(Л
о:
со ел
I
со
I I фиг.1
Изобретение относится к обработке деталей свободным абразивом, в частности деталей со сложным профилем, имеющих наклонные или изогнутые в пространстве каналы (детали типа турбин, направляющих аппаратов, топливной аппаратуры и т.д.), и может быть использовано в машиностроительной и других промышленностях.
Цель изобретения интенсификация процесса .обработки деталей с каналами сложной конфигурации.
Указанная цель достигается исключением застойных зон абразивной массы путем увеличения ее рабочего пути.
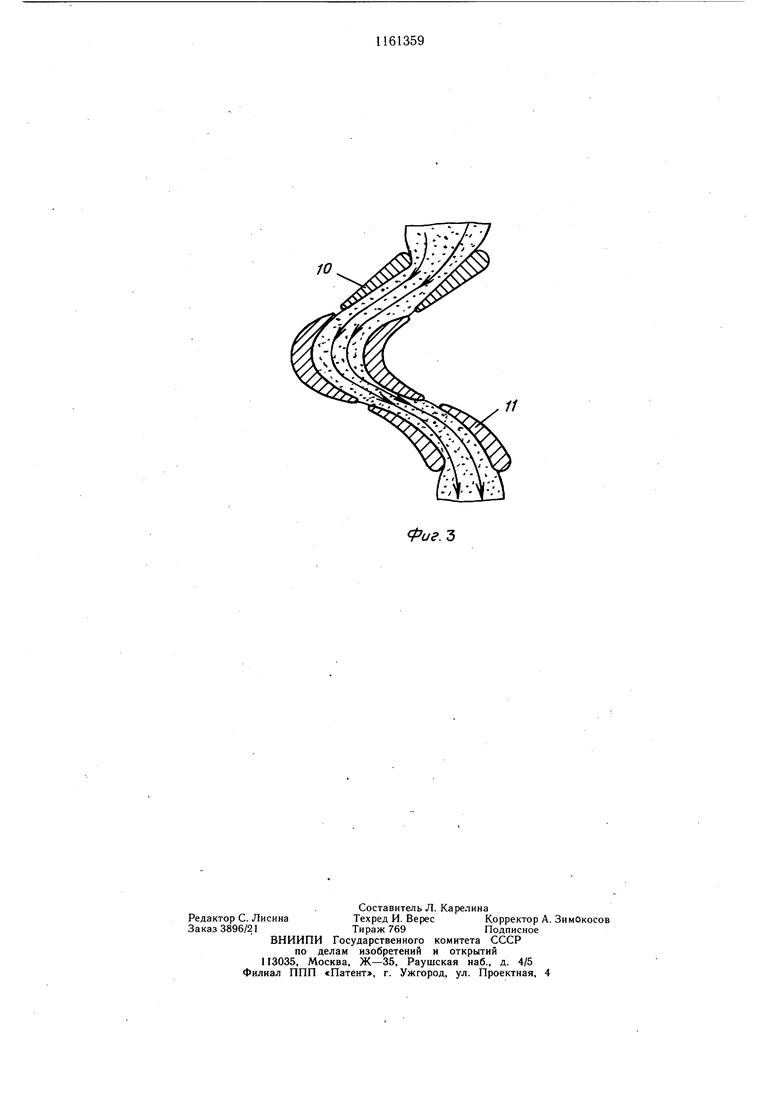
На фиг. 1 схематически изображено устройство, реализующее предлагаемый способ обработки деталей, разрез; на фиг. 2 - вид А на фиг. I; на фиг. 3 - схема движения абразивной массы через обрабатываемый канал с направляющими лопатками.
Устройство содержит рабочую камеру 1, образованную полостями цилиндров 2 и 3, с абразивной массой 4, в объеме которой устанавливается обрабатываемая деталь 5 с направляющими аппаратами 6 и 7. в сечении имеет лопатки, расположенные наклонно к основному движению абразивной массы. В зоне примыкания к каналу лопатки имеют угол наклона и форму идентичные детали. Количество каналов в направляющих аппаратах, образованных лопатками, соответствует количеству каналов в детали.
Устройство работает следующим образом.
Деталь 5 с направляющими аппаратами 6 и 7 устанавливается в камеру 1, прижимается цилиндром 2 к цилиндру 3, и порщнями 8 и 9 абразивная масса перепрессовывается через каналы направляющих аппаратов 6 и 7 и деталь 5. При этом абразивный поток посредством наклонных в зоне примыкания лопаток 10 и 11 изменяет направление движения основного потока абразивной массы и входит в деталь по касательной плоскости к обрабатываемой поверхности
начального участка канала в детали. Таким же образом обрабатывается противоположная сторона канала в детали при движении абразивной массы через канал
направляющего аппарата в обратном направлении. Подача абразивной массы по касательной плоскости к обрабатываемой поверхности каналов в детали позволяет исключить образование застойных зон и отрыв потока абразивной струи, в которых
абразив не производит режущего действия. Пример. Проводилось щлифование и полирование направляющего аппарата, имеющего 37 каналов, образованных крутоизогну тыми лопатками. Материал деталей
5 Х18Н10ТЛ. Через каналы перепрессовывалась абразивная масса на основе каучука (с фторопластом 4-15%) с абразивом (электрокорунд № 32) в весовом отношении 1:3. При перепрессовывании абразивной массы через каналы (720 кг) за десять циклов достигнута шероховатость 0,63 мкм. Исходная шероховатость поверхности после литья 12,5 мкм. При перепрессовывании абразивной массы через деталь без направляющих аппаратов на начальных поверхностях
5 лопаток оставались необработанными участки мм. Затем с обеих сторон детали устанавливали направляющие аппараты с лопатками, которые по количеству соответствуют количеству лопаток в детали. В зоне примыкания к детали лопатки направляющих аппаратов выполняют с углом наклона и формой кромки таким образом, что абразивная масса при перепрессовывании подается в межлопаточный канал детали по касательным плоскостям к поверхностям лопаток детали, вследствие чего абразивная масса под давлением проходит всю поверхность лопатки, которая подлежит обработке. Шероховатость поверхности после обработки равномерна по всей длине лопаток детали. Тем самым исключается необходимость
0 ручной доделки начальных поверхностей лопаток детали после экструзионной обработки.
вид А
Фиг. Z
10
Фиг.Ъ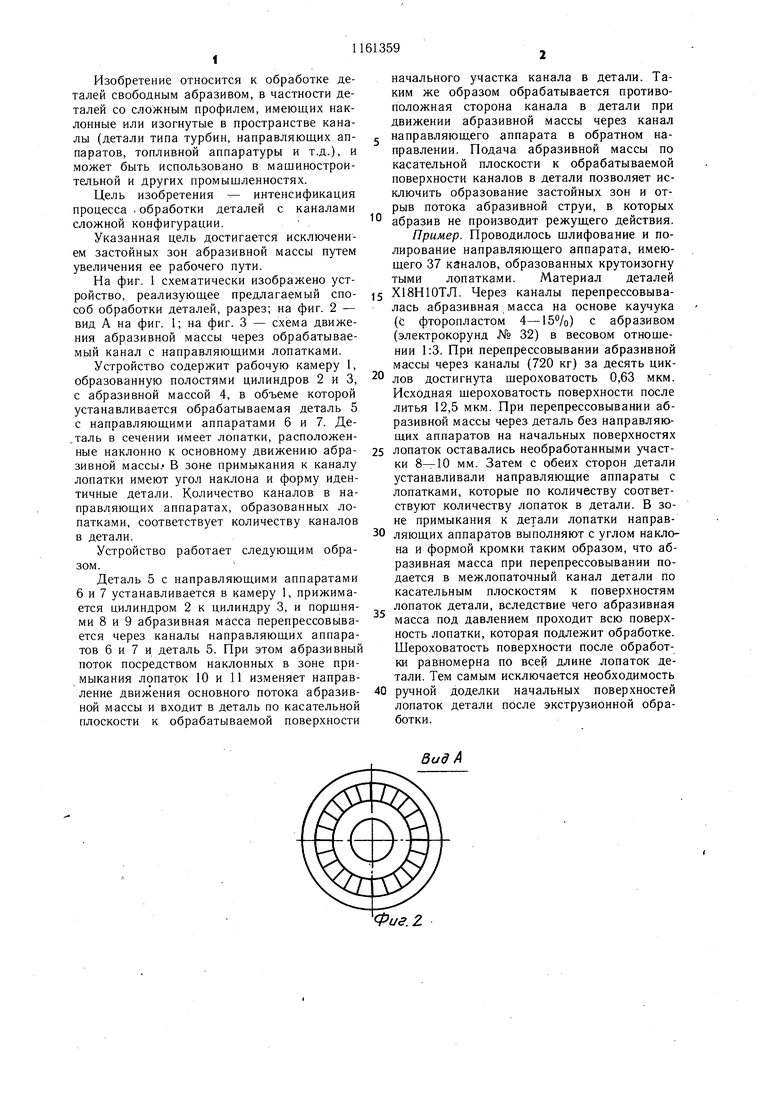
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ АБРАЗИВНЫМ ПОТОКОМ МЕЖЛОПАТОЧНЫХ КАНАЛОВ КРЫЛЬЧАТОК | 2020 |
|
RU2751073C1 |
| Способ абразивной обработки цилиндрических отверстий деталей | 2022 |
|
RU2807252C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| Способ снятия заусенцев и отделки поверхностей абразивной массой | 1977 |
|
SU738837A1 |
| Способ обработки деталей | 1990 |
|
SU1787753A1 |
| Способ обработки деталей абразивной массой | 1988 |
|
SU1641591A1 |
| Способ абразивной очистки деталей | 1985 |
|
SU1321565A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123419C1 |
| СПОСОБ ЗАКРУГЛЕНИЯ КРОМОК ДЕТАЛЕЙ | 2004 |
|
RU2348505C2 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ АБРАЗИВНОЙ МАССОЙ, заключающийся в ее многократном возвратно-поступательном продавливании вдоль обрабатываемых поверхностей деталей с помощью направлянрщего элемента, образующего канал совместно с обрабатываемой поверх. ностью, отличающийся тем, что, с целью расщирения технологических возможностей путем обработки деталей сложного профиля, канал, по которому продавливают абразивную массу, удлиняют, для чего с обеих сторон от обрабатываемой детали устанавливают лопатки с рабочей поверхностью, идентичной обрабатываемой поверхности детали.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
