Изобретение относится к области металлургии, а именно к волочильному производству, к устройствам для волочения проволоки: монолитным волокам.
Известна конструкция монолитной волоки, состоящая из твердосплавной заготовки и стальной обоймы (Г.С.Хаяк, Инструмент для волочения проволоки М.: Металлургия, 1974. С. 30-33, рис. 16). Вставка для создания в ней предварительно напряженного состояния сжатия устанавливается в обойме с натягом.
Недостатками данного устройства, обусловленными конструкцией, является высокий расход металла на изготовление обоймы, а также низкий уровень сжимающих напряжений и неравномерное распределение их в объеме вставки. Это вызывает появление в ней локальных напряжений и приводит к снижению эксплуатационных характеристик волок.
Наиболее близким аналогом является волока, которая содержит вставку, запрессованную в комплект из, по крайней мере двух колец, соединенных друг с другом с натягом, изготовленных из закаленной стали (см. патент США №7469569). Кольца запрессованы друг в друге и образуют предварительно-напряженный комплект, в который запрессовывают твердую вставку. Затем всю сборку запрессовывают в обойму из мягкой стали.
Недостатком данной конструкции является невозможность получения высоких эксплуатационных свойств из-за локального характера распределения напряжений в объеме твердосплавной металлокерамической вставки. Кроме того, использование закаленных стальных колец может привести к их коррозии, что еще в большей степени снизит эксплуатационную стойкость волоки.
Техническая проблема, решаемая изобретением, заключается в разработке такой конструкции волоки, которая обеспечила бы получение более точных геометрических параметров производимой проволоки за счет повышения жесткости и стойкости волоки.
Поставленная задача решается тем, что в известном устройстве волоки, содержащей твердосплавную металлокерамическую вставку, вкладыш и обойму, изготовленные из стали, соединенные друг с другом с натягом, согласно изобретению, вкладыш изготовлен в виде кольца, состоящего как минимум из одного слоя, полученного путем плотной навивки двух проволок треугольного сечения по всей длине твердосплавной металлокерамической вставки таким образом, что вершины равносторонних треугольников в сечении каждой проволоки направлены в противоположные стороны, а противоположные этим вершинам основания треугольников расположены соответственно на разных границах каждого слоя.
В заявляемой конструкции волоки отличительные признаки, характеризующие снабжение ее вкладышем, изготовленным в виде кольца, позволяют создать новый технический эффект, заключающийся в равномерном перераспределении нагрузки со стороны металлокерамической вставки на вкладыш вместо ранее возникающих пиковых нагрузок. Повышению эксплуатационной стойкости волоки будет способствовать разбиение вкладыша на отдельные мелкие блоки, формируемые с помощью проволок треугольного сечения, что обеспечивает их самозаклинивающийся эффект. Это исключает появление магистральной трещины и разрушение волоки. Увеличение толщины вкладыша должно происходить за счет увеличения числа двухпроволочных слоев. В этом случае контакт будет происходить и с внутренними проволоками. В качестве материала проволок можно использовать сталь марки 12Х18Н9Т.
На основании вышесказанного можно сделать вывод, что заявляемое устройство волоки не следует явным образом из известного уровня техники и, следовательно, соответствует условию патентоспособности «изобретательский уровень».
Сущность заявляемого устройства поясняется чертежами.
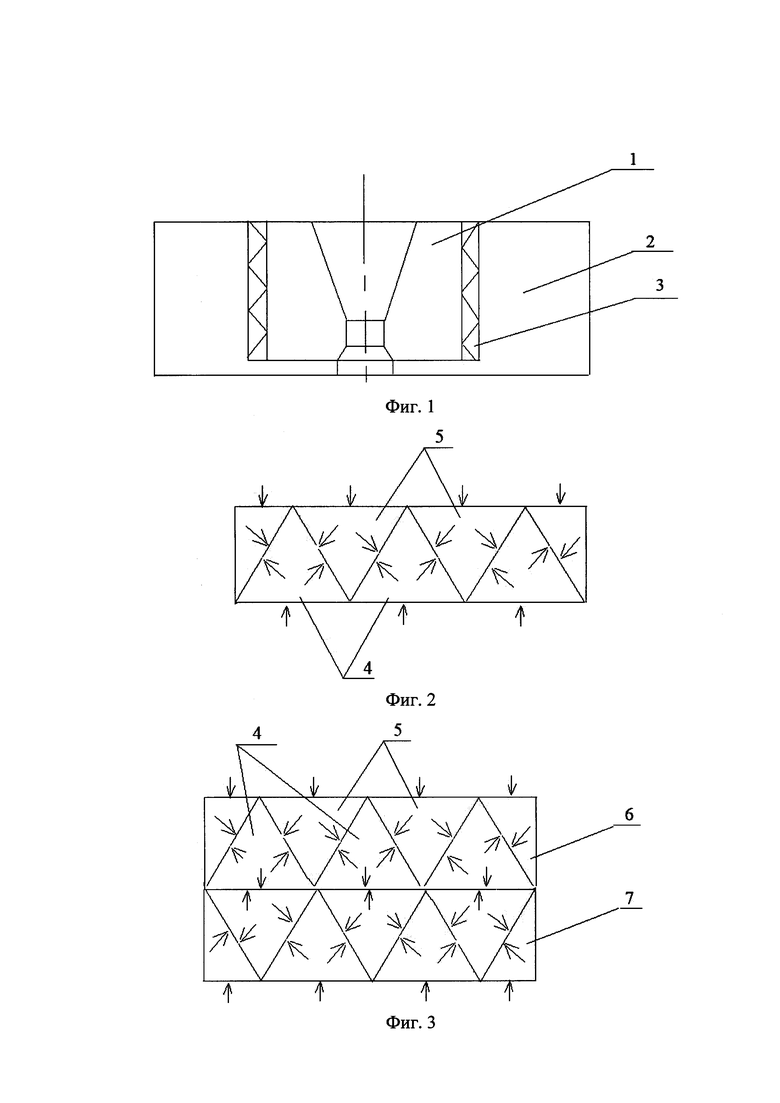
На фиг. 1 изображена конструкция волоки, где 1 - твердосплавная металлокерамическая вставка, 2 - обойма, 3 - вкладыш.
На фиг. 2 изображена силовая схема нагружения проволок во вкладыше, где 4 - сечение первой проволоки, 5 - сечение второй проволоки.
На фиг. 3 изображена силовая схема нагружения проволок в двухслойном вкладыше, где 6 - первый слой из двух проволок треугольного сечения, 7 - второй слой из двух проволок треугольного сечения.
Сущность предлагаемого устройства волоки состоит в следующем.
Волока (фиг. 1) содержит твердосплавную металлокерамическую вставку (1) и обойму (2). На твердосплавную металлокерамическую вставку (1) с большим натягом напрессован вкладыш (3), представляющий собой кольцо, содержащее как минимум один слой, состоящий из двух проволок треугольного сечения. Величину натяга вкладыша (3) определяют из условия получения в твердосплавной металлокерамической вставке (1), равномерно распределенных по сечению напряжений сжатия, превышающих максимальную величину пикового значения нормального напряжения, действующего на материал вставки при волочении проволоки. Затем твердосплавная металлокерамическая вставка (1) с напрессованным на нее вкладышем (3) запрессовывается любым из известных способов в обойму (2).
Работает устройство следующим образом.
