Изобретение относится к области медицинского материаловедения, где могут быть применены сплавы на основе магния в качестве биорезорбируемых материалов. Способ получения биорезорбируемого магниевого сплава включает гомогенизирующий отжиг, всестороннюю изотермическую ковку и изотермическую прокатку. Гомогенизирующий отжиг осуществляют при температуре 340÷510°С. Всестороннюю изотермическую ковку проводят ступенями в интервале температур 430÷250°С с шагом от более 25 до 50°С и с постепенным увеличением скорости осадки от 0,5 до 20 мм/мин с обеспечением суммарной истинной степени деформации от более 10 до 15. Изотермическую многопроходную прокатку осуществляют при температуре 300÷150°С в несколько проходов со степенью деформации в каждом проходе не более 6% и суммарной степенью истинной деформации прокаткой 0,8÷1,1. Полученный по данному способу биорезорбируемый магниевый сплав может быть широчайшим образом использован в медицинской практике для изготовления медицинской конструкции, представляющей собой дренаж для хирургического лечения глаукомы, ортопедический имплантат, хирургическую скобу, устройство для закрытия сосудов, накостную пластину, внутрикостный винт, интрамедуллярный гвоздь или штифт, фиксатор шовного материала, внутрикостные стержень или спицу, зажим или пробку анастомоза, зубной имплантат, устройства для трансплантации аневризмы аорты, атриовентрикулярный шунт, сердечный клапан, устройство для обеспечения направленной регенерации костной ткани, устройство для замены костей и замещения костных дефектов, устранения врожденных и приобретенных деформаций лица, эндопротез или протез в области твердых и мягких тканей, венозный клапан или стент для сосудов, трахеи, уретры, ректальный или для окклюзии сосудистой аневризмы.
1. Способ получения биорезорбируемого магниевого сплава.
За последнее десятилетие вырос интерес к магниевым сплавам как к материалу, имеющему наиболее перспективные характеристики для биорезорбируемых устройств. Известно, что магний является одним из важнейших элементов жизненного цикла живого организма и влияет на метаболизм; ионы магния являются четвертыми наиболее распространенными ионами металлов человеческого тела. Магниевые сплавы имеют удельную плотность (1,7-1.9 г/см3) и модуль Юнга (41-45 ГПа), близкие к параметрам человеческой кости (1,8-2,1 г/см3, 3-20 ГПа), то есть являются подходящими для медицинского применения в качестве материала при изготовлении биодеградируемых композиций и композитов и медицинских устройств для имплантации в тело пациента, таких как, например, ортопедические, черепно-лицевые и сердечно-сосудистые имплантаты. Другим перспективным и динамично развивающимся направлением использования магния и сплавов на его основе является их применение в медицине в связи с высочайшей структурной эффективностью, выраженной чрезвычайно привлекательным соотношением прочности и плотности и практически идеальной биосовместимостью использование магния и сплавов на его основе в медицине является перспективным и динамично развивающимся направлением. Магний - элемент, принимающий участие в более чем 300 биохимических реакциях в организме, включая процессы, которые формируют кости и мышцы. Кроме того, именно магний является уникальным материалом для медицинского применения ввиду его постепенной резорбируемости. Он растворяется в человеческом организме, образуя достаточно простые соединения (оксид и гидроксид), которые не только не токсичны, но даже способствуют заживлению тканей.
Проведенные во многих странах мира, таких как США, Япония, Россия, Китай, Германия, Украина, Австралия и др., исследования показали, что наряду с преимуществами магний имеет также и ряд недостатков, которые ограничивают его применение в медицине. Во-первых, чистый магний имеет высокую скорость коррозии даже в неагрессивных средах, таких как кровь и другие физиологические жидкости. Кроме того, процесс коррозии обычно сопровождается активным питтингообразованием, которое негативно влияет на механические свойства изделия. Для устранения этого недостатка магний легируют различными элементами, такими как кальций, цинк, литий, серебро, марганец и некоторые редкоземельные элементы. Выбор системы легирования осложняется условием, согласно которому сам легирующий элемент, а также продукты коррозии, образовавшиеся впоследствии, не должны быть токсичны для организма. Второй проблемой является то, что, хотя магний обладает уровнем механических свойств близким к уровню костной ткани (модуль Юнга равен 5÷55 МПа и 45 МПа для костной ткани и магния, соответственно), на практике этого может быть недостаточно, так как для его успешного применения в качестве ортопедических имплантатов и элементов крепежных конструкций желательны существенно более высокие прочностные характеристики - на уровне 400 МПа и даже выше, в зависимости от конкретного применения. Поэтому возникает потребность в упрочнении магниевых сплавов. Легирование, выполняемое для улучшения коррозионной стойкости, в некоторой мере также повышает и механические характеристики, но их необходимый уровень можно достичь путем измельчения зерна вплоть до ультрамелкозернистой (УМЗ) структуры. Формирование УМЗ структуры, в отличие от обыкновенного измельчения зерна до размеров свыше 1÷2 мкм, приводит не только к существенному упрочнению магниевых сплавов, но также часто не ухудшает, а в ряде случаев и улучшает коррозионную стойкость магниевых сплавов. Поэтому получение УМЗ структуры в магниевых сплавах является перспективным и актуальным направлением физического материаловедениям.
