Изобретение относится к области нефтеперерабатывающей и нефтехимической промышленности. Более конкретно, изобретение относится к катализатору для производства бензинов или концентратов ароматических соединений и способу получения катализатора. Предлагаемый катализатор особенно эффективен для процессов совместной переработки углеводородных фракций, оксигенатов и олефин-содержащих фракций.
УРОВЕНЬ ТЕХНИКИ
Известен ряд цеолитных катализаторов для переработки оксигенатов, углеводородных фракций или их смесей в компоненты бензинов. Однако подобные катализаторы быстро дезактивируются при добавлении в сырье маловостребованных олефин-содержащих фракций, таких как газы каталитического крекинга. Это приводит к уменьшению межрегенерационного периода работы катализатора, и снижает экономическую привлекательность совместной переработки. Такая проблема создает необходимость в разработке цеолитного катализатора, адаптированного к работе в условиях совместной переработки (переработка смесей углеводородных фракций, оксигенатов и олефин-содержащих фракций), и способа получения подобного катализатора.
ЕА 201891760 описывает катализатор совместного превращения углеводородных фракций и оксигенатов в высокооктановые компоненты топлив или ароматические углеводороды. Описан катализатор, содержащий цеолит HZSM-5 с силикатным модулем SiO2/Al2O3=50-81.9, с остаточным количеством оксида натрия 0.04-0.15 мас.%, подвергнутого термопаровой обработке до стадии приготовления катализатора, в количестве 65-69.8 мас.%, оксид цинка в количестве 1.5-2 мас.%, оксиды редкоземельных элементов в количестве 1-2 мас.%, оксиды и/или сульфидов металлов VIII группы в количестве 0.5-1 мас.%, связующего - остальное до 100%, при этом в качестве связующего используют смесь оксида алюминия - 30.1-69.9 мас.%, и оксида кремния - 69.9-30.1 мас.%. Документ предлагает проведение термопаровой обработки цеолита, что усложняет промышленное производство катализатора (необходимость применения специализированного оборудования). Не упоминаются последствия применения катализатора для процессов совместной переработки углеводородных фракций, оксигенатов и олефин-содержащих фракций. Не описана проблема замены щелочной обработки цеолита на щелочную обработку гранул катализатора, и последствия такой замены. Не рассматривается влияние кислотных и текстурных свойств катализатора на межрегенерационный период работы катализатора.
RU 2658832 описывает катализатор превращения углеводородов, спиртов, эфиров или смесей спиртов и эфиров. Катализатор содержит цеолит ZSM-5 или ZSM-11 с мольным отношением SiO2/Al2O3=20-150 моль/моль и остаточным содержанием оксида натрия не более 0.4 мас.%, оксид цинка и/или оксид галлия, оксид лантана, связующий компонент (гамма - Al2O3, и/или двуокись кремния, и/или синтетический алюмосиликат, и/или глина, и/или двуокись циркония и другие) и оксид стронция, причем содержание оксида стронция в составе катализатора составляет от 0.01 до 3.0 мас.%, содержание цеолита составляет от 20.0 до 90.0 мас.%, содержание оксида цинка составляет от 0.1 до 6.0 мас.%, содержание оксида галлия составляет от 0.1 до 3.0 мас.%, содержание оксида лантана (La2O3) составляет от 0.1 до 5.0 мас.%, содержание связующего компонента - остальное до 100 мас.%. Также приводится множество опциональных компонентов катализатора. Документ предполагает использование соединений стронция для приготовления катализатора, что усложняет промышленное производство (учитывая острую токсичность, взрывоопасность, пожароопасность подобного сырья). Не упоминаются последствия применения катализатора для процессов совместной переработки углеводородных фракций, оксигенатов и олефин-содержащих фракций. Исходя из описания документа, состав связующего не влияет на достигаемый результат: применение любого из десятков вариантов связующего (гамма - Al2O3, и/или двуокись кремния, и/или синтетический алюмосиликат, и/или глина, и/или двуокись циркония и другие) приводило к равнозначным результатам. Не рассматривается щелочная обработка. Не рассматривается влияние кислотных и текстурных свойств катализатора на межрегенерационный период работы катализатора.
WO 2017155431 описывает процесс производства бензина из смесей углеводородных фракций, фракций газообразных олефинов и оксигенатов. Описан вариант изобретения, в котором используют цеолитсодержащий катализатор, где синтетический аморфный алюмосиликат или неорганический оксид использован в качестве связующего, которое представляет собой смесь 30-70 мас.% оксида алюминия и 70-30 мас.% оксида кремния. Данный катализатор рассматривается как наиболее близкий к настоящему изобретению и взят за прототип. Описан катализатор для получения жидких углеводородов из диметилового эфира, включающий кристаллический алюмосиликат типа пентасила: 63-69.8 мас.%, оксид цинка: 0.5-3.0 мас.%; оксиды редкоземельных элементов: 0.1-5.0 мас.%, оксид кобальта: 0.05-2.5 мас.%, связующее: остальное. Документ не рассматривает влияние исходных компонентов связующего на каталитические свойства катализатора. Не описана проблема замены щелочной обработки цеолита на щелочную обработку гранул катализатора, и возможные последствия такой замены. Не рассматривается влияние кислотных и текстурных свойств катализатора на межрегенерационный период работы катализатора.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Обнаружено, что катализатор для производства бензинов или концентратов ароматических соединений, включающий цеолит ZSM-5, особенно эффективен для совместной переработки углеводородных фракций, оксигенатов и олефин-содержащих фракций при следующем сочетании кислотных и текстурных свойств катализатора:
• объем пор катализатора составляет от 0.15 до 0.26 см3/г,
• средний диаметр пор катализатора составляет от 38 до 53 
• соотношение слабых и сильных кислотных центров катализатора составляет от 2.2 до 3.5.
Настоящее изобретение также предлагает способ получения катализатора, позволяющий достичь указанного сочетания кислотных и текстурных характеристик катализатора.
В качестве технических результатов рассматриваются:
• увеличение межрегенерационного периода работы катализатора до более 450 часов;
• увеличение выхода фракции C5+ углеводородного продукта;
• снижение селективности образования метана и олефинов С2-С4.
Обозначенные выше технические результаты достигаются за счет предлагаемого катализатора для производства бензинов или концентратов ароматических соединений, включающего цеолит ZSM-5 в количестве от 50.0 до 85.0 мас.%, где
a. объем пор катализатора составляет от 0.15 до 0.26 см3/г,
b. средний диаметр пор катализатора составляет от 38 до 53 
c. соотношение слабых и сильных кислотных центров катализатора составляет от 2.2 до 3.5,
причем катализатор включает, по химическому составу, в пересчете на оксиды:
d. диоксид кремния в количестве от 53.9 до 85.0 мас.%,
e. оксид алюминия в количестве от 11.5 до 43.0 мас.%,
f. оксид цинка в количестве от 1.1 до 2.9 мас.%,
g. оксиды редкоземельных элементов в количестве от 0.9 до 2.0 мас.%.
Возможно исполнение изобретения, в котором катализатор применяется для совместной переработки углеводородных фракций, оксигенатов и олефин-содержащих фракций в бензины или концентраты ароматических соединений, предпочтительно катализатор применяется для способа получения бензинов или концентратов ароматических соединений, в котором в качестве сырья используют три потока, один из которых включает углеводородную фракцию, второй поток включает оксигенат, третий поток включает олефин-содержащую фракцию, где олефин-содержащая фракция включает один или более олефинов, выбранных из группы, включающей: этилен, пропилен, нормальные бутилены, изобутилен, в общем количестве от 10.0 до 50.0 мас.%.
Возможно исполнение изобретения, в котором редкоземельные элементы включают один или более элементов, выбранных из группы, включающей: лантан, празеодим, неодим, церий.
Возможно исполнение изобретения, в котором катализатор не содержит одного или более элементов, выбранных из группы, включающей: платиновые металлы, железо, кобальт, никель.
Возможно исполнение изобретения, в котором цеолит имеет кремнеземный модуль SiO2/Al2O3 в диапазоне от 50 до 90, предпочтительно от 60 до 80.
Обозначенные выше технические результаты также достигаются за счет предлагаемого способа получения катализатора, включающего следующие стадии:
a. добавление HZSM-5 к пептизированному псевдобемиту для получения смеси цеолита и псевдобемита,
b. добавление кремнезоля с рН 8-10 к смеси цеолита и псевдобемита для получения формовочной массы,
c. формование, сушка и прокаливание формовочной массы с получением катализаторной композиции,
d. щелочная обработка катализаторной композиции, полученной на стадии (с),
e. отмывка от натрия катализаторной композиции, полученной на стадии (d), сушка и прокалка,
f. пропитка катализаторной композиции, полученной на стадии (е), растворами солей цинка и редкоземельных элементов, сушка и прокалка.
