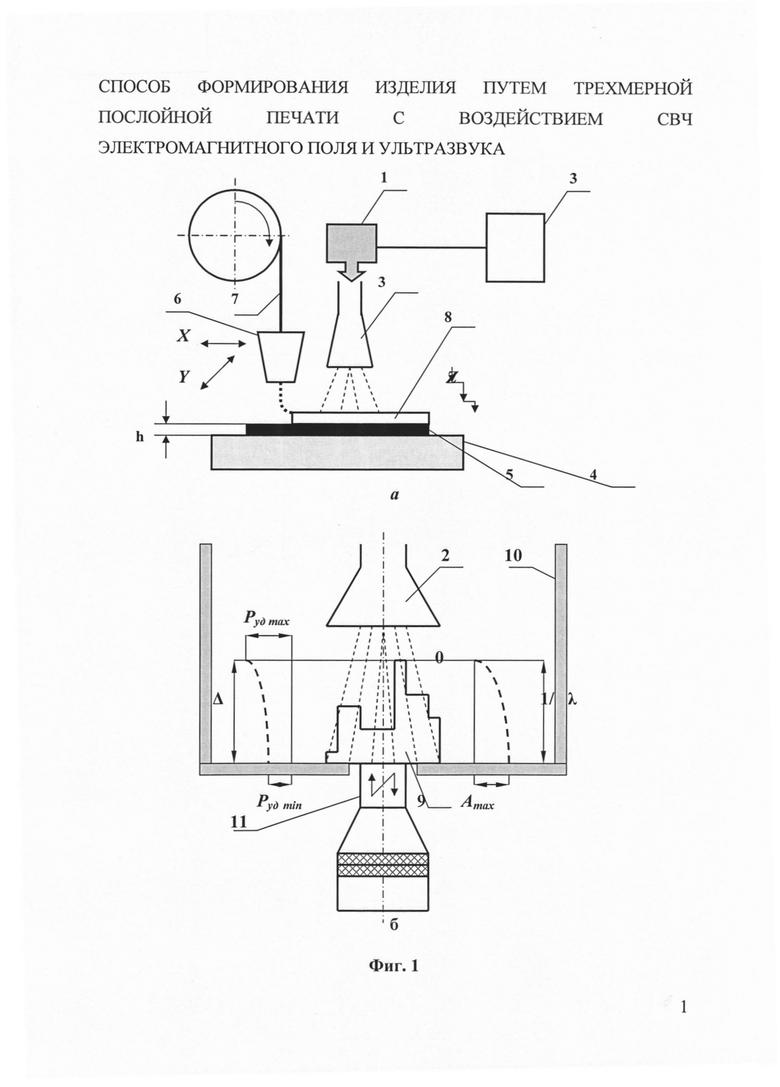
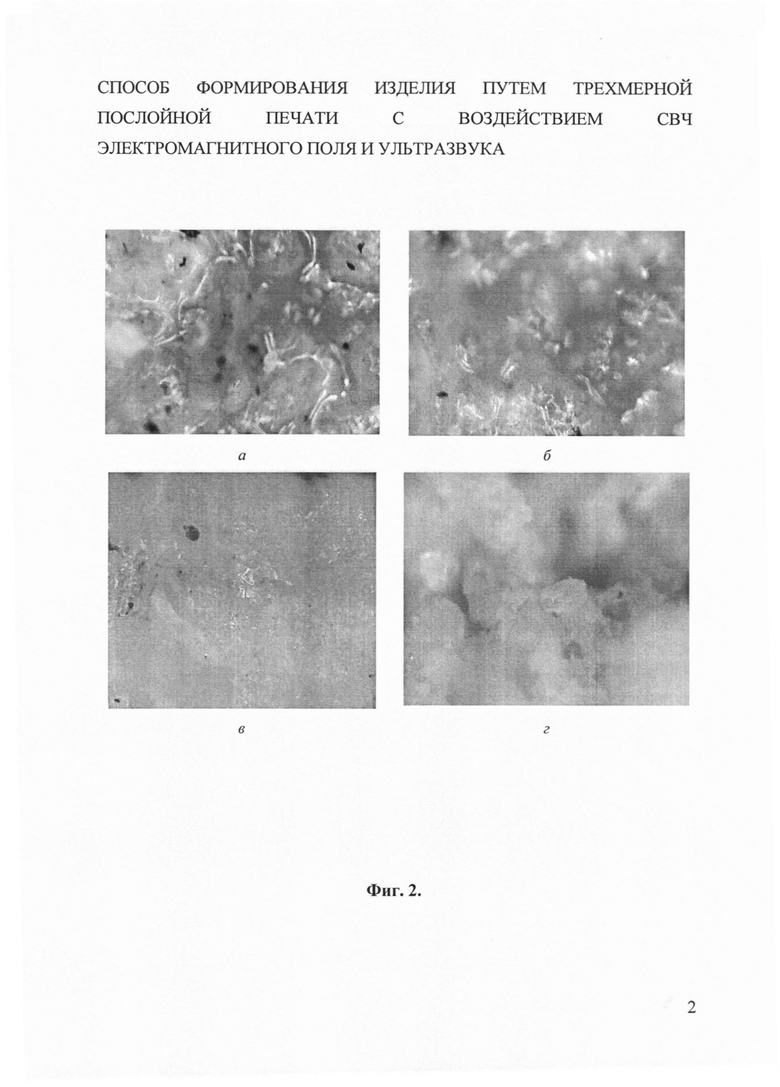
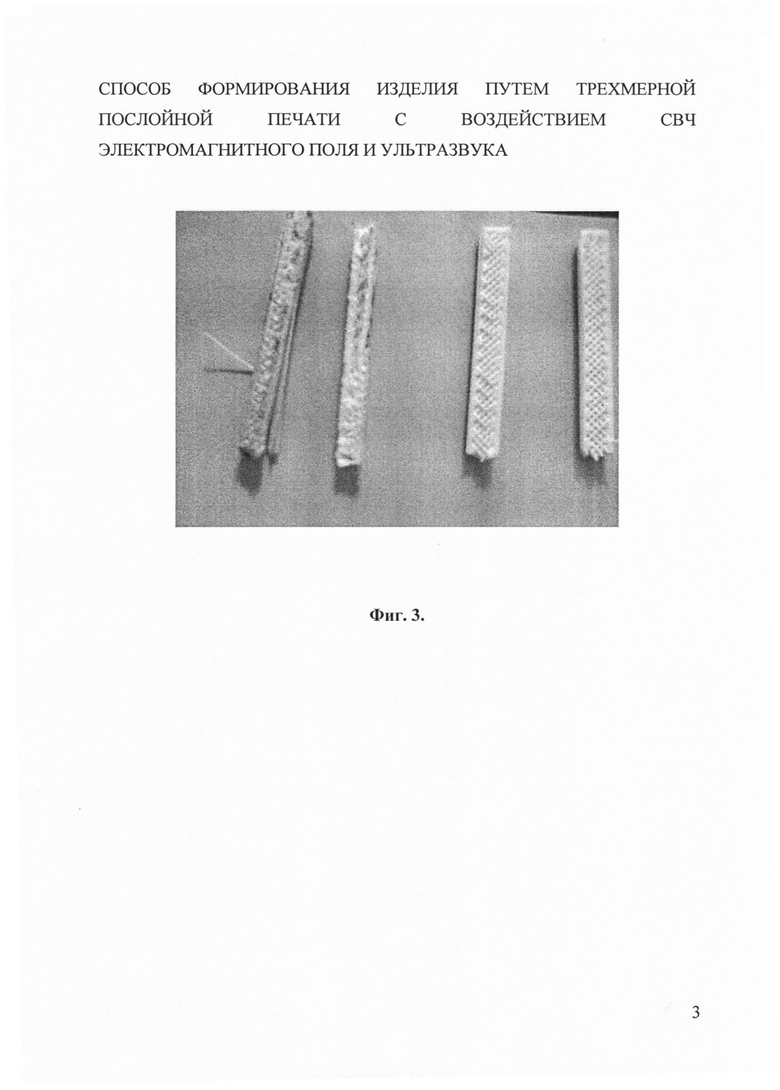
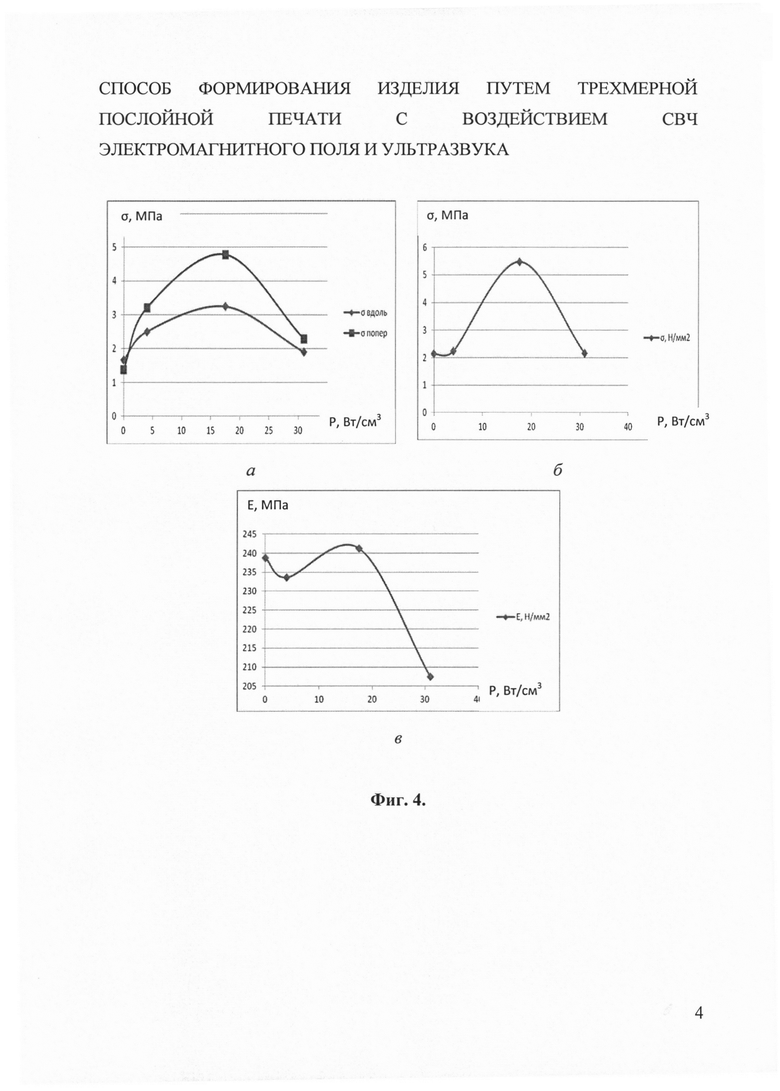
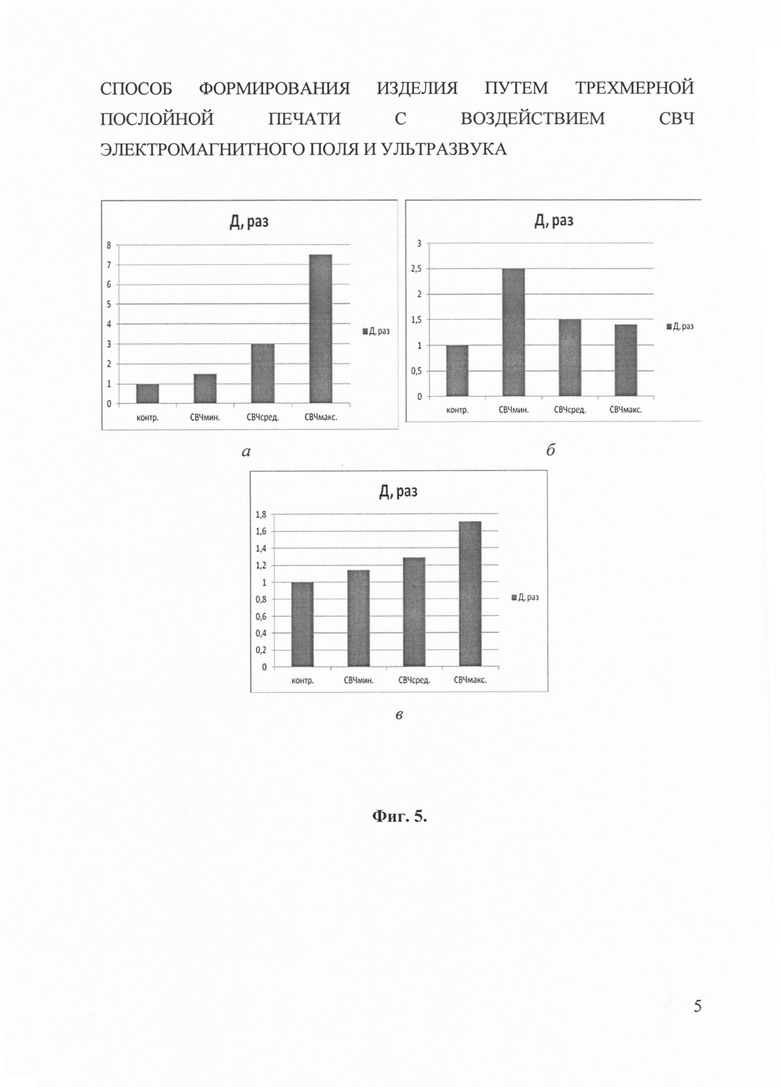
Изобретение поясняется чертежами: фиг. 1 - Схема осуществления способа; фиг. 2 - Микрофотографии (×400) поверхности излома образцов из термопласта ABS, полученных путем 3D печати с последующей СВЧ обработкой при удельной мощности 4-5 Вт/см3 (а), 17-18 Вт/см3 (б, в), контрольный образец (г); фиг. 3 - Внешний вид поверхности среза образцов из термопласта ABS, слева контрольные образцы, справа - срезанные после СВЧ воздействия с удельной мощностью 17-18 Вт/см3; фиг. 4 - Влияние СВЧ обработки на предельные внутренние напряжения в образце при срезе вдоль и поперек волокон(а), изгибе (б) и модуль упругости при продольном сжатии (в); фиг. 5 - Влияние СВЧ обработки на изменение времени сохранения целостности под нагрузкой при срезе (а), изгибе (б) и при продольном сжатии (в), СВЧмин - 4-5 Вт/см3, СВЧсред - 17-18 Вт/см3, СВЧмакс - 30-32 Вт/см3.