Конечные (потребительские) свойства материалов определяются не только их химическим составом, но и в значительной мере дизайном микроструктуры: размером и распределением зерен, распределением частиц фаз, кристаллографической текстурой и т.д. Для получения необходимой микроструктуры в настоящее время развит широкий набор методов деформационной термомеханической обработки. В то время как традиционные методы обработки, такие как экструзия и прокатка, удобны для получения полуфабрикатов с сильной кристаллографической текстурой, применение методов интенсивных пластических деформаций позволяет не только существенно измельчить микроструктуру до субмикронных размеров и добиться значительно более однородного распределения частиц упрочняющих фаз, но и сформировать существенно более слабую текстуру. Наибольшей гибкостью обладают гибридные технологии, сочетающие различные комбинации деформационных методов.
Выбор схемы деформационной термомеханической обработки определяется как чисто технологическими факторами возможности реализации той или иной схемы при заданной геометрии заготовки (например, заданными размерами исходных слитков), так и эффективностью различных схем для формирования той или иной микроструктуры и кристаллографической текстуры. Существует очень большое количество схем обработки магниевых сплавов, начиная от таких традиционных как прямая и обратная экструзия и прокатка, и заканчивая эффективными схемами, позволяющими получать очень большие степени деформации и сильно измельченную структуру в заготовках - это методы интенсивных пластических деформаций, в которые входят кручение под гидростатическим давлением, равноканальное угловое прессование (РКУП), всестороннюя изотермическая ковка (ВИК), ротационная ковка (РК) и многие другие.
В качестве примера можно привести способ обработки магниевых сплавов (RU 2213800 С2, МПК B22F 1/06, дата подачи заявки 27.11.2001), включающий нагрев литой заготовки, ступенчатую деформацию и охлаждение на воздухе, причем, согласно изобретению, нагрев заготовки проводят перед каждым переходом ступенчатой деформации, ступенчатую деформацию заготовки осуществляют с суммарной степенью деформации 94,0-99,5%, а после охлаждения заготовки на воздухе проводят окончательный нагрев до 370-420°С в изотермических условиях и окончательную деформацию со скоростью 1⋅10-4-2⋅10-2 с-1. Нагрев литой заготовки перед каждым переходом ступенчатой деформации осуществляют до 280-420°С. Способ позволяет повысить уровень предела текучести и снизить анизотропию прочностных свойств деформированных полуфабрикатов магниевых сплавов, а также изделий, полученных из них, при сохранении значений предела прочности
Известен способ получения ультрамелкозернистых структур прокаткой (RU 2487960 С2, МПК C22F 1/00, B21J 5/06, дата подачи заявки 28.07.2011), включающий закручивание заготовки путем пропускания ее через скрещивающиеся под углом валки и последующее сжатие посредством снижения линейной и угловой скорости заготовки при прохождении ее через ролики. При реализации предлагаемого способа обеспечивается возможность получения конечной заготовки с практически неограниченной длиной при упрощении технологии ее получения.
Так же известен способ получения ультрамелкозернистых заготовок из металлов и сплавов (RU 2393936 С1, МПК C22F 1/18, B21J 5/06, дата подачи заявки 25.03.2009) в котором, с целью формирования ультрамелкозернистой структуры, обеспечивающей значительное повышение их физико-механических свойств, осуществляют интенсивную пластическую деформацию методом многократной всесторонней ковки. На каждом этапе ковки сменяют направление деформирования последовательно по трем осям координат. Ковку начинают в интервале ковочных температур материала заготовки. Затем ее снижают после каждого или нескольких этапов деформирования до температуры ниже порога рекристаллизации. Ковку осуществляют в полости штампа по схеме плоскодеформированного состояния. Обеспечивают уменьшение размера заготовки в направлении первой оси координат, совпадающей с направлением приложения деформирующего усилия. Увеличивают размер заготовки в направлении второй оси координат - со свободной стороны заготовки. Сохраняют размер заготовки в направлении третьей оси координат - с заневоленной стороны заготовки. Размер заготовки в направлении первой оси координат не превышает размера заготовки в направлении третьей оси координат. Обработку проводят в несколько циклов до достижения степени накопленной деформации не менее 3. В результате обеспечивается улучшение физико-механических свойств материала и повышение производительности обработки.
Известен способ обработки магниевого сплава системы Mg-Y-Nd-Zr методом равноканального углового прессования (RU 2678111 С1, МПК C22F 1/06, дата подачи заявки 21.05.2018), включающий гомогенизирующий отжиг при температуре 500÷530°С в течение 7÷9 часов с последующим охлаждением на воздухе и равноканальное угловое прессование, которое проводят ступенчато в интервале температур 425÷300°С с суммарной истинной степенью деформации 6,0÷8,0, при этом равноканальное угловое прессование на каждой ступени осуществляют при температуре на 25°С ниже температуры предыдущей ступени до получения структуры, состоящей из зерен размером менее 1 мкм. Техническим результатом изобретения является повышение пластичности сплавов системы Mg-Y-Nd-Zr при сохранении достаточной прочности за счет смены преимущественного механизма деформации с базисного на призматическое скольжение.
