Изобретение относится к обработке деталей абразивным потоком (абразивно-экструзионной обработке деталей вязкоупругой рабочей средой, подаваемой под давлением), в том числе со сложным профилем, имеющим наклонные или изогнутые в пространстве межлопаточные каналы (детали типа крыльчатка) и может быть использовано в машиностроении.
Известен способ обработки деталей абразивной массой (А.с. SU 1161359, В24С 1/08), заключающийся в ее многократном возвратно-поступательном продавливании вдоль обрабатываемых поверхностей деталей с помощью направляющего элемента, образующего канал совместно с обрабатываемой поверхностью, отличающийся тем, что, с целью расширения технологических возможностей путем обработки деталей сложного профиля, канал, по которому продавливают абразивную массу, удлиняют, для чего с обеих сторон от обрабатываемой детали устанавливают лопатки с рабочей поверхностью, идентичной обрабатываемой поверхности детали.
Интенсификация процесса обработки абразивной массой деталей с каналами сложной конфигурации достигается исключением застойных зон абразивной массы путем увеличения ее рабочего пути. Обрабатываемая деталь в сечении имеет лопатки, расположенные наклонно к основному движению абразивной массы. Направляющие аппараты (элементы) в зоне примыкания к каналу лопатки имеют угол наклона и форму идентичные детали. Количество каналов в направляющих аппаратах, образованных лопатками, соответствует количеству каналов в детали.
Абразивная масса перепрессовывается через каналы направляющих аппаратов и детали. При этом абразивный поток посредством наклонных в зоне примыкания лопаток направляющих аппаратов изменяет направление движения основного потока абразивной массы и входит в деталь по касательной плоскости к обрабатываемой поверхности начального участка канала в детали. Таким же образом обрабатывается противоположная сторона канала в детали при движении абразивной массы через канал направляющего аппарата в обратном направлении. Подача абразивной массы по касательной плоскости к обрабатываемой поверхности каналов в детали позволяет исключить образование застойных зон и отрыв потока абразивной струи, в которых абразив не производит режущего действия.
Одним из существенных недостатков данного способа обработки деталей абразивной массой с применением направляющих аппаратов, имеющих лопатки с рабочей поверхностью, идентичной обрабатываемой поверхности детали, является неполное примыкание лопаток направляющего аппарата к лопаткам обрабатываемой детали. При выходе из канала направляющего аппарата абразивный поток попадает в свободное пространство зазора, в котором проявляется эффект упругого восстановления струи. Поперечное сечение абразивного потока становится больше по площади, чем поперечное сечение канала направляющего аппарата и аналогичного ему поперечному сечению канала обрабатываемой детали. Возникающая при этом перестройка профиля потока абразивного потока приводит к неравномерности обработки межлопаточного канала детали. Наибольший съем материала наблюдается на входе в канал, где перестройка профиля абразивного потока максимальна. Это приводит к неравномерности обработки.
Кроме того, при существующей схеме закрепления появляется возможность проворачивания детали относительно направляющих аппаратов, что также является недостатком, так как при проворачивании происходит смещение лопаток обрабатываемой детали относительно лопаток направляющего аппарата, что приводит к существенному изменению профиля абразивного потока, а, следовательно, неравномерности обработки.
Технической задачей, решаемой предлагаемым изобретением, является исключение свободного пространства зазоров, в которых проявляется эффект упругого восстановления струи и исключение проворачивания детали при обработке, как результат обеспечение равномерной обработки поверхности межлопаточного канала детали.
Технический результат достигается путем применения для обработки выравнивающих устройств, имеющих выходное поперечное сечение канала аналогичное по форме и площади поперченному сечению каналу обрабатываемой детали, причем зазор между каналами направляющего аппарата и обрабатываемой детали не должен создавать условия для возникновения эффекта упругого восстановления струи абразивного потока, либо выходное поперечное сечение выравнивающего устройства должно быть аналогичным по форме входному сечению канала обрабатываемой детали, но быть меньше по размерам на величину коэффициента упругого восстановления струи. Кроме того, в конструкцию дополнительно вводится цилиндрический и призматический палец для базирования обрабатываемой детали.
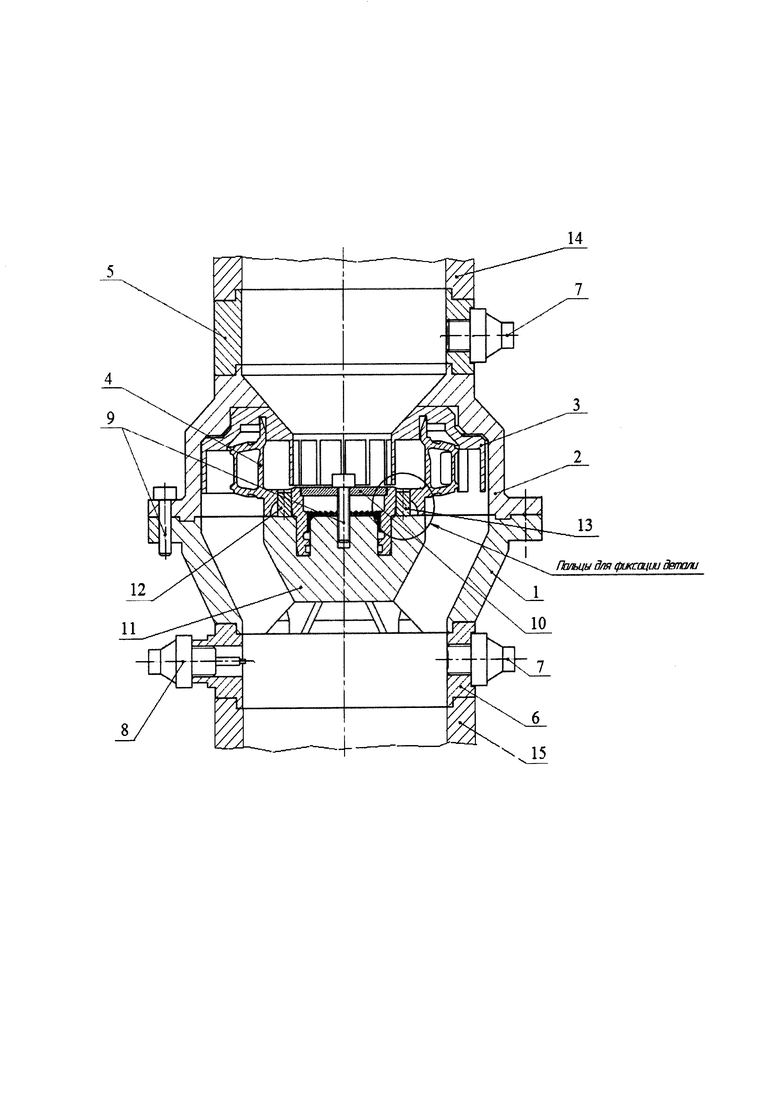
Изобретение поясняется чертежом устройства, реализующего предлагаемый способ обработки деталей, показана схема зоны обработки абразивным потоком крыльчатки, закрепленной в приспособлении с установочными пальцами, и направляющим аппаратом.
В установочное отверстие базового основания 11 нижней части 1 приспособления устанавливается обрабатываемая деталь 4. При этом в два отверстия детали 4 входят цилиндрический палец 12 и призматический палец 13. Пальцы 12 и 13 служат для базирования детали при обработке и для предотвращения ее проворачивания абразивным потоком относительно заданного положения. При помощи стопорного кольца 11 и крепежного болта 9 деталь 4 закрепляется на основании 11. Далее на деталь монтируется направляющий аппарат 3, закрываемый верхней частью 2 приспособления.
При этом лопатки направляющего аппарата располагают так, чтобы они обеспечили требуемый профиль абразивного потока на входе в обрабатываемые каналы. При этом зазор между каналами направляющего аппарата и обрабатываемой детали не должен создавать условия для возникновения эффекта упругого восстановления струи абразивного потока. После этого нижняя часть 1 и верхняя часть 2 приспособления соединяются болтами 9.
Необходимый для эффективной обработки объем абразивной среды помещается в нижний рабочий цилиндр 15 установки для обработки абразивным потоком. В нижний рабочий цилиндр вставляется нижний переходник 6, в который монтируется собранное приспособление с деталью и направляющим аппаратом. На верхнюю часть 2 приспособления устанавливается верхний переходник 5, который входит в верхний рабочий цилиндр 14 установки. Рабочий цилиндр 14 имеет возможность вертикального перемещения, а установка обеспечивает закрепление приспособления между своими рабочими цилиндрами 14 и 15.
Для контроля и регулирования величины давления абразивного потока применяют датчики давления 7. Для контроля температуры абразивного потока используют температурный датчик 8.
При подаче давления шток нижнего рабочего цилиндра 15 продавливает абразивную среду через нижний переходник 6 в нижнюю часть 1 приспособления. При этом профиль абразивного потока меняется от цилиндрического сечения к кольцевому сечению. Далее абразивный поток с кольцевым профилем достигает входные отверстия каналов направляющего аппарата 3. При этом абразивный поток разбивается на отдельные составляющие, количество которых соответствует количеству каналов обрабатываемой детали 4. Профиль каждой составляющей абразивного потока принимает форму сечения межлопаточного канала направляющего аппарата 4 и далее продавливается в каналы детали 4. При этом на входе и выходе в каналы крыльчатки перестройка профиля составляющих абразивного потока не происходит.