Способ осуществляют следующим образом. Схема послойного формирования изделия представлена на Фиг. 1а, схема окончательной обработки готового изделия - на Фиг. 1б. Для изготовления очередного слоя термопластичный материал нагревают в печатающей головке до полужидкого состояния и выдавливают в виде нити через сопло с отверстием малого диаметра, осаждая на поверхности рабочего стола (для первого слоя) или на предыдущем слое, а головку перемещают в горизонтальной плоскости в соответствии с заданным контуром слоя и плотностью заполнения внутреннего пространства, одновременно формируют поддерживающие основной объект структуры, после чего производят относительное вертикальное перемещение стола и головки на толщину слоя, и процесс повторяют до тех пор, пока изделие не будет построено полностью, а после завершения формирования изделия его помещают вместе с поддерживающими структурами в СВЧ электромагнитное поле. Для реализации способа необходима модернизация существующих 3D принтеров, осуществляющих технологию FDM, путем установки в рабочей зоне магнетрона (1) с рупором СВЧ волновода (2), перемещающегося в горизонтальной плоскости синхронно с печатающей головкой, и источника питания (3). Выполняют чертеж изделия в формате 3D, например, в программной среде KOMPAS, переводят чертеж в твердотельную модель формата STL и разбивают на слои. Затем загружают модель в программное устройство принтера. Осуществляют печать первого слоя (4) на подложке (5) расплавляемой в экструдере печатающей головки (6) нитью (7) из пластика ABS, REC FLEX, REC PLA, REC HIPS или другого материала с аналогичными теплофизическими характеристиками стандартной толщиной 1,75 или 2,85 мм. При этом осуществляют воздействие на формируемый не затвердевший слой СВЧ электромагнитным полем частотой 2450±5% МГц с удельной мощностью 17-18 Вт/см3, обеспечивающей нагрев слоя до 40-80°С. Далее формируют последующие слои (8). В процессе формирования слоев при необходимости выполняют образование поддерживающих структур, на которые СВЧ электромагнитным полем не воздействуют. Готовое изделие (9) подвергают воздействию СВЧ электромагнитного поля в технологической камере (10) при удельной мощности также не более 17-18 Вт/см3 с частотой, обеспечивающей глубину проникновения на всю толщину с одновременным воздействием ультразвука, частота которого выбрана такой, что от верхней до нижней поверхности готового изделия укладывается четверть длины волны ультразвуковых колебаний в используемом материале. Волновод ультразвукового излучателя (11) при этом подсоединяют к изделию со стороны, обратной вводу СВЧ энергии.
Пример реализации способа. В экспериментах использовали 3D принтер модели Felix 3.1 Single Extruder для печати нитью с точностью 0,05 мм, отличающийся открытой рабочей зоной, что позволяет реализовывать воздействие на материал СВЧ электромагнитным и ультразвуковым полем, и специальную СВЧ - технологическую установку с регулируемой частотой излучения. Использовали нить из пластика ABS толщиной 1,75 мм. Печатали образцы в виде стержней диаметром и длиной соответственно 5 и 70 мм, толщина каждого слоя составляла 0,1 мм, что примерно в 50 раз меньше глубины проникновения СВЧ электромагнитной волны в материал ABS. В процессе нанесения слоев в рабочую зону вводили рупор СВЧ-волновода. С целью выявления рационального диапазона мощности воздействия СВЧ электромагнитного поля применяли три режима СВЧ мощности: низкий - 100 Вт, средний 400 Вт и высокий 800 Вт.Для обеспечения нормальной работы магнетрона и недопущения перегрева образцов в рабочую зону вне области печати помещали балластную емкость с водой объемом 50 мл. В результате обеспечивалась следующая удельная мощность СВЧ воздействия: 4-5; 17-18 и 30-32 Вт/см3. Обработку осуществляли в течение всего периода формирования слоя. Одновременно обрабатывали по 3 образца. Готовый образец помещали СВЧ технологической установки и осуществляли обработку при удельной мощности 17-18 Вт/см3, при этом образец закрепляли в волноводе ультразвукового излучателя, генерирующего колебания частотой 44 кГц и амплитудой 1-10 мкм. Для питания излучателя использовали специальный генератор с программируемой с ноутбука частотой выходного напряжения в диапазоне 20-60 кГц и мощностью 100-500 Вт. Волновод для предотвращения аварийной ситуации при воздействии СВЧ электромагнитного поля выполняли из оргстекла. Обработку осуществляли в течение 0,5-4 минут.
