ОБЛАСТЬ ТЕХНИКИ
Примеры настоящего изобретения относятся к керамическим изделиям и способам изготовления керамических изделий. Некоторые примеры настоящего изобретения относятся к способу производства керамического изделия, полученного из керамической структуры, созданной по технологии 3D печати. Некоторые конкретные примеры относятся к способу изготовления литейного фильтра для фильтрации металла, включающего керамический фильтр и керамический литейный фильтр для фильтрации металла, изготовленный по такому способу.
УРОВЕНЬ ТЕХНИКИ
3D печать, также известная как технология послойного синтеза, известна как технология для производства изделий. Технологии 3D печати охватывают различные методы и процессы, используя различные печатные материалы, для получения трехмерного изделия. Как правило, при 3D печати под управлением компьютера формируются последовательные слои материала, например, на основе виртуальной 3D-модели или модели CAD, что позволяет создавать объекты практически любой формы или геометрии.
Как правило, для того, чтобы сформировать керамическое изделие с помощью 3D печати, первоначальная керамическая структура/модель объемно печатается на 3D керамическом принтере. Керамическая структура, созданная по технологии 3D печати затем должна быть обожжена, для того чтобы спекать, например, плавить/превращать в стекло/отверждать керамическую структуру, созданную по технологии 3D печати, в результате чего образуется конечное керамическое изделие. Однако, обычные керамические структуры, созданные по технологии 3D печати, могут требовать высоких температур обжига (например, порядка 1700°C) для того, чтобы образовать конечное керамическое изделие. Из-за высоких температур обжига керамическая структура, созданная по технологии 3D печати, сжимается во время процесса, и могут произойти несимметричные деформации или даже разлом. Соответственно, конечное керамическое изделие, т. е. полученное из обожженной структуры, созданной по технологии 3D печати, может иметь плохую чистовую форму и плохое соответствие исходной форме/размерам структуре, созданной по технологии 3D печати до обжига.
Кроме того, такие высокие температуры обжига могут увеличить производственные затраты из-за требуемого высококачественного оборудования (т. е. высокотемпературных печей), а также требуемого потребления энергии. Кроме того, высокие температуры обжига могут увеличить время производства продукции из-за времени, требуемого для достижения требуемой высокой температуры, а также времени необходимого для охлаждения после этого.
Перечисление или обсуждение любого ранее опубликованного документа или любого первоисточника в этой спецификации не должны обязательно быть приняты в качестве признания, что этот документ или первоисточник является частью современного или общего знания. Один или более аспектов/примеров настоящего изобретения может решить или может не решить одну или несколько из существующих проблем.
КРАТКАЯ СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии, по крайней мере, с некоторыми примерами изобретения приводится способ изготовления керамического изделия, полученного из керамической структуры, созданной по технологии 3D печати, причем способ включает карбонизацию керамической структуры, созданной по технологии 3D печати.
В соответствии, по крайней мере, с некоторыми примерами изобретения представлен способ формирования 3D керамической структуры, включающий создание керамической структуры, созданной по технологии 3D печати, содержащей прекурсор углерода.
Способ может использоваться для производства керамического фильтра, такого как керамический литейный фильтр для фильтрации металла, фильтра, произведенного из структуры керамического фильтра, напечатанного на 3D керамическом принтере.
В соответствии, по крайней мере, с некоторыми примерами изобретения здесь приведены: устройство, керамическое изделие и/или керамический литейный фильтр, изготовленный по любому из вышеперечисленных способов.
В соответствии с некоторыми примерами изобретения приводятся примеры, как заявлено в прилагаемой формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания различных примеров настоящего изобретения, которые полезны для понимания, подробного описания и некоторых вариантов осуществления настоящего изобретения, здесь будет дана ссылка только в качестве примера на сопроводительные чертежи, в которых:
На фиг. 1 схематично представлен способ;
На фиг. 2 схематично представлен обзор процесса изготовления керамического изделия; и
На фиг. 3 схематично представлен обзор другого процесса изготовления керамического изделия.