Наиболее близким по сути предлагаемому нами изобретению можно считать способ гибридной обработки магниевых сплавов (RU 2716612 С1, МПК C22F 1/06, дата подачи заявки 29.07.2019), согласно изобретению, включает гомогенизирующий отжиг, всестороннюю изотермическую ковку и изотермическую прокатку. Гомогенизирующий отжиг осуществляют при температуре 350÷450°С. Всестороннюю изотермическую ковку проводят ступенями в интервале температур 400÷300°С с шагом 25°С и с постепенным увеличением скорости осадки от 2 до 20 мм/мин с обеспечением суммарной истинной степени деформации в диапазоне 8÷10. Изотермическую прокатку осуществляют при температуре 300÷250°С в несколько проходов со степенью деформации в каждом проходе не более 5% и суммарной степенью истинной деформации прокаткой порядка 1. Техническим результатом изобретения является повышение пластичности магниевых сплавов при одновременном повышении их прочностных и усталостных свойств.
Все упомянутые способы обработки сплавов обладают существенным недостатком - они не универсальны относительно номенклатуры сплавов и изделий из них. Практически каждый новый, вид изделия требует изготовления нового вида оснастки и привлечения дополнительного технологического оборудования. Кроме того, при обработке слитков больших размеров такими методами деформационной обработки, как, например, РКУП, возникают непреодолимые на сегодняшнем техническом уровне сложности, обусловленные необходимостью применения огромных усилий в прессах.
Задачей изобретения является создание способа получения биорезорбируемого магниевого сплава, обладающего достаточно широкой технологической универсальностью, обеспечивающего оптимальное сочетание физико-механических параметров - пластичности, прочности, усталостной прочности - получаемых биорезорбируемых магниевых сплавов.
Техническим результатом данной части изобретения является существенное повышение пластичности получаемых по способу биорезорбируемых магниевых сплавов при одновременном повышении их прочностных и усталостных свойств.