Затем исследовали прочность полученных образцов, которую оценивали по напряжениям изгиба, среза и модулю упругости при продольном сжатии. Для определения указанных характеристик применяли машину испытательную универсальную модели ИР 5082-100 с выводом показаний на компьютер и их автоматической обработкой. Время до разрушения образцов оценивали по промежутку между моментом окончания нарастания нагрузки и моментом начала ее падения, определяемым по графику нагружения и отсчитываемому по текущей шкале времени процесса в микросекундах.
В результате экспериментов были получены следующие результаты. На Фиг. 2 а-г представлены микрофотографии структуры единичного слоя материала, нанесенного печатающей головкой на подложку при различной удельной СВЧ мощности. Видно, что структура контрольного образца (Фиг. 2г) характеризуется значительной неоднородностью: наряду с единичными каплями, формирующими слой, присутствуют объемные пустоты (поры). Такая несплошность материала приводит к малому числу узлов контакта и малой когезионной прочности, хаотическое распределение точек контакта агломератов вызывает неравномерность прочностных характеристик по осям координат (анизотропию). Структура слоя, сформированного при СВЧ воздействии с малой удельной мощностью (Фиг. 2а) сохраняет значительную несплошность, хотя размеры пор существенно меньше, а отдельные частицы деформированы в большей степени, что увеличивает количество контактных точек. При СВЧ воздействии средней удельной мощности отдельные частицы скомплексированы в сплавленные агломераты, количество пор мало (Фиг. 2б) или формируется практически монолитный слой связанных между собой агломератов (Фиг. 2в), что является целесообразным с точки зрения обеспечения повышенной прочности изделия. Данный вывод подтверждается фотографией результатов испытания контрольного и обработанного при удельной СВЧ мощности 17-18 Вт/см3 образцов на срез (Фиг. 3). СВЧ воздействие способствует повышению прочности элементов ячеистой структуры напечатанного образца. Стержень сохранил форму, все ячейки не деформированы, срез «чистый». Контрольные образцы явно деформированы, заметны даже расслоения. Ячеистая структура смята, ячейки практически не сохранились. Это свидетельствует о повышенной пластичности и малой прочности контрольного образца, что подтверждает влияние неоднородной рыхлой микроструктурой с явными несплошностями Фиг. 2г. Подведение к образцу удельной СВЧ мощности, превышающей указанное выше значение, нецелесообразно по причине чрезмерного повышения температуры, что вызывает деформацию слоев вследствие внутренних термических напряжений при их печати и не позволяет обеспечить требуемую точность формы и размеров изделия.
На Фиг. 4 а-в и 5 а-в представлены зависимости средних значений внутренних напряжений, модуля упругости в готовом изделии и увеличения времени сохранения его целостности под нагрузкой от удельной мощности СВЧ электромагнитного поля. В данных экспериментах выбранная частота, равная 2450 МГц, соответствовала глубине проникновения для материала ABS, равной 4,9 мм, что примерно соответствует толщине образца в 5 мм.
На графиках представлены зависимости, полученные при времени обработки, равном 2 минуты. При меньшем времени воздействия значения внутренних напряжений ниже: при обработке в течение 0,5 мин обработанные образцы отличаются от контрольных не более чем на 5-7%, при обработке в течение 10 мин - на 10-15%. Увеличение времени воздействия до 3 минут приводит к повышению прочностных характеристик по сравнению с полученными после 2-х минутной обработки на 10-12%, а при времени обработки, равном 4 мин значения остаются неизменными, или несколько ниже. Таким образом, оптимальным временем обработки готового изделия может считаться 2-3 минуты.
Анализ графиков позволяет сделать вывод, что СВЧ воздействие на полностью сформированное изделие обеспечивает повышение предельного напряжения при срезе на 36-70%) и увеличивает время до разрушения при предельной нагрузке до 2-3 раз. Изгибная прочность возрастает в 2-4 раза, время до разрушения - в 1,5-2,5 раза. Продольная устойчивость практически не изменяется, время до разрушения увеличивается на 20-70% в зависимости от интенсивности СВЧ воздействия. При этом наибольший эффект достигается при удельной мощности 17-18 Вт/см3, не приводящей к разогреву изделия, но обеспечивающий значимую модификацию микроструктуры с формированием дополнительных связей между слоями нанесенного материала.
