2110124
СПОСОБ ИЗГОТОВЛЕНИЯ ЭТАЛОННОГО ОБРАЗЦА ИЗ ВОЛОКОННО-ПЛАСТМАССОВОГО КОМПОЗИТА И СПОСОБ ИСПЫТАНИЯ
Изобретение относится к способу изготовления эталонного образца из волоконно-пластмассового композита (ВПК) для имитации расслоения для неразрушающего испытания конструктивных элементов из ВПК, в частности, конструктивных элементов летательного аппарата.
Изобретение также относится к способу неразрушающего испытания конструктивного элемента из ВПК, в частности, конструктивного элемента летательного аппарата.
При изготовлении критических в отношении безопасности конструктивных элементов из волоконно-пластмассовых композитов (ВПК), например, конструктивных элементов летательных аппаратов, особое значение имеют последующая проверка и регистрация дефектов конструктивных элементов. С этой целью обычно применяют способы неразрушающих испытаний (от англ. «non-destruktive testing», сокращенно NDT), чтобы, с одной стороны, суметь сразу обнаружить дефектные конструктивные элементы и, с другой стороны, не повредить в ходе самого испытания конструктивные элементы. Для того, чтобы суметь сделать заключения также о потенциальных источниках дефектов на производстве, выявленные дефекты конструктивных элементов причисляют к одному виду дефектов или одному классу дефектов. В целях сравнения и калибровки для этого изготавливают и измеряют с помощью NDT-способа испытания эталонные образцы с целенаправленно внесенными искусственными дефектами конструктивных элементов. Для того, чтобы обеспечить при этом точное причисление дефекта конструктивного элемента к классу дефектов, все служащие в качестве эталона искусственные дефекты в конструктивных элементах должны предельно точно имитировать производственные дефекты испытуемых образцов.
Большинство дефектов сложно или даже невозможно имитировать без помощи инородных тел и до настоящего времени в зависимости от типа дефекта и применительно к особенностям искусственные дефекты конструктивных элементов в большей или меньшей степени отличаются от дефектов испытуемых образцов. В частности, до настоящего времени не удавалось удовлетворительным образом имитировать без использования инородных тел так называемое расслоение, то есть локальное, поверхностное отделение двух слоев ВПК в одной частичной области конструктивного элемента из ВПК с включениями воздуха. Наряду с расслоением существуют также другие дефекты конструктивных элементов, к которым причисляют, в частности, пористость слоя и объемную пористость. В случае пористости слоя происходит концентрированное скопление микроскопических и макроскопических включений газа или воздуха в матрице или связующем материале ВПК между двумя слоями материала ВПК конструктивного элемента. В соответствии с этим присутствует двумерный дефект конструктивного материала. При объемной пористости происходит скопление включений газа или воздуха в матрице или в связующем материале ВПК в нескольких слоях материала ВПК конструктивного элемента, в частности, по существу, на протяжении общего поперечного сечения ламината из ВПК. Речь идет, таким образом, о трехмерном дефекте конструктивного элемента. Поскольку расслоение, то есть поверхностное отделение слоев материала ВПК, в случае конструктивных элементов летательного аппарата может повлечь за собой тяжелые последствия, большую важность имеет обнаружение расслоения и, таким образом, создание эталонных образцов с максимально реалистичной имитацией расслоения.
Из уровня техники известны различные способы имитации дефектов конструктивных элементов. В патентном документе ЕР3193164А1, например, описан способ, в котором с помощью расширяющегося тела в детали из материала ВПК можно вводить дефекты конструктивного элемента. Для этого расширяющееся тело укладывают между несколькими слоями материала ВПК, добавляют смолу и затем нагревают. Вследствие высоких коэффициентов расширения расширяющегося тела оно во время охлаждения усаживается сильнее, нежели окружающий его материал ВПК и создает в результате этого большое сохраняющееся пространство. В последующем расширяемое тело остается в конструктивном элементе в качестве инородного тела.
В патентном документе CN104407060 пористость материала имитируют с помощью стеклянных шариков, которые во время производственного процесса вводят в материал. Они, конечно, также остаются в материале.
Кроме того, из патентных документов ЕР1750123А2, ЕР2431736А1 и US2014/0272324А1 известны следующие способы имитации дефектов конструктивных элементов.
Наряду с этим из патентного документа US2014/0346405 известен способ создания пористости в композитных материалах. Для этого полимерные композитные материалы подвергают отверждению с помощью различных способов отверждения, чтобы таким образом создать различные степени отверждения с помощью улетучивающихся газов.
Недостаток из уровня техники заключается в том, что расслоение, то есть поверхностное отделение отдельных слоев ВПК невозможно воспроизвести удовлетворительным образом или воспроизвести без использования инородных тел. Среди прочего инородные тела искажают при этом результат измерения.
Таким образом, в основу изобретения положена задача смягчения или устранения по меньшей мере отдельных недостатков уровня техники. Поэтому изобретение ставит своей целью, в частности, создание способа, при котором обеспечивается возможность близкого к реалистичной имитации расслоения в определенных местах в эталонном образце из ВПК.
Поставленную задачу решают при этом с помощью способа с по меньшей мере следующими этапами, на которых:
i. изготавливают первую вставную часть для эталонного образца из ВПК посредством:
а. размещения первого слоя ВПК;
b. выполнения углубления в первом слое ВПК;
с. предварительного отверждения первого слоя ВПК для получения первой вставной части для эталонного образца из ВПК;
ii. изготавливают вторую вставную часть для эталонного образца из ВПК посредством:
а. размещения второго слоя ВПК;
b. предварительного отверждения второго слоя ВПК для получения второй вставной части для эталонного образца из ВПК;
iii. обеспечивают наличие по меньшей мере одного первого покрытия из ВПК с первым вырезом и по меньшей мере одного второго покрытия из ВПК со вторым вырезом;
iv. вставляют первую вставную часть в первый вырез первого покрытия из ВПК и вставляют вторую вставную часть во второй вырез второго покрытия из ВПК;
v. отверждают структуру из первого покрытия из ВПК с первой вставной частью и второго покрытия из ВПК со второй вставной частью, причем на углублении в первом слое ВПК происходит имитация расслоения.
Способ согласно изобретению предпочтительным образом позволяет целенаправленно вводить (искусственное) расслоение в ВПК существующих эталонных образцов из ВПК. Так как с помощью способа согласно изобретению расслоение можно создать без ввода инородного тела, то есть субстанции, не состоящей из ВПК и отсутствующей в составе подлежащего сравнению конструктивного элемента, эталонный элемент из ВПК особенно пригоден для реалистичной имитации расслоения при подлежащих испытанию конструктивных элементах из ВПК, в частности, для авиационной промышленности. Имитированное расслоение можно использовать, среди прочего, в целях калибровки, подвергая эталонный образец из ВПК испытанию по способу NDT, например, термографическому способу. Вследствие реалистичных свойств имитированного расслоения полученные для эталонного образца результаты измерения особенно пригодны в качестве сравнительных или эталонных величин для испытаний конструктивных элементов из ВПК по способу NDT. Так как при изготовлении эталонного образца из ВПК можно отказаться от внедрения инородных тел, то есть частей, которые не состоят из ВПК и отсутствуют в составе подлежащего сравнению конструктивного элемента, можно записывать графики измерений, которые с высокой точностью соответствуют тем конструктивным элементам, которые обладают «естественным», то есть возникшим при серийном производстве расслоением. При этом расслоение представляет собой, как упомянуто выше, локальное, поверхностное отделение двух слоев ВПК в одной частичной области конструктивного элемента из ВПК с включением воздуха. В отличие от этого при пористости слоя происходит лишь частично разделение слоев ВПК. При объемной пористости отделение происходит с включением воздуха на нескольких слоях ВПК.
В целях раскрытия покрытие из ВПК представляет собой в той же степени слой ВПК. Отдельные слои ВПК образованы в эталонном образце из ВПК – как в случае подлежащих испытанию конструктивных элементов из ВПК – предпочтительно отдельными или соединенными к виду полотна и пропитанными смолой или другим связующим материалом волокнами.
Связующий материал может служить для соединения волокон внутри слоя ВПК, для соединения слоев ВПК между собой и для соединения покрытий из ВПК с предварительно отвержденными вставными частями. В качестве материала ВПК для всех слоев ВПК могут быть предусмотрены, среди прочего, армированная углеродным волокном пластмасса (АУВП), армированная стекловолокном пластмасса или композит с арамидными волокнами, в частности, переработанные к виду препрега армированная углеродным волокном пластмасса, армированная стекловолокном пластмасса или композит с арамидными волокнами.
В способе согласно изобретению расслоение создают посредством вставления (предварительно отвержденных) вставных частей в соответственно соответствующее углубление слоев ВПК и отверждения соседней структуры из первого и второго слоев ВПК, предпочтительно под давлением. Первое и второе углубление целесообразным образом вырезают ножом или другим режущим инструментом в первом или втором слое ВПК, и они предпочтительно имеют форму или контур, по существу, наружного края первой или второй вставной части. Связующий материал для соединения вставных частей, например, смола или другой связующий материал, предпочтительно, уже содержится в слоях ВПК. В результате соединения первого и второго слоев ВПК и прижима обоих слоев ВПК друг к другу вместе со вставными частями, в частности, во время отверждения, под действием капиллярного эффекта происходит всасывание связующего материала в узкий, расположенный между первой и второй вставными частями, стыковочный зазор вплоть до углубления и связующий материал соединяет в результате этого обе вставные части в краевой области снаружи от углубления между собой и со слоями ВПК. Следовательно, связующий материал проникает для соединения вставных частей из слоя ВПК между предварительно отвержденными вставными частями.
На границе с углублением или закрытого полого пространства подсасывающее действие капиллярного эффекта исчезает, наконец, вследствие большего расстояния между обеими вставными частями, и связующий материал, по существу, не втягивается в углубление. Тем самым углубление, по существу, свободно от связующего материала и первый и второй слои ВПК не схватываются друг с другом в области углубления, в результате чего с помощью отверждения может быть образована имитированное расслоение. В расположенных снаружи углубления областях в результате всосанного связующего материала возникает соединение с геометрическим и силовым замыканием между первым или вторым слоями ВПК. В отношении особенностей материала покрытие из ВПК соответствует, по существу, слою ВПК.
После вставления вставных частей в соответствующие углубления и соединения покрытий из ВПК проем углубления первой вставной части обращен ко второй вставной части. Помимо этого благоприятно, если покрытия ВПК соединяют так, что вырезы покрытий из ВПК примыкают друг к другу, по существу, одинаково. С этой целью углубления и вставные части имеют, предпочтительно, по существу, одинаковый размер. Помимо этого важно, что первую вставную часть вставляют в первое углубление так, что образуется полое пространство, ограниченное углублением первой вставной части и второй вставной частью, так называемый воздушный карман.
В способе согласно изобретению первую и вторую вставные части вставляют в предварительно отвержденном состоянии в соответствующие углубления. Понятие «предварительно отвержденный» означает в этом контексте то, что обе части отвердевают настолько, что они, по существу, сами по себе сохраняют свою форму для следующих этапов способа. Для предварительного отверждения можно использовать первые этапы отверждения по пригодному для используемого ВПК способу отверждения, то есть способ отверждения может быть завершен, как только части отвердеют настолько, что они, по существу, сами по себе сохраняют свою форму для следующих этапов способа. После соединения первого покрытия из ВПК со вторым покрытием из ВПК и вставления вставных частей в соответствующие углубления структуру из первого и второго покрытий из ВПК подвергают полному отверждению, в результате чего возникает имитация расслоения. «Отверждение» означает в этом контексте то, что первый и второй покрытия из ВПК вместе со вставными частями и связующим материалом подвергают полному отверждению. Предпочтительно, первое и второе углубления имеют, по существу, форму или контур наружного края первой или второй вставных частей. Тем самым также и вставные части имеют, по существу, тот же размер, что и соответствующие углубления.
Для создания особо реалистичного эталонного образца из ВПК с любой толщиной можно обеспечить наличие по меньшей мере одного базового слоя ВПК на одной стороне структуры из первого и второго покрытий из ВПК и/или по меньшей мере одного конечного слоя ВПК на другой стороне структуры из первого и второго покрытий из ВПК. Путем добавления любого количества базовых слоев ВПК и/или конечных слоев ВПК можно создать эталонный образец из ВПК любой толщины. При этом количество конечных слоев материала ВПК и базовых слоев ВПК может быть отличным друг от друга. С помощью способа согласно изобретению полое пространство или искусственное расслоение можно, таким образом, размещать на любой глубине внутри эталонного образца из ВПК в предусмотренном для этого месте. В зависимости от использования можно обеспечивать наличие также нескольких расслоений (воздушных карманов). Другие воздушные карманы можно выполнять таким же образом, как пояснено выше, то есть с помощью первой и второй вставных частей.
Для способствования капиллярному эффекту и для создания особенно реалистичного расслоения, предпочтительно, если первая вставная часть содержит расположенную по периферии и, предпочтительно, по существу, ровную периферийную поверхность вокруг углубления. «Периферийная» означает в этом контексте то, что углубление со всех сторон окружено периферийной поверхностью. В результате этого связующий материал может равномерно всасываться со всех сторон в стыковочный зазор, расположенный между обеими вставными частями. Периферийная поверхность может быть целесообразным образом выполнена симметричной вокруг углубления. Для согласования периферийной поверхности с определенной формой или удаления ненужных частичных областей периферийной поверхности может быть выполнено по меньшей мере частичное подрезание периферийной поверхности с помощью соответствующего режущего инструмента.
В ходе изобретения было установлено, что для вставных частей существуют особенно благоприятные размеры, при которых капиллярный эффект можно регулировать в такой мере, что, с одной стороны, в стыковочный зазор всасывается достаточное для достаточного соединения вставных частей количество связующего материала и, с другой стороны, можно предотвратить проникновение связующего материала в полое пространство. Для этого благоприятно, если периферийная поверхность выполнена симметрично вокруг углубления и отношение постоянной ширины периферийной поверхности к ширине, ограниченной периферийной поверхностью, поперечного сечения углубления составляет, по существу, от 0,1 до 10, в частности, по существу, от 2 до 8. В соответствии с этим ширина периферийной поверхности, предпочтительно, большее ширины области поперечного сечения. Эти размеры следуют из знания того, что при слишком широкой периферийной поверхности в зазор между вставными частями всасывается слишком малое количество связующего материала, в то время как при слишком узкой периферийной поверхности связующий материал нежелательным образом проникает в полое пространство. Помимо этого, в ходе испытаний было установлено, что отношение необходимо выбирать тем большим, чем глубже расположено углубление в структуре из первого и второго покрытий из ВПК, то есть чем больше базовых слоев/конечных слоев расположено над или под углублением. Ширина области поперечного сечения относится к максимальному расстоянию между двумя краевыми точками. При круглой области поперечного сечения ширина соответствует диаметру области поперечного сечения. Ширина периферийной поверхности относится к максимальному расстоянию между внутренним краем периферийной поверхности, граничащим с областью поперечного сечения, и наружным краем периферийной поверхности, совпадающим с наружным краем вставной части. При этой форме исполнения углубление находится, по существу, в центре на первой вставной части, в результате чего периферийная поверхность выполнена симметричной вокруг углубления.
В предпочтительном варианте осуществления обеспечивают то, что максимальная высота углубления меньше толщины первого покрытия из ВПК, в частности, меньше толщин (то есть вертикальных протяженностей) всех покрытий из ВПК и слоев ВПК. За счет этого можно уменьшить выступание расположенных выше покрытий из ВПК или слоев ВПК. В особо предпочтительном варианте осуществления все используемые в эталонном образце из ВПК слои ВПК и покрытия из ВПК имеют, по существу, одну и ту же толщину. Этот вариант выполнения, предпочтительно, обеспечивает то, что высота углубления меньше используемой толщины слоя.
В предпочтительном варианте осуществления обеспечено то, что углубление выполняют перед предварительным отверждением первого слоя ВПК путем размещения первого слоя ВПК на формовочном инструменте. Для этого первый слой ВПК размещают в неотвержденном, то есть формуемом состоянии, на формовочном инструменте. Затем, в результате предварительного отверждения, углубление остается в первом слое ВПК и, таким образом, в первой вставной детали.
Для того, чтобы выполнить углубление особенно простым образом, в первом варианте осуществления в качестве формовочного инструмента используют деталь в форме пластины, в частности, металлической пластины. Эту металлическую пластину вновь удаляют после предварительного отверждения слоя ВПК и ее можно предпочтительным образом использовать повторно.
При альтернативном варианте осуществления в качестве формовочного инструмента используют выступ на держателе формы. Для этого первый слой ВПК размещают в неотвержденном состоянии на держателе формы и выступе и за счет этого выполняют углубление. После предварительного отверждения слой ВПК снимают с держателя формы.
Для облегчения отделения предварительно отвержденных слоев ВПК, предпочтительно, если формовочный инструмент перед вставлением в вырез покрывают разделительным средством, в частности, жидким разделительным агентом или разделительной пленкой. За счет этого формовочный инструмент можно удалять без повреждения первого или второго слоев ВПК. Конечно, для обеспечения возможности легкого отделения всех конструктивных элементов таким разделительным средством могут быть оснащены также другие части, например, держатель формы.
В предпочтительном варианте осуществления обеспечивают то, что во втором слое материала ВПК выполняют другое углубление. За счет этого можно предпочтительным образом увеличить полое пространство и, тем самым, включение воздуха расслоения. Если вторая вставная часть имеет более широкое углубление, то вторую вставную часть вставляют во второе углубление, предпочтительно, так, что проем другого углубления второй вставной части обращен к первой вставной части. Покрытия из ВПК или вставные части ориентированы, предпочтительно, так, что проемы углублений расположены, по существу, напротив и замыкают друг с другом объем воздуха в полом пространстве, образованном углублениями. В особо предпочтительной форме первая и вторая вставные части выполнены, по существу, идентичными. Все высказывания и этапы способа в этом раскрытии, касающиеся углубления первой вставной части, применимы к другому углублению во второй вставной части.
Описанный выше эталонный образец можно использовать для испытаний способом NDT конструктивных элементов из ВПК.
Способ неразрушающего испытания конструктивного элемента из ВПК, в частности, конструктивного элемента летательного аппарата, включает в себя, по меньшей мере, следующие этапы, на которых:
– изготавливают эталонный образец из волоконно-пластмассового композита (ВПК) описанным выше способом;
– испытывают конструктивный элемент из ВПК способом неразрушающего испытания, например, термографическим способом; и
– сравнивают результаты измерения из способа неразрушающего испытания для конструктивного элемента из ВПК со сравнительными величинами эталонного образца из ВПК.
Изобретение поясняется далее более подробно на основании предпочтительных вариантов осуществления.
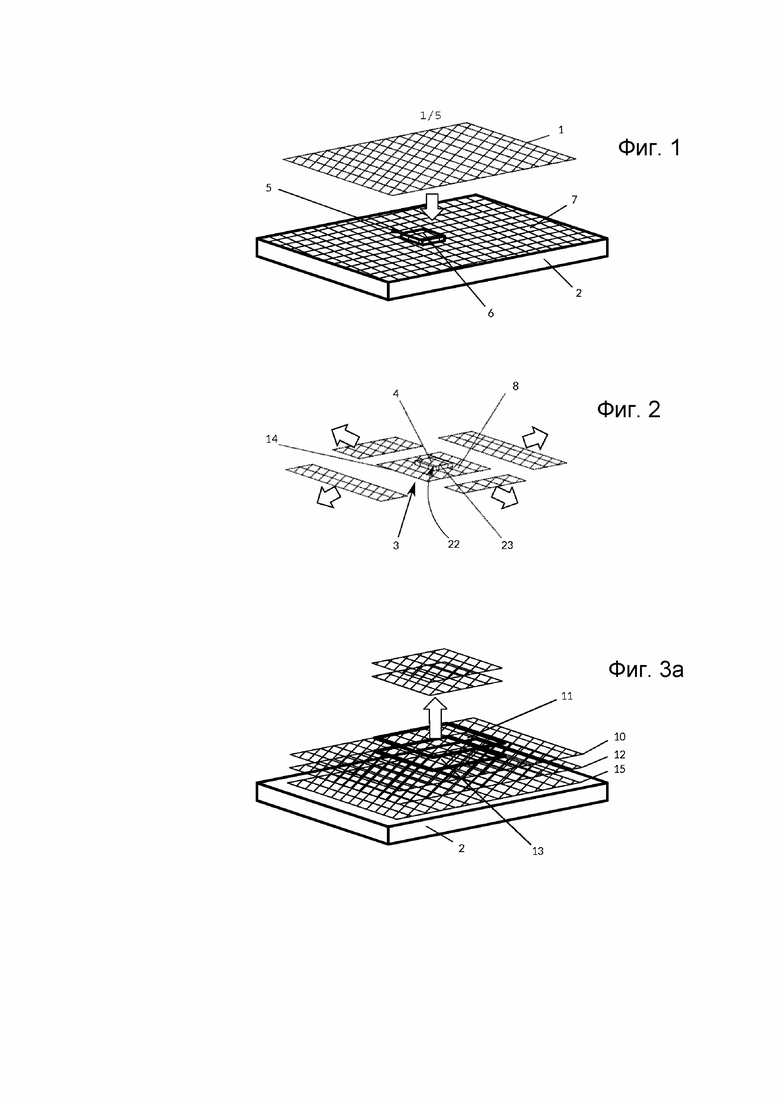
На фиг. 1 показано размещение первого слоя ВПК на держателе формы для изготовления первой вставной части;
на фиг. 2 – первая или вторая вставные части;
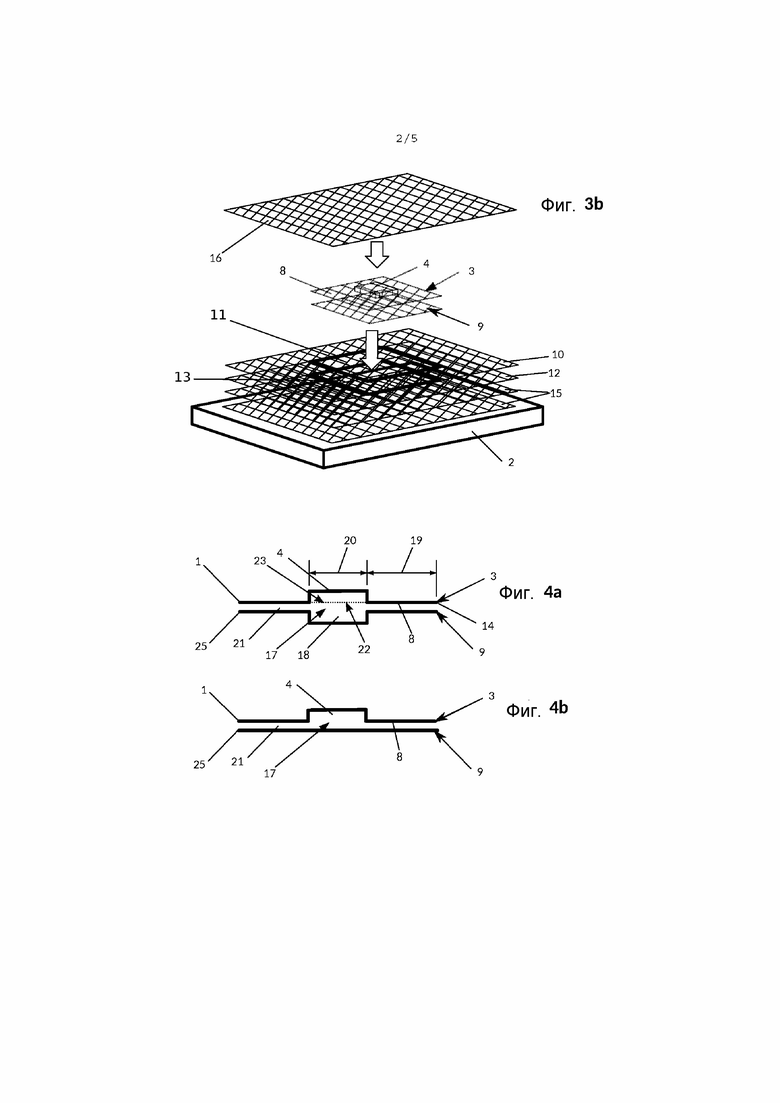
на фиг. 3а-3b пояснено вставление вставных частей в соответствующие покрытия из ВПК;
на фиг. 4а-4b – соответственно две вставные части, вид в поперечном разрезе;
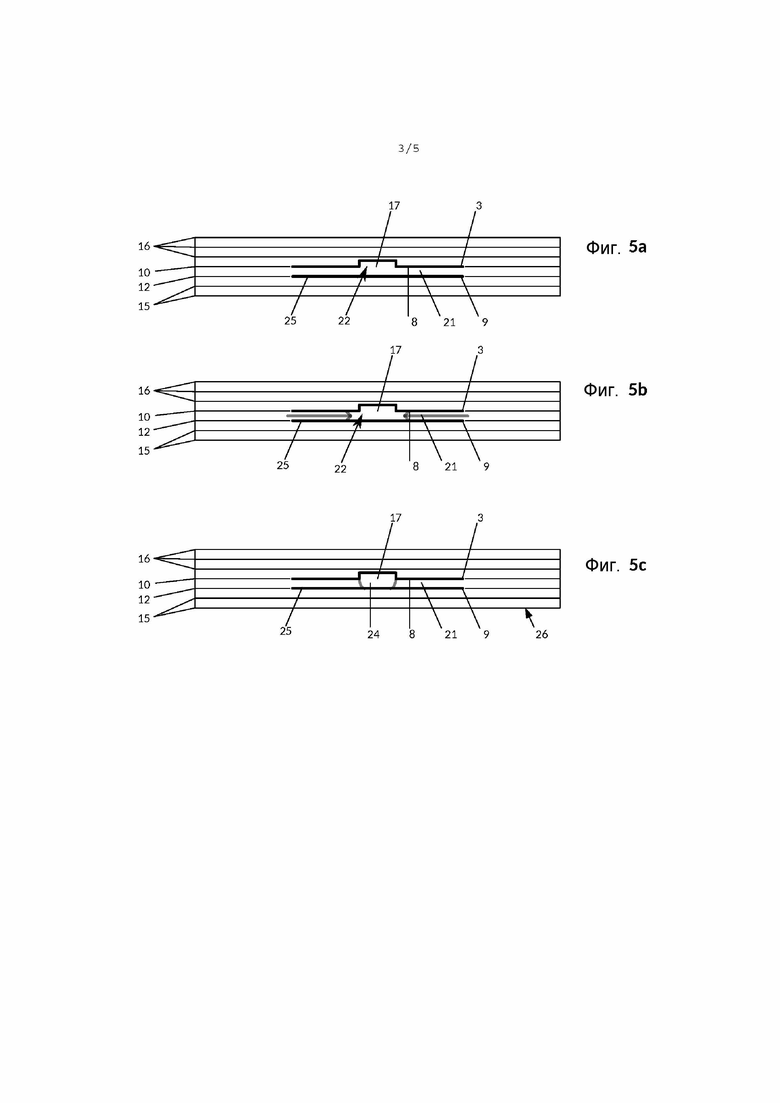
на фиг. 5а-5с пояснено выполнение расслоения;
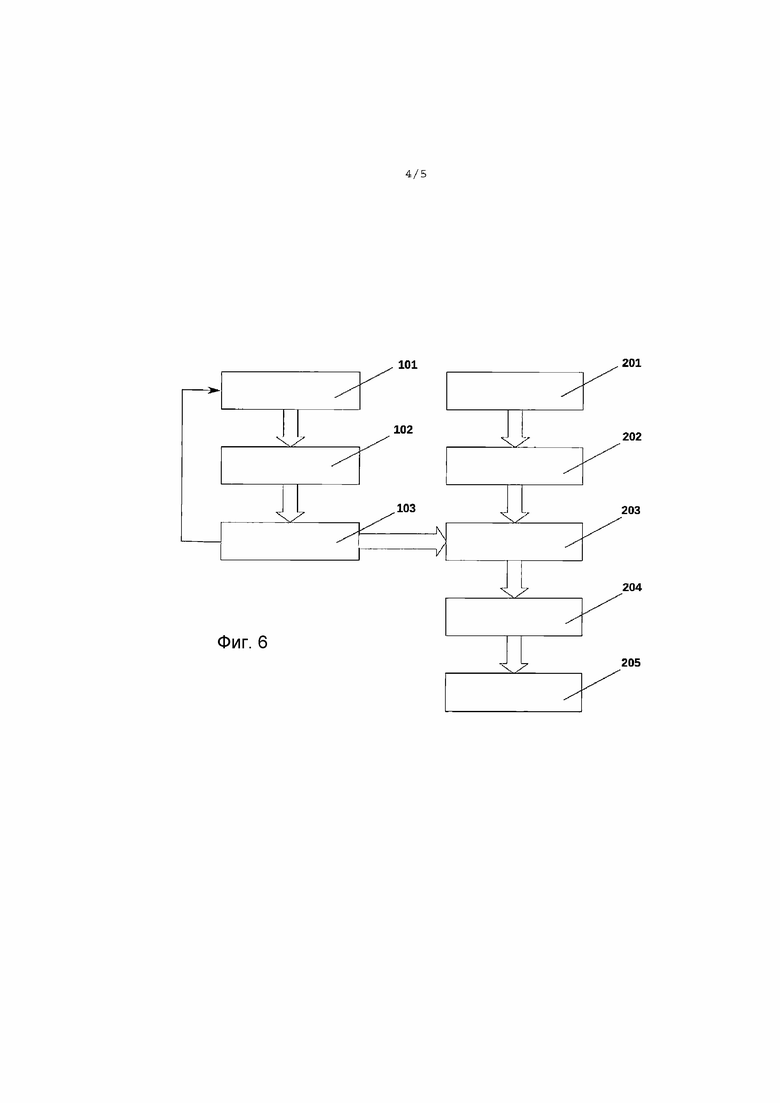
на фиг. 6 – блок-схема способа изготовления эталонного образца из ВПК согласно предпочтительному варианту осуществления изобретения;
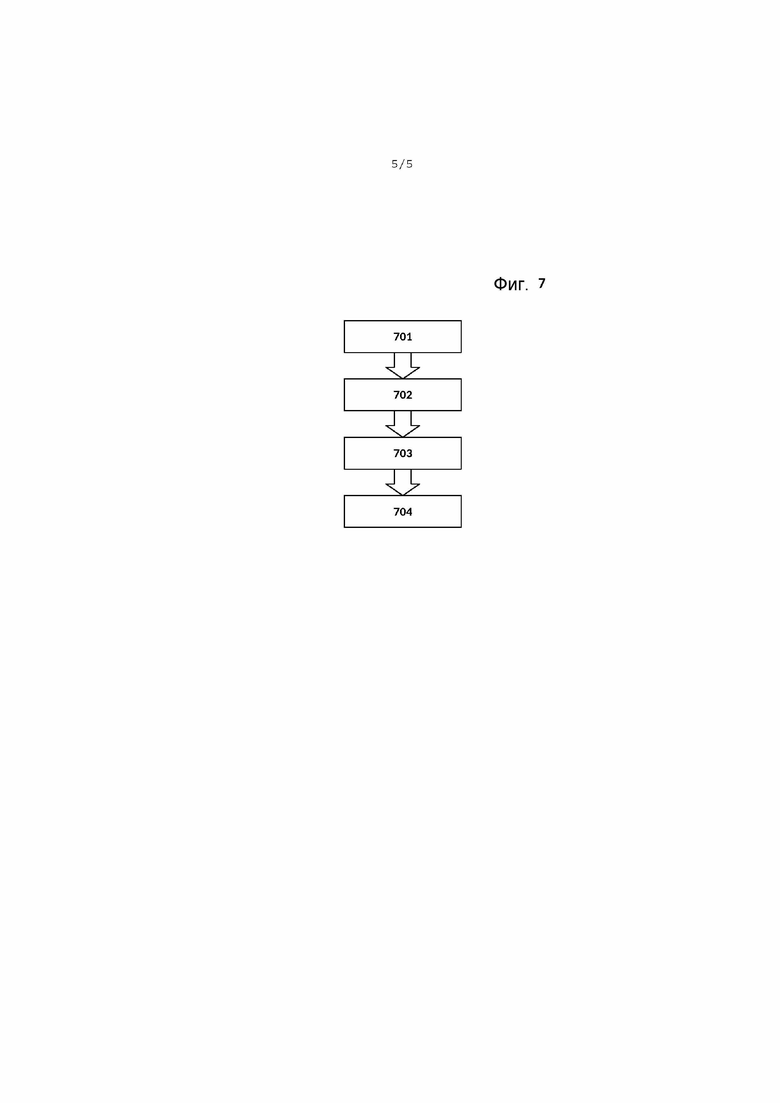
на фиг. 7 – блок-схема способа NDT испытания с эталонным образцом из ВПК, изготовленным способом согласно пп. 1 – 10 формулы изобретения.
