Изобретение относится к области оборудования, в частности к автоматизированным, переносным, малогабаритным, универсальным станкам, предназначенным для выполнения типовых операций: сверления, рассверливания, зенкования, шлифования, покраски и удаления материала фрезой, разрезания фигур различной сложности, размеров и форм таких поверхностей, как ткань любой плотности, древесина, металл, картон, бумага, пленка любой плотности, композиционный материал и т.п.
Известен инструментальный станок (патент RU №2016720, МПК B23K 7/10, опубл. 30.07.1994), содержащий рабочий механизм. Дополнительно содержит смонтированную на основании станину с продольными направляющими, расположенную на направляющих подвижную каретку с захватами обрабатываемой поверхности и с приводом перемещения каретки вдоль продольных направляющих станины, смонтированную на основании портальную стойку с поперечной балкой, установленную с возможностью перемещения вдоль поперечной балки каретку с вертикальной направляющей, и рабочий механизм с приводом перемещения по вертикали. Инструментальный станок дополнительно снабжен базовым упором обрабатываемой поверхности. Привод вертикального перемещения рабочего механизма выполнен в виде силового цилиндра, закрепленного на каретке поперечной балки, снабженного фиксатором с направляющими роликами и закрепленной на штоке цилиндра тягой с отверстие. Вертикальная направляющая выполнена в виде штанги, смонтированной с возможностью осевого перемещения в направляющих роликах фиксатора и отверстий тяги силового цилиндра по ходовой посадке и снабженной упорными элементами. Рабочий механизм выполнен в виде плазмотрона, жестко закрепленного на вертикальной направляющей, снабженного дистанционной втулкой и подпружиненного относительно тяги.
Недостатками инструментального станка являются:
- ограниченная функциональная возможность инструментального станка, связанная с тем, что ограничена в передвижении;
- ограниченные размеры обрабатываемой поверхности из-за системы захвата обрабатываемой поверхности.
Наиболее близким по технической сущности и достигаемому результату является инструментальный станок (патент US 2018/333816А, МПК B23Q 9/00, B23Q 17/24, G05B 19/409, опубл. 17.05.2018), содержащий корпус, предназначенный для установки на нем рабочего механизма, блока управления, приводного блока, устройства локализации и источника питания. Дополнительно инструментальный станок содержит устройство детектирования. Корпус представляет собой опорную пластину, выполненную с возможностью установки блока управления и приводного блока. Рабочий механизм установлен сбоку корпуса. Рабочий механизм включает в себя статорную часть; шпиндель, определяющий рабочую ось обработки поверхности; и модульную насадку, подходящую для соединения со шпинделем для того, чтобы поворачиваться вокруг рабочей оси обработки. Модульная насадка представляет собой буровое долото, сверло, режущее устройство. Блок управления включает в себя пульт управления, соединенный с рабочим механизмом и с ведущими колесами, и снабженный средствами памяти и интерфейса, такими как порт USB, посредством которого пользователь вводит и хранит в упомянутой памяти параметры удаления. Блок управления содержит в себе микрокомпьютер на базе компьютерной платформы Arduino или Raspberry, и может быть пригоден для оперативного соединения и обмена данными через кабель или другое средство с внешним электронным вычислителем, таким как, например, общий компьютер. Блок управления предназначен для управления независимо друг от друга приводными колесами вдоль оси обработки. Приводной блок включает в себя три приводных колеса, имеющих главные оси вращения, которые расположены на одинаковом угловом расстоянии друг от друга при приблизительно 120°. Каждое приводное колесо включает в себя основной корпус, элементы качения, электродвигатель. Основной корпус выполнен предпочтительно практически цилиндрический, имеющий ось удлинения, почти совпадающую с осью вращения и пригодную для вращения вокруг одной и той же оси. Элементы качения, свободно подвешенные на боковой поверхности основного корпуса так, что они входят между основным корпусом и обрабатываемой поверхностью. Электродвигатель - электрический, подходящий для управления вращением основного корпуса вокруг оси. Устройство локализации представляет собой кабель локализации. Кабель локализации может быть полимерным или металлическим кабелем. Устройство локализации содержит опорную часть и участок локализации. Опорная часть содержит основание, указательное устройство и соединительное устройство. Основание определяет, по меньшей мере, одну опорную поверхность, совместимую с обрабатываемой поверхностью. Указательное устройство содержит излучатель, подходящий для маркировки одной или нескольких точек на обрабатываемой поверхности. Излучатель представляет собой лазерное устройство или множество светодиодов, подходящих для фокусировки луча света в одной или более точках обрабатываемой поверхности. Соединительное устройство служит для обеспечения разъемного соединения между основанием и обрабатываемой поверхностью. Соединительное устройство - тиски известного типа, пригодные для открывания или закрывания с тем, чтобы устойчиво прикрепить устройство локализации к обрабатываемой поверхности. Участок локализации соединен или находится за одно целое с опорной частью. Участок локализации соединен с рабочим механизмом с помощью кабелем локализации и/или кабелем детектирования, который подходит для обеспечения расположения модульной насадки на обрабатываемой поверхности. Участок локализации представляет собой башню переменной высоты, пригодную для приема или освобождения кабеля локализации или детектирующего кабеля. Причем длина освобожденного кабеля равна расстоянию между рабочим механизмом и участком локализации. Детектирующее устройство расположено на верхней части инструментального станка. Детектирующее устройство пригодно для приема или освобождения, по меньшей мере, одного детектирующего кабеля. Детектирующий кабель может быть полимерным или металлическим кабелем. Устройство детектирования электрически соединено с блоком управления, так что оно обменивается информацией с ним.