Поскольку поперечное сечение входных отверстий направляющего аппарата 3 больше по своей площади, чем поперечное сечение выходных отверстий, имеющих одинаковую или меньшую по размерам на величину коэффициента упругого восстановления струи абразивного потока площадь с входными и выходными сечениями каналов детали, создаются такие условия течения абразивного потока, при котором основная обработка происходит в каналах детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей абразивной массой | 1983 |
|
SU1161359A1 |
| Способ полировки деталей аэродинамических устройств | 2014 |
|
RU2691444C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКОЛЕС ИЛИ КРЫЛЬЧАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ (ГТД) | 2005 |
|
RU2300447C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ПРОТОЧНЫХ КАНАЛОВ КРЫЛЬЧАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2158671C2 |
| ПУЛЬПОВЫЙ ПОГРУЖНОЙ НАСОС (ВАРИАНТЫ) | 2011 |
|
RU2472037C1 |
| Масса для абразивной обработки | 1990 |
|
SU1785884A1 |
| АППАРАТ ДЛЯ ОЧИСТ^КИ ГАЗОВ ОТ ВЗВЕШЕННЫХ ЧАСТИЦ | 1970 |
|
SU258841A1 |
| ПУЛЬПОВЫЙ ПОГРУЖНОЙ НАСОС | 2011 |
|
RU2472036C1 |
| Устройство для удерживания одного или более электродов при электроэрозионной механической обработке и способ изготовления указанного устройства | 2018 |
|
RU2769136C1 |
Изобретение относится к обработке абразивным потоком межлопаточных каналов крыльчаток с применением направляющего аппарата. Осуществляют многократное возвратно-поступательное продавливание абразивного потока вдоль обрабатываемых поверхностей крыльчаток с помощью направляющего аппарата, образующего канал совместно с обрабатываемой поверхностью и имеющего лопатки с рабочей поверхностью, идентичной обрабатываемой поверхности крыльчатки. Выходные сечения каналов направляющего аппарата аналогичны по форме и размерам входным сечениям межлопаточных каналов крыльчатки или меньше его размеров на величину коэффициента упругого восстановления струи абразивного потока. Между каналами направляющего аппарата и обрабатываемой крыльчатки образован зазор, который выполнен из условия предотвращения возникновения эффекта упругого восстановления струи абразивного потока. Обрабатываемая крыльчатка установлена в приспособление на цилиндрический палец и призматический палец для исключения проворачивания крыльчатки во время обработки. В результате обеспечивается равномерная обработка поверхности межлопаточного канала крыльчатки. 1 ил.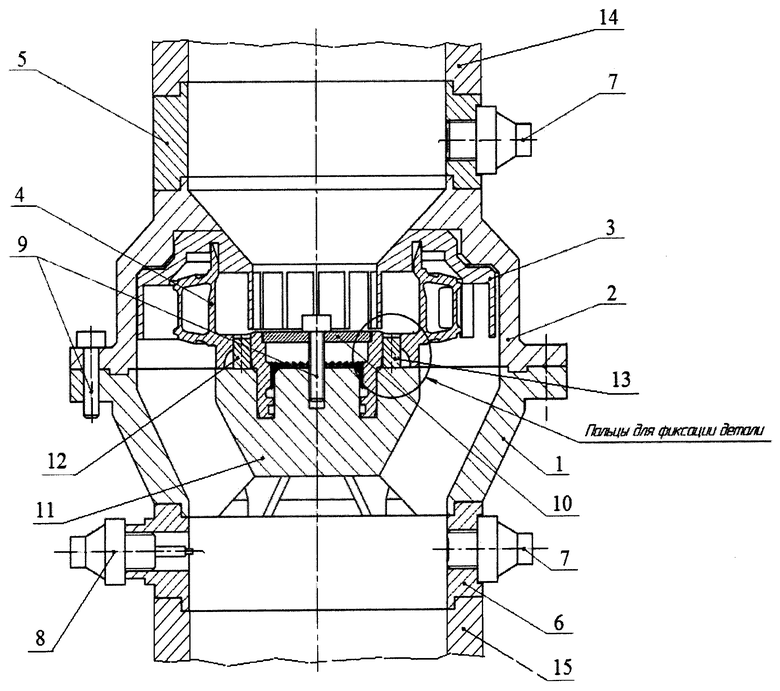
Способ обработки абразивным потоком межлопаточных каналов крыльчаток с применением направляющего аппарата, заключающийся в многократном возвратно-поступательном продавливании абразивного потока вдоль обрабатываемых поверхностей крыльчаток с помощью направляющего аппарата, образующего канал совместно с обрабатываемой поверхностью и имеющего лопатки с рабочей поверхностью, идентичной обрабатываемой поверхности крыльчатки, отличающийся тем, что выходные сечения каналов направляющего аппарата аналогичны по форме и размерам входным сечениям межлопаточных каналов крыльчатки или меньше его размеров на величину коэффициента упругого восстановления струи абразивного потока, причем между каналами направляющего аппарата и обрабатываемой крыльчатки образован зазор, который выполнен из условия предотвращения возникновения эффекта упругого восстановления струи абразивного потока, а обрабатываемая крыльчатка установлена в приспособление на цилиндрический палец и призматический палец для исключения проворачивания крыльчатки во время обработки.
| Способ обработки деталей абразивной массой | 1983 |
|
SU1161359A1 |
| Способ гидроабразивной обработкиВНуТРЕННиХ пОВЕРХНОСТЕй дЕТАлЕй иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU837825A1 |
| ПНЕВМОДРОБЕСТРУЙНОЕ УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1999 |
|
RU2170167C2 |
| US 5195276 A1, 23.03.1993. | |||

