Изобретение относится к области авиационного двигателестроения и может быть использовано при изготоленении моноколес (или крыльчаток) ГТД путем фрезерования межлопаточных (межлопастных) каналов.
Известен способ изготовления моноколес ГТД, основанный на фрезеровании межлопаточных (межлопастных) каналов в заготовке в форме диска (технологии производства авиационных газотурбинных двигателей (Учеб. пособие для вузов. Ю.С.Елисеев, А.Г.Бойцов, В.В.Крымов, Л.А.Хворостухин. М.: Машиностроение, 2003, с.358-364).
Прототипом является способ изготовления крыльчаток (a.c. N 1754347, В23С 3/18, П.Б.Гринберг, В.А.Шмаков, Г.И.Контарез, Г.М.Федотов), близких по форме и профилю лопастей к конструкции лопаток моноколеса. В данном способе производят фрезерование спинки и корыта соседних лопастей крыльчатки и впадин между ними.
Недостатком данного способа является то, что при обработке лопастей, имеющих профиль малой толщины, происходит упругая, а иногда и пластическая деформация лопасти под действием сил резания, что отрицательно сказывается на точности изготовления лопастей крыльчаток и может привести к разрушению лопасти в процессе изготовления и эксплуатации, а также к повышенному расходу металла и трудовых затрат из-за брака, поэтому обработка крыльчаток данным способом сужает номенклатуру изготавливаемых деталей, ограничиваясь обработкой лопастей с большой толщиной профиля.
Задачей предлагаемого изобретения является снижение расхода металла и трудовых затрат, расширение номенклатуры изготавливаемых моноколес (или крыльчаток) ГТД.
Задача осуществляется тем, что способ изготовления моноколес (или крыльчаток) ГТД, основанный на фрезеровании межлопаточных (межлопастных) каналов, включающий фрезерование спинки и корыта лопаток (лопастей) и впадин между ними, согласно изобретению первоначально фрезеруют межлопаточные (межлопастные) каналы с четными номерами, после чего в них заливают сплав, а затем фрезеруют межлопаточные (межлопастные) каналы с нечетными номерами с последующим удалением этого сплава.
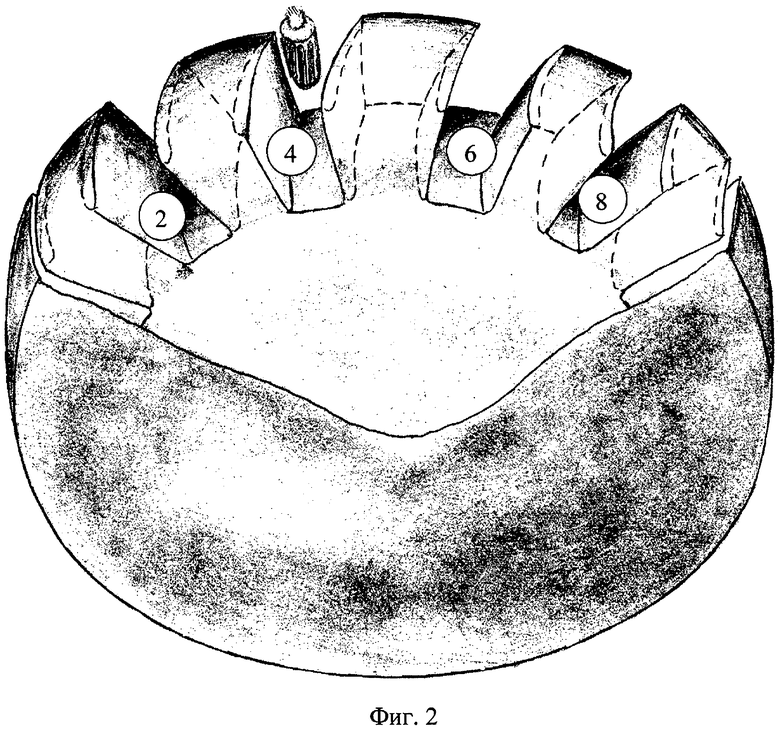
Пунктирными линиями изображены профили обрабатываемых лопаток (или лопастей). Цифрами 1, 2, 3 и т.д. обозначены фрезеруемые межлопаточные (межлопастные) каналы.