Недостатками инструментального станка являются:
- ограниченная функциональная возможность инструментального станка, связанная с тем, что необходимо калибровать инструментальный станок перед выполнением каждой операции над обрабатываемой поверхностью, это связано с необходимостью определения границ обрабатываемой поверхности и с определением первоначальной опорной точки для установки инструментального станка;
- сложность в эксплуатации, связанная с многоступенчатым налаживанием инструментального станка. Многоступенчатое налаживание включает в себя обязательное кабельное крепление к первоначальной опорной точке обрабатываемой поверхности, приводящее к ограничению скорости перемещения инструментального станка, так как устройство локализации должно создавать и поддерживать натяжение кабеля, а ускорение инструментального станка не должно повалить устройство локализации или оборвать кабель;
- ограниченные функциональные возможности, связанные с ограниченными размерами обрабатываемой поверхности. Увеличение размера обрабатываемой поверхности требует усовершенствования устройства локализации и детектирования в инструментальном станке, в которых необходимо размещать кабель локализации и/или детектирования большей длины, а увеличение длины кабеля влечет за собой его провисание под действием сил гравитации и увеличивает парусность;
- низкая точность работы инструментального станка и ограниченное перемещение, сложно управлять траекторией обработки поверхности. Инструментальный станок механически прикреплен к обрабатываемой поверхности, а обрабатываемая поверхность чувствительна к механическому воздействию, такому как вибрация или случайное задевание устройств локализации и детектирования человеком, вследствие этого происходит сбой настроек, неточность работы инструментального станка и происходит порча обрабатываемой поверхности.
- неравномерно распределена нагрузка между колесами вследствие бокового расположения рабочего механизма, также боковое размещение рабочего механизма приводит к смещению модульной насадки от оси обработки поверхности и как следствие неточность обработки поверхности;
- отсутствует функции динамического контроля степени давления инструментального станка на обрабатываемую поверхность;
- не обеспечивается контроль параметров обработки, и определения местоположения инструментального станка в режиме реального времени, что приводит к отклонению обработки поверхности от заданной траектории и высокой вероятности порчи обрабатываемой поверхности.
Техническими задачами изобретения являются создание надежного автоматизированного подвижного станка для выполнения типовых операций по обработке поверхностей, обеспечивающего точность обработки поверхности по заранее запланированной траектории, и позволяющего контролировать параметры обработки и определять положение станка в режиме реального времени, а также увеличение скорости обработки поверхности, упрощение и усовершенствование конструкции инструментального станка, расширение функциональных возможностей инструментального станка.
Технические задачи решаются автоматизированным подвижным станком, содержащим установленные на опорной пластине рабочий механизм для обработки поверхности материала, приводной блок для перемещения станка по обрабатываемой поверхности, выполненный из трех моторов, связанных с тремя омниколесами, устройство локализации, выполненное с возможностью сканирования обрабатываемой поверхности и определения расстояния до препятствий, источник питания и блок управления, соединенный с приводным блоком, рабочим механизмом и устройством локализации.
Новым является то, что рабочий механизм выполнен в виде основания, блока резки с модульной насадкой, размещенной в цанговом патроне, и блока перемещения, включающего в себя неподвижную платформу, соединенную с нижней подвижной кареткой, и верхнюю подвижную каретку, связанную с нижней кареткой посредством пружины с возможностью прижима упомянутой модульной насадки к обрабатываемой поверхности с динамическим контролем степени давления посредством взаимодействия датчика Холла, установленного на нижней каретке, и магнита, установленного на верхней каретке, при этом упомянутые основание и неподвижная платформа соединены тремя направляющими валами, размещенными в линейных подшипниках, которые установлены на упомянутых каретках, а цанговый патрон модульной насадки закреплен на нижней подвижной каретке, причем на нижней подвижной каретки установлены первый шаговый двигатель для перемещения блока перемещения вдоль оси перемещения и второй шаговый двигатель для вращения модульной насадки вокруг оси перемещения, основание рабочего механизма закреплено в центре опорной пластины с обеспечением равномерного распределения нагрузки между омниколесами, а устройство локализации выполнено в виде лидара.