При обжатии проволоки в волоке возникает ее силовое нагружение, при котором при наличии растягивающих напряжений в очаге деформации на контакте металл - волока, в частности, действует сила нормального давления и сила реактивного трения. При этом нормальные напряжения по длине очага деформации распределены неравномерно. В объеме твердосплавной металлокерамической вставки начинают действовать неравномерные напряжения, способные вызвать неравномерную упругую деформацию в материале твердосплавной металлокерамической вставки. Возникающие при этом дополнительные напряжения вызывают интенсивный неравномерный износ материала вставки или даже его разрушение. В предлагаемом устройстве волоки используется вкладыш, в котором возникает следующая силовая схема нагружения проволок, входящих в его состав (фиг. 2, фиг. 3). При этом созданное и поддерживаемое вкладышем напряженное состояние вставки компенсирует все эти неравномерности, сохраняя напряженное состояние равномерным по объему твердосплавной металлокерамической вставки.
На основании вышеизложенного можно сделать вывод, что заявляемая конструкция волоки работоспособна и устраняет недостатки, имеющие место в прототипе. Заявляемое решение может быть применимо в волочильном производстве, а следовательно соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНАЯ ВОЛОКА | 2021 |
|
RU2759179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОУГЛЕРОДИСТОЙ ПРОВОЛОКИ | 2001 |
|
RU2183523C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ШЕСТИГРАННЫХ ПРОФИЛЕЙ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2019 |
|
RU2726231C1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО КАНАТА | 2002 |
|
RU2223354C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОЙ КАЛИБРОВАННОЙ СТАЛИ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2020 |
|
RU2743269C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| СОСТАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ | 2007 |
|
RU2352416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2006 |
|
RU2319559C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ ТРАПЕЦИЕВИДНОГО ПРОФИЛЯ | 2019 |
|
RU2725394C1 |
Изобретение относится к волокам для волочения проволоки. Волока содержит твердосплавную металлокерамическую вставку, вкладыш и обойму, изготовленные из стали, соединенные друг с другом с натягом. Вкладыш изготовлен в виде кольца, состоящего по меньшей мере из одного слоя, полученного путем плотной навивки двух проволок треугольного сечения по всей длине твердосплавной металлокерамической вставки. Вершины равносторонних треугольников в сечении каждой проволоки направлены в противоположные стороны, а противоположные этим вершинам основания треугольников расположены соответственно на разных границах каждого слоя. В результате повышается жесткость и стойкость волоки. 3 ил.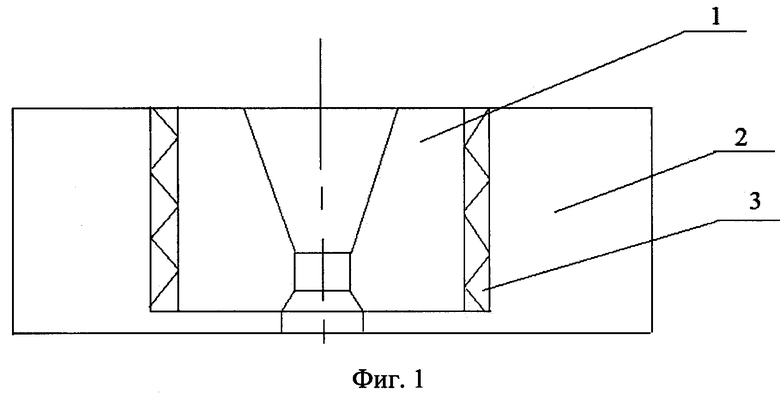
Волока, содержащая твердосплавную металлокерамическую вставку, вкладыш и обойму, изготовленные из стали и соединенные друг с другом с натягом, отличающаяся тем, что вкладыш изготовлен в виде кольца, состоящего по меньшей мере из одного слоя, полученного путем плотной навивки по всей длине твердосплавной металлокерамической вставки двух проволок, имеющих сечение в виде равностороннего треугольника, причем вершины упомянутых равносторонних треугольников в сечении каждой проволоки направлены в противоположные стороны, а противоположные этим вершинам основания треугольников расположены соответственно на разных границах упомянутого слоя.
| US 7469569 B2, 30.12.2008 | |||
| Составная волока | 1985 |
|
SU1359040A1 |
| Устройство для волочения фасонных профилей | 1977 |
|
SU710716A1 |
| US 3680348 A1, 01.08.1972. | |||