Предлагаемый способ реализован следующим образом.
Технологический процесс обработки межлопаточных (или межлопастных) каналов включает три этапа: черновой, чистовой, окончательный.
На каждом этапе осуществляются следующие операции:
1 этап: производят обработку фрезерованием межлопаточных (межлопастных) каналов с четными номерами (2, 4, 6 и т.д.), фиг.2;
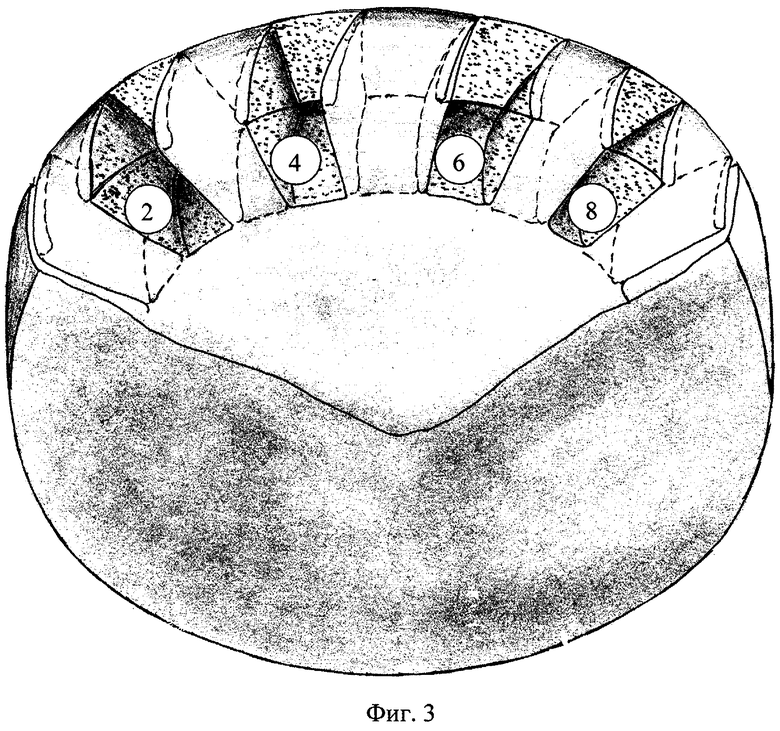
2 этап: в обработанные межлопаточные (или межлопастные) каналы с четными номерами (2, 4, 6 и т.д.) заливают сплав (например, Вуда), фиг.3;
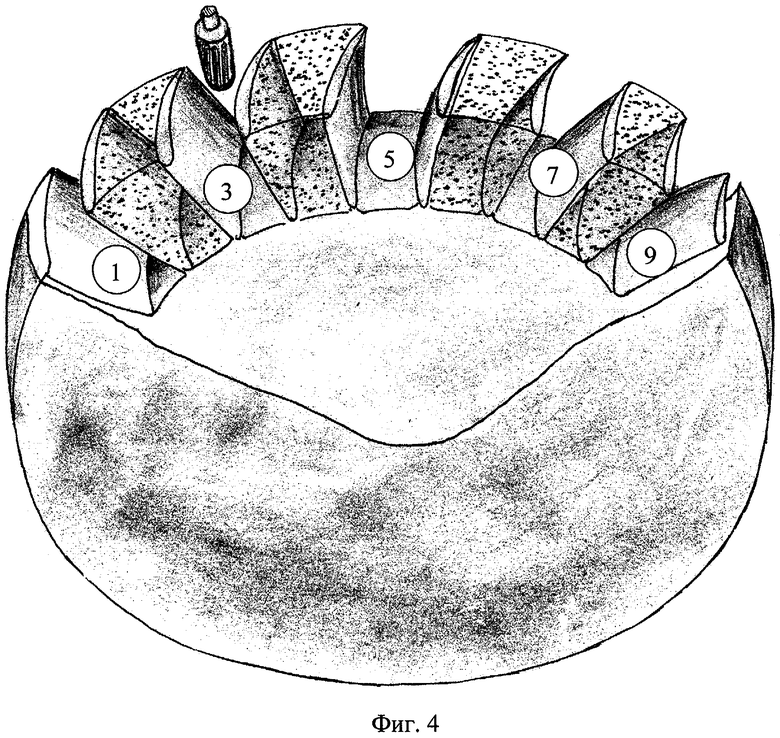