Также новым является то, что автоматизированный подвижный станок снабжен по меньшей мере одним осевым инерциальным измерительным модулем, размещенным на рабочем механизме и включающим акселерометр, гироскоп и магнитометр.
Также новым является то, что автоматизированный подвижный станок снабжен динамиком, встроенным в блок управления и имеющим возможность сообщения информации о работе станка.
Также новым является то, что автоматизированный подвижный станок снабжен по меньшей мере одним светодиодом, имеющим возможность сигнализировать о состоянии станка.
Также новым является то, что автоматизированный подвижный станок снабжен по меньшей мере тремя дальномерами, имеющими возможность фиксации обрабатываемой поверхности под омниколесами.
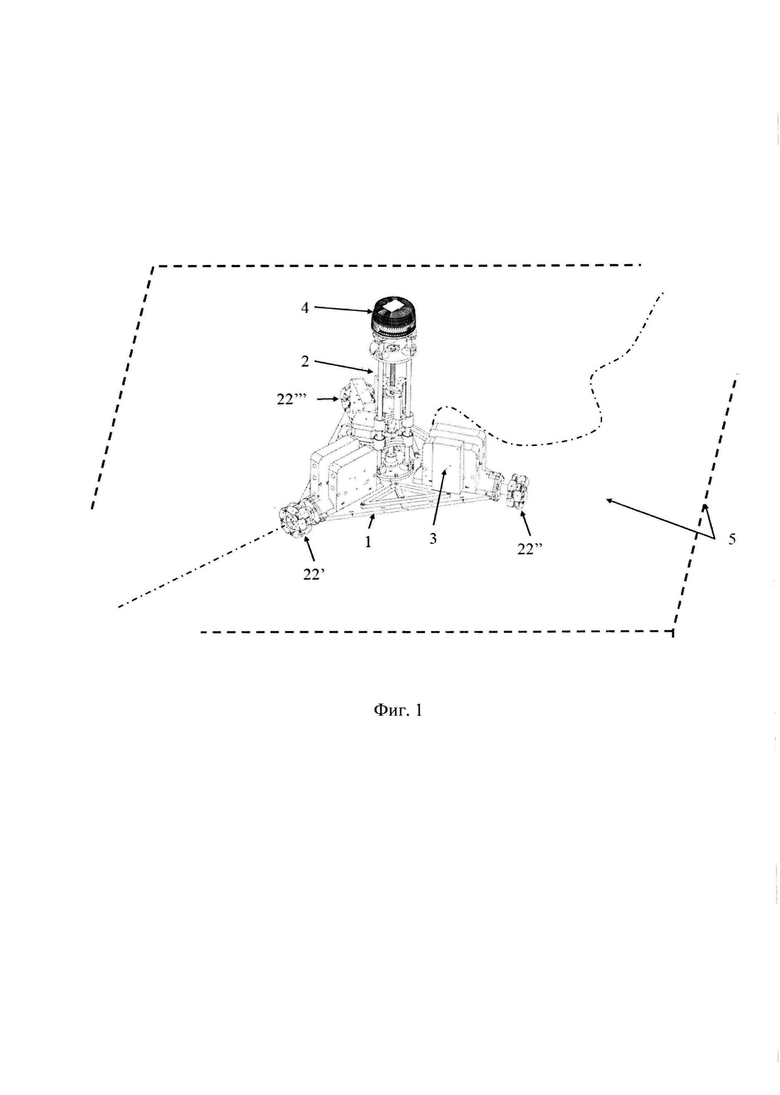
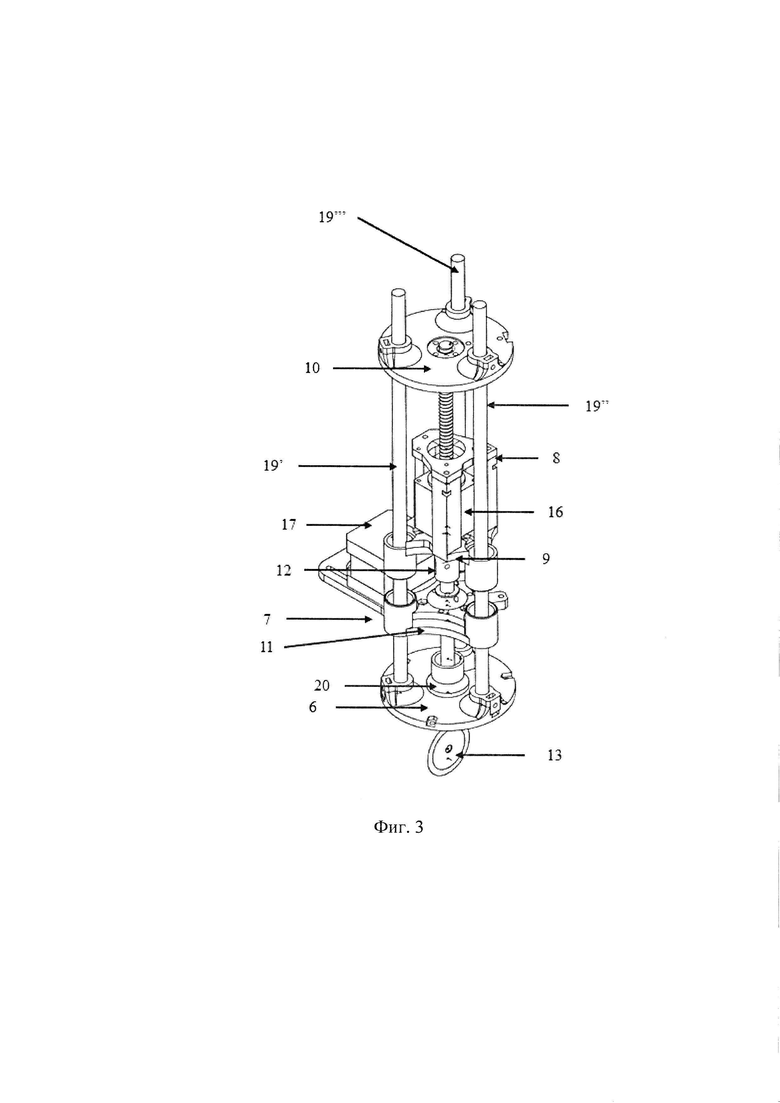
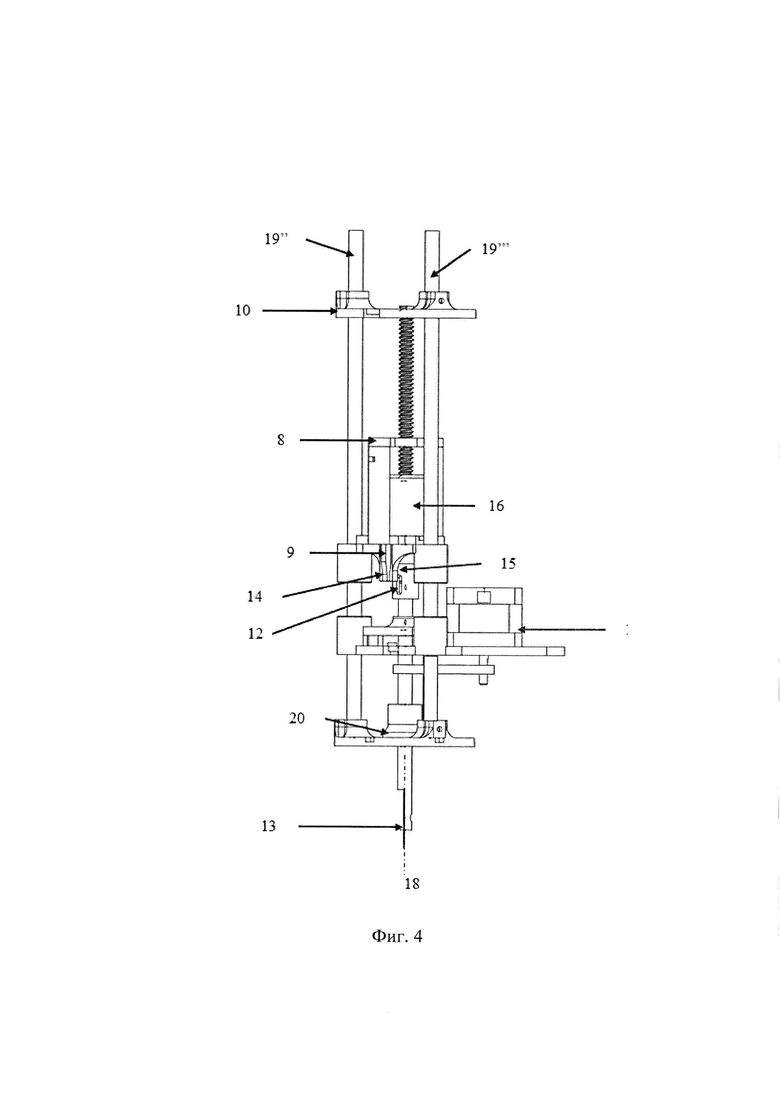
На фиг. 1 показан в изометрической проекции автоматизированный подвижный станок на обрабатываемой поверхности. На фиг. 2 изображен профиль автоматизированного подвижного станка. На фиг. 3 изображен в изометрической проекции рабочий механизм автоматизированного подвижного станка. На фиг. 4 изображен профиль рабочего механизма автоматизированного подвижного станка.