Возможно исполнение изобретения, в котором для щелочной обработки используют водный раствор щелочи с рН от 10 до 14, предпочтительно рН от 12 до 14.
Возможно исполнение изобретения, в котором для щелочной обработки используют водный раствор гидроксида натрия с концентрацией 0.01-0.5 М.
Возможно исполнение изобретения, в котором щелочную обработку проводят при нагревании до 30-80°С.
Возможно исполнение изобретения, в котором для пропитки катализаторной композиции используется пропитка по влагоемкости или пропитка в избытке раствора.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
КАТАЛИЗАТОР
Текстурные свойства образцов катализатора (в т.ч. объем пор и распределение пор по размерам) определялись методом низкотемпературной адсорбции азота. Объем пор определялся по кривой десорбции. Кривые распределения пор по размерам рассчитывались методом BJH.
Кислотные свойства образцов катализатора (в т.ч. соотношение слабых и сильных кислотных центров) определялись методом термопрограммируемой десорбции аммиака (ТПД NH3). При этом профили ТПД NH3 для катализаторов по изобретению включают два ярко выраженных пика:
• низкотемпературный пик десорбции аммиака со слабых кислотных центров и кислотных центров средней силы, Tmax(I)=170-190°С,
• высокотемпературный пик десорбции аммиака с сильных кислотных центров, Т.
Соотношение между слабыми и сильными кислотными центрами (мкмоль/г : мкмоль/г) определяется как отношение Низкотемпературный пик, мкмоль/г к Высокотемпературный пик, мкмоль/г.
Объем пор катализатора
Разработанный катализатор отличается относительно низким объемом пор (от 0.15 до 0.26 см3/г). Известные источники обычно рекомендуют использование катализаторов с повышенным объемом пор, в частности катализаторы с объемом пор более 0.3 см3/г, в т.ч. более 0.6 см3/г. Однако обнаружено, что при попытках создания катализатора с соотношением слабых и сильных кислотных центров от 2.2 до 3.5, увеличение объема пор выше 0.26 см3/г заметно ускоряет накопление кокса в процессах совместной переработки, в особенности в первые 100 часов работы катализатора. Как следствие, снижается межрегенерационный период работы катализатора. Это неожиданно, так как увеличение объема пор катализатора, как правило, рекомендуется для увеличения межрегенерационного периода. При этом замечено, что и увеличение объема пор катализатора выше 0.26 см3/г, и уменьшение объема пор катализатора ниже 0.15 см3/г приводят к снижению межрегенерационного периода работы катализатора с более 450 часов до 200-350 часов.
Средний диаметр пор катализатора. Обнаружено, что при попытках создания катализатора с объемом пор от 0.15 см3/г до 0.26 см3/г, увеличение среднего размера пор выше 53  приводит к нежелательному увеличению производства ароматики С11+ процессах совместной переработки. В то же время снижение среднего диаметра пор менее 38
приводит к нежелательному увеличению производства ароматики С11+ процессах совместной переработки. В то же время снижение среднего диаметра пор менее 38  приводит к нежелательному увеличению селективности образования метана и олефинов С2-С4.
приводит к нежелательному увеличению селективности образования метана и олефинов С2-С4.
Влияние сочетания объема пор катализатора от 0.15 до 0.26 см3/г, среднего размера пор от 38 до 53  и соотношения слабых и сильных кислотных центров катализатора составляет от 2.2 до 3.5 на межрегенерационный период работы катализатора вероятно связано с введением маловостребованных олефин-содержащих фракций в процесс совместной переработки.
и соотношения слабых и сильных кислотных центров катализатора составляет от 2.2 до 3.5 на межрегенерационный период работы катализатора вероятно связано с введением маловостребованных олефин-содержащих фракций в процесс совместной переработки.
Подобные олефин-содержащие фракции включают олефины С2-С4 в количестве от 10.0 до 50.0 мас.%. Такое содержание олефинов не позволяет использовать эти фракции в классических процессах нефтехимии без дополнительной подготовки и концентрирования. Обнаружено, что добавление олефинов С2-С4 в процесс совместной переработки может ускорять коксование по сравнению с олефинами, образующимися из оксигенатов в процессе конверсии. Известные ранее катализаторы на основе цеолитов решали проблему присутствия в сырье оксигенатов (в т.ч. устойчивость катализатора к среде водяного пара). Однако добавление в сырье разбавленных олефинов С2-С4 создает новые проблемы, связанные с коксованием, и приводит к снижению межрегенерационного периода для известных катализаторов.
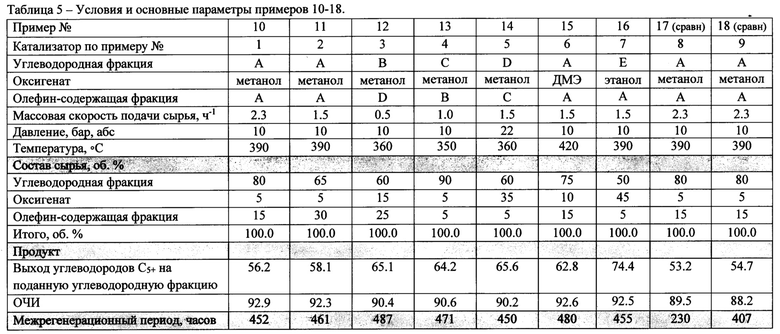
К примеру, использование катализатора сравнения (состав: цеолит HZSM-5 с силикатным модулем SiO2/Al2O3=81.9:69.8 мас.%, оксид цинка 2 мас.%, оксиды РЗЭ 1.5 мас.%, оксид никеля 0.5 мас.%, связующее (смесь оксида алюминия 50 мас.% и оксида кремния 50 мас.%), остальное до 100%), в условиях приведенного ниже примера 10 приводит к снижению межрегенерационного периода катализатора до 340 часов (по сравнению с 452 часа для катализатора изобретению по примеру 10). При замене оксида никеля на оксид кобальт в составе катализатора сравнения получаются аналогично низкие значения межрегенерационного периода (311 часов). Соотношение слабых и сильных кислотных центров
Обнаружено что соотношение слабых и сильных кислотных центров позволяет контролировать селективность катализатора к образованию углеводородов С5+. При этом максимальный выход углеводородов С5+ в процессах совместной переработки наблюдается при соотношении между слабыми и сильными кислотными центрами (мкмоль/г : мкмоль/г) катализатора в диапазоне 2.2-3.5.
Использование катализаторов с соотношением между слабыми и сильными кислотными центрами менее 2.2 снижает выход углеводородов С5+ до менее 55 мас.% на поданное углеводородное сырье. В то же время использование катализаторов с соотношением между слабыми и сильными кислотными центрами в диапазоне 3.6-6.5 не позволяет достичь ОЧИ продукта выше 90 ед. при сохранении выхода продукта более 55 мас.%.
Увеличение селективности образования углеводородов С5+ при рекомендуемом сочетании объема пор и кислотности может быть связано со снижением селективности образования метана и олефинов С2-С4. В частности, при использовании предлагаемого катализатора, количество метана в газообразных продуктах реакции снижается до менее 1.0 мас.%, количество олефинов С2-С4 в газообразных продуктах реакции снижается до следовых количеств (менее 0.5 мас.%).
Состав катализатора
Предлагаемый катализатор включает, по химическому составу, в пересчете на оксиды:
• диоксид кремния в количестве от 53.9 до 85.0 мас.%,
• оксид алюминия в количестве от 11.5 до 43.0 мас.%,
• оксид цинка в количестве от 1.1 до 2.9 мас.%,
• оксиды редкоземельных элементов в количестве от 0.9 до 2.0 мас.%.
При этом катализатор включает, по фазовому составу, цеолит ZSM-5 в количестве от 50.0 до 85.0 мас.%, а также связующее и промоторы. Химический состав катализатора, мас.% и доля цеолита в катализаторе, мас.%, неаддитивны (не складываются до 100 мас.%), так как доля цеолита относится к фазовому составу катализатора.
- Связующее. Предлагаемый катализатор включает связующее, включающее по химическому составу, в пересчете на оксиды, смесь SiO2 и Al2O3 (комбинированное связующее). Однако доля и в особенности химический состав такого связующего, как правило, не могут быть однозначно определены в образце катализатора экспериментальными методами. В связи с этим настоящее изобретение ограничивает долю и химический состав связующего через предлагаемое сочетание химического состава катализатора и доли цеолита в катализаторе, которые могут быть определены в готовом образце катализатора экспериментальными методами.