На фигурах пояснены отдельные этапы способа изготовления эталонного образца 26 из ВПК, который можно использовать при испытании способом NDT конструктивных элементов из ВПК, например, авиационного крыла или закрылков.
На фиг. 1 показан (неотвержденный) первый слой 1 ВПК, который размещают в указанном стрелкой направлении на держателе 2 формы, чтобы изготовить первую вставную часть 3 с углублением 4 (см. фиг. 2). Первый слой 1 ВПК, как это обычно, особенно для авиационных деталей, состоит из армированной углеродным волокном пластмассы, армированной стекловолокном пластмассы или композита с арамидными волокнами, в частности, переработанных к виду препрега армированной углеродным волокном пластмассы, армированной стекловолокном пластмассы или композита с арамидными волокнами. Для выполнения углубления 4 на держателе 2 формы, предпочтительно, используют формовочный инструмент 5 в форме выступа 6 на держателе формы. За счет накладывания неотвержденного первого слоя 1 ВПК на держатель 2 формы он, по существу, принимает форму держателя 2 формы, в частности, выступа 6, и образуется углубление 4. Вместо выступа 6 в качестве формовочного инструмента 5 может быть использована также, например, металлическая пластина. Держатель 2 формы задает (предварительно) отвержденным слоям ВПК последующую форму, предпочтительно, по существу, в виде ровной поверхности 7, как на фиг. 1.
После размещения на держателе 2 формы первого слоя 1 ВПК и выполнения углубления 4 первый слой 1 ВПК подвергают предварительному отверждению с помощью соответствующего известного специалисту в данной области техники способа, в то время как формовочный инструмент 5 остается в выполненном углублении 4. Такой способ предварительного отверждения можно осуществить, например, с помощью первых этапов способа отверждения в автоклаве (не показан). В результате предварительного отверждения первая вставная часть 3, по существу, сама по себе сохраняет свою форму для следующих этапов способа.
На фиг. 2 показана предварительно отвержденная первая вставная часть 3 с углублением 4 и периферийной (непрерывной), выполненной симметрично вокруг углубления 4, поверхностью 8. Углубление 4 расположено, по существу, в центре в первой вставной части 3 и содержит (на лучше видимой на фиг. 4а и 4b нижней стороне первой вставной части 3) проем 22 и область 23 поперечного сечения проема, которая соответствует области проема 22 в плоскости периферийной поверхности 8. Область 23 поперечного сечения проема ограничена периферийной поверхностью 8. Стрелками показано, что для согласования вставной части 3 периферийную поверхность 8 частично обрезают и удаляют, например, с помощью подходящего режущего инструмента. В зависимости от исходного материала обрезание периферийной поверхности 8 не является обязательно необходимым.
Для получения второй вставной части 9 из второго слоя 25 ВПК (см. фиг. 4а и фиг. 4b) можно выполнять те же этапы способа, что и для первой вставной части 3. Так, может быть изготовлена вторая вставная часть 9, которая, по существу, идентична первой вставной части 3. Однако может быть обеспечено то, что вторая вставная часть 9 не содержит углубление, то есть выполнена, по существу, ровной. Для этого можно разместить второй слой 25 ВПК без формовочного инструмента 5 на держателе 2 формы и подвергнуть его предварительному отверждению. Изготовленная таким образом вторая вставная часть имеет, по существу, ровную поверхность и не содержит выпуклостей.
На фиг. 3а показаны первое покрытие 10 из ВПК с первым вырезом 11 и второе покрытие 12 из ВПК со вторым вырезом 13. При этом вырезы 11, 13 вырезаны целесообразным образом ножом или другим режущим инструментом (не показан) в первом или втором покрытиях 10, 12 ВПК. Стрелка вновь указывает удаление избыточных участков. Для последующего вставления вставных частей вырезы 11, 13 имеют, предпочтительно, форму или контур наружного края 14 первой 3 или второй 9 вставных частей. Далее обеспечивают то, что первое покрытие 10 из ВПК соединяют со вторым покрытием 12 из ВПК так, что вырез 11, 13 и, таким образом, позже вставные части 3, 9 лежат друг над другом, по существу, с одинаковым наложением. Вырезы 11, 13 и вставные части 3, 9 имеют, предпочтительно, одинаковые размеры, так что вставные части 3, 9 могут быть вставлены заподлицо в соответствующие вырезы 11, 13.
Для улучшения фиксации вставных частей 3, 9 и изготовления особенно реалистичного эталонного образца 26 из ВПК, в случае которого расслоение расположено сколь угодно глубоко внутри эталонного образца 26 из ВПК, на одной стороне структуры из первого 10 и второго 12 покрытий из ВПК имеется по меньшей мере один базовый слой 15 ВПК (на фиг. 3а показан базовый слой 15 ВПК, а на фиг. 3b – два базовых слоя 15 ВПК). На фиг. 3b к тому же на другой стороне структуры из первого 10 и второго 12 покрытий из ВПК имеется по меньшей мере один конечный слой 16 ВПК. Общая структура размещена для последующего отверждения также на держателе 2 формы. Стрелки вновь указывают сборку последующего эталонного образца из ВПК.
На фиг. 3b пояснено вставление первой вставной части 3 в первый вырез 11 первого покрытия 10 из ВПК и вставление второй вставной части 9 во второй вырез 13 второго покрытия 12 из материала ВПК. При этом важно, что первую 3 вставную часть и вторую вставную часть 9 вставляют в соответствующие вырезы 11, 13 так, что образуется ограниченное углублением 4 первой вставной части 3 и второй вставной частью 9 полое пространство 17, так называемый воздушный карман, как это видно из фиг. 4а и 4b. При этом проем 22 углубления 4 первой вставной части 3 обращен ко второй вставной части 9. Если вторая вставная часть 9 содержит другое углубление 18, то вторую вставную часть 9 также вставляют во второй вырез 13 так, что проем другого углубления 18 второй вставной части 9 обращен к первой вставной части 3. При этом существенно то, что первая вставная часть 3 и вторая вставная часть 9 или вырезы 11, 13 лежат друг над другом с, по существу, одинаковым наложением.