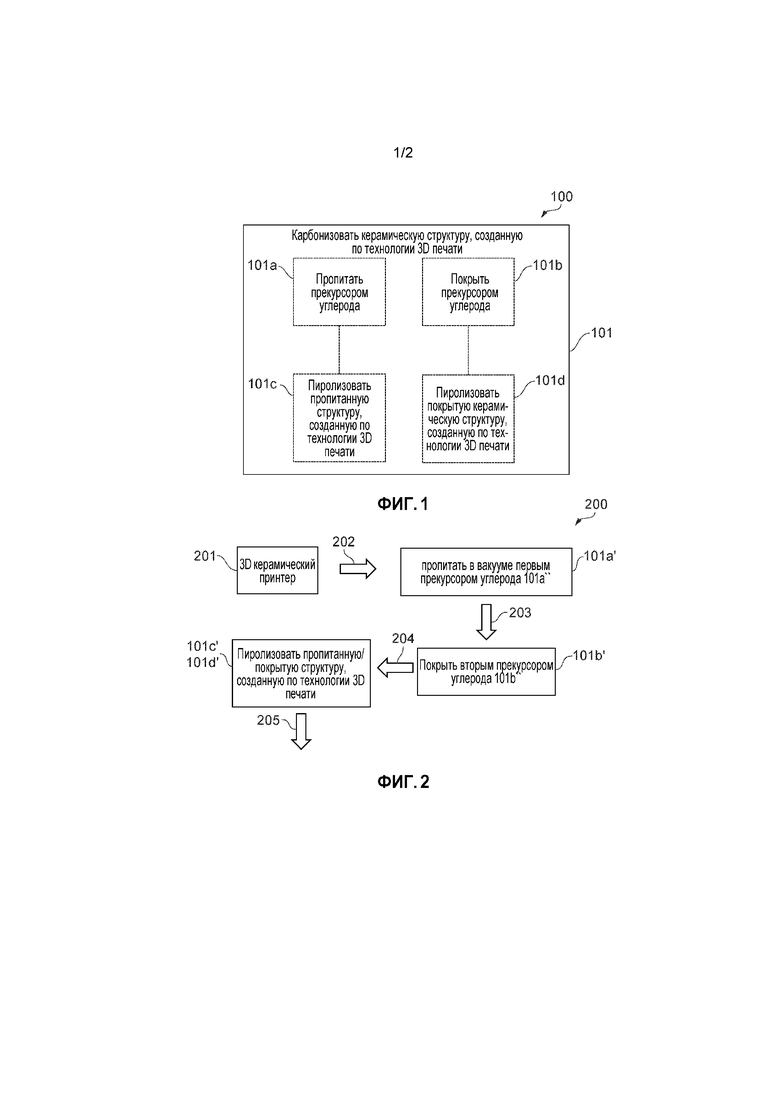
Фигуры схематически иллюстрируют способ 100 изготовления керамического изделия 205, полученного из керамической структуры, созданной по технологии 3D печати 202. Способ включает карбонизацию 101 керамической структуры, созданной по технологии 3D печати 202.
Термин «карбонизация», т. е. карбонизация керамической структуры, созданной по технологии 3D печати, может использоваться для обозначения введения и формирования сети углеродных соединений в керамической структуре, созданной по технологии 3D печати. Такой способ карбонизации может включать пропитку или покрытие керамической структуры, созданной по технологии 3D печати прекурсорами углерода (т. е. органическим материалом/углеродосодержащим соединением) и пиролиза печатной керамической структуры (т. е. обжига керамической структуры, созданной по технологии 3D печати в отсутствие воздуха/кислорода, так что органический материал внутри/вокруг керамической структуры, созданной по технологии 3D печати карбонизируется, тем самым образуя сеть углеродных связей внутри /вокруг конечного керамического изделия).
Способ карбонизации керамической структуры, созданной по технологии 3D печати, относится к введению и формированию сети углеродных связей в керамической структуре, созданной по технологии 3D печати, с тем, чтобы обеспечить связывание углеродной сети в керамической структуре, созданной по технологии 3D печати, которая связывает и сохраняет керамические частицы/материал керамического изделия. Такая карбонизация может быть произведена пропиткой и/или покрытием керамической структуры, созданной по технологии 3D печати, материалом прекурсора углерода и затем пиролизом пропитанного/покрытого изделия, таким образом, образуя связывание углеродной сети внутри/снаружи керамической структуры, созданной по технологии 3D печати. Альтернативно, или дополнительно, на такую карбонизацию может влиять предварительная обработка/модификация керамической печатной среды, которую 3D принтер использует для того чтобы сформировать/напечатать трехмерную керамическую структуру, а именно добавление прекурсора углерода к керамической печатной среде. Например, прекурсор углерода может быть смешан с керамической печатной средой до печати, так что структура, созданная по технологии 3D печати, уже пропитана материалом прекурсора углерода.