Технический результат достигается способом, согласно изобретению, включающим гомогенизирующий отжиг, всестороннюю изотермическую ковку и изотермическую прокатку. Гомогенизирующий отжиг осуществляют при температуре 340÷510°С. Всестороннюю изотермическую ковку проводят ступенями в интервале температур 430÷250°С с шагом от более 25 до 50°С и с постепенным увеличением скорости осадки от 0,5 до 20 мм/мин с обеспечением суммарной истинной степени деформации в диапазоне от более 10 до 15. Изотермическую многопроходную прокатку осуществляют при температуре 300÷150°С со степенью деформации в каждом проходе не более 6% и суммарной степенью истинной деформации прокаткой порядка 0,8÷1,1.
В качестве конкретного примера реализации способа приведем результаты исследования одного из нескольких магниевых сплавов, а именно Mg-2.51Zn-6.84Y-0.6Zr.
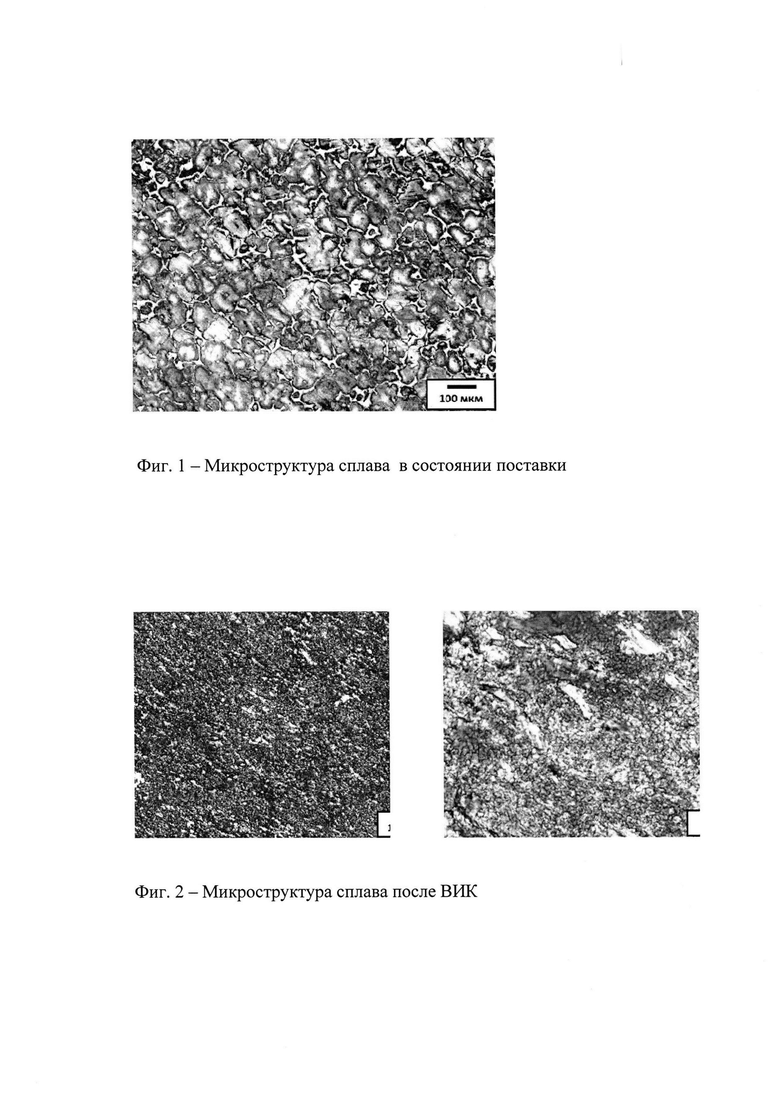
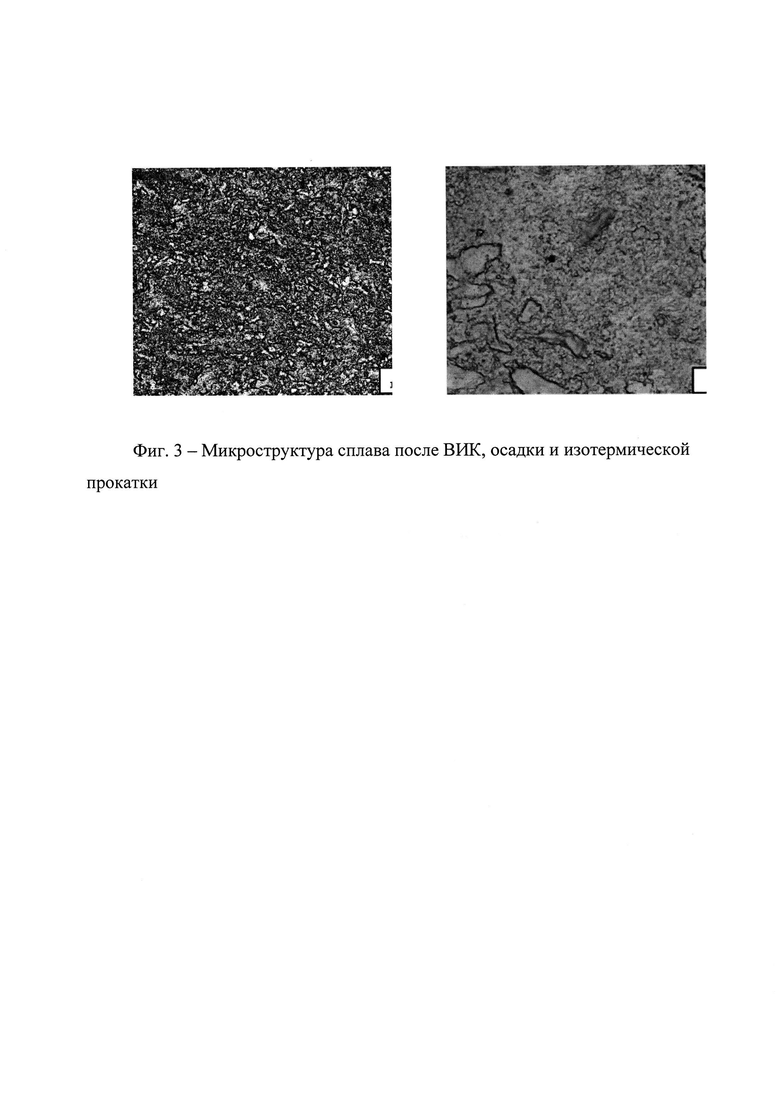
Сплав в состоянии поставки имел литую структуру, состоящую из осей первого порядка со средним размером ~ 60÷80 мкм, окруженных прослойками избыточных (эвтектических) фаз (рисунок 1). После гомогенизации и ВИК она стала более однородной и дисперсной. При этом объемная доля избыточных фаз уменьшилась незначительно (рисунок 2). Последующая прокатка мало сказалась на микроструктуре (рисунок 3).
С целью уменьшения дендритной ликвации сплав сначала был подвергнут отжигу при температуре 400°С длительностью 4 часа с последующим охлаждением на воздухе. После гомогенизации, скальпирования слитка и удаления усадочной раковины была получена заготовка с размерами ∅ 63×165 мм.
В сумме проведено 5 циклов всесторонней изотермической ковки. Образующиеся при деформировании дефекты на поверхности сплава удаляли шлифовкой камнем, что требовало дополнительных нагревов. Однако оптимизация скорости деформирования и выполнения циклов позволили сократить общий нагрев и длительность ВИК обработки. В результате суммарное время пребывания их при 400 и 375°С не превысило 1 часа, при 350 и 325°С - 1,5 часа, и при 300°С - 2 часов. После пяти циклов ВИК получены заготовки с размерами ∅ 68÷130 мм. Степень деформации за цикл ВИК составила е~1,83, а суммарная степень деформации е~9,15.
Полученная заготовка разрезали пополам. Одна из половинок была оставлена в таком виде, а вторая осажена на прессе до высоты ~9 мм (е~2) при температуре 300°С. Полученный в процессе осадки диск имел размеры ∅ 180×9,1 мм.