На фиг. 4а показаны первая вставная часть 3 и, по существу, идентичная вторая вставная часть 9 с другим углублением 18. Обе вставных части 3, 9 расположены так, что образуется полое пространство 17, ограниченное углублениями первой и второй вставных частей 3, 9. Проем 22 углубления 4 первой вставной части 3 обращен при этом ко второй вставной части 9, в то время как проем другого углубления 18 второй вставной части 9 обращен к первой вставной части 3. Как показано на фиг. 4а, периферийная поверхность 8 вставных частей 3, 9 имеет ширину 19 между внутренним, граничащим с областью 23 поперечного сечения углубления 4, краем и наружным краем 14 периферийной поверхности 8 или вставной части. Область 23 поперечного сечения углубления 4 обозначена штриховой линией 23. Ограниченная периферийной поверхностью 8 область 23 поперечного сечения углубления 4 имеет к тому же ширину 20, которая, при отличных от круглых областей 23 поперечного сечения, относится к максимальной ширине. Отношение ширины 19 периферийной поверхности 8 к ширине 20 области 23 поперечного сечения составляет, предпочтительно, по существу, от 0,1 до 10, в частности, по существу, от 2 до 8.
На фиг. 4b пояснен вариант осуществления, в котором вторая вставная часть 9 не содержит другого углубления. Вторая вставная часть 9 выполнена, по существу, плоской, то есть не содержит выпуклостей.
На фиг. 5а показана структура из первого покрытия 10 из ВПК с первой вставной частью 3 и второго покрытия 12 из ВПК со второй вставной частью 9. За счет использования давления прижима, в частности, во время осуществления пригодного для ВПК способа отверждения, в результате капиллярного эффекта связующий материал, который содержится в используемом ВПК, всасывается в направлении стрелки в узкий, лежащий между первой и второй вставными частями 3, 9 стыковочный зазор 21 вплоть до углубления и соединяет в результате этого обе вставных части 3, 9 в периферийной поверхности 8 снаружи углубления 4 между собой, а также с первым 10 и вторым покрытиями 12 из материала ВПК. В соответствии с этим связующий материал для соединения вставных частей 3, 9 предоставлен в распоряжение слоями ВПК. На границе с углублением 4 или замкнутым полым пространством 17, как показано на фиг. 5с, всасывающее действие капиллярного эффекта, по существу, прекращается следствие большего расстояния между обеими вставными частями 3, 9 и не происходит всасывания связующего материала в углубление 4 или полое пространство 17. Таким образом, углубление 4, по существу, свободно от связующего материала и первая и вторая вставные части 3, 9 не прилипают друг к другу в области углубления 4. В результате этого после отверждения возникает имитированное расслоение 24 в углублении 4 или полом пространстве 17.
На фиг. 6 показана предпочтительная блок-схема изготовления эталонного образца 26 из ВПК с искусственно созданным расслоением 24. На этапе 101 для изготовления вставной части первый слой размещают в неотвержденном состоянии на держателе 2 формы. Для выполнения углубления 4 может быть использован формовочный инструмент 5 в форме выступа 6 на держателе 2 формы или в форме металлической пластины. На этапе 102 первый слой 1 ВПК подвергают предварительному отверждению для создания первой вставной части 3. На этапе 103, который, конечно, не является обязательно необходимым, первую вставную часть 3 можно обрезать до определенного размера. С помощью этапов 101-103 в соответствии с этим изготавливают первую вставную часть 3. За счет повторного применения этапов 101-103 (как обозначено стрелкой) можно изготовить другие вставные части, в частности, вторую вставную часть 9. На этапе 201 первое 10 и второе покрытия 12 из ВПК размещают в неотвержденном состоянии на держателе 2 формы. На этапе 202 из первого 10 или второго покрытий 12 из ВПК вырезают первый 11 и второй 13 вырезы. На этапе 203 первую 3 и вторую 9 вставные части вставляют в первый 11 или второй 13 вырез. При необходимости на этапе 204 может быть добавлен также, по меньшей мере, один базовый слой 15 ВПК на одной стороне структуры из первого 10 и второго 12 покрытий из ВПК и/или по меньшей мере один конечный слой 16 ВПК на другой стороне структуры из первого 10 и второго 12 покрытий из ВПК. На этапе 205 всю структуру из первого 10 и второго 12 покрытий из ВПК, первой 3 и второй 9 вставных частей и, возможно, базовых слоев 15 ВПК и/или конечных слоев 16 ВПК подвергают полному отверждению с помощью пригодного для используемого ВПК способа отверждения.
На фиг. 7 пояснена предпочтительная стадия процесса испытания способом NDT с эталонным образцом 26 из ВПК. На этапе 701 с помощью способа в соответствии с фиг. 6 изготавливают эталонный образец 26 из ВПК. На этапе 702 проводят испытание эталонного образца с использованием способа неразрушающего испытания, например, термографического способа или ультразвукового способа, чтобы обнаружить и измерить искусственно созданное расслоение 24 в эталонном образце 26 из ВПК. За счет этого можно определить сравнительные величины. На этапе 703 проводят испытание конструктивного элемента из ВПК, в частности, конструктивного элемента летательного аппарата, с использованием того же способа неразрушающего испытания, чтобы получить результаты испытания. На этапе 704 результаты испытания из этапа 703 сравнивают со сравнительными величинами из этапа 702, чтобы суметь, тем самым, произвести оценку конструктивного элемента из ВПК в отношении возможных дефектов, в частности, расслоения. Для этого сравнивают между собой предпочтительно амплитуды сигналов или другие, выработанные с помощью способов неразрушающего испытания виды сигналов. При превышении заданной предельной величины, которую можно вывести из сравнительных величин, можно распознать дефектный конструктивный элемент из ВПК.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭТАЛОННОГО ОБРАЗЦА ИЗ ПЛАСТМАССЫ, АРМИРОВАННОЙ ВОЛОКНОМ, И СПОСОБ ИСПЫТАНИЯ | 2019 |
|
RU2756583C1 |
| СПОСОБ ЛИТЬЯ ПОЛОЙ ДЕТАЛИ ПО ВЫПЛАВЛЯЕМОЙ МОДЕЛИ | 2014 |
|
RU2676539C2 |
| Способ изготовления контрольных образцов для неразрушающего контроля изделий из полимерных композиционных материалов | 2024 |
|
RU2839535C1 |