При изучении влияния глубины проникновения на прочность компоновали из трех образцов один путем плотного соединения по образующей. Таким образом получалась конструкция толщиной 15 мм, что соответствовало практически трем глубинам проникновения. После СВЧ обработки при удельной мощности 17-18 Вт/см3 образцы разъединяли и испытывали на срез. В результате предельные напряжения среза в верхнем образце остались на том же уровне, как при испытаниях отдельно обработанных образцов (увеличение составило 60-70%). Напряжения в среднем образце увеличились по сравнению с контрольным на 50-60%, в нижнем - только на 15-20%). Это свидетельствует о неравномерности СВЧ воздействия при нарушении соотношения частоты электромагнитного поля и толщины изделия, определяемого глубиной проникновения.
Из электродинамики СВЧ обработки диэлектрических материалов известно, глубина проникновения электромагнитной волны в материал, при которой поглощенная мощность снижается не более, чем в е раз, определяется соотношением:
 ,
,
где ƒ - частота электромагнитной волны, Гц; λ - длина электромагнитной волны в материале, м; Δ - глубина проникновения, м; ε' - относительная диэлектрическая проницаемость материала; δ - угол диэлектрических потерь.
Методом двух толщин для полимерных материалов, используемых в аддитивных технологиях, определены экспериментальные зависимости их относительной диэлектрической проницаемости и тангенса угла диэлектрических потерь от плотности:
ε'=0,025ρ1,1, tgδ=l90,16ρ-0,853,
где ρ - плотность материала кГ/м3.
Подставив эти экспериментальные зависимости в выражение для глубины проникновения и заменив Δ на толщину (высоту) формируемого изделия S, получим подтверждаемую экспериментально зависимость для определения рациональной частоты СВЧ обработки изделия требуемой толщины:
 .
.
Таким образом, частота СВЧ электромагнитного поля должна назначаться в зависимости от поперечных размеров обрабатываемого объекта.
При подведении к образцу, собранному из трех стержней, как отмечено выше, ультразвуковых колебаний стандартной частоты 44 кГц и с амплитудой 1-2 мкм различий в распределении напряжений среза не наблюдалось. При амплитуде 4-5 мкм увеличение напряжений в нижнем образце составило 40-50%, то есть равномерность прочности изделия с толщиной, существенно превышающей глубину проникновения СВЧ электромагнитной волны, значимо повысилась. Ультразвуковые колебания амплитудой 8-10 мкм привели к деформации поверхности образца в области контакта с излучателем, что связано со значительными давлениями, вызванными динамической силой, зависящей от амплитуды колебаний и физико-механических свойств материала, а также термическими эффектами, сопутствующими высокоинтенсивному ультразвуку и вызывающими микрооплавление термопластичных полимеров. По видимому, в этом случае давление, вызванное динамической силой ультразвуковых колебаний, равно или превышает предел прочности сформированной структуры. В связи с тем, что частота ультразвука, параметры исходного материала и площадь контактной поверхности F в нашем случае постоянны, различие в результатах определяется величиной амплитуды колебаний. Согласно эмпирической зависимости, полученной д.т.н., профессором А.И. Марковым, величина динамической силы при воздействии ультразвука равна РД=СА0,56. Соответственно, динамическое давление равно  .
.
В предельном случае деформаций и разрушения это давление равно напряжениям, соответствующим когезионной прочности в слоях материала, т.е. рД=σк. Очевидно, с учетом изложенного выше, для недопущения разрушения материала динамическое давление должно быть меньше когезионной прочности на величину  . После подстановки в это выражение экспериментально полученных средних значений амплитуды колебаний получим величину m=0,68. С учетом возможных погрешностей измерений можно принять m=(0,6-0,7). Тогда в общем случае амплитуда ультразвуковых колебаний, сообщаемых изделию и обеспечивающих требуемый эффект, но не приводящих к нарушению целостности структуры, может быть найдена из соотношения:
. После подстановки в это выражение экспериментально полученных средних значений амплитуды колебаний получим величину m=0,68. С учетом возможных погрешностей измерений можно принять m=(0,6-0,7). Тогда в общем случае амплитуда ультразвуковых колебаний, сообщаемых изделию и обеспечивающих требуемый эффект, но не приводящих к нарушению целостности структуры, может быть найдена из соотношения:  .
.