Некоторые примеры могут обеспечить преимущество в том, что требуются более низкие температуры обжига. Например, в некоторых конкретных примерах, структура, созданная по технологии 3D печати, может подвергаться пиролизу при 900°C, но полученная керамическая структура после пиролиза может выдерживать нагревание до температуры 2700°С. Возможность использования более низких температур с успехом может уменьшить величину усадки керамической структуры, созданной по технологии 3D печати, обеспечивая, тем самым, уменьшение величины деформации/образования трещин и приводя к улучшению чистовой формы с более высоким соответствием получаемых керамических изделий по сравнению с первоначальной керамической структурой, созданной по технологии 3D печати. Кроме того, уменьшенные требования к температуре и получающаяся в результате уменьшенная величина усадки керамической структуры также уменьшают риск образования трещин на конечном керамическом изделии. Сниженные требования к температуре могут также снизить стоимость и сроки изготовления керамических изделий, поскольку отпадает потребность в высокотемпературных печах и может быть уменьшено время нагрева/охлаждения. Кроме того, карбонизация керамической структуры, созданной по технологии 3D печати, для введения сети углеродных связей может увеличить, таким образом, прочность структуры и целостность, а также жесткость конечного керамического изделия. Некоторые примеры могут быть в частности выгодны при изготовлении керамических фильтров, таких как керамические литейные фильтры для фильтрации расплавленного металла, где необходимы керамические изделия с высокими огнеупорными свойствами, такими, как высокая прочность структуры/целостность.
Фигура 1 схематически иллюстрируют способ 100 производства конечного керамического изделия, которое получено из исходной керамической структуры, созданной по технологии 3D печати/модели.
Способ может быть использован для предварительной обработки и/или пост-обработки керамической структуры, созданной по технологии 3D печати. Например, способ может быть использован для обработки исходной керамической структуры/модели после того, как она была напечатана на 3D керамическом принтере и до того, как исходная керамическая структура/модель была обожжена. Альтернативно, или в дополнение, способ может быть использован для предварительной обработки керамической печатной среды до того как она была напечатана 3D керамическим принтером для того, чтобы сформировать керамическую структуру, созданную по технологии 3D печати/модель.
Любой процесс производства 3D печати/послойного синтеза, подходящий для формирования/синтеза модели керамической структуры/прекурсора, может быть использован, в частности, например, для литографической керамической 3D печати или 3D печати на основе экструзионного осаждения, порошкового слоя, керамической струйной печати или моделирования осаждением из расплава.
Блок 101 схематично представляет процесс карбонизации керамической структуры, созданной по технологии 3D печати. Такой процесс карбонизации связан с внедрением сети углеродных связей в керамическую структуру, созданную по технологии 3D печати. Как схематически представлено в блоках 101а и 101с, такой процесс карбонизации может соответствовать пропитке 101а керамической структуры, созданной по технологии 3D печати, прекурсором углерода, а затем пиролизу 101с пропитанной керамической структуры, созданной по технологии 3D печати, т. е. обжигу, пропитанной керамической структуры, созданной по технологии 3D печати, в отсутствии кислорода. Следует признать, что керамическая структура, созданная по технологии 3D печати, может быть пропитана прекурсором углерода любым другим соответствующим способом пропитки, в особенности, например, замачиванием, распылением или погружением в ванну структуры, созданной по технологии 3D печати, с прекурсором углерода, так что прекурсор углерода впитывается в различные поры, внутренние проходы внутри структуры, созданной по технологии 3D печати.
Альтернативно, или в дополнение, пропитка может быть достигнута через процесс предварительной обработки, а именно путем добавления/примешивания углеродного прекурсора к керамической печатной среде, так что керамическая печатная среда (керамические «чернила» для керамического принтера) содержит углеродный прекурсор, так что керамическая структура, созданная по технологии 3D печати, образованная/напечатанная из такой модифицированной керамической печатной среды уже пропитана углеродным прекурсором. Таким образом, процесс карбонизации может включать:
обеспечение керамической печатной среды в 3D керамическом принтере, где керамическая печатаная среда включает в себя прекурсор углерода;
формирование структуры, созданной по технологии 3D печати, с помощью печати 3D керамической структуры, с использованием 3D керамического принтера и керамической печатной среды, содержащей прекурсор углерода;
и пиролиз пористой керамической структуры, созданной по технологии 3D печати.
Альтернативно или в дополнение к процессу пропитки процесс карбонизации может содержать покрытие 101b керамической структуры, созданной по технологии 3D печати, прекурсором углерода, а затем пиролиз 101 d покрытой керамической структуры, созданной по технологии 3D печати, т.е. обжиг, покрытой керамической структуры, созданной по технологии 3D печати, в отсутствии кислорода. Следует признать, что керамическая структура, созданная по технологии 3D печати, может быть пропитана прекурсором углерода любым другим соответствующим способом пропитки, в особенности, например, погружением, распылением или окрашиванием структуры, созданной по технологии 3D печати, прекурсором углерода, таким образом, чтобы углеродный прекурсор был покрыт снаружи и снабжен внешним пограничным слоем.
В настоящем документе термин «прекурсор» может использоваться для обозначения вещества, из которого образуется другое вещество, например, прекурсор углерода, с помощью которого после карбонизации образуется сеть углеродных связей. Прекурсор углерода может, например, содержать жидкую смолу, порошковый углерод, керамическое связующее, керамический материал, антиокислитель и реологическую добавку. В одних примерах прекурсор углерода состоит из фенольной жидкой смолы, в других примерах прекурсор углерода может содержать суспензию углерода.
Использование антиокислителя в материале прекурсора углерода может быть, в частности, выгодно для использования конечного керамического изделия, которое должно иметь огнеупорные свойства, т. е. где необходимо, чтобы керамическое изделие обладало высокой термостойкостью, а также, высокой степенью прочности структуры и целостности, что может требоваться для керамических литейных фильтров для фильтрации жидкого металла. Углерод в сети углеродных связей в конечном керамическом изделии (сформированном через карбонизацию напечатанной керамической структуры, созданной по технологии 3D печати) может окислиться при температурах свыше 600°C в присутствующем воздухе. Таким образом, использование антиоксидантов в материале прекурсора углерода может уменьшить такое окисление и позволить использовать температуры конечного керамического изделия свыше 600°C в окружающем воздухе. Карбонизация керамической структуры, созданной по технологии 3D печати, также выгодна в применениях в качестве фильтра литейного метала, в виду того, что углерод не смачивается при нанесении жидкого/расплавленного металлов.
Способ, приведенный на фиг. 1, представляет собой один из возможных сценариев. Не все блоки необходимы. Например, могут быть выполнены один или другой из процессов: а) пропитка 101a и пиролиз 101c, или b) покрытие 101b и пиролиз 101d.
Кроме того, блоки 101a-101d могут быть представлены в другом порядке. Например, керамическая структура, созданная по технологии 3D печати, может быть пропитана 101a, после этого подвернуться пиролизу 101b и после этого покрыта 101b с дальнейшим процессом пиролиза 101d. Альтернативно, керамическая структура, созданная по технологии 3D печати, может быть пропитана 101а и затем покрыта 101b, после чего осуществляется единый процесс пиролиза. Таким образом, следует иметь в виду, что в некоторых примерах один или несколько блоков могут выполняться в ином порядке или перекрываться во времени, последовательно или параллельно. Точно так же, как указано, один или несколько блоков могут быть опущены или добавлены или изменены каким-либо образом.
На фигуре 2 схематически показана блок-схема общего процесса 200 с использованием способа настоящего изобретения.
3D-керамический принтер 201 печатает исходную 3D-керамическую структуру/модель, которая, по сути, преобразует керамику/прекурсор в конечное керамическое изделие 205 после того, как она подвергается процессу согласно фигуре 1 и процессу согласно фигуре 2.