Из диска вырезали две заготовки для изотермической прокатки. Заготовки прогрели при температуре 300°С в течение 15 минут и прокатали на лабораторном шестивалковом изотермическом стане при температуре валков 300°С. Скорость прокатки составляла 2,4 мм/сек. Степень деформации за проход не превышала 5%. После каждого прохода заготовки подогревали в печи до температуры прокатки в течение 5 минут. Конечная толщина листов составила ~3,8 мм при суммарной степени деформации прокаткой е~0,87. Общее время нахождения заготовок в процессе прокатки при температуре 300°С составило 2÷3 часа.
Испытания на растяжение образцов с размерами рабочей части 2×4×10 мм проводили на компактной машине Kammrath&Weiss со скоростью перемещения траверсы 10 мкм/сек (скорость деформирования 10-3 с-1) при комнатной температуре. Результаты испытаний показали, что сплав имеет интересное сочетание прочностных и пластических свойств (370 МПа и 8%).
Качественный и количественный анализ микроструктуры проводили на оптических микроскопах «Nikon L150» и Axiovert 40 МАТ, а также растровом электронном микроскопе Tescan Lyra3 на шлифах, изготовленных механическим шлифованием и полированием по стандартной процедуре. Зеренную структуру выявляли химическим травлением в течение 5 сек. в реактиве следующего состава: 75 мл этиловый спирт, 2 г пикриновая кислота, 37,5 мл уксусная кислота, 20 мл дистиллированная вода. Затем образцы промывали в течение 5 сек. в 10% растворе азотной кислоты.
Сплав системы Mg-2.51Zn-6.84Y-0.6Zr в состоянии поставки имел литую структуру, состоящую из осей первого порядка со средним размером ~ 60÷80 мкм, окруженных прослойками избыточных (эвтектических) фаз (Фиг. 1). После гомогенизации и ВИК она стала более однородной и дисперсной. При этом объемная доля избыточных фаз уменьшилась незначительно (Фиг. 2). Последующая прокатка мало сказалась на микроструктуре (Фиг. 3).
Кроме того, были проведены микроструктурные исследования методом сканирующей электронной микроскопии совместно с методом дифракции обратно рассеянных электронов (EBSD) с помощью растрового электронного микроскопа Carl Zeiss Sigma, оснащенного детекторами InLens и AsB. Исследовали сечения шлифа в направлениях RD, ND и TD. Выявленный светлый контраст в изображениях микроструктуры, полученных в детекторе AsB, свидетельствует о наличии сегрегаций иттрия, цинка и циркония как более тяжелых по отношению к основной матрице элементов.
Текстуру деформированного сплава анализировали в программном пакете TSL OIM Analysis v8.0. Использовали EBSD сканы, полученные в сканирующем электронном микроскопе ZEISS SIGMA с полевым катодом и детектором EDAX/TSL Hikari 5.0.
Процессы интенсивной пластической деформации такие, как прокатка, экструзия, равноканальное угловое прессование, ковка и др. обычно вызывают появление сильной текстуры в магниевых сплавах. Магниевые сплавы с сильной текстурой проявляют значительную анизотропию, включая асимметрию сжатия-растяжения. Как сильная текстура, так и значительная анизотропия свойств магния и его сплавов обоснованы особенностями кристаллической структуры НСР с низкой симметрией. То есть, неэквивалентные моды деформации, реализуемые различными типами скольжения и двойникования, считаются основными причинами развития сильной текстуры и анизотропия в магнии. Поскольку каждый механизм деформации имеет различное значение критического напряжения сдвига (CRSS), активная мода деформации не может быть определена только из факторов Шмида для каждой моды деформации. Кроме того, деформационное двойникование имеет зависимость от направления нагрузки (полярная природа двойникования), которая является основной причиной асимметрии сжатия-растяжения. Эти сложные механизмы деформации затрудняют определение механизма анизотропии и развития текстуры в магнии.
В исходном литом состоянии структура сплава однородная, текстура близка к случайной. После всесторонней изотермической ковки реализуется очень однородная полностью рекристаллизованная структура с достаточно мелким зерном. В плоскости, параллельной оси заготовки, наблюдается текстура, характерная для РКУП, но с более размытым распределением базисных плоскостей относительно полюсов, что является преимуществом. При этом максимальное значение текстуры относительно невелико и составляет 6,5. Деформационные двойники отсутствуют. После изотермической прокатки образцов сплава, прошедших всестороннюю изотермическую ковку, в материале формируется характерная текстура прокатки с базисными плоскостями, сориентированными перпендикулярно направлению прокатки.
Из вышеизложенного следует, что, как с точки зрения микроструктуры, так и текстуры, весьма перспективным является предлагаемый способ получения биорезорбируемого магниевого сплава, позволяющий проводить обработку заготовок широкого диапазона размеров до очень больших степеней деформации и изготавливать полуфабрикаты самой различной формы. Его применение обеспечивает получение очень однородной мелкозернистой структуры с меньшей остротой текстуры по сравнению, например, с экструзией и РКУП, что, в свою очередь, позволяет получать достаточно высокие значения прочности и пластичности, а также уменьшенную асимметрию механического поведения и, как следствие, повышение усталостных характеристик.