В частности, в приведенных ниже примерах 1-7 по изобретению, катализатор включает от 50.0 до 85.0 мас.% цеолита ZSM-5, где остальное до 100 мас.% приходится на связующее и промоторы. Доля и химический состав связующего в готовых образцах катализатора не могли быть однозначно определены экспериментально. Расчетное содержание связующего в катализаторах по примерам 1-9 составляет 11.5-47.4 мас.% от массы катализатора. Расчетный химический состав связующего, в катализаторах по примерам 1-7, в пересчете на оксиды SiO2 и Al2O3, составляет 10.5-42.3 мас.% оксида кремния и 57.7-89.5 мас.% оксида алюминия от массы связующего.
- Промоторы - соединения редкоземельных элементов, щелочных металлов, щелочноземельных металлов, металлов групп III-VIII А/В, предпочтительно, оксид цинка, оксид лантана, оксид церия, оксид празеодима, оксид неодима.
Возможно исполнение изобретения, в котором катализатор не содержит одного или более элементов, выбранных из группы, включающей: платиновые металлы, железо, кобальт, никель. Учитывая различную чувствительность методов аналитической химии к определению содержания металлов, под термином «не содержит» понимается, что общее содержание железа, кобальта, никеля в катализаторе не превышает 0.10 мас.%, предпочтительно не превышает 0.05 мас.%, наиболее предпочтительно не превышает 0.01 мас.%.
- Катализатор может включать примесные количества оксида натрия, к примеру, от 0.01 до 0.15 мас.% оксида натрия.
- Цеолиты ZSM-5 как правило характеризуются модулем (мольное соотношение Предлагаемый способ приготовления катализатора позволяет использовать цеолиты с широким диапазоном модулей, в частности, возможно использование цеолита с кремнеземным модулем SiO2/Al2O3 в диапазоне 30-120, предпочтительно 50-90, наиболее предпочтительно 70-80.
Химический состав цеолитных катализаторов, как правило, приводится в расчете на катализатор, прокаленный при определенной температуре. В частности, для катализаторов по приведенным ниже примерам 1-9, химический состав катализатора, мас.%, в пересчете на оксиды, дается для образцов, прокаленных при 550°С. Данная температура прокалки не связана с операциями прокаливания, производимыми в способе получения катализатора, и относится к прокалке уже готового катализатора с целью определения его химического состава методами аналитической химии, в частности для удаления сорбированной влаги.
Обнаружено, что соответствие катализатора указанным требованиям по фазовому и химическому составу сам по себе не гарантирует наличия у катализатора предлагаемого сочетания текстурных и кислотных характеристик (объем пор катализатора 0.15-0.26 см3/г, средний диаметр пор катализатора 38-53  соотношение слабых и сильных кислотных центров катализатора 2.2-3.5).
соотношение слабых и сильных кислотных центров катализатора 2.2-3.5).
К примеру, катализаторы сравнения по примерам 8 и 9 соответствуют характеристикам предлагаемого катализатора по химическому и фазовому составу (см. Таблицу 2). Т.е. катализаторы сравнения по примерам 8 и 9, включают цеолит ZSM-5 в количестве от 50.0 до 85.0 мас.% и связующее, причем катализатор включает, по химическому составу, в пересчете на оксиды:
a. диоксид кремния в количестве от 53.9 до 85.0 мас.%,
b. оксид алюминия в количестве от 11.5 до 43.0 мас.%,
c. оксид цинка в количестве от 1.1 до 2.9 мас.%,
d. оксиды редкоземельных элементов в количестве от 0.9 до 2.0 мас.%.
Однако катализаторы сравнения по примерам 8 и 9 не достигают сочетания объема пор, среднего диаметра пор и соотношения слабых и сильных кислотных центров катализатора по предлагаемому изобретению (см. Таблицу 2).
В частности, катализатор сравнения по примеру 8 показывает слишком высокий объем пор (0.34 см3/г), увеличенный средний диаметр пор (62  ) и повышенное соотношение между слабыми и сильными кислотными центрами (4.2). В результате межрегенерационный период работы катализатора резко снижается до 230 часов, при этом не удается достичь выхода продукта более 55 мас.% при сохранении ОЧИ продукта более 90 ед. (см. Таблицу 5, пример 17, применение катализатора по сравнительному примеру 8).
) и повышенное соотношение между слабыми и сильными кислотными центрами (4.2). В результате межрегенерационный период работы катализатора резко снижается до 230 часов, при этом не удается достичь выхода продукта более 55 мас.% при сохранении ОЧИ продукта более 90 ед. (см. Таблицу 5, пример 17, применение катализатора по сравнительному примеру 8).