Автоматизированный подвижный станок содержит установленные на опорной пластине 1 (фиг. 1, 2) рабочий механизм 2 (фиг. 1-4) для обработки поверхности материала, блок управления 3 (фиг. 1, 3, 4), приводной блок (на фиг. 1-4 не показан) для перемещения станка по обрабатываемой поверхности, устройство локализации 4 (на фиг. 1) и источник питания (на фиг. 1-4 не показан).
Рабочий механизм 2 выполняет любую обработку поверхности 5 (фиг. 1, 2): разрезание фигур различной сложности, размеров и форм, высверливание отверстий, шлифование, покраска и удаление материала фрезой.
Обрабатываемой поверхностью 5 может быть ткань, древесина, металл, картон, бумага, композиционный материал и любая другая поверхность.
Рабочий механизм 2 выполнен в виде основания 6, блока резки 7 (фиг. 4) и блока перемещения 8 (фиг. 3, 4).
Основание 6 рабочего механизма закреплено в центре опорной пластины 1 станка.
Рабочий механизм 2 соединен с опорной пластиной 1 путем прикрепления основания 6 рабочего механизма винтами к опорной пластине 1. Используются любые подходящие винты, например, винты М3×15.
При этом блок перемещения 8 включает в себя верхнюю подвижную каретку 9 (фиг. 2, 3, 4) и неподвижную платформу 10 (фиг. 3, 4).
При этом на неподвижную платформу 10 установлена нижняя подвижная каретка 11 (фиг. 3), связанная с верхней кареткой 9 (фиг. 2, 3, 4) посредством пружины 12 (фиг. 2, 3, 4) для прижима модульной насадки 13 (фиг. 2, 3, 4) блока резки 7. Это позволяет станку обладать функцией динамического контроля степени давления рабочего механизма 2 на обрабатываемую поверхность 5.
Степень давления определяется путем анализа расстояния между двумя каретками 9 и 11 при помощи датчика холла 14 (фиг. 4) на нижней каретке 11 и магнита 15 (фиг. 4) на верхней каретке 9. Таким образом, происходит контроль в режиме реального времени силы давления рабочего механизма 2 на обрабатываемую поверхность 5, и в случае обработки неровной поверхности 5 станок компенсирует перепады высот и давления прямо в процессе обработки поверхности 5.
На нижнюю подвижную каретку 11 установлены два шаговых двигателя 16 (фиг. 2, 3, 4) и 17 (фиг. 2, 3, 4).
Первый шаговый двигатель 16 установлен при помощи ходового винта (на фиг. 1-4 не показан) в статично закрепленной на неподвижной платформе 10 ходовой гайки (на фиг. 1-4 не показан). Первый шаговый двигатель 16 управляет перемещением блока перемещения 8 вдоль оси перемещения 18 (фиг. 2) рабочего механизма 2.
Второй шаговый двигатель 17 отвечает за вращение модульной насадки 13 на рабочем механизме 2 вокруг оси перемещения 18. За счет установки приводного ремня (на фиг. 1-4 не показан) во втором шаговом двигателе 17, происходит передача момента вращения с установленного на оси 18 приводного шкива (на фиг. 1-4 не показан) на ось перемещения 18 рабочего механизма 2.
В качестве шаговых двигателей 16 и 17 используют любой известный, например, SY42STH33-1334 В типоразмера NEMA 17, выпускаемый Son-yang Machinery&Electronics, или 17HS4401S.
Для перемещения рабочего механизма 2 вдоль оси перемещения 18 станок снабжен тремя направляющими валами 19 (на фиг. 2, 3, 4).
Для плавной работы рабочего механизма 2 в каретки 9 и 11 установлены линейные подшипники (на фиг. 1-4 не показаны). Используют любые известные, например, LM8UU в количестве шесть штук, по три штуки на каждую из подвижных кареток в соответствии с количеством направляющих.
Модульная насадка 13 закреплена в блоке резки 7 с помощью вала крепления (цангового патрона) 20 (на фиг. 2, 3, 4), установленного на нижнюю подвижную каретку 11.
Модульная насадка 13 может быть, как фреза, нож, сверло, диск, сопло. Выбор модульной насадки 13 зависит от обрабатываемой поверхности 5.