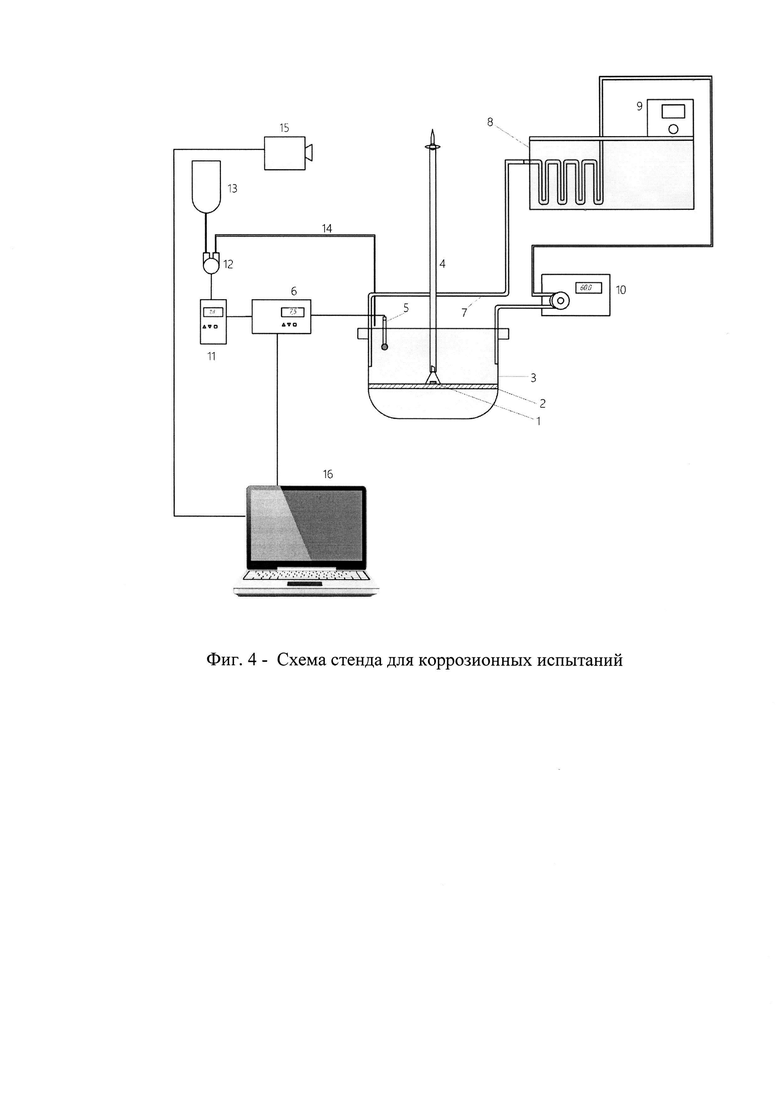
Для проведения испытаний на скорость биорезорбции образцов магниевых сплавов различного химического состава, прошедших обработку по предлагаемому способу, использовали специально разработанный испытательный стенд (Фиг. 4) и гигрометр для измерения влажности и температуры.
На схеме стенда для коррозионных испытаний биорезорбируемых сплавов приведены следующие обозначения:
1 - образец;
2 - подложка;
3 - емкость с раствором Рингера для испытаний (3 л);
4 - мерная бюретка, заполненная раствором Рингера (устанавливается на штатив);
5 - электрод рН-метра;
6 - электронный рН-метр/ионометр с аналоговым и цифровым выходами;
7 - силиконовые трубки для системы циркуляции и термостатирования;
8 - камера термостатирования, наполненная дистиллированной водой;
9 - электронный термостат;
10 - циркуляционный перистальтический насос;
11 - программируемый контроллер для коррекции рН;
12 - перистальтический насос для подачи корректирующего раствора;
13 - корректирующий раствор (500 мл раствор Рингера + 0,5-1 мл ортофосфорной кислоты);
14 - система подачи корректирующего раствора;
15 - широкоформатная камера;
16 - ПК.
В стенде для испытаний были использованы следующие материалы:
раствор Рингера (как среда максимально приближенная по свойствам плазме крови) фирмы Рингер-СОЛОфарм, содержащий на 1 л раствора 8,6 г хлорида натрия, 0,3 г хлорида калия, 0,25 г кальция гексагидрата. Ионный состав раствора: Натрий-ион 147,2 ммоль, Калий-ион 4 ммоль, Кальций-ион 2,25 ммоль, хлорид-ион 155,7 ммоль;
раствор для коррекции рН, состоящий из 500 мл раствора Рингера и 0,5-1 мл ортофосфорной кислоты;
материал подложки (2) керамика толщиной ~3 мм с большими отверстиями (~ ∅4 см) + 2 слоя сетки из стекловолокна с размером ячейки ~4 мм;
материал емкости для испытаний (3) и бюретки (4) - стекло;
материал шлангов системы циркуляции-термостатирования: на отсос жидкости - силикон, внутри камеры термостатирования - стекло, на подачу жидкости - специальная износо- и химически стойкая резина для перистальтических насосов Norprene A-60-F;
трубка с корректирующей жидкость (14) включает в себя силиконовую трубку медицинской системы (капельницы) и иглу от шприца из нержавеющей стали.
Общий принцип проведения испытаний заключался в следующем.