В то же время катализатор сравнения по примеру 9 показывает повышенный объем пор (0.29 см3/г) и пониженное соотношение слабых и сильных кислотных центров (1.7). В результате межрегенерационный период снижается до 407 часов, при этом выход углеводородов Cs+ падает ниже 55 мас.% (см. Таблицу 5, пример 18, применение катализатора по сравнительному примеру 9).
СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА
Для получения катализатора по предлагаемому способу осуществляют следующие стадии:
a. добавление HZSM-5 к пептизированному псевдобемиту для получения смеси цеолита и псевдобемита,
b. добавление кремнезоля с рН 8-10 к смеси цеолита и псевдобемита для получения формовочной массы,
c. формование, сушка и прокаливание формовочной массы с получением катализаторной композиции,
d. щелочная обработка катализаторной композиции, полученной на стадии (с),
e. отмывка от натрия катализаторной композиции, полученной на стадии (d), сушка и прокалка,
f. пропитка катализаторной композиции, полученной на стадии (е), растворами солей цинка и редкоземельных элементов, сушка и прокалка.
Стадия (а)
Смешивают пептизированный псевдобемит и HZSM-5. Опционально, смесь упаривают при перемешивании до тестообразной консистенции. В результате получают смесь цеолита и псевдобемита. При этом:
- HZSM-5 (цеолит ZSM-5 в Н-форме) может быть получен уже известными методами, к примеру, путем ионного Обмена натриевой формы цеолита ZSM-5 с получением аммонийной формы цеолита, и последующим прокаливанием аммонийной формы цеолита с получением цеолита ZSM-5 в Н-форме. Опционально, перед смешением цеолит может просушиваться и/или прокаливаться и/или измельчаться. HZSM-5 может содержать остаточные количества натрия.
- Пептизированный псевдобемит может быть получен уже известными методами, к примеру, путем обработки порошка или лепешки псевдобемита водным раствором неорганической кислоты, предпочтительно азотной кислоты. Псевдобемит (гидроксид алюминия псевдобемитной структуры) коммерчески доступен.
- Опционально, пептизованный псевдобемит может быть получен из термоактивированного гидроксида алюминия (продукт ТХА). При этом получение пептизированного псевдобемита может включать стадии отмывки от натрия, автоклавирования, гидратации, порядок проведения которых может отличаться в зависимости от конфигурации оборудования конкретного производства. Такое исполнение позволяет добиться дополнительного технического результата: увеличить механическую прочность катализатора, причем снижаются потери катализатора при производстве, вызываемые получением частиц катализатора размером менее 1 мм. Опционально, пептизованный псевдобемит может быть получен из термоактивированного гидроксида алюминия, где способ получения псевдобемита включает следующие стадии:
a. гидратация термоактивированного гидроксида алюминия при мольном соотношении азотная кислота / оксид алюминия 0.01 до 0.02;
b. отмывка от натрия суспензии, полученной на стадии (а);
с. обработка суспензии, полученной на стадии (b), в автоклаве при мольном соотношении азотная кислота / оксид алюминия от 0.10 до 0.20.
- Опционально, пептизованный псевдобемит может быть получен из термоактивированного гидроксида алюминия, где способ получения псевдобемита включает следующие стадии:
a. отмывка термоактивированного гидроксида алюминия от натрия;
b. обработка суспензии, полученной на стадии (b), в автоклаве при мольном соотношении азотная кислота / оксид алюминия от 0.01 до 0.02.
c. гидратация суспензии, полученной на стадии (b) при мольном соотношении азотная кислота / оксид алюминия от 0.10 до 0.20.
Стадия (b)
К смеси цеолита и псевдобемита, полученной на стадии (а), добавляют кремнезоль (коллоидный диоксид кремния) с рН в диапазоне от 8 до 10. Опционально, полученную массу упаривают до формуемости. В результате получают формовочную массу. При этом:
- Предлагаемый способ получения катализатора использует кремнезоль с рН в диапазоне от 8 до 10 ед. рН 8-10 исходного кремнезоля является одним из признаков, позволяющих достичь оптимального сочетания среднего размера пор катализатора и его кислотных свойств в способе получения катализатора.