3 этап: фрезеруются межлопаточные (или межлопастные) каналы с нечетными номерами (1, 3, 5), фиг.4. При фрезеровании межлопаточных (или межлопастных) каналов с нечетными номерами наличие сплава в соседних межлопаточных (или межлопасных) каналах не позволяет обрабатываемым лопаткам (или лопастям) деформироваться под действием сил резания. Таким образом, имитируют обработку межлопаточных (или межлопастных) каналов в сплошном металле;
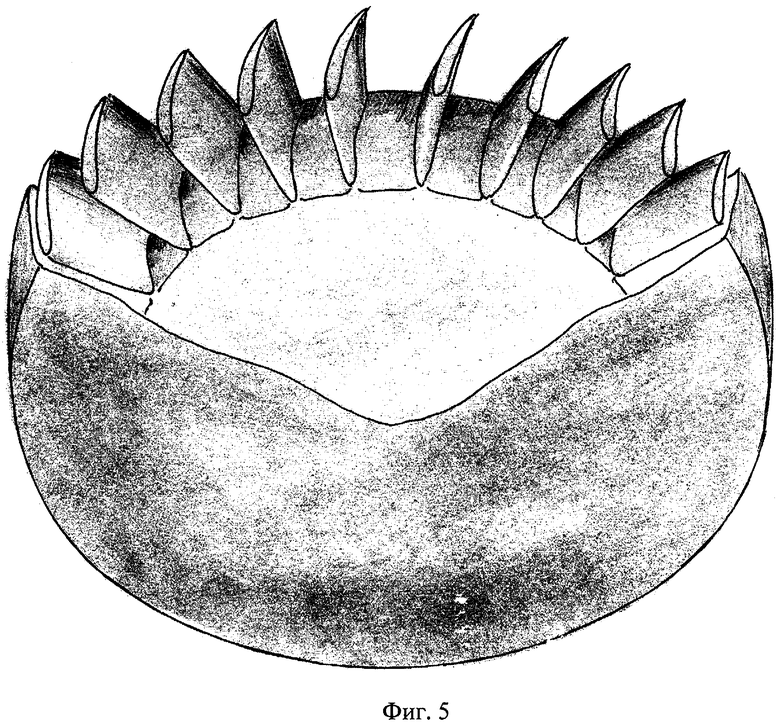
4 этап: сплав удаляют из межлопаточных (или межлопастных) каналов путем выплавления, фиг.5;
5 этап: производят термообработку моноколес (или крыльчаток) ГТД для снятия остаточных напряжений.