Емкость 3 (с установленной подложкой 2) и бюретка 4, предварительно промытые дистиллированной водой и высушеные, заполняют раствором Рингера. Бюретки устанавливают на штативах, погруженных в раствор Рингера в емкости. При погружении исключалт попадание в бюретки воздуха. К емкости подключали систему термостатирования и циркуляции (7, 8, 9, 10), На период выхода на нужную температуру (37±1) градусов Цельсия в емкости 1 устанавливали частоту вращения насоса на максимум (200 об/мин), а после выхода на нужную температуру частоту вращения понижали до 60 об/мин. Далее загружали образцы, причем, как правило, в испытаниях одновременно участвовали 3 образца одного и того же сплава с одной и той же структурой.
. После загрузки образцов в емкость для испытаний погружали электрод 5 для измерения рН, подключенный к рН-метру 6. рН-метр должен иметь два выхода - цифровой для передачи данных на ПК и аналоговый для передачи напряжения на контроллер системы коррекции рН. В нашем исследовании применяли ионометр И160. Прибор был испытан на стабильность показаний при длительном использовании, погрешность измерения после недели непрерывного использования составляла около 0,02-0,1 рН. Поверку и калибровку рН-метра производили по стандартному буферному раствору рН 6,86.
Система автоматической коррекции рН была реализована следующим образом: к аналоговому выходу рН-метра подключен контроллер 11, настроенный так, чтобы при определенном напряжении на аналоговом выходе рН-метра (т.е. определенном уровне рН в измеряемом растворе) включать перистальтический насос 12, который подает в емкость для испытаний корректирующий раствор (раствор Рингера с добавлением ортофосфорной кислоты). Насос выключается, когда рН падает ниже определенного уровня. Ввиду перемешивания и замедленной реакции электрода рН-метра падение рН в момент сразу после коррекции как правило очень сильное, однако достаточно быстро уровень рН восстанавливается до нормального значения. В текущих испытаниях коррекция срабатывала при достижении рН отметки 7,8. Иглу системы коррекции рН устанавливали на расстоянии ~5 мм от электрода рН- метра, что обеспечивало быстрое отключение системы коррекции и не позволяло уровню рН опускаться ниже необходимого.
После установки системы коррекции рН к ПК подключали камеру, автоматически (каждый час) фиксирующую уровень водорода в бюретках. При помощи другой камеры, направленной на гигрометр отслеживали изменения влажности и температуры.
Образцы магниевых сплавов непосредственно перед испытанием подвергали шлифовке на наждачной бумаге с зернистостью 400÷2500 для снятия оксидной пленки. После шлифовки для удаления частиц металлической пыли и абразива с поверхности образцы сначала промывали в спирте с использованием ультразвуковой ванны и далее высушивали направленным потоком воздуха.
Непосредственно перед испытанием каждый образец взвешивали на электронных весах с точностью до 0,001 г. После проведения испытаний осуществляли промывку образцов дистиллированной водой и удаление продуктов коррозии согласно ГОСТ Р 9.907-2007 с использованием реактива С.5.4 (200 г CrO3, 10 г AgNO3, 1000 мл H2O) после чего образцы промывали в спирте, высушивали направленным потоком воздуха и снова взвешивали.
Скорость резорбции высчитывали по уменьшению массы образца (гравиметрический метод) и по объему выделившегося водорода. Соответственно, основными измеряемыми параметрами в процессе испытания служили: разница массы образца до и после испытания; объем выделившегося в процессе испытаний водорода;
Объем выделившегося водорода пересчитывали в количество вещества, исходя из того, что 1 моль выделившегося водорода соответствует 1 молю растворенного магния. Скорость коррозии Vcor мм/год определяли по формуле:
где W - потеря веса в г, А - площадь образца в см2, Т - время выдержки в коррозионной среде в часах, D - плотность металла в г/см3.
Параллельно с этим, потерю массы W определяли напрямую взвешиванием на аналитических весах по разнице веса образца до испытания и после его проведения и удаления продуктов коррозии. Далее, как и в предыдущем случае, разница масс W использовали для расчета скорости резорбции.
В качестве примера, иллюстрирующего возможности предлагаемого способа получения биорезорбируемого магниевого сплава, приведем результаты испытаний двух из них.
Сплав Mg-1Zn-0.16Ca. Скорость резорбции: 1,7±0,3 мм/год - гравиметрический метод, 1,3±0,3 мм/год - прямое взвешивание (прочность ~260 Мпа, пластичность ~21%).
Сплав Mg-2.51Zn-6.84Y-0.6Zr. Скорость резорбции: 5,3±0,3 мм/год - гравиметрический метод, 3,3±1,0 мм/год - прямое взвешивание (прочность ~370 Мпа, пластичность ~8%).
Таким образом, варьируя химический состав и режимы термомеханической обработки магниевых сплавов, можно получать биорезорбируемые сплавы с оптимальным сочетанием физико-механических характеристик в зависимости от тех или иных требований медицинской практики.
2. Применение.
В целом ряде отраслей практической медицины таких как, например, травматология, челюстно-лицевая и сердечно-сосудистая хирургия и многих других, существует ряд задач, для решения которых требуются биорезорбируемые конструкции, использование которых позволило бы исключить этап проведения повторных операций по удалению этих конструкций, что позволило бы существенно снизить травматичность, риск осложнений и, таким образом, сохранить высокое качество жизни.