При сообщении ультразвуковых колебаний образцам, толщина которых составляла меньше 15 мм (8 мм), или больше 15 мм (25 мм) эффект ультразвука оказывался сниженным соответственно в 1,3 и 1,5 раза. Это связано с тем, что при принятой частоте колебаний длина ультразвуковой волны в исследованном материале составляет λ=60 мм. Таким образом, толщина образца из трех стержней, равная 15 мм, составляет 15/60=0,25 λ или 1/4 λ, четверть длины волны позволяет получить в точке контакта пучность амплитуды (или интенсивности ультразвука), убывающей по синусоидальному закону к противоположной стороне образца. Для обеспечения эффективного воздействия ультразвука длина образца должна быть кратна целому числу длин волн или целому числу долей ее длины. В нашем случае, как показано выше, толщина образца определяется глубиной проникновения СВЧ волны Δ, следовательно длина волны ультразвуковых колебаний сообщаемых образцу, должна равняться λ=4Δ. Скорость звука С в материале, частота ƒ колебаний, генерируемых излучателем, и длина волны λ связаны между собой известным соотношением акустики: C=λƒ. Однако, наибольший эффект ультразвука был отмечен при его частоте не 44 кГц (расчетная резонансная), а 38 кГц. Очевидно, это связано с несплошностью материала, сформированного из отдельных агломератов, что приводит к снижению скорости звука. Понижающий коэффициент будет равен k=38/44=0,864. Следовательно, для пластика ABS в выражение, связывающее скорость звука, частоту колебаний и длину волны, должен быть введен понижающий коэффициент 0,864.
С учетом полученных экспериментальных данных в общем виде частота ультразвука для совмещенной с СВЧ воздействием обработки изделий, сформированных с использованием аддитивных технологий, может определяться по уточненному соотношению:  .
.
Толщина меньших и больших образцов соответственно составляет: 8/60=0,133 λ и 25/60=0,417 λ. Т.е. в этих случаях в длину образца не укладывается целое число длин волн или ее частей и не формируется волна с определенным размещением пучности. В этом случае образец представляет собой присоединенную массу, колебания в котором распределены случайным образом и не могут повлиять на изменение структуры материала в нужной области.
Таким образом, сообщение изделию ультразвуковых колебаний определенной амплитуды, зависящей от предела прочности исходного материала изделия, обеспечивает равномерную СВЧ модификацию изделий с толщиной, превышающей глубину проникновения электромагнитной волны и, соответственно - повышенную прочность материала.
Тем самым решается поставленная проблема - обоснование способа формирования изделия путем трехмерной послойной печати с воздействием СВЧ электромагнитного поля и ультразвука, позволяющего повысить его прочностные характеристики при увеличении времени функционирования при пиковых (предельных) нагрузках.
Таким образом, повышается надежность изделий, получаемых на основе аддитивных FDM технологий формообразования.