Вместо того, чтобы непосредственно обжигать керамическую структуру, созданную по технологии 3D печати 202 (как это обычно делается для обычного изготовления керамического изделия из керамической структуры, созданной по технологии 3D печати) до любого обжига керамической структуры, созданной по технологии 3D печати, она проходит процесс карбонизации 101, как показано на фигуре 1. На примере фигуры 2 процесс карбонизации включает в себя процесс пропитки 101a, в частности процесс вакуумной пропитки 101a', с помощью которого керамическая структура, созданная по технологии 3D печати, пропитывается первым углеродным прекурсором 101aʺ.
Первый прекурсор углерода может содержать одно или несколько из следующих: жидкую смолу, порошковый углерод, керамическое связующее, керамический материал, антиокислитель и реологическую добавку.
Пропитанная керамическая структура, созданная по технологии 3D печати 203, после этого проходит процесс покрытия 101b', в котором керамическая структура, созданная по технологии 3D печати 203, пропитанная первым прекурсором углерода, покрывается вторым прекурсором углерода 101bʺ. Первый и второй прекурсоры углерода 101a" и 101b" могут быть разными, т. е. иметь различный состав и быть сконфигурированы с различными характеристиками. Например, первый углеродный прекурсор 101а" может быть сконфигурирован таким образом, чтобы иметь более высокую вязкость, чем второй углеродный прекурсор 101bʺ. Это может облегчить его пропитку и впитывание в керамическую структуру, созданную по технологии 3D печати в процессе пропитки 101a. Второй прекурсор углерода 101b может быть сконфигурирован так, чтобы обеспечить превосходные огнеупорные свойства, и/или обеспечить внешний пограничный покрывающий слой повышенной термостойкостью, жесткостью, прочностью структуры и целостностью. Например, второй прекурсор углерода может содержать частицы углерода, размер которых отличается (например, больше) от размера частиц первого прекурсора углерода. Второй прекурсор углерода может содержать другую связывающую среду, другой керамический материал, другой антиоксидант и/или другую реологическую добавку по сравнению с первым прекурсором углерода. В некоторых примерах, первый прекурсор углерода может не содержать антиоксидант, тогда как второй прекурсор углерода для покрытия совокупности внешней части керамической структуры, созданной по технологии 3D печати, может содержать антиоксидант.
Пропитанная и покрытая керамическая структура, созданная по технологии 3D печати, 204 затем подвергается пиролизу, как указано со ссылкой на 101c' и 101 d' так, чтобы образовать конечное керамическое изделие 205, в котором керамический материал керамической структуры, созданной по технологии 3D печати, был спечен/сплавлен/превращен в стекло, и углеродный материал прекурсоров сформировал сеть углеродных связей внутри и снаружи конечного керамического изделия.
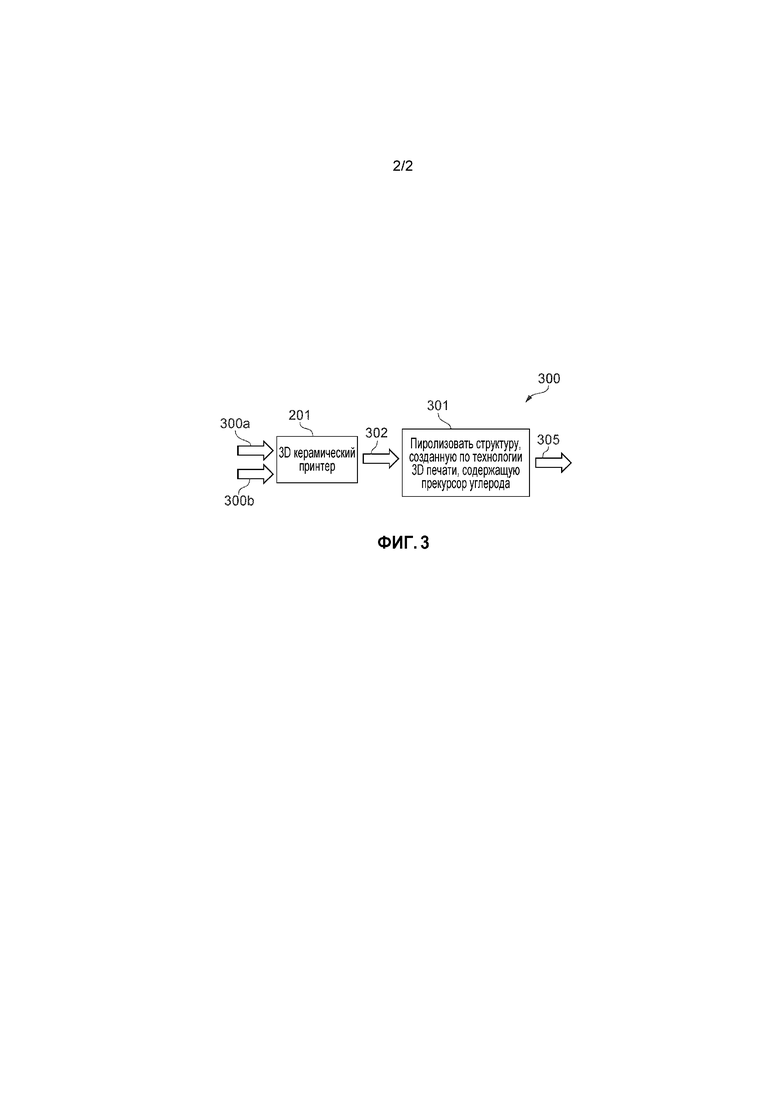
На фигуре 3 схематически показана блок-схема общего процесса 300 с использованием альтернативного метода формирования 3D керамической структуры 305, в котором вместо использования обычной керамической печатной среды/материала печатная среда 300a предварительно обрабатывается добавлением/смешиванием углеродного прекурсора 300b. Например, связующим веществом керамической печатной среды может быть соединение, содержащее углерод, которое может выступать в качестве прекурсора углерода для процесса пиролиза.
Способ включает создание керамической структуры, созданной по технологии 3D печати 305, содержащей прекурсор углерода 300a. Такой способ может включать добавление прекурсора углерода 300a в керамическую печатную среду 300b и его поставку 3D-керамическому принтеру 201. 3D керамический принтер 201 затем образует/печатает керамическую структуру, созданную по технологии 3D печати 302, с помощью керамической печатаной среды 300b содержащей прекурсор углерода 300a, так что керамическая структура, созданная по технологии 3D печати 302, содержит прекурсор углерода. Ввиду того что керамическая структура, созданная по технологии 3D печати 302, уже содержит прекурсор углерода, дополнительные этапы пропитки или покрытия могут не требоваться. Однако следует отметить, что такая дальнейшая пропитка 101c и процесс покрытия 1014d могут быть выполнены для дальнейшего насыщения керамической структуры, созданной по технологии 3D печати, прекурсором углерода и/или обеспечения различных прекурсоров углерода из каждого процесса.
Керамическая структура, созданная по технологии 3D печати 302, затем подвергается пиролизу, как указано со ссылкой на блок 301, так чтобы образовать конечное керамическое изделие 305, в котором керамический материал для керамической структуры, созданной по технологии 3D печати, был спечен/сплавлен/превращен в стекло, и углеродный материал прекурсора сформировал сеть углеродных связей внутри и снаружи конечного керамического изделия.
Способ и процессы, описанные выше, могут быть использованы для производства керамического изделия, такого как керамический фильтр, например, керамический пористый литейный фильтр для фильтрации металла, где исходная керамическая пористая структура (подобная литейному фильтру из керамической пены) напечатана 3D керамическим принтером, и которая после этого проходит процесс карбонизации, как обсуждалось выше.
В некоторых примерах керамическая структура, созданная по технологии 3D печати, может быть напечатана таким образом, чтобы быть пористой, например, так, чтобы представлять собой взаимосвязанную сеть из множества пор и/или проходов подходящего размера и предназначенных для обеспечения (например, после обжига) фильтрации жидкого металла через нее.