| ФОРМА ШТАМПА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ШТАМПА И СПОСОБ ФОРМОВАНИЯ ПРОДУКТА С ИСПОЛЬЗОВАНИЕМ ФОРМЫ ШТАМПА | 1999 |
|
RU2223173C2 |
| СПОСОБ НЕТЕПЛОВОЙ РАЗРЕЗКИ МЕТАЛЛА | 2001 |
|
RU2211122C2 |
| ГИЛЬЗА ЦИЛИНДРА (ВАРИАНТЫ) И ДВИГАТЕЛЬ | 2006 |
|
RU2376488C2 |
| ПРОТЕКТОР, СОДЕРЖАЩИЙ РЕЛЬЕФНЫЕ ЭЛЕМЕНТЫ, ПОКРЫТЫЕ ТЕРМОПЛАСТИЧНЫМ МАТЕРИАЛОМ | 2012 |
|
RU2618576C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ ЗАЛЕГАНИЯ ДЕФЕКТОВ В ИЗДЕЛИЯХ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2017 |
|
RU2650711C1 |
| Способ автоматизированного контроля физико-механических свойств многослойной композиционной втулки несущего винта вертолета | 2024 |
|
RU2834184C1 |
| Система и способ непрерывного мониторинга глюкозы | 2016 |
|
RU2766749C2 |
Использование: для изготовления эталонного образца из волоконно-пластмассового композита (ВПК) для имитации расслоения для неразрушающего испытания конструктивных элементов из ВПК. Сущность изобретения заключается в том, что осуществляют следующие этапы, на которых: i. изготавливают первую вставную часть посредством: а. размещения первого слоя ВПК; b. выполнения углубления в первом слое ВПК; с. предварительного отверждения первого слоя ВПК для получения первой вставной части; ii. изготавливают вторую вставную часть посредством: а. размещения второго слоя ВПК; b. предварительного отверждения второго слоя для получения второй вставной части; iii. обеспечивают наличие по меньшей мере одного первого и по меньшей мере одного второго покрытий из ВПК с первым или вторым вырезом; iv. вставляют первую и вторую вставные части в соответствующий вырез соответствующего покрытия из ВПК; v. отверждают структуру, причем имитация расслоения происходит на углублении первой вставной части. Технический результат: обеспечение возможности близкого к реалистичной имитации расслоения в определенных местах в эталонном образце из ВПК. 2 н. и 9 з.п. ф-лы, 11 ил.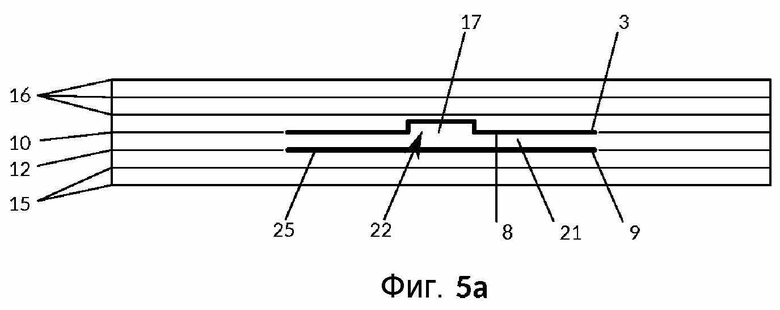
1. Способ изготовления эталонного образца (26) из волоконно-пластмассового композита (ВПК) для имитации расслоения (24) для неразрушающего испытания конструктивных элементов из ВПК, в частности конструктивных элементов летательного аппарата, включающий в себя следующие этапы, на которых:
i. изготавливают первую вставную часть (3) для эталонного образца (26) из ВПК посредством:
а. размещения первого слоя (1) ВПК;
b. выполнения углубления (4) в первом слое (1) ВПК;
с. предварительного отверждения первого слоя (1) ВПК для получения первой вставной части (3) для эталонного образца из ВПК;
ii. изготавливают вторую вставную часть (9) для эталонного образца из ВПК посредством:
а. размещения второго слоя (25) ВПК;
b. предварительного отверждения второго слоя (25) ВПК для получения второй вставной части (9) для эталонного образца из ВПК;
iii. обеспечивают наличие по меньшей мере одного первого покрытия (10) из ВПК с первым вырезом (11) и по меньшей мере одного второго покрытия (12) из ВПК со вторым вырезом (13);
iv. вставляют первую вставную часть (3) в первый вырез (11) первого покрытия (10) из ВПК и вставляют вторую вставную часть (9) во второй вырез (13) второго покрытия (12) из ВПК;
v. отверждают структуру из первого покрытия (10) из ВПК с первой вставной частью (3) и второго покрытия (12) из ВПК со второй вставной частью (9), причем имитация расслоения происходит на углублении (4) в первом слое (1) ВПК первой вставной части (3).
2. Способ по п. 1, в котором по меньшей мере один базовый слой (15) материала ВПК обеспечивают на одной стороне структуры из первого (10) и второго покрытия (12) из ВПК и/или по меньшей мере один конечный слой (16) ВПК обеспечивают на другой стороне структуры из первого (10) и второго покрытия (12) из ВПК.
3. Способ по любому из пп. 1 или 2, в котором первая вставная часть (3) содержит периферийную и, предпочтительно, по существу, ровную поверхность (8) вокруг углубления (4).
4. Способ по п. 3, в котором периферийная поверхность (8) выполнена симметрично вокруг углубления (4) и отношение ширины (19) периферийной поверхности (8) к ширине (20) области (23) поперечного сечения углубления (4), ограниченной периферийной поверхностью (8), составляет, по существу, от 0,1 до 10, в частности, по существу, от 2 до 8.
5. Способ по любому из пп. 1–4, в котором максимальная высота углубления (4) меньше толщины первого покрытия (10) из ВПК, в частности меньше толщины всех покрытий из ВПК и слоев ВПК.
6. Способ по любому из пп. 1–5, в котором углубление (4) выполняют перед предварительным отверждением первого слоя (1) ВПК путем наложения первого слоя (1) ВПК на формовочный инструмент (5).
7. Способ по п. 6, в котором в качестве формовочного инструмента (5) используют деталь в форме пластины, в частности металлическую пластину.
8. Способ по п. 6, в котором в качестве формовочного инструмента (5) используют выступ (6) на держателе (2) формы.
9. Способ по любому из пп. 6–8, в котором формовочный инструмент (5) перед наложением первого слоя (1) ВПК покрывают разделительным средством, в частности жидким разделительным агентом или разделительной пленкой.
10. Способ по любому из пп. 1–9, в котором во втором слое (25) ВПК выполняют другое углубление (18).
11. Способ неразрушающего испытания конструктивного элемента из ВПК, в частности конструктивного элемента летательного аппарата, включающий в себя следующие этапы, на которых:
– изготавливают эталонный образец (26) из волоконно-пластмассового композита (ВПК) способом по любому из пп. 1–10;
– испытывают конструктивный элемент из ВПК способом неразрушающего испытания, например термографическим способом; и
– сравнивают результаты испытания из способа неразрушающего испытания конструктивного элемента из ВПК со сравнительными величинами эталонного образца (26) из ВПК.
| US 2014272324 A1, 18.09.2014 | |||
| US 2007028661 A1, 08.02.2007 | |||
| US 2007101815 A1, 10.05.2007 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНОГО ОБРАЗЦА ЛОПАТКИ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2450922C2 |
| Способ изготовления образца для определения прочности однонаправленных полимерных композитов | 1990 |
|
SU1753344A1 |
| Образец для испытаний композитных материалов на сдвиг | 1990 |
|
SU1835064A3 |