Использование предлагаемого изобретения устраняет недостатки:
- высокий расход металла и трудовых затрат за счет брака, получающегося из-за деформации лопаток (лопастей) моноколес (или крыльчаток) ГТД под действием сил резания, вызывающих упругость, а иногда и пластическую деформацию лопаток (лопастей) в процессе обработки, а иногда и в процессе эксплуатации; в изобретении брака нет, т.к. устраняют упругие и пластические деформации лопаток (лопастей) во время фрезерования под действием сил резания, из-за того, что сплав, залитый в межлопаточные (межлопастные) каналы, устраняет возникновение деформации при фрезеровании;
- узкая номенклатура изготавливаемых моноколес (или крыльчаток) ГТД - из-за невозможности изготовить моноколеса (крыльчатки) ГТД с лопатками (или лопастями) имеющими малую толщину профиля, т.к. при фрезеровании возникают упругие и пластические деформации под действием сил резания; в изобретении сплав, залитый в межлопаточные (межлопастные) каналы, устраняет возможность возникновения пластических и упругих деформаций при фрезеровании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| Способ обработки лопаток блиска газотурбинного двигателя | 2018 |
|
RU2689476C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| Способ изготовления крыльчаток | 1990 |
|
SU1754347A1 |
| Способ формообразования профильных межлопаточных каналов моноколеса ГТД | 2015 |
|
RU2608111C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД | 2004 |
|
RU2276632C2 |
| Моноколесо осевого компрессора и ротор компрессора низкого давления авиационного газотурбинного двигателя | 2019 |
|
RU2740442C2 |
Изобретение относится к области авиационного двигателестроения, обработке фрезерованием межлопаточных каналов моноколес или крыльчаток ГТД. Способ включает фрезерование межлопаточных каналов, фрезерование спинки и корыта лопатки и впадины между ними. Для снижения трудоемкости изготовления обозначают числами фрезеруемые межлопаточные каналы и осуществляют фрезерование межлопаточных каналов через один, в обработанные межлопаточные каналы заливают сплав и фрезеруют соседние межлопаточные каналы, а затем удаляют сплав путем выплавления. В обработанные межлопаточные каналы может быть залит сплав Вуда. 1 з.п. ф-лы, 5 ил.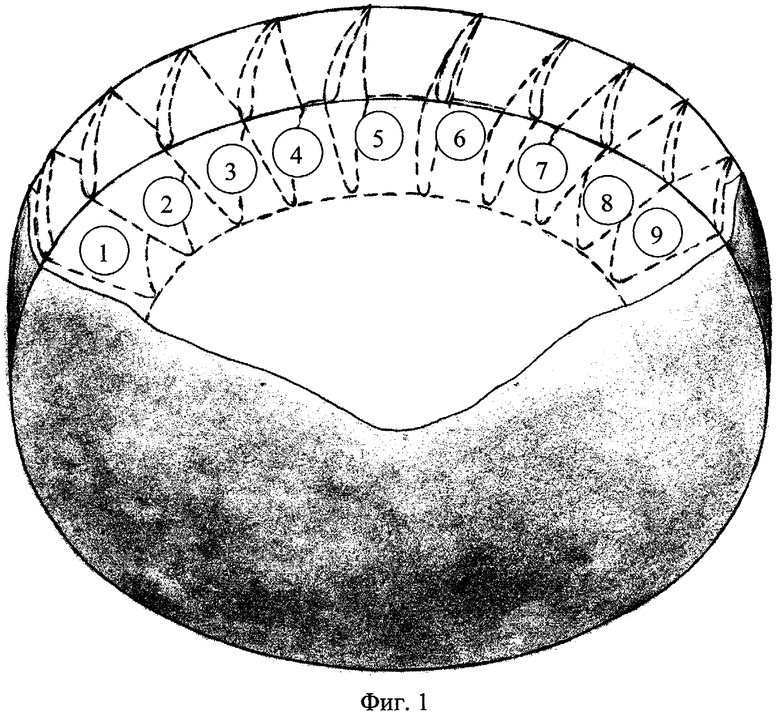
| Способ изготовления крыльчаток | 1990 |
|
SU1754347A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 0 |
|
SU389889A1 |
| Устройство для распределения припускаНА зАгОТОВКЕ лОпАТКи и зАлиВКи EE лЕгКО-плАВКиМ МАТЕРиАлОМ B бРиКЕТ | 1979 |
|
SU850340A1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ДВИЖУЩИХСЯ ОБЪЕКТОВ В ПОТОКЕ ГАЗА В ХОДЕ КРИОГЕННОЙ СЕПАРАЦИИ ГАЗА | 2013 |
|
RU2633766C2 |