Изобретение относится к аддитивным FDM технологиям изготовления конструкционных элементов сложной геометрической формы, а именно к трехмерной печати с использованием термопластичной диэлектрической нити. Способ включает в себя операции нагрева полимерной нити и ее выдавливания из экструдера на подложку с формированием слоя необходимой формы при одновременном воздействии СВЧ электромагнитного поля частотой 2450 МГц удельной мощностью 17-18 Вт/см3, аналогичного нанесения последующих слоев в соответствии с запрограммированной формой изделия, совмещенную обработку в течение 2-3 минут готового изделия СВЧ электромагнитным полем и ультразвуком, частоту которых выбирают с учетом толщины изделия и его свойств. Технический результат заявляемого решения заключается в повышении однородности структуры трехмерного изделия, увеличении количества межмолекулярных связей между отдельными агломератами, рядами агломератов и слоями. 3 з.п. ф-лы, 5 ил.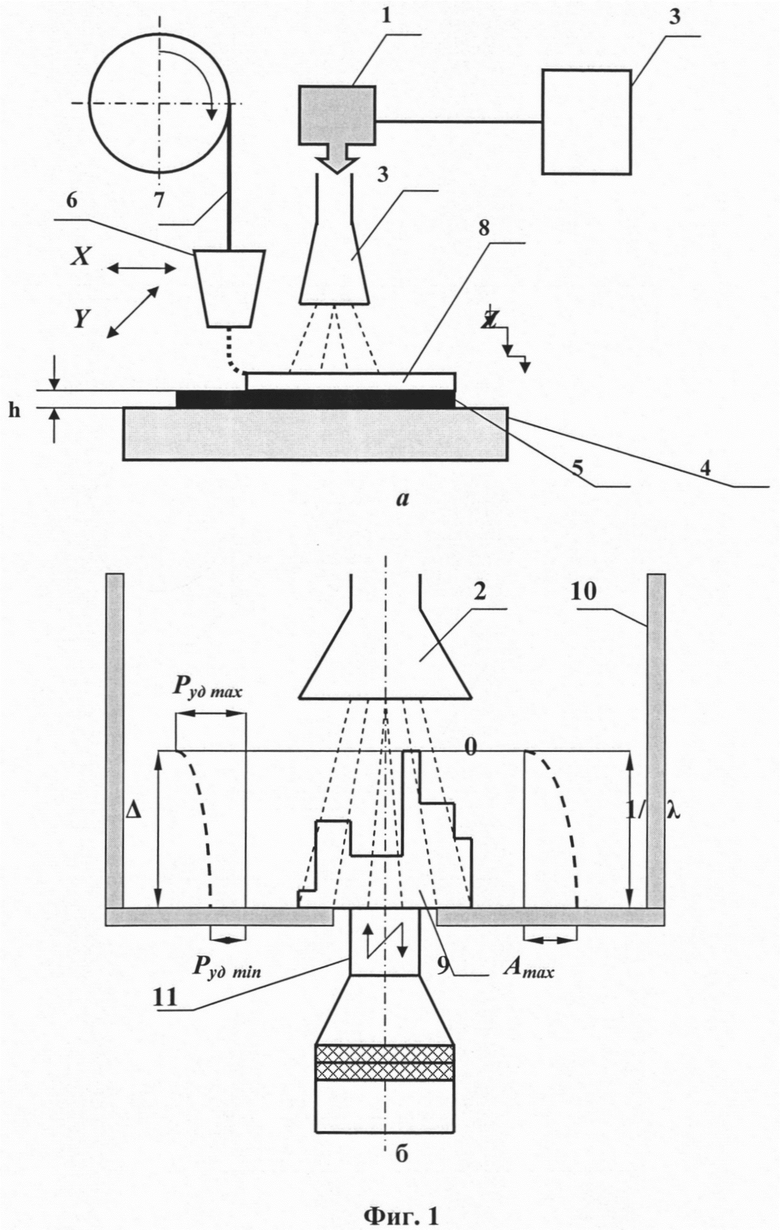
1. Способ формирования изделия путем трехмерной послойной печати, при котором для изготовления очередного слоя термопластичный материал нагревают в печатающей головке до полужидкого состояния и выдавливают в виде нити через сопло с отверстием малого диаметра, осаждая на поверхности рабочего стола - для первого слоя, или на предыдущем слое, а головку перемещают в горизонтальной плоскости в соответствии с заданным контуром слоя и плотностью заполнения внутреннего пространства, одновременно формируют поддерживающие основной объект структуры, после чего производят относительное вертикальное перемещение стола и головки на толщину слоя, и процесс повторяют до тех пор, пока изделие не будет построено полностью, а после завершения формирования изделия его помещают вместе с поддерживающими структурами в СВЧ электромагнитное поле, отличающийся тем, что СВЧ электромагнитным полем воздействуют на каждый слой при его нанесении с частотой 2450 МГц и с удельной мощностью 17-18 Вт/см3, а после окончания формирования изделия его выдерживают в СВЧ электромагнитном поле в течение 2-3 минут, при этом одновременно с СВЧ электромагнитным полем на изделие воздействуют механическими колебаниями ультразвуковой частоты, а ультразвуковую энергию подводят в плоскости ввода энергии СВЧ электромагнитного поля.
2. Способ формирования изделия путем трехмерной послойной печати по п. 1, отличающийся тем, что частоту СВЧ электромагнитного поля при воздействии на окончательно сформированное изделие выбирают из условия:
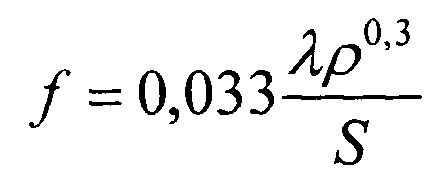
где ƒ - частота электромагнитной волны, Гц; S - толщина сформированного трехмерного объекта, принимаемая равной глубине проникновения электромагнитной волны Δ, м; ρ - плотность сформированного объекта, Н/м3.
3. Способ формирования изделия путем трехмерной послойной печати по п. 1, отличающийся тем, что частоту ультразвукового воздействия выбирают в зависимости от толщины изделия по зависимости:
 ,
,
где ƒУЗ - частота ультразвуковых колебаний, Гц; С - скорость звука в материале изделия, м/с; k - эмпирический коэффициент, учитывающий несплошность сформированного материала изделия; Δ - толщина изделия, равная глубине проникновения электромагнитной волны, м.
4. Способ формирования изделия путем трехмерной послойной печати по п. 1, отличающийся тем, что амплитуду ультразвуковых колебаний, передаваемых изделию, выбирают из условия:
 ,
,
где С - коэффициент, зависящий от физико-механических свойств материала изделия; А - амплитуда ультразвуковых колебаний, м; F - площадь контактной поверхности изделия, м2; σК - когезионная прочность слоев сформированного изделия, Н/м2.
| WO 2014197086 A1, 11.12.2014 | |||
| US 5503785 A, 02.04.1996 | |||
| WO 2015019212 A1, 12.02.2015 | |||
| СПОСОБ ПОСЛОЙНОГО ПРОИЗВОДСТВА ТРЕХМЕРНОГО ОБЪЕКТА | 2008 |
|
RU2469851C2 |