Примеры настоящего изобретения были описаны с использованием иллюстрации схемы процесса и блок-схем. При этом будет понятно, что каждый блок (иллюстрации схемы процесса и схематических блок-схем), а также комбинации блоков, могут быть реализованы любыми средствами, устройствами или механизмами, пригодными для реализации функций, указанных в блоке или блоках. Соответственно, блоки содержат: комбинации средств, устройств или механизмов для выполнения указанных функций и комбинации действий для выполнения указанных функций.
Хотя признаки были описаны со ссылкой на некоторые примеры, эти признаки могут также присутствовать в других примерах, независимо от того, описаны они или нет. Хотя различные примеры настоящего изобретения были описаны в предыдущих параграфах, следует иметь в виду, что изменения в приведенных примерах могут вноситься без отступления от объема изобретения, изложенного в формуле изобретения. Например, порядок и последовательность этапов пропитки, нанесения покрытия и пиролиза могут быть изменены, как описано выше.
Термин «содержит» используется в этом документе с включающим не исключительным значением. То есть, любая ссылка на X, содержащая Y, указывает на то, что X может содержать только один Y или может содержать более одного Y. Если предполагается использовать термин «содержит» в исключительном значении, то это будет ясно из контекста указанием на «содержащий только один...» или с использованием термина «состоящий».
В этом описании сделаны ссылки на различные примеры. Описание признаков или функций в отношении любого примера указывает на то, что эти признаки или функции присутствуют в этом примере. Использование термина «пример» или «например» или «может» в тексте обозначает, если явно указано или нет, что такие признаки или функции присутствуют, по меньшей мере, в описываемом примере, является ли описанное в качестве примера или нет, и что они могут быть, но не обязательно, присутствовать в некоторых или во всех остальных примерах. Таким образом, «пример», «например» или «может» относится к конкретному объекту в классе примеров. Свойство конкретного объекта может быть свойством только этого конкретного объекта или свойством класса или свойством подкласса класса, который включает некоторые, но не все конкретные объекты в классе.
В этом описании, ссылки на «a/an/the» (признак, элемент, компонент, средство...) должны интерпретироваться как «по крайней мере, один» (признак, элемент, компонент, средство...) если явно не указано иное.
Стремясь в приведенной выше спецификации обратить внимание на те особенности признаков настоящего изобретения, которые, как считается, имеют особое значение, следует понимать, что заявитель испрашивает охрану в отношении любого патентоспособного признака или комбинации признаков, указанных выше и/или показанных на чертежах независимо от того, был ли на них сделан особый акцент.
Примеры настоящего изобретения и сопровождающая формула изобретения могут быть надлежащим образом объединены любым способом, очевидным для специалиста в данной области техники
| название | год | авторы | номер документа |
|---|---|---|---|
| Керамическая суспензия для 3D-печати и способ получения сложнопрофильных карбидокремниевых изделий на основе реакционно-связанного карбида кремния с применением 3D-печати | 2021 |
|
RU2781232C1 |
| Способ изготовления изделий из композитного C/C-SIC материала и продуктов на их основе | 2018 |
|
RU2728429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОСТОЙКИХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2569385C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2558053C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2573495C1 |
| ОГНЕУПОРНЫЙ ФИЛЬТР, ПОРОШКООБРАЗНАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ОГНЕУПОРНОГО ФИЛЬТРА, ПРИМЕНЕНИЕ ОГНЕУПОРНОЙ КОМПОЗИЦИИ ДЛЯ ФОРМИРОВАНИЯ ОГНЕУПОРНОГО ФИЛЬТРА И СПОСОБ ПОЛУЧЕНИЯ ОГНЕУПОРНОГО ФИЛЬТРА | 2020 |
|
RU2834213C1 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ТРУБКИ ДЛЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2014 |
|
RU2575863C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559245C1 |
| Углеродкерамический волокнисто-армированный композиционный материал и способ его получения | 2017 |
|
RU2684538C1 |
Изобретение относится к способу изготовления керамического изделия, полученного из керамической структуры, созданной по технологии 3D печати, которое может применяться в качестве керамического фильтра для фильтрации расплавленного металла. Способ включает карбонизацию керамической структуры, созданной по технологии 3D печати, которая включает пропитку и/или покрытие керамической структуры, созданной по технологии 3D печати, прекурсором углерода или печати керамической структуры по технологии 3D печати с использованием керамической печатной среды, содержащей прекурсор углерода. Возникающая керамическая структура подвергается пиролизу, чтобы сформировать сеть углеродных связей внутри окружающей керамической структуры, созданной по технологии 3D печати. Технический результат изобретения - снижение усадки и деформации изделий, что приводит к снижению риска образования трещин. 3 н. и 8 з.п. ф-лы, 3 ил.