Блок управления 3 (на фиг. 1, 2) станка включает одноплатный микрокомпьютер и микроконтроллер, которые общаются между собой посредством проводов. Предпочтительнее использование одноплатных микрокомпьютеров таких как Raspberry Pi, odroid, odyssey-x86 вместе с микроконтроллерами такими как Arduino или stm32.
Блок управления 3 присоединен с приводным блоком, рабочим механизмом 2 и с устройством локализации 4 любой известной электрически-проводимой средой, например, USB или другим проводным кабелем, для обмена информацией.
В памяти блока управления 3 станка содержатся данные, которые связаны с любым типом движения (линейным, угловым, арочным, эллиптическим, ускорение, торможение, вращение и т.д.).
Блок управления 3 поддерживает связь с ЭВМ при помощи любого известного беспроводного способа передачи информации, например, WiFi, Bluetooth, IrDA, передача по радиочастотному каналу и др., или проводного.
После получения данных о необходимых манипуляциях над обрабатываемой поверхностью 5 станок не нуждается в постоянном соединении с удаленной ЭВМ, что позволяет станку в штатном режиме закончить работу при потере соединения с удаленной ЭВМ, и отключения электропитания производства в целом.
Блок управления 3 выполнен с возможностью использовать ранее построенную маршрутную карту обработки поверхности 5. В связи с этим пропадает необходимость постоянной калибровки станка после смены обрабатываемой поверхности 5, например, с металла на картон.
Приводной блок выполнен по меньшей мере из трех моторов 21', 21'', 21'' (на фиг. 2) и трех омниколес 22', 22'', 22''' (на фиг. 1, 2). Приводной блок отвечает за перемещение станка по обрабатываемой поверхности 5. Приводной блок соединен с блоком управления 3 и прикреплен к опорной пластине 1 посредством любой электропроводной средой (проводами), питание на шаговые двигатели 16 и 17 подается тоже проводами.
Омниколеса 22', 22'', 22''' представляют собой конструкцию в виде диска, на котором смонтировано несколько роликов на протяжении всей окружности колеса, ось вращения которых совпадает с направлением колеса. Таким образом колеса 22', 22'', 22''' обеспечивают перемещение станка в любых направлениях.
Омниколеса 22', 22'', 22''' установлены на оси вращения моторов 21', 21'', 21''' и расположены под одинаковым углом относительно общего центра, 120 градусов.
Нагрузка между омниколесами 22', 22'', 22''' распределена равномерно вследствие того, что рабочий механизм 2 установлен в центре станка. Таким образом, при оказании давления станка на обрабатываемую поверхность 5 корпус станка поднимается симметрично, таким образом, сила сцепления с обрабатываемой поверхностью 5 у всех колес 22', 22'', 22''' равна, что обеспечивает повышенную точность перемещения. Также, установка в центре обеспечивает возможность вращения станка вокруг оси 18 без смещения модульной насадки 13 рабочего механизма 2 относительно обрабатываемого материала 5.
В качестве моторов 21', 21'', 21''' используются асинхронные двигатели постоянного тока с сенсорной системой любые известные, например, МРБ42, выпускаемые компанией "Электропривод". Благодаря системе управления основанной на трех независимых обмотках и трех разнесенных на 120 градусов датчиках холла обеспечивается точное управление скоростью вращения в широком диапазоне управление скоростью вращения моторами 21', 21'', 21''', а, следовательно, увеличивается точность и скорость обработки поверхности 5 станком. Также, из-за особенности конструкции, асинхронные двигатели постоянного тока обладают повышенной износостойкостью в сравнении шаговыми и синхронными двигателями постоянного тока, которые используются в аналогах, что приводит к более надежной работе станка.
В качестве устройства локализации 4 (на фиг. 2-4 показан схематично) установлен лидар, что позволяет станку работать автономно. Устройство локализации 4 установлено предпочтительно в верхней части станка с возможностью установки в любом месте по необходимости с помощью четырех винтов М3×5.
Применяют любой известный лидар, например, Rplidar A3, выпускаемый SLAMTEC.
С помощью устройства локализации 4 станок сканирует обрабатываемую поверхность 5 и определяет расстояния до препятствий вокруг себя по плоскости XY, что увеличивает точность и качество выполнения работ станком.
На станке установлена автономная система питания (на фиг. 1-4 не показана), в роли которой могут выступать любые аккумуляторы. С помощью такой системы питания станок работает без внешнего питания от сети несколько часов.
Станок подъезжает на установленную рядом с обрабатываемой поверхностью 5 зарядную станцию (на фиг. 1-4 не показана), которую может найти как в автоматическом режиме, так и по данным, заданными пользователем вручную.
