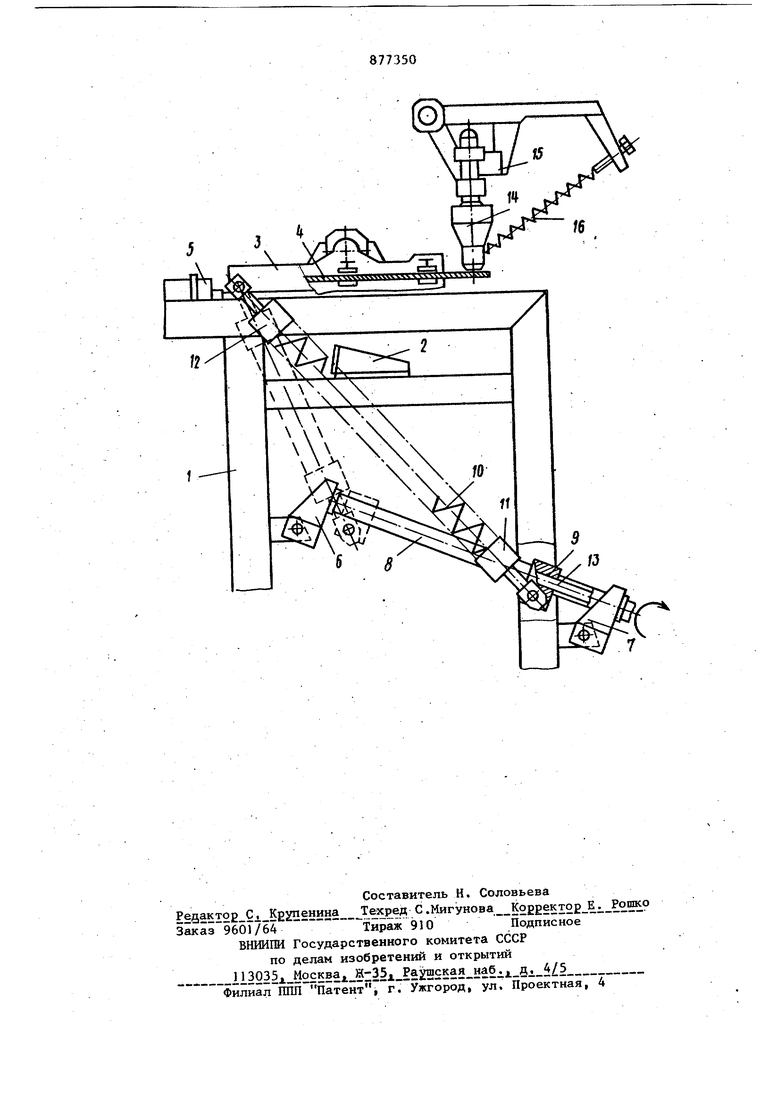
Изобретение относится к контактно термометрии, а именно, к устройствам для определения средней температуры металла всварочной ванне при дуго вой сварке. По основному авт, ев, № 472263 известно устройство, в котором средняя температура металла в сварочной ванне определяется методом калориг метрирования. Сварка вьтолняется отбрасывающей под действием пружины горелкой на образце, закрепленном во вращающейся платформе fl. В процессе сварки горелка и платформа зафиксированы электромагнитными защелками, В заданный момент срабатывают защелки, горелка отбрасывается, а платформа с образцом вращается за счет сжатия пружин до удара в упор, при котором металл ванны выплескивается в калориметр, предва рительно установленньй на траектории его полета, В калориметре измеряют теплосодержание жидкого .металла ванны, а затем -расчетньм путем, зная его массу, определяют его среднюю температуру.. Недостатками известного устройства является повышенная трудоемкость, а также опасность травматизма, так как ряд подготовительных операций перед сваркой производят в рабочем положении платформы, что небезопасно и, кроме того вызывает ускоренный износ пружин из-за их длительного пре.бывания под максимальной нагрузкой. Цель изобретения - снижение трут доемкости и повышение безопасности измерений. Поставленная цель достигается тем, что в известное устройство введена каретка с механизмом взведения, закрепленная на нижних концах натяжных пружин с возможностью перемещения по направляющим, жестко соединенным с рамой. Механизм взведения выполнен в виде ходового винта с приводом. На чертеже схематично показано предлагаемое устройство. Устройство содержит раму 1 с неподвижньм упором 2, на которой установлены вращающаяся платформа 3 с образцом 4 :и электромагнитная защелка 5. К раме 1 при помощи кронштейнов 6 и .7 прикреплен механизм натяжения пружин и возврата платформы, который имеет две направляющие 8 и подвижную каретку 9, Пружины 10 соединены с платформой 3 и кареткой 9 с резьбовыми пробками П и 12. Для перемещения пружин 10 ijapeTKa 9 снаб женаходовым винтом 13, который соед нен с двигателем, Для фиксирования горелки 14 в рабочем положении (для сварки и отбра сывания ее при вьтлеске металла служат электромагнитная защелка 15 и пружина 16, Устройство работает следующим образом. Перёд сваркой платформу 3 фиксируют в рабочем положении защелкой 5, Для натяжения пружин 10 вращают ходовой винт 13 и перемещают каретку 9 вниз (на чертеже нижнее положение каретки 9 показано сплошными линиями). Горелку J4 устанавливают в рабочем положении и фиксируют электромагнитной защелкой J5, После прохождения требуемой длины шва срабатывают электромагнитные защелци 15 и (с некоторой задержкой по .времени) 5, Дружина J6 отбрасьшает горе,лку J4 и она,. поворачиваясь, про пускает под собой платформу 3 с образцом 4, Платформа 3, вращаясь, уда ряется о неподвижный упор 2, При ударе жвдкий металл сварочной ванны выплескивается в калориметр, где измеряется теплосодержание выплеснутого металла. Для возврата платформы 3 после выплеска в рабочее положение вращают ходовой винт 13 в обратном направлении и перемещают вверх каретку 9 (на чертеже верхнее положение каретки показано пунктирными линиями), которая за счёт жесткости пружин 10, поворачивает платформу 3 в рабочее положение, Предлагаемое устройствоjблагодаря автоматизации возврата платформы и натяжения пружин, позволяет на 7% снизить трудоемкость измерений, практически исключить травматизм, а также более чем на 50% повысить долговечность пружин, формула изобретения 1, Устройство для определения средней температуры металла в сварочной ванне по авт, ев, № 472263, отличающееся тем, что, с целью снижения трудоемкости и повышения безопасности; измерений, в него введена каретка с механизмом взведения, закрепленная на нижних концах натяжных. пружин с возможностью пере-, мещения по направляющим, жестко соединенньм с рамой, 3, Устройство пoп.,j,oтли- . Чающееся тем,что механизм взведения выполнен в виде ходового винта с приводом. Источники информации, принятые во внимание При экспертизе 1 . Авторское .свидетельство СССР № 472263, кл. G 01 К 7/02, 1973. J чЯЗхК aЬJVV L li i -MiyV J- y ALV
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ПРОЦЕССА КРИСТАЛЛИЗАЦИИ СВАРОЧНОЙ ВАННЫ | 1967 |
|
SU197809A1 |
| Способ определения геометрических параметров и формы внутренней поверхности сварочной ванны | 1985 |
|
SU1227390A1 |
| Устройство для автоматическойэлЕКТРОдугОВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU823046A1 |
| Устройство для определения средней температуры металла в сварочной ванне | 1973 |
|
SU472263A1 |
| Устройство для дуговой сварки | 1987 |
|
SU1454604A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |