Область техники, к которой относится изобретение
Настоящее изобретение относится к сварочной машине стыковой сварки оплавлением для продольных металлических изделий, например, заготовок, стержней или блюмов, выполненной с возможностью сварки переднего и заднего концов двух продольных изделий, расположенных последовательно вдоль стола прокатного стана, который обычно размещен выше по потоку от прокатного стана. Изобретение также относится к способу сварки, который может быть выполнен с помощью вышеуказанной машины.
Уровень техники
На прокатных станах, в частности, с непрерывным режимом работы, металлические изделия из литейной машины или с внешних складов сваривают вместе и затем прокатывают.
Свариваемые металлические изделия обычно представляют собой полуобработанные металлические изделия, такие как заготовки, стержни или блюмы.
Сварку выполняют путем соединения заднего торца одного изделия с передним торцом следующего изделия.
Сварка происходит за счет электрического удара, произведенного источниками питания, питающими свариваемые изделия. Данная технология известна как стыковая сварка оплавлением.
Во время сварки изделия должны быть эффективно заблокированы. Для этой цели предусмотрены зажимные приспособления, которые служат для удерживания изделий на месте во время сварки и часто для подачи электрического тока на свариваемые изделия.
Такие зажимные приспособления обычно содержат элементы, в частности, зажимы, которые находятся в непосредственном контакте со свариваемыми изделиями. По мере постепенного выполнения сварки зажимы, удерживающие передний и задний торцы свариваемых изделий, сближают цилиндрами, называемыми осадочными цилиндрами. Эта операция необходима для компенсации потерь материала, вызванных оплавлением, и обеспечения эффективного сцепления между двумя свариваемыми деталями, образующего стык. Однако вокруг стыка образуется полоса грата из-за вытеснения расплавленного материала наружу во время сварки, который должен быть удален (или уменьшен) в случае его избыточного количества для избежания возникновения проблем при прокатке.
К сожалению, известные сварочные машины не способны идеально выравнивать передний и задний торцы двух свариваемых изделий.
Часто передний и задний концы двух изделий попадают в сварочный аппарат в изогнутом виде, например, из-за проводимости в печи для повторного нагревания (RHF) и/или из-за того, что сама сварочная машина изгибает или смещает заготовки в результате износа зажимов, их загрязнения или неправильной сборки.
Это приводит к образованию ступенек или углублений в сварном стыке, затрудняя очистку при последующей обработке, а также вызывает дополнительные трудности при последующей прокатке.
Таким образом, существует необходимость в преодолении изложенных недостатков.
Раскрытие изобретения
Целью настоящего изобретения является создание сварочной машины стыковой сварки оплавлением, снабженной эффективной системой выравнивания для выравнивания переднего и заднего концов двух свариваемых изделий.
Еще одна цель настоящего изобретения состоит в создании сварочной машины, снабженной системой выравнивания, которая является простой с точки зрения конструкции и которая, тем не менее, позволяет выполнять необходимые действия известных сварочных машин.
Еще одна цель настоящего изобретения состоит в создании сварочной машины, снабженной автоматической системой выравнивания, которая обеспечивает повышенную безопасность оператора.
Настоящее изобретение достигает по меньшей мере одну из таких целей и иные цели, которые станут очевидны из настоящего описания, с помощью сварочной машины стыковой сварки оплавлением для приваривания заднего конца первого продольного металлического изделия к переднему концу второго продольного металлического изделия вдоль направления подачи указанных продольных металлических изделий, при этом сварочная машина содержит каретку, выполненную с возможностью скольжения вдоль направления подачи, причем каретка служит опорой для
- первой конструкции, прикрепленной к указанной каретке;
- первых зажимных средств, предусмотренных на указанной первой конструкции, для зажима заднего конца первого металлического изделия или переднего конца второго металлического изделия;
- второй конструкции, присоединенной к указанной первой конструкции с возможностью скольжения, параллельно направлению подачи относительно как первой конструкции, так и каретки;
- вторых зажимных средств, предусмотренных на указанной второй конструкции, для зажима переднего конца второго металлического изделия или заднего конца первого металлического изделия;
в которой предусмотрено первое регулирующее устройство для перемещения указанной второй конструкции (5) ближе к или дальше от первой конструкции вдоль указанного направления подачи;
и в котором предусмотрено второе регулирующее устройство для регулирования, вдоль плоскости, поперечной указанному направлению подачи, положения второй конструкции относительно первой конструкции с помощью подъема второй конструкции, с целью выравнивания указанных переднего и заднего концов.
Согласно еще одному аспекту изобретения заявлен способ стыковой сварки оплавлением для приваривания заднего конца первого продольного металлического изделия к переднему концу второго продольного металлического изделия, подаваемых вдоль направления подачи указанных продольных металлических изделий, причем способ осуществляют с помощью указанной выше сварочной машины, и способ предусматривает следующие этапы:
a) зажимают задний конец первого металлического изделия или передний конец второго металлического изделия первым зажимным устройством, выполненным на указанной первой конструкции, и зажимают передний конец второго металлического изделия или задний конец первого металлического изделия вторым зажимным устройством, выполненным на указанной второй конструкции;
b) регулируют указанным вторым регулирующим устройством положение второй конструкции относительно первой конструкции с помощью подъема второй конструкции вдоль плоскости, поперечной указанному направлению подачи, таким образом, чтобы выровнять указанные задний и передний концы;
c) сваривают указанные задний и передний концы перемещением второй конструкции ближе к первой конструкции вдоль указанного направления подачи с помощью указанного первого регулирующего устройства.
Предпочтительно, сварочная машина в соответствии с изобретением снабжена системой выравнивания, предназначенной для подъема, когда это необходимо, переднего торца металлического изделия, например, заготовки, входящего в машину (или наоборот, заднего торца металлического изделия, выходящего из машины), таким образом, чтобы выровнять две поверхности переднего и заднего торцов в одно и то же положение.
В частности, две конструкции или детали сварочной машины, одна, удерживающая задний конец первого изделия, и вторая, удерживающая передний конец второго изделия, ограничены друг другом с возможностью скольжения с помощью балок: одна часть машины прикреплена к каретке, вторая часть подвешена по принципу консоли с помощью балок.
В одном варианте реализации изобретения, подъем зажимных средств консольной подвешенной части осуществляют с помощью толкающего устройства, например, гидравлической системы, которое заставляет вращаться валок, установленный на эксцентриковом участке вращающегося вала и находящийся в контакте с нижней консольной балкой.
По варианту реализации изобретения, из-за особой конфигурации валков скольжения конструкции или подвижной части, то есть выполненной с возможностью скольжения и поднимаемой части машины, которая не ограничена полностью кареткой, указанные валки скольжения позволяют подвижной части скользить относительно неподвижной части, а указанная выше подвижная часть может быть поднята с помощью небольшого вращения вверх вокруг горизонтальной оси вращения, вызывая подъем зажимных средств подвижной части до тех пор, пока передний и задний концы двух металлических изделий не будут выровнены. Действительно, небольшое перемещение подвижной части по дуге вызывает по существу вертикальное перемещение металлического изделия, например, заготовки, поддерживаемого указанной подвижной частью.
В дополнительном варианте реализации изобретения данный подъем выполняют с помощью особой конфигурации торцов осадочных цилиндров.
В дополнительном варианте реализации изобретения предусмотрен по меньшей мере один датчик, например, камера, зонд, лазерный датчик или иной подходящий датчик, выполненный с возможностью обнаружения разницы по высоте между положением переднего конца металлического изделия, входящего в сварочную машину, и заднего конца предшествующего металлического изделия. Программное обеспечение получает значение этой разницы по высоте и отправляет команду на второе регулирующее устройство отрегулировать положение подвижной части относительно неподвижной части с помощью колебания вдоль плоскости, которая является поперечной, предпочтительно ортогональной, направлению подачи металлических изделий.
В случае использования камеры возможно передавать изображения на монитор, что позволяет оператору на безопасном расстоянии от машины проверять выравнивание металлических изделий и таким образом центрировать положение сварного стыка.
Дополнительные признаки и преимущества изобретения станут более очевидными с учетом подробного описания предпочтительных, но не ограничивающих вариантов реализации изобретения.
В зависимых пунктах формулы изобретения описаны частные варианты реализации изобретения.
Краткое описание чертежей
В описании изобретения приведена ссылка на сопроводительные чертежи, представленные в качестве неограничивающего примера, на которых:
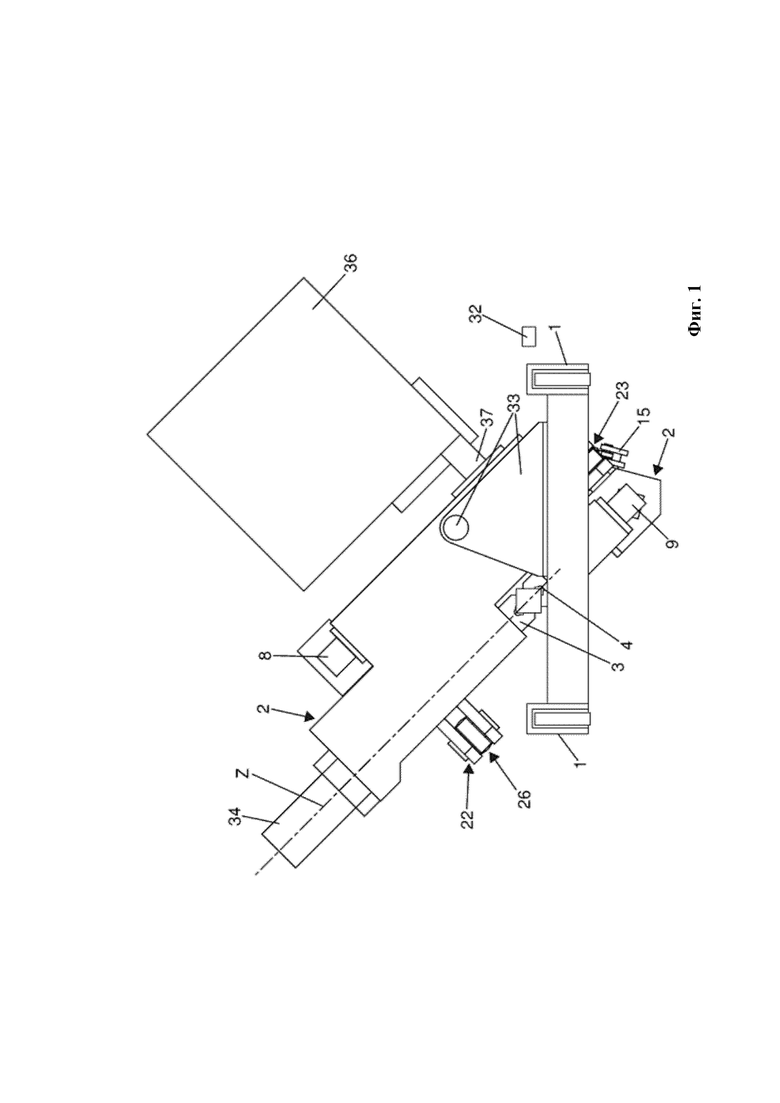
На Фиг. 1 показан первый вид сбоку первого варианта реализации сварочной машины в соответствии с изобретением;
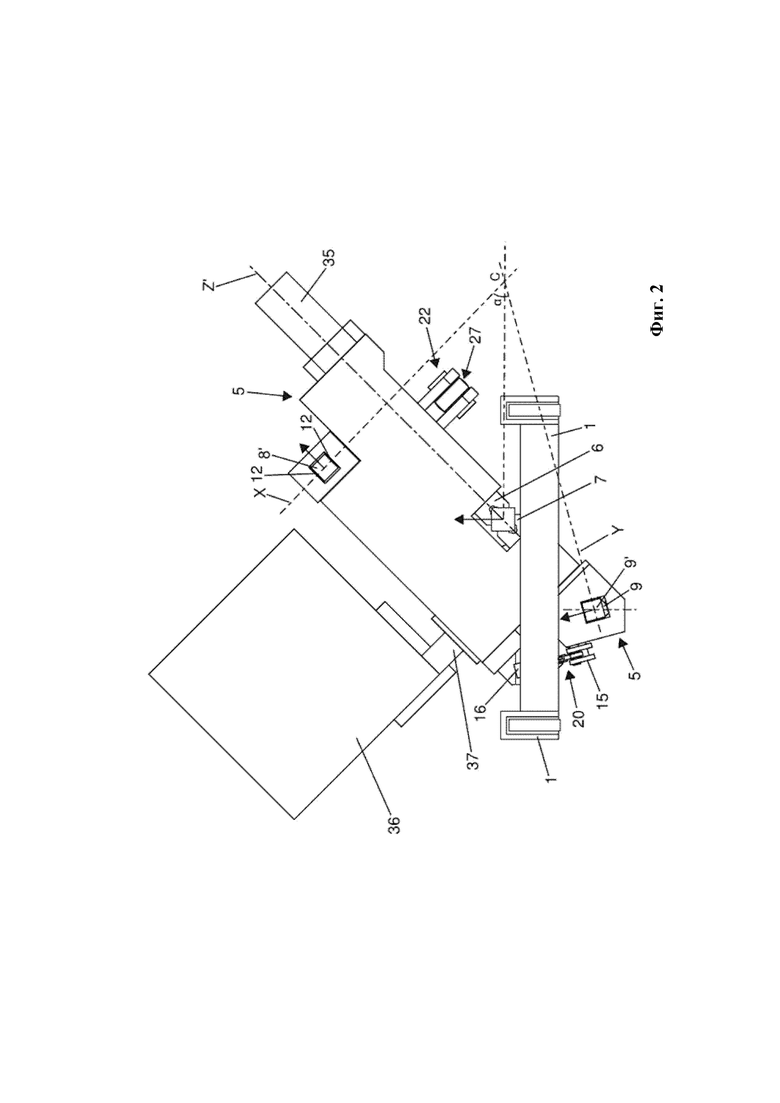
На Фиг. 2 показан второй вид сбоку сварочной машины по Фиг. 1;
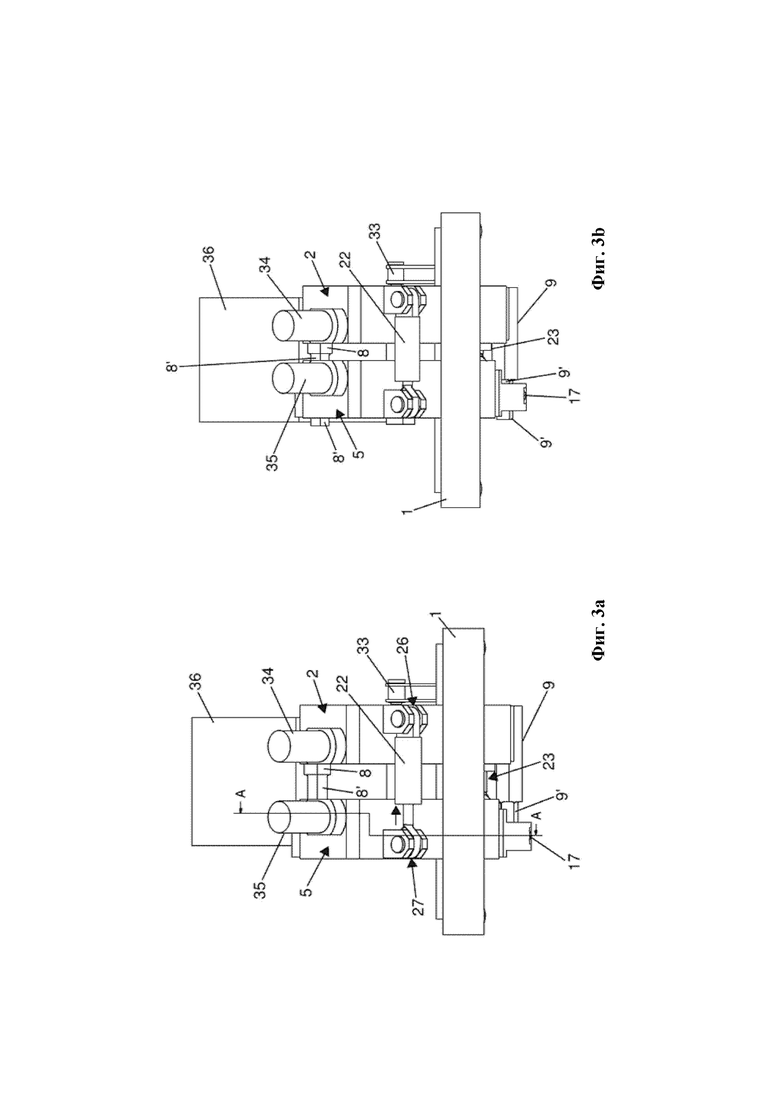
На Фиг. 3а показан третий вид сбоку сварочной машины по Фиг. 1;
На Фиг. 3b показан указанный выше третий вид сбоку в другом рабочем положении;
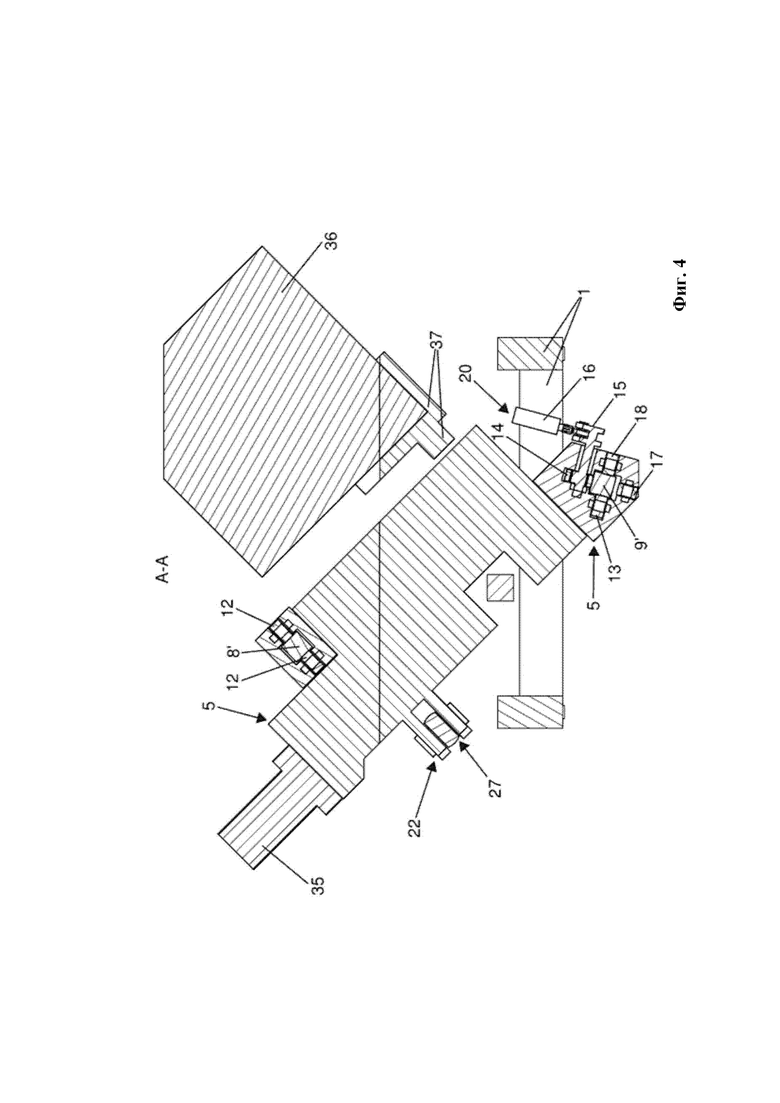
На Фиг. 4 показано поперечное сечение вдоль плоскости А-А машины по Фиг. 3а;
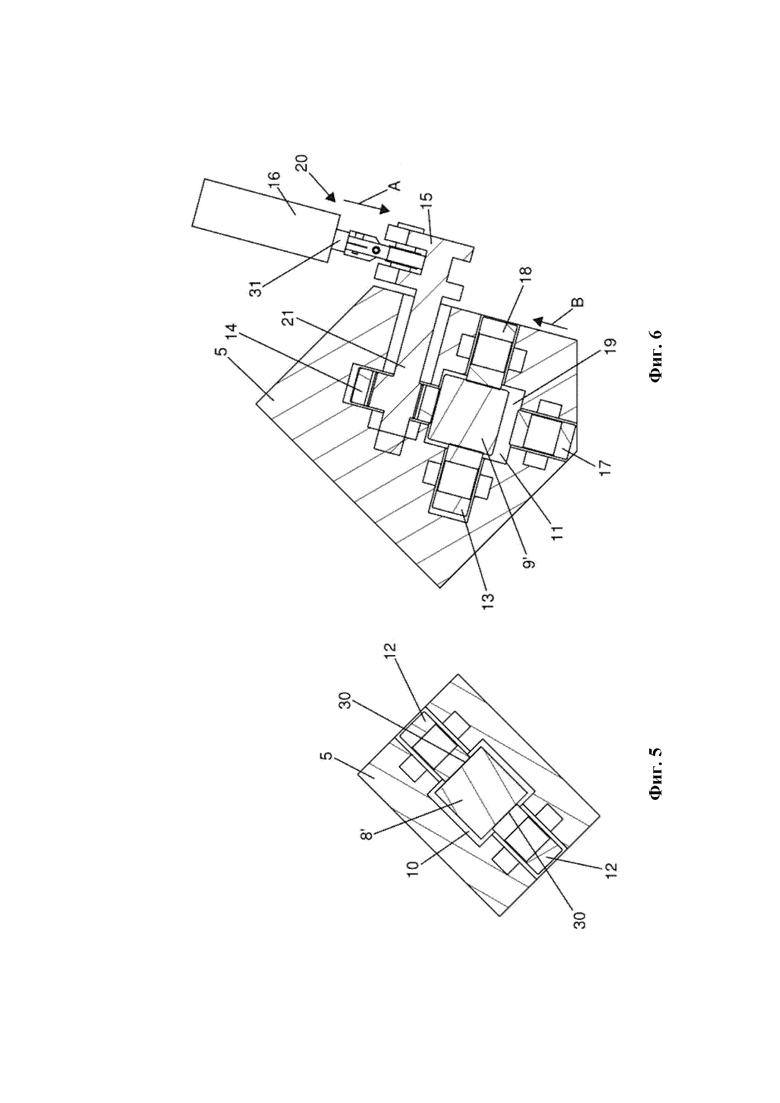
На Фиг. 5 показана первая часть с Фиг. 4 в увеличенном масштабе;
На Фиг. 6 показана вторая часть с Фиг. 4 в увеличенном масштабе;
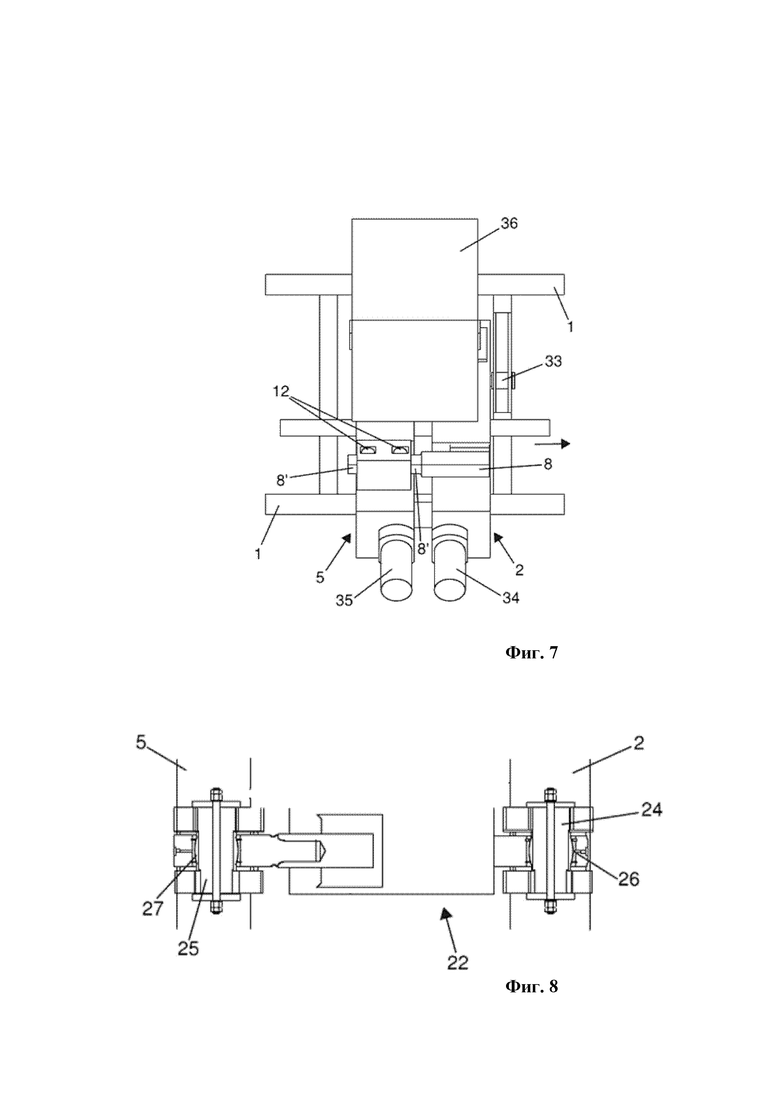
На Фиг. 7 показан вид сверху сварочной машины по Фиг. 1;
На Фиг. 8 показано поперечное сечение компонента сварочной машины с Фиг. 3b;
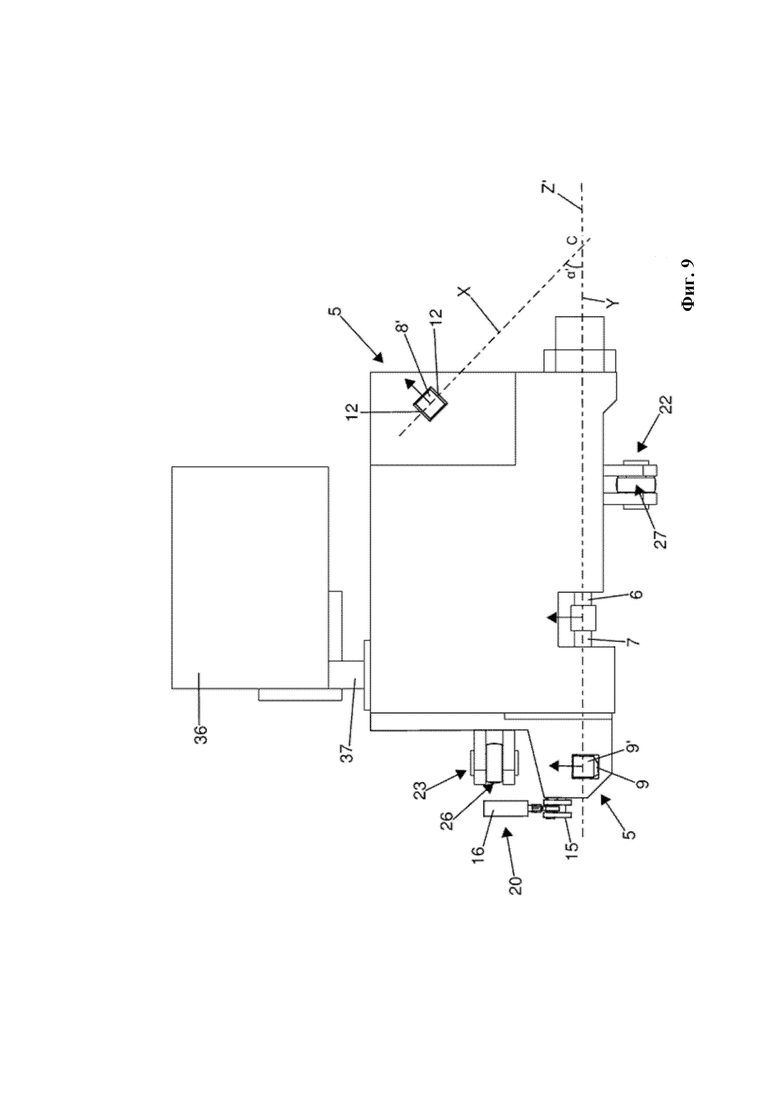
На Фиг. 9 показан вид сбоку второго варианта реализации сварочной машины в соответствии с изобретением.
Осуществление изобретения
Некоторые примеры сварочной машины стыковой сварки оплавлением в соответствии с изобретением проиллюстрированы на чертежах.
Во всех вариантах реализации изобретения сварочная машина, выполненная с возможностью приваривания заднего конца первого продольного металлического изделия к переднему концу второго продольного металлического изделия вдоль направления подачи указанных продольных металлических изделий, содержит каретку 1, выполненную с возможностью скольжения вдоль указанного направления подачи над столом прокатного стана (не показан), по которому продвигаются продольные металлические изделия, такие как заготовки, блюмы или прутки.
Каретка 1 служит опорой для:
- первой конструкции 2, или корпуса, присоединенной, например, прикрепленной, к указанной каретке 1;
- первых зажимных средств 3, 4, предусмотренных на первой конструкции 2, для зажима заднего конца первого металлического изделия или переднего конца второго металлического изделия;
- второй конструкции 5, или корпуса, присоединенной к первой конструкции 2 с возможностью скольжения параллельно направлению подачи относительно как первой конструкции 2, так и каретки 1;
- вторых зажимных средств 6, 7, предусмотренных на второй конструкции 5, для зажима переднего конца второго металлического изделия или заднего конца первого металлического изделия;
- первые регулирующие устройства 22, 23 для перемещения второй конструкции 5 ближе к или дальше от первой конструкции 2 вдоль направления подачи, то есть для регулирования расстояния между второй конструкцией 5 и первой конструкцией 2 вдоль указанного направления подачи.
Первая конструкция 2 прикреплена к каретке 1 с помощью по меньшей мере одного ограничителя 33, предпочтительно только одного ограничителя. Ограничитель 33 может допускать небольшое колебание первой конструкции 2 поблизости. Таким образом, вторая конструкция 5, также будучи присоединенной к первой структуре 2, может немного колебаться вокруг ограничителя 33.
В первом варианте реализации сварочной машины, показанном на Фиг. 1-8, первая конструкция 2 определяет продольную ось Z (Фиг. 1), которая наклонена относительно горизонтальной плоскости, определяемой кареткой 1, под острым углом, предпочтительно от 30° до 50°, например, 45°. Вторая конструкция 5, определяющая свою продольную ось Z' (Фиг. 2), расположена по существу параллельно первой конструкции 2 и отстоит от последней вдоль направления подачи свариваемых изделий.
Во втором варианте реализации сварочной машины, показанном на Фиг. 9, первая конструкция 2 определяет по существу горизонтальную продольную ось Z (не показана). Аналогичным образом, вторая конструкция 5, определяющая свою продольную ось Z' (Фиг. 9), расположена по существу параллельно первой конструкции 2 и отстоит от последней вдоль направления подачи свариваемых изделий.
Во всех вариантах реализации изобретения первые зажимные средства 3, 4 первой конструкции 2 содержат соответствующие верхние и нижние зажимы. При том, что нижние зажимы являются неподвижными зажимами, верхние зажимы могут перемещаться с помощью соответствующего цилиндра 34 перемещения (см. Фиг. 1).
Вторые зажимные средства 6, 7 второй конструкции 5 содержат соответствующие верхние и нижние зажимы. В этом случае также, в то время как нижние зажимы являются неподвижными зажимами, верхние зажимы можно перемещать с помощью соответствующего цилиндра 35 перемещения (см. Фиг. 2 и 9).
В альтернативном варианте реализации предусмотрена возможность выполнить нижние зажимы подвижными.
Сварочная машина выполнена с трансформатором 36 и проводниками 37, подсоединенными к конструкции 2 и к конструкции 5 соответственно, для подачи тока известным способом к свариваемым изделиям.
Предпочтительно, предусмотрены вторые регулирующие устройства для регулирования положения второй конструкции 5 относительно первой конструкции 2 с помощью подъема второй конструкции 5 вдоль плоскости, которая является поперечной, предпочтительно ортогональной, указанному направлению подачи для выравнивания заднего и переднего концов двух изделий вдоль направления подачи. Этот подъем может быть осуществлен небольшим поворотом второй конструкции 5 вокруг оси С вращения, параллельной направлению подачи (см. Фиг. 2 и 9). В первом варианте реализации изобретения (Фиг. 2) указанная ось С вращения предпочтительно размещена на стороне, противоположной стороне, где расположен трансформатор 36 (Фиг. 2).
В частности, вторая конструкция 5 присоединена по принципу консоли к первой конструкции 2, причем указанная вторая конструкция 5 скользит по меньшей мере на двух опорах 8, 9, предпочтительно консольных балках, прикрепленных к первой конструкции 2, и имеет продольные оси, параллельные друг другу и направлению подачи изделий.
Предпочтительно, вторые регулирующие устройства интегрированы во вторую конструкцию 5 и содержат толкающее устройство 20, предназначенное для проталкивания по меньшей мере одной из консольных балок 8, 9 для того, чтобы немного приподнять вторую конструкцию 5 относительно первой конструкции 2.
В вариантах реализации изобретения, показанных на фигурах, предусмотрены только одна первая консольная балка 8 и одна вторая консольная балка 9, прикрепляемые к первому концу и ко второму концу первой конструкции 2, соответственно.
По варианту, первый конец второй конструкции 5 (который является верхним концом в случае наклона сварочной машины, как на Фиг. 2) может быть подсоединен с возможностью скольжения к первому концу первой конструкции 2 с помощью первой консольной балки 8 или верхней консольной балки. При этом второй конец второй конструкции 5 (который является нижним концом в случае наклона сварочной машины, как на Фиг. 2) может быть подсоединен с возможностью скольжения ко второму концу первой конструкции 2 с помощью второй консольной балки 9 или нижней консольной балки.
Таким образом, вторая конструкция 5 скользит по верхней и нижней консольным балкам 8, 9 таким образом, чтобы перемещаться ближе к или дальше от первой конструкции 2.
Предпочтительно, толкающее устройство 20 выполнено с возможностью проталкивания нижней консольной балки 9 для подъема второй конструкции 5.
Как показано в варианте на Фиг. 3а и 3b, но который может быть применим для обоих вариантов реализации изобретения, описанных в настоящем документе, верхняя консольная балка 8 имеет первый участок 8' с четырехугольным сечением, который удален от первой конструкции 2 и вставлен в сквозное отверстие 10 (Фиг. 5), имеющее четырехугольное сечение, второй конструкции 5. Предпочтительно верхняя консольная балка 8 имеет второй участок, который является проксимальным и неразъемно прикрепленным к первой конструкции 2, при этом первый участок 8' являлся консольным, и, по варианту, между первым участком 8' и смежным вторым участком предусмотрено плечо. Опционально, второй участок консольной балки 8 также имеет четырехугольное сечение, и боковые поверхности указанного второго участка предпочтительно параллельны соответствующим боковым поверхностям первого участка 8'.
Сквозное отверстие 10 выполнено, по меньшей мере на двух противоположных боковых поверхностях, с первыми валками 12 (Фиг. 4 и 5) для скольжения второй конструкции 5 на консольной балке 8, в частности, на ее участке 8'.
Предпочтительно пара первых валков 12 выполнена на каждой из указанных двух противоположных боковых поверхностей сквозного отверстия 10. Не исключается, что только один валок 12, или три или более валка 12, могут быть выполнены на каждой из указанных двух противоположных боковых поверхностей внутри сквозного отверстия 10.
Предпочтительно первые валки 12 имеют выпуклую боковую поверхность 30, а именно немного выпуклую, находящуюся в контакте с соответствующей боковой поверхностью верхней консольной балки 8, для упрощения небольшого вращения, вокруг оси С, второй конструкции 5 вдоль плоскости, поперечной, предпочтительно ортогональной, направлению подачи.
Первые валки 12 представляют собой неприводные валки, размещенные в соответствующих седлах, выполненных во второй конструкции 5, то есть седлах, выполненных в указанных двух внутренних и противоположных боковых поверхностях сквозного отверстия 10. Такие валки 12 немного выступают внутрь сквозного отверстия 10, чтобы войти в контакт со взаимно противоположными поверхностями верхней консольной балки 8.
Аналогичным образом, нижняя консольная балка 9 имеет первый участок 9' с четырехугольным сечением, который удален от первой конструкции 2 и вставлен в сквозное отверстие 11 (Фиг. 6), имеющее четырехугольное сечение, второй конструкции 5. Предпочтительно нижняя консольная балка 9 имеет второй участок, который является проксимальным и неразъемно прикрепленным к первой конструкции 2, при этом первый участок 9' являлся консольным, и, опционально, между первым участком 9' и смежным вторым участком выполнено плечо. Второй участок консольной балки 9 опционально может иметь четырехугольное сечение, и боковые поверхности указанной второй части предпочтительно не параллельны соответствующим боковым поверхностям первого участка 9' (Фиг. 3а).
В альтернативном варианте реализации форма поперечного сечения первого участка 9' нижней консольной балки 9 может быть отличной от четырехугольной, например, круглой.
По варианту реализации, сквозное отверстие 11 выполнено с четырьмя вторыми валками 13, 14, 17, 18. Каждый второй валок 13, 14, 17, 18 размещен на соответствующей внутренней боковой поверхности сквозного отверстия 11 для скольжения второй конструкции 5 на консольной балке 9.
В частности, каждый второй валок 13, 14, 17, 18 размещен в соответствующем седле, выполненным во второй конструкции 5, то есть в соответствующем седле, выполненном в соответствующей внутренней боковой поверхности сквозного отверстия 11, и выступающим внутрь сквозного отверстия 11 для возможности контакта с соответствующей боковой поверхностью нижней консольной балки 8. Два боковых валка 13, 18 и нижний валок 17 представляют собой неприводные валки, тогда как верхний валок 14 представляет собой управляемый валок, который тем не менее не задействован при вращении.
Предпочтительно верхний валок 14 из указанных четырех вторых валков установлен на эксцентрическом участке вращающегося вала 21, и толкающее устройство 20 выполнено с возможностью вращения указанного вращающегося вала 21 таким образом, чтобы верхний валок 14, выступая в большей степени из своего седла, проталкивал находящуюся ниже консольную балку 9 для подъема второй конструкции 5.
Фактически, в исходном положении первый участок 9' нижней консольной балки 9 контактирует с верхним валком 14, который находится в частично убранном положении внутри своего седла, и контактирует с двумя боковыми валками 13, 18 из указанных вторых валков, при этом между нижним валком 17 из указанных вторых валков и первым участком 9' нижней консольной балки 9 может присутствовать зазор 19.
При этом в положении давления верхний валок 14 находится в более выступающем положении из своего седла по сравнению с исходным положением, вследствие чего вторая конструкция 5 поднимается до момента возможного контакта между нижним валком 17 и первым участком 9'.
В альтернативном варианте реализации, нижний валок 17 не предусмотрен, и в положении давления вторая конструкция 5 поднимается без создания контакта между нижней внутренней боковой поверхностью сквозного отверстия 11, то есть на внутренней боковой поверхности не выполнен валок, и первым участком 9'.
В предпочтительном варианте реализации изобретения, показанном на Фиг. 6, толкающее устройство 20 содержит привод 16, предпочтительно гидравлический цилиндр, выполненный с возможностью приведения в действие, например, с помощью присоединенного к поршню (не отображен) штока 31, рычага 15 на его первом конце, причем указанный рычаг 15 на своем втором конце выполнен заедино с вращающимся валом 21, на эксцентрическом участке которого закреплен шпонкой верхний валок 14.
Поэтому при приведении в действие привода 16 шток 31 движется вниз вдоль стрелки А, опуская первый конец рычага 15, присоединенный к штоку 31, и таким образом заставляя второй конец рычага 15, например, закрепленный шпонкой к валу 21, вращаться вокруг той же оси вращения, что и вал 21. Таким образом, вал 21 будет вращаться, также заставляя вращаться верхний валок 14. Предпочтительно максимальное вращение вала 21 вокруг своей оси и, таким образом, максимальное вращение верхнего валка 14 осуществляется на угол, меньший или равный 180°, например, от 45° до 135°. Вслед за вращением верхнего валка 14 последний будет в большей степени выступать из своего седла, вызывая подъем нижней части второй конструкции 5 вдоль стрелки В (Фиг. 6) также до момента возможного контакта нижнего валка 17 с участком 9' нижней консольной балки 9.
Предпочтительно, как видно на Фиг. 2 и 9, верхняя консольная балка 8 выполнена таким образом, что ее первый участок 8' имеет плоскость симметрии X, которая перпендикулярна взаимно противоположным ее двум боковым поверхностям, контактирующим с первыми валками 12; при этом нижняя консольная балка 9 выполнена таким образом, что ее первый участок 9' имеет плоскость симметрии Y, параллельную ее боковой поверхности, контактирующей с верхним валком 14. Плоскость симметрии X и плоскость симметрии Y инцидентны, определяя ось С, которая параллельна направлению подачи и вокруг которой вторая конструкция 5 может незначительно вращаться. В первом варианте реализации изобретения, показанном на Фиг. 2, острый угол α, определяемый плоскостями X и Y, в исходном положении (то есть когда вторая конструкция 5 не поднята) может составлять от 40° до 90°, предпочтительно от 45° до 65°. Вращение второй конструкции 5 вокруг оси С может происходить в диапазоне от 1° до 5°, предпочтительно от 1° до 3°.
Это вращение упрощается благодаря наличию выпуклой боковой поверхности 30 первых валков 12, контактирующих с соответствующей боковой поверхностью верхней консольной балки 8.
По варианту, плоскость симметрии X образует острый угол от 25° до 45° с горизонтальной плоскостью, определяемой кареткой 1; при этом плоскость симметрии Y образует острый угол от 15° до 20° с указанной горизонтальной плоскостью. Сумма этих двух острых углов равна острому углу α (Фиг. 2).
Кроме того, ось С размещена по отношению к сварочной машине на стороне, противоположной той, где расположен трансформатор 36 (Фиг. 2).
Во втором варианте реализации изобретения, показанном на Фиг. 9, острый угол α', определяемый плоскостями X и Y, в исходном положении может составлять от 5° до 85°, предпочтительно от 30° до 60°. Вращение второй конструкции 5 вокруг оси С может происходить в диапазоне от 1° до 5°, предпочтительно от 1° до 3°.
Это вращение упрощается благодаря наличию выпуклой боковой поверхности 30 первых валков 12, контактирующих с соответствующей боковой поверхностью верхней консольной балки 8.
В этом варианте реализации изобретения плоскость симметрии Y по сути горизонтальна и в исходном положении также параллельна продольной оси Z' второй конструкции 5.
Предпочтительно в обоих вариантах реализации изобретения ось С является осью, внешней по отношению к сварочной машине, то есть осью, которая не пересекает какой-либо компонент сварочной машины.
По варианту, первые регулирующие устройства представляют собой осадочные цилиндры 22, 23, предпочтительно в количестве двух.
Осадочные цилиндры 22, 23 прикреплены на шарнирах своим первым торцом к первой конструкции 2, а своим вторым торцом ко второй конструкции 5 с помощью соответствующих штифтов 24, 25. Предпочтительно, первый торец и второй торец каждого осадочного цилиндра 22, 23 предусматривает соответствующее шаровое шарнирное соединение 26, 27. Эти шаровые шарнирные соединения на двух торцах каждого осадочного цилиндра позволяют поднимать вторую конструкцию 5 относительно первой конструкции 2, прикрепленной к каретке 1, обеспечивая небольшой наклон этих осадочных цилиндров относительно их нормального горизонтального положения, которое параллельно направлению подачи изделий.
Предпочтительно, в вариантах реализации, показанных на фигурах, первый осадочный цилиндр 22 размещен внизу за сварочной машиной, то есть внизу как за первой конструкцией 2, так и за второй конструкцией 5 на стороне, противоположной стороне, на которой прикреплена верхняя консольная балка 8 и/или на которой выполнен трансформатор 36. Вместо этого второй осадочный цилиндр 23 размещен на одном конце сварочной машины, например, у основания как первой конструкции 2, так и второй конструкции 5 по варианту, показанному на Фиг. 1. Предпочтительно, во всех вариантах реализации изобретения второй осадочный цилиндр 23 расположен ближе к стороне, противоположной стороне, на которой выполнен первый осадочный цилиндр 22.
Предпочтительно, оси штифтов 24, 25 осадочного цилиндра 22 определяют плоскость, являющуюся поперечной (Фиг. 1 и 9), например, по сути ортогональной, плоскости, определяемой осями штифтов осадочного цилиндра 23.
В одном предпочтительном варианте реализации изобретения предусмотрен по меньшей мере один датчик 32, например, камера, зонд, лазерный датчик или иной подходящий датчик, который выполнен с возможностью обнаружения разницы по высоте между передним концом металлического изделия, входящего в сварочную машину, и задним концом предшествующего металлического изделия. Подходящее программное обеспечение получает значение указанной разницы по высоте и отправляет команду на вторые регулирующие устройства, предпочтительно на толкающее устройство 20, автоматически отрегулировать положение второй конструкции 5 относительно первой конструкции 2.
В случае использования камеры возможно передавать изображения на монитор, что позволяет оператору на безопасном расстоянии от машины проверять и регулировать выравнивание металлических изделий, и, таким образом, центрировать положение сварного стыка.
Ниже описаны этапы способа стыковой сварки оплавлением в соответствии с настоящим изобретением.
Способ сварки, который может быть выполнен с помощью описанной выше сварочной машины, содержит следующие этапы:
a) зажимают задний конец первого металлического изделия или передний конец второго металлического изделия первыми зажимными средствами 3, 4, выполненными на первой конструкции 2, и зажимают передний конец второго металлического изделия или задний конец первого металлического изделия вторыми зажимными средствами 6, 7, выполненными на второй конструкции 5;
b) регулируют вторыми регулирующими устройствами положение второй конструкции 5 относительно первой конструкции 2 с помощью подъема, преимущественно вращением, второй конструкции 5 вдоль плоскости, поперечной указанному направлению подачи так, чтобы выровнять задний и передний концы вдоль направления подачи;
c) сваривают задний и передний концы путем перемещения второй конструкции 5 ближе к первой конструкции 2 вдоль указанного направления подачи с помощью первых регулирующих устройств.
На этапе b) вращают вторую конструкцию 5 вокруг оси С, параллельной направлению подачи, в диапазоне от 1° до 5°, предпочтительно от 1° до 3°.
Предпочтительно между этапом а) и этапом b) предусматривают следующие этапы:
- обнаруживают разницу по высоте с помощью по меньшей мере одного датчика 32 между передним концом металлического изделия, входящего в сварочную машину, и задним концом предшествующего металлического изделия;
- получают значение указанной разницы по высоте с помощью программного обеспечения и направляют команду на вторые регулирующие устройства отрегулировать положение второй конструкции 5 относительно первой конструкции 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ УСТАНОВКА | 2021 |
|
RU2805324C1 |
| СПОСОБ ПОДГОТОВКИ К СВАРКЕ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2010 |
|
RU2434727C1 |
| Устройство для подготовки металлических заготовок к сварке при изготовлении банок | 1990 |
|
SU1831397A3 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| ШОВООБЖИМНАЯ КЛЕТЬ | 2011 |
|
RU2572931C2 |
| ЛИСТ С НАПЛАВЛЕННЫМ СЛОЕМ И СПОСОБ | 2019 |
|
RU2814928C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| СПОСОБ НЕПРЕРЫВНОГО ФОРМИРОВАНИЯ ИЗОГНУТОГО И/ИЛИ СКРУЧЕННОГО ПРОФИЛЕЙ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ | 2006 |
|
RU2402396C2 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ УСИЛИТЕЛЯ К ПЛОСКОМУ ЛИСТУ | 2024 |
|
RU2834726C1 |
| ЧЕРВЯЧНО-РЕЕЧНЫЙ УЗЕЛ ОПОРНОГО БРУСА | 2014 |
|
RU2678114C2 |
Сварочная машина предназначена для стыковой сварки оплавлением продольных металлических изделий, например заготовок, стержней или блюмов, путем сваривания заднего конца первой заготовки и переднего конца второй заготовки вдоль направления подачи. Каретка (1) сварочной машины выполнена с возможностью скольжения вдоль направления подачи и служит опорой для первой конструкции (2), на которой выполнены первые зажимные средства (3, 4) для зажима переднего конца второй заготовки. Вторая конструкция (5) соединена с первой конструкцией (2) и выполнена с возможностью скольжения параллельно направлению подачи относительно первой конструкции (2) и каретки (1). Вторые зажимные средства (6, 7) для зажима заднего конца первой заготовки выполнены на второй конструкции (5). Первое регулирующее устройство предусмотрено для регулирования положения второй конструкции (5) относительно первой конструкции (2) вдоль указанного направления подачи. Второе регулирующее устройство предусмотрено для регулирования положения в плоскости, поперечной направлению подачи, для выравнивания вторых зажимных средств (6, 7) с первыми зажимными средствами (3, 4) вдоль указанного направления подачи. Автоматическая система выравнивания является эффективной, простой с точки зрения конструкции и при этом обеспечивает высокую безопасность оператора. 2 н. и 12 з.п. ф-лы, 9 ил.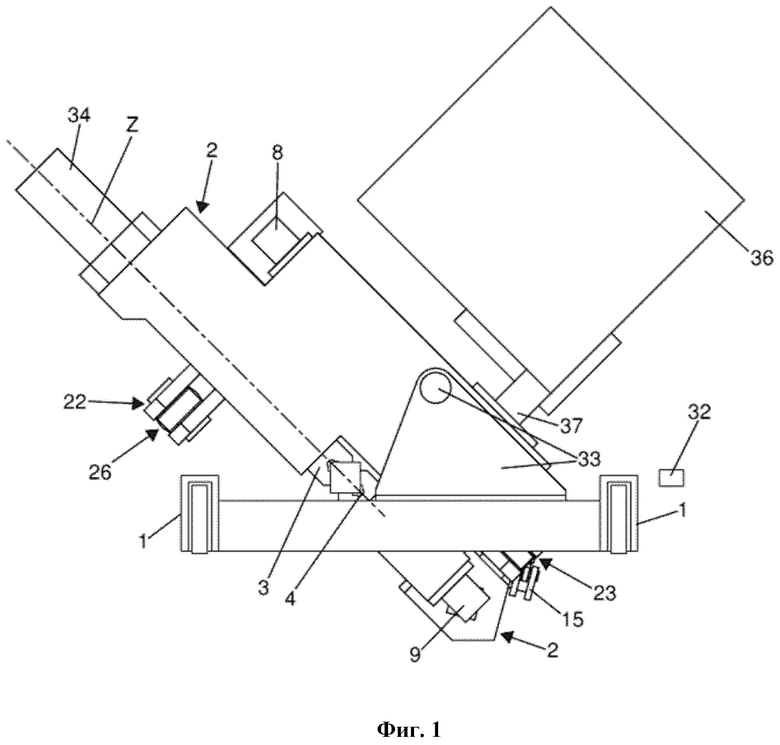
1. Сварочная машина стыковой сварки оплавлением для приваривания заднего конца первого продольного металлического изделия к переднему концу второго продольного металлического изделия вдоль направления подачи указанных продольных металлических изделий, при этом сварочная машина содержит каретку (1), выполненную с возможностью скольжения вдоль направления подачи, и указанная каретка (1) служит опорой для
- первой конструкции (2), прикрепленной к указанной каретке (1);
- первых зажимных средств (3, 4), предусмотренных на указанной первой конструкции (2), для зажима заднего конца первого металлического изделия или переднего конца второго металлического изделия;
- второй конструкции (5), присоединенной к указанной первой конструкции (2) с возможностью скольжения параллельно направлению подачи относительно как первой конструкции (2), так и каретки (1);
- вторых зажимных средств (6, 7), предусмотренных на указанной второй конструкции (5), для зажима переднего конца второго металлического изделия или заднего конца первого металлического изделия;
в которой предусмотрены первые регулирующие устройства для перемещения второй конструкции (5) ближе или дальше от первой конструкции (2) вдоль указанного направления подачи;
в которой предусмотрены вторые регулирующие устройства для регулирования, вдоль плоскости, поперечной указанному направлению подачи, положения второй конструкции (5) относительно первой конструкции (2) с помощью подъема второй конструкции (5) с целью выравнивания указанных переднего и заднего концов;
в которой вторая конструкция (5) присоединена к первой конструкции (2) по принципу консоли, причем указанная вторая конструкция (5) выполнена с возможностью скольжения по меньшей мере на двух опорах (8, 9), прикрепленных к первой конструкции (2) и по меньшей мере частично выступающих из нее, и имеет продольные оси, параллельные друг другу и направлению подачи; в которой по меньшей мере один первый участок (8') первой опоры (8) из указанных по меньшей мере двух опор (8, 9) является консольным и имеет по меньшей мере одну плоскость симметрии X; в которой по меньшей мере один первый участок (9') второй опоры (9) из указанных по меньшей мере двух опор (8, 9) является консольным и имеет по меньшей мере одну плоскость симметрии Y; и в которой плоскость симметрии X и плоскость симметрии Y инцидентны, таким образом определяя ось С, которая параллельна направлению подачи и вокруг которой может вращаться вторая конструкция (5);
и в которой указанные вторые регулирующие устройства интегрированы во вторую конструкцию (5) и содержат толкающее устройство (20), выполненное с возможностью толкания по меньшей мере одной из двух опор (8, 9) для подъема второй конструкции (5).