1. Способ производства керамического литейного фильтра для фильтрации металла, полученного из пористой керамической структуры, созданной по технологии 3D печати, включающий:
карбонизацию пористой керамической структуры, созданной по технологии 3D печати, при этом карбонизация включает:
введение прекурсора углерода в пористую керамическую структуру, созданную по технологии 3D печати, и
пиролиз печатной керамической структуры для образования сети углеродных связей в пористой керамической структуре, созданной по технологии 3D печати.
2. Способ по п.1, в котором карбонизация пористой керамической структуры, созданной по технологии 3D печати, включает:
подачу керамической печатной среды в 3D керамический принтер, где керамическая печатная среда включает в себя прекурсор углерода;
формирование пористой керамической структуры с помощью 3D печати керамической структуры с использованием 3D керамического принтера и керамической печатной среды, содержащей прекурсор углерода; и пиролиз пористой керамической структуры, созданной по технологии 3D печати.
3. Способ по любому одному или более из предыдущих пунктов, в котором карбонизация пористой керамической структуры, созданной по технологии 3D печати, включает:
пропитку пористой керамической структуры, созданной по технологии 3D печати, прекурсором углерода;
и пиролиз пропитанной пористой керамической структуры, созданной по технологии 3D печати.
4. Способ по любому одному или более из предыдущих пунктов, в котором карбонизация пористой керамической структуры, созданной по технологии 3D печати, включает:
покрытие пористой керамической структуры, созданной по технологии 3D печати, прекурсором углерода; и
пиролиз покрытой пористой керамической структуры, созданной по технологии 3D печати.
5. Способ по любому одному или более из предыдущих пунктов, в котором карбонизация пористой керамической структуры, созданной по технологии 3D печати, включает:
пропитку пористой керамической структуры, созданной по технологии 3D печати, первым прекурсором углерода; и
покрытие пропитанной пористой керамической структуры, созданной по технологии 3D печати, вторым прекурсором углерода; и
пиролиз пропитанной и покрытой пористой керамической структуры, созданной по технологии 3D печати.
6. Способ по любому одному или нескольким из предыдущих пунктов, дополнительно включающий пропитку прекурсором углерода пористой керамической структуры, созданной по технологии 3D печати, при этом указанная пропитка включает, по меньшей мере, одно или более из:
вакуумной пропитки пористой керамической структуры, созданной по технологии 3D печати, прекурсором углерода;
напыления прекурсора углерода на пористую керамическую структуру, созданную по технологии 3D печати,
замачивания пористой керамической структуры, созданной по технологии 3D печати, в прекурсоре углерода.
7. Способ по любому одному или более из предыдущих пунктов, включающий начальную стадию 3D печати пористой керамической структуры, созданной по технологии 3D печати.
8. Способ по любому из предыдущих пунктов, в котором к керамической печатной среде, используемой для печати пористой керамической структуры, созданной по технологии 3D печати, добавляют прекурсор углерода.
9. Способ образования пористой керамической структуры, созданной по технологии 3D печати, для использования при изготовлении керамического литейного фильтра для фильтрации металлов, включающий:
печать пористой керамической структуры по технологии 3D печати, используя керамическую печатную среду, содержащую прекурсор углерода.
10. Способ по любому одному или более из предыдущих пунктов, в котором прекурсор углерода включает жидкую смолу и/или порошковый углерод, а также может содержать по меньшей мере один или несколько из следующих компонентов:
керамическое связующее,
керамический материал,
антиокислитель и
реологическую добавку.
11. Керамический литейный фильтр для фильтрации металла, изготовленный с помощью способа по любому одному или более из предыдущих пунктов с 1 по 10.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| СПОСОБ ТРЕХМЕРНОЙ ПЕЧАТИ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2535704C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОСТОЙКИХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2569385C1 |
| CN 105269654 A, 27.01.2016 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559245C1 |