К таким конструкциям могут быть отнесены: дренаж для хирургического лечения глаукомы, ортопедический имплантат, хирургическая скоба, устройство для закрытия сосудов, накостная пластина, внутрикостный винт, интрамедуллярный гвоздь или штифт, фиксатор шовного материала, внутрикостные стержень или спица, зажим или пробка анастомоза, зубной имплантат, устройства для трансплантации аневризмы аорты, атриовентрикулярный шунт, сердечный клапан, устройство для обеспечения направленной регенерации костной ткани, устройство для замены костей и замещения костных дефектов, устранения врожденных и приобретенных деформаций лица, эндопротез или протез в области твердых и мягких тканей, венозный клапан или стент для сосудов, трахеи, уретры, ректальный или для окклюзии сосудистой аневризмы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибридной обработки магниевых сплавов | 2019 |
|
RU2716612C1 |
| Способ управления локализованной коррозией в магниевых сплавах | 2023 |
|
RU2807803C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ БИОРЕЗОРБИРУЕМОГО ЦИНКОВОГО СПЛАВА | 2023 |
|
RU2820695C1 |
| Способ обработки магниевых сплавов с иттрием и гадолинием | 2023 |
|
RU2812104C1 |
| Магниевый сплав и способ получения заготовок для изготовления биорезорбируемых систем фиксации и остеосинтеза твердых тканей в медицине | 2022 |
|
RU2793655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2014 |
|
RU2575264C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+α СПЛАВОВ | 1999 |
|
RU2164263C2 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+αСПЛАВОВ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ПЕРВОГО СПОСОБА | 1999 |
|
RU2164180C2 |
| Способ обработки магниевого сплава системы Mg-Al-Zn методом ротационной ковки | 2017 |
|
RU2664744C1 |
| Способ обработки магниевого сплава системы Mg-Y-Nd-Zr методом равноканального углового прессования | 2018 |
|
RU2678111C1 |
Изобретение относится к области медицинского материаловедения, где могут быть применены сплавы на основе магния в качестве биорезорбируемых материалов. Способ получения биорезорбируемого магниевого сплава включает гомогенизирующий отжиг, всестороннюю изотермическую ковку и изотермическую прокатку. Гомогенизирующий отжиг осуществляют при температуре 340÷510°С, всестороннюю изотермическую ковку проводят ступенями в интервале температур 430÷250°С с шагом от более 25 до 50°С и с постепенным увеличением скорости осадки от 0,5 до 20 мм/мин с обеспечением суммарной истинной степени деформации в диапазоне от более 10 до 15. Изотермическую многопроходную прокатку осуществляют при температуре 300÷150°С со степенью деформации в каждом проходе не более 6% и суммарной степенью истинной деформации прокаткой 0,8÷1,1. Применяют способ получения биорезорбируемого магниевого сплава для изготовления медицинской конструкции. Обеспечивается повышение пластичности получаемых по способу биорезорбируемых магниевых сплавов при одновременном повышении их прочностных и усталостных свойств. 2 н.п. ф-лы, 4 ил., 1 пр.
1. Способ получения биорезорбируемого магниевого сплава, включающий гомогенизирующий отжиг, всестороннюю изотермическую ковку и изотермическую прокатку, отличающийся тем, что гомогенизирующий отжиг осуществляют при температуре 340÷510°С, всестороннюю изотермическую ковку проводят ступенями в интервале температур 430÷250°С с шагом от более 25 до 50°С и с постепенным увеличением скорости осадки от 0,5 до 20 мм/мин с обеспечением суммарной истинной степени деформации в диапазоне от более 10 до 15, изотермическую многопроходную прокатку осуществляют при температуре 300÷150°С со степенью деформации в каждом проходе не более 6% и суммарной степенью истинной деформации прокаткой 0,8÷1,1.
2. Применение способа получения биорезорбируемого магниевого сплава по п. 1 для изготовления медицинской конструкции, представляющей собой дренаж для хирургического лечения глаукомы, ортопедический имплантат, хирургическую скобу, устройство для закрытия сосудов, накостную пластину, внутрикостный винт, интрамедуллярный гвоздь или штифт, фиксатор шовного материала, внутрикостные стержень или спицу, зажим или пробку анастомоза, зубной имплантат, устройства для трансплантации аневризмы аорты, атриовентрикулярный шунт, сердечный клапан, устройство для обеспечения направленной регенерации костной ткани, устройство для замены костей и замещения костных дефектов, устранения врожденных и приобретенных деформаций лица, эндопротез или протез в области твердых и мягких тканей, венозный клапан или стент для сосудов, трахеи, уретры, ректальный или для окклюзии сосудистой аневризмы.
| Способ гибридной обработки магниевых сплавов | 2019 |
|
RU2716612C1 |
| Способ обработки магниевого сплава системы Mg-Y-Nd-Zr методом равноканального углового прессования | 2018 |
|
RU2678111C1 |
| Способ обработки магниевого сплава системы Mg-Al-Zn методом ротационной ковки | 2017 |
|
RU2664744C1 |
| CN 104328318 B, 20.04.2016 | |||
| CN 102560300 A, 11.07.2012. | |||