Станок снабжен по меньшей мере одним девяти осевым инерциальным измерительным модулем 23 - IMU (на фиг. 1-4), размещенным на рабочем механизме и включающим акселерометр, гироскоп и магнитометр. Осевой инерциальный измерительный модуль закреплен винтом М3×5 и гайкой. Снимает показания линейных ускорений станка в трех осях, угловых скоростей в трех осях и направление магнитных линий в трех осях.
Станок содержит динамик (на фиг. 1-4 не показан), встроенный в блок управления 3. Динамик воспроизводит любые звуковые колебания, входящие в его возможности. Применяется для сообщения пользователю любой необходимой информации о работе и об ошибках станка.
Станок содержит по меньшей мере один светодиод 24 (на фиг. 2). В качестве светодиода применен rgb светодиод. Светодиод сигнализирует пользователю о состоянии станка с помощью цветовой индикации.
Станок содержит по меньшей мере три дальномера (на фиг. 1-4 не показан) для возможности фиксации обрабатываемой поверхности под омниколесами. Предпочтительно использование количества дальномеров кратное 3 т.е. 3, 6, 9 и т.д. Дальномеры препятствуют опрокидыванию (съезда) роботизированного инструментального станка с обрабатываемой поверхности 5. В качестве дальномеров применяют любые известные, например, инфракрасные.
Станок работает следующим образом.
Пользователь прописывает конкретную манипуляцию станку над обрабатываемой поверхностью 5. Например, вырезание над обрабатываемой поверхностью 5 - пленки для натяжных потолков.
Задаются ключевые точки. За ключевые точки принимаются - препятствия, установленные на карте обрабатываемой поверхности 5 (реперные точки). Пользователь расставляет препятствия по периметру обрабатываемой поверхности 5 хаотичным несимметричным способом
Затем устанавливает станок на обрабатываемую поверхность 5.
Станок сканирует обрабатываемую поверхность 5. Станок определяет свое местоположение на карте обрабатываемой поверхности 5 по совокупности данных, получаемых с датчиков: устройства локализации 4, одометрические данные движения омниколес 22', 22'', 22''', девяти осевого инерциального измерительного модуля 23. Использование комбинации различных датчиков позволяет компенсировать накапливающуюся со временем во время работы роботизированного инструментального станка ошибку вычисления местоположения с сохранением высокой скорости обновления позиции, тем самым повышается точность работы станка.
Далее станок с помощью блока управления 3, который с помощью программного обеспечения анализирует полученную информацию, производит построение маршрутной карты обработки поверхности 5.
Далее блок управления 3 рассчитывает параметры работы станка, такие, как направление и скорость движения, величину давления рабочего механизма 2 на обрабатываемую поверхность 5.
Указанные параметры с ЭВМ поступают в блок управления 3 посредством беспроводного метода передачи информации.
Далее станок выполняет непосредственно операцию.
Станок решает поставленные технические задачи - создание надежного автоматизированного станка для выполнения типовых операций по обработке поверхностей, обеспечивающего точность обработки поверхности по заранее запланированной траектории, и позволяющего контролировать параметры обработки и определять положение станка в режиме реального времени, а также увеличение скорости обработки поверхности, упрощение и усовершенствование конструкции станка, расширение функциональных возможностей станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБОАГРЕГАТА | 2000 |
|
RU2187187C2 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА НАПРАВЛЯЮЩИХ СТАНИНЫ | 1991 |
|
RU2026774C1 |
| Модульная система 3D-печати слоистыми композиционными металлами для станков с ЧПУ с функцией быстросменности и бесподналадочности наплавляемого материала | 2023 |
|
RU2807114C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2109625C1 |
| УЧЕБНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2023 |
|
RU2816474C1 |
| ГИБОЧНЫЙ СТАНОК ДЛЯ ЛИСТОВОГО МЕТАЛЛА С ИНСТРУМЕНТАЛЬНЫМ МАГАЗИНОМ | 2019 |
|
RU2767100C1 |
| Станок для изготовления по модели объемных изделий сложной формы | 1980 |
|
SU918116A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |

Изобретение относится к области автоматизированного подвижного станочного оборудования для обработки таких поверхностей, как ткань любой плотности, древесина, металл, картон, бумага, пленка любой плотности, композиционный материал. Станок содержит установленные на опорной пластине рабочий механизм для обработки поверхности материала, приводной блок для перемещения станка по обрабатываемой поверхности, выполненный из трех моторов, связанных с тремя омниколесами, устройство локализации, выполненное с возможностью сканирования обрабатываемой поверхности и определения расстояния до препятствий, источник питания и блок управления, соединенный с приводным блоком, рабочим механизмом и устройством локализации. При этом рабочий механизм выполнен в виде основания, блока резки с модульной насадкой, размещенной в цанговом патроне, и блока перемещения, который включает в себя неподвижную платформу, соединенную с нижней подвижной кареткой, и верхнюю подвижную каретку, связанную с нижней кареткой посредством пружины с возможностью прижима упомянутой модульной насадки к обрабатываемой поверхности с динамическим контролем степени давления. Использование изобретения позволяет повысить точность обработки поверхности и увеличить скорость обработки. 4 з.п. ф-лы, 4 ил.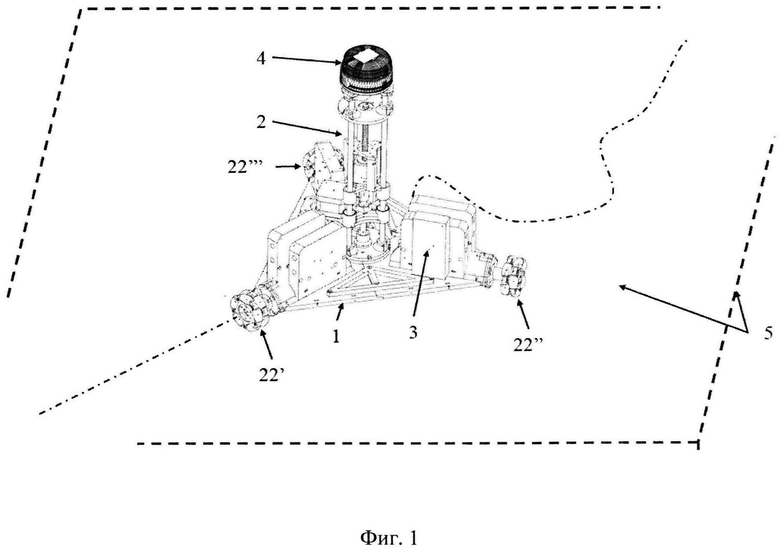
1. Автоматизированный подвижный станок, содержащий установленные на опорной пластине рабочий механизм для обработки поверхности материала, приводной блок для перемещения станка по обрабатываемой поверхности, выполненный из трех моторов, связанных с тремя омниколесами, устройство локализации, выполненное с возможностью сканирования обрабатываемой поверхности и определения расстояния до препятствий, источник питания и блок управления, соединенный с приводным блоком, рабочим механизмом и устройством локализации, отличающийся тем, что упомянутый рабочий механизм выполнен в виде основания, блока резки с модульной насадкой, размещенной в цанговом патроне, и блока перемещения, который включает в себя неподвижную платформу, соединенную с нижней подвижной кареткой, и верхнюю подвижную каретку, связанную с нижней кареткой посредством пружины с возможностью прижима упомянутой модульной насадки к обрабатываемой поверхности с динамическим контролем степени давления посредством взаимодействия датчика Холла, установленного на нижней каретке, и магнита, установленного на верхней каретке, при этом упомянутые основание и неподвижная платформа соединены тремя направляющими валами, размещенными в линейных подшипниках, которые установлены на упомянутых каретках, а цанговый патрон модульной насадки закреплен на нижней подвижной каретке, причем на нижней подвижной каретке установлены первый шаговый двигатель для перемещения блока перемещения вдоль оси перемещения и второй шаговый двигатель для вращения модульной насадки вокруг оси перемещения, основание рабочего механизма закреплено в центре опорной пластины с обеспечением равномерного распределения нагрузки между омниколесами, а устройство локализации выполнено в виде лидара.
2. Станок по п. 1, отличающийся тем, что он снабжен по меньшей мере одним осевым инерциальным измерительным модулем, размещенным на рабочем механизме и включающим в себя акселерометр, гироскоп и магнитометр.
3. Станок по п. 1, отличающийся тем, что он снабжен встроенным в блок управления динамиком, имеющим возможность сообщения информации о работе станка.
4. Станок по п. 1, отличающийся тем, что он снабжен по меньшей мере одним светодиодом, имеющим возможность сигнализировать о состоянии станка.
5. Станок по п. 1, отличающийся тем, что он снабжен по меньшей мере тремя дальномерами для возможности фиксации обрабатываемой поверхности под омниколесами.
| US 2018333816 А1, 22.11.2018 | |||
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ ТРУБ | 2004 |
|
RU2278769C2 |
| ГОЛОНОМНЫЙ СВАРОЧНЫЙ ТРАКТОР | 2018 |
|
RU2698015C1 |
| Способ соединения сваркой стержня с пластиной в тавр | 1983 |
|
SU1174212A1 |
| US 2003120377 A1, 26.06.2003 | |||
| JPS 58120467 A, 18.07.1983. | |||