2. Сварочная машина по п. 1, в которой указанные первые регулирующие устройства представляют собой осадочные цилиндры (22, 23), предпочтительно два осадочных цилиндра; причем осадочные цилиндры (22, 23) прикреплены на шарнирах своим первым торцом к первой конструкции (2), а вторым торцом ко второй конструкции (5) с помощью соответствующих штифтов (24, 25); и в которой как первый торец, так и второй торец каждого осадочного цилиндра (22, 23) снабжены соответствующим шаровым шарнирным соединением.
3. Сварочная машина по п. 1 или 2, в которой указанные по меньшей мере две опоры представляют собой первую консольную балку (8) и вторую консольную балку (9), предпочтительно прикрепленные к первому и второму концам первой конструкции (2) соответственно; и предпочтительно в которой указанное толкающее устройство (20) выполнено с возможностью толкания указанной второй консольной балки (9) для подъема второй конструкции (5).
4. Сварочная машина по п. 1 или 3, в которой первая консольная балка (8) имеет свой первый участок (8') с четырехугольным сечением, который удален от первой конструкции (2) и вставлен в первое сквозное отверстие (10), имеющее четырехугольное сечение, второй конструкции (5), снабженное, по меньшей мере на двух противоположных внутренних сторонах, первыми валками (12) таким образом, чтобы вторая конструкция (5) могла скользить по указанной первой консольной балке (8), и в которой плоскость симметрии X первого участка (8') перпендикулярна боковым поверхностям первого участка (8'), контактирующего с первыми валками (12); в которой предпочтительно, вторая консольная балка (9) имеет свой первый участок (9') с четырехугольным сечением, который удален от первой конструкции (2) и вставлен во второе сквозное отверстие (11), имеющее четырехугольное сечение, второй конструкции (5), снабженное по меньшей мере тремя вторыми валками (13, 14, 17, 18), каждый второй валок размещен на соответствующей внутренней стороне второго сквозного отверстия таким образом, чтобы вторая конструкция (5) могла скользить по указанной второй консольной балке (9), и в которой плоскость симметрии Y первого участка (9') параллельна боковой поверхности первого участка (9'), контактирующего с верхним валком (14) из указанных по меньшей мере трех вторых валков; в которой предпочтительно верхний валок (14) из указанных по меньшей мере трех вторых валков установлен на эксцентрическом участке вращающегося вала (21), и толкающее устройство (20) выполнено с возможностью вращения указанного вращающегося вала таким образом, чтобы указанный верхний валок (14) толкал указанную вторую консольную балку (9) для подъема второй конструкции (5).
5. Сварочная машина по п. 4, в которой в исходном положении первый участок (9') второй консольной балки (9) контактирует с верхним валком (14), находящимся в убранном положении внутри своего седла, и контактирует с двумя боковыми валками (13, 18) из указанных вторых валков, при этом между нижней внутренней стороной второго сквозного отверстия (11) и указанным первым участком (9') или между нижним валком (17) из указанных вторых валков и указанным первым участком (9') выполнен зазор (19); и в которой в положении толкания верхний валок (14) находится в более выступающем положении из своего седла по сравнению с исходным положением, таким образом, что вторая конструкция (5) поднимается и предпочтительно поднимается до возможного контакта между нижним валком (17) и первым участком (9').
6. Сварочная машина по п. 4 или 5, в которой первая консольная балка (8) имеет свой второй участок, который является проксимальным и неразъемно прикрепленным к первой конструкции (2), при этом первый участок (8') является консольным; и/или в которой вторая консольная балка (9) имеет свой второй участок, который является проксимальным и неразъемно прикрепленным к первой конструкции (2), при этом первый участок (9') является консольным.
7. Сварочная машина по одному из пп. 4-6, в которой указанное толкающее устройство (20) содержит привод (16), выполненный с возможностью приведения в действие рычага (15) на его первом конце, причем указанный рычаг (15) выполнен за одно на своем втором конце с вращающимся валом (21), на котором закреплен шпонкой верхний валок (14).
8. Сварочная машина по любому из пп. 4-7, в которой пара первых валков (12) выполнена на каждой из указанных двух противоположных внутренних сторон первого сквозного отверстия (10).
9. Сварочная машина по одному из пп. 4-8, в которой указанные первые валки (12) имеют выпуклую боковую поверхность (30), контактирующую с соответствующей боковой поверхностью первой консольной балки (8).
10. Сварочная машина по одному из пп. 4-9, в которой указанные первые валки (12) находятся в нерабочем положении, размещены в соответствующих седлах, выполненных во второй конструкции (5), и выступают в первое сквозное отверстие (10), чтобы войти в контакт со взаимно противоположными поверхностями первой консольной балки (8); и в которой предпочтительно два боковых валка (13, 18) и возможный нижний валок (17) из указанных вторых валков находятся в нерабочем положении, размещены в соответствующих седлах, выполненных во второй конструкции (5), и выступают во второе сквозное отверстие (11), при этом верхний валок (14) являлся ведомым валком, но не задействован при вращении.
11. Сварочная машина по любому из предшествующих пунктов, в которой предусмотрен по меньшей мере один датчик (32), выполненный с возможностью обнаружения разницы по высоте между передним концом металлического изделия, входящего в сварочную машину, и задним концом другого металлического изделия, предшествующего указанному металлическому изделию; и в которой предусмотрено программное обеспечение, выполненное с возможностью получения значения указанной разницы по высоте и направления команды вторым регулирующим устройствам отрегулировать положение второй конструкции (5) относительно первой конструкции (2).
12. Способ стыковой сварки оплавлением для приваривания заднего конца первого продольного металлического изделия к переднему концу второго продольного металлического изделия, подаваемых вдоль направления подачи указанных продольных металлических изделий, осуществляемый с помощью сварочной машины по любому из предшествующих пунктов и который предусматривает следующие этапы;
а) зажимают задний конец первого металлического изделия или передний конец второго металлического изделия первыми зажимными средствами (3, 4), выполненными на указанной первой конструкции (2), и зажимают передний конец второго металлического изделия или задний конец первого металлического изделия вторыми зажимными средствами (6, 7), выполненными на указанной второй конструкции (5);
b) регулируют указанным вторым регулирующим устройством положение второй конструкции (5) относительно первой конструкции (2) с помощью подъема второй конструкции (5) вдоль плоскости, поперечной указанному направлению подачи таким образом, чтобы выровнять указанные задний и передний концы вдоль направления подачи;
c) сваривают указанные задний и передний концы путем перемещения второй конструкции (5) ближе к первой конструкции (2) вдоль указанного направления подачи с помощью указанного первого регулирующего устройства;
в котором указанный подъем осуществляют с помощью вращения второй конструкции (5) вокруг оси С, параллельной направлению подачи.
13. Способ по п. 12, в котором указанное вращение второй конструкции (5) вокруг оси С выполняют в диапазоне от 1° до 5°, предпочтительно от 1° до 3°.
14. Способ по п. 12 или 13, в котором между этапом а) и этапом b) предусмотрены следующие этапы:
- обнаруживают разницу в высоте с помощью по меньшей мере одного датчика (32), между передним концом металлического изделия, входящего в сварочную машину, и задним концом другого металлического изделия, предшествующего указанному металлическому изделию;
- получают значение указанной разницы по высоте и направляют, с помощью программного обеспечения, команду на второе регулирующее устройство отрегулировать положение второй конструкции (5) относительно первой конструкции (2).
| Установка для контактной стыковой сварки концов движущихся металлических полос | 1990 |
|
SU1824271A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПОЛОС | 2007 |
|
RU2404038C2 |
| Машина для контактной стыковой сварки полос оплавлением | 1984 |
|
SU1146163A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| US 0004785154 A1, 15.11.1988 | |||
| US 5924184 A, 20.07.1999. | |||