Обнаружено что применение кремнезоля с рН менее 8 приводит к резкому падению межрегенерационного периода работы получаемого катализатора в условиях совместной переработки. В частности, катализатор по примеру 8 (сравн.) показывает межрегенерационный период работы менее 250 ч. В то же время катализаторы по примерам 1-7, для приготовления которых использовалась кремнезоль с рН от 8 до 10 ед., показывают межрегенерационный период работы не менее 450 ч. (см. Таблицу 1, рН кремнезоля, и Таблицу 5). Такой результат может быть связан с увеличением среднего размера пор получаемого катализатора при применении кремнезоля с рН менее 8 ед., что в свою очередь изменяет характер коксования. Обнаружено что применение кремнезоля с рН более 10 приводит к снижению механической прочности получаемого катализатора.
- Предлагаемый способ получения катализатора предполагает определенный порядок смешения цеолитного компонента и исходных компонентов связующего:
а. добавление HZSM-5 к пептизированному псевдобемиту для получения смеси цеолита и псевдобемита,
b. добавление кремнезоля с рН 8-10 к смеси цеолита и псевдобемита для получения формовочной массы. Обнаружено что предлагаемый порядок смешения компонентов катализаторной композиции позволяет подавить формирование побочной алюмосиликатной фракции связующего. Обнаружено, что несоблюдение рекомендованного порядка смешения компонентов, к примеру смешение цеолита, псевдобемита и кремнезоля в одну стадию, искажает фазовую картину итогового образца катализатора, и изменяет распределение пор получаемого катализатора по размерам.
Стадия (с)
Формовочную массу, полученную на стадии (b), подвергают формованию, сушат и прокаливают. Опционально, перед сушкой гранулы провяливают. В результате получают катализаторную композицию. При этом:
- Могут быть использованы уже известные способы формования катализаторов на основе цеолитов, к примеру, формование методом экструзии, таблетирование.
- Температура, скорость подъема температуры, длительность операций провяливания (опционально), сушки и прокалки могут варьироваться в зависимости от условий конкретного производства, и могут быть подобраны уже известными методами в ходе рутинных экспериментов.
Стадия (d)
Катализаторную композицию, полученную на стадии (с), подвергают щелочной обработке. В результате получают катализаторную композицию, прошедшую щелочную обработку. При этом:
- Для щелочной обработки используют раствор щелочи с рН от 10 до 14, предпочтительно рН от 12 до 14. Предпочтительно, раствор щелочи включает гидроксид щелочного или щелочноземельного металла, более предпочтительно гидроксид натрия. Наиболее предпочтительно для щелочной обработки используют водный раствор гидроксида натрия с концентрацией от 0.01 до 0.5 моль/л.
- Опционально, после обработки раствором щелочи, катализаторная композиция отмывается водой от остатков щелочи и сушится. Опционально, возможна прокалка катализаторной композиции после сушки. Предпочтительно для щелочной обработки используется избыток раствора щелочи.
- Температура, скорость подъема температуры, длительность операций сушки и прокалки могут варьироваться в зависимости от условий конкретного производства, и могут быть подобраны уже известными методами в ходе рутинных экспериментов.
Предлагаемый способ получения катализатора использует источники SiO2 и Al2O3 (кремнезоль и псевдобемит) для приготовления комбинированного связующего. Обнаружено, что щелочная обработка катализаторной композиции, приготовленной на основе цеолита и комбинированного связующего, позволяет увеличить межрегенерационный период работы катализатора:
• по сравнению с отсутствием щелочной обработки: с двухсот до более 450 часов;
• по сравнению с проведением щелочной обработки исходного цеолита: с до более 450 часов (см. Таблицу 5).
Замена щелочной обработки исходного цеолита на щелочную обработку катализаторной композиции увеличивает межрегенерационный период работы катализатора. Это неожиданно, так как известные методы рекомендуют щелочную обработку исходного цеолита до его смешения с компонентами связующего. Замена щелочной обработки исходного цеолита на щелочную обработку катализаторной композиции также выгодна с точки зрения промышленного производства. Щелочная обработка порошка цеолита связана с высокими технологическими потерями цеолита. Замена щелочной обработки цеолита на щелочную обработку гранул упрощает производство катализатора и снижает потери цеолита на стации щелочной обработки.
Стадия (е)
Катализаторную композицию, полученную на стадии (d), отмывают от натрия, сушат и прокаливают. При этом:
- Отмывка от натрия может осуществляться методом ионного обмена. Предпочтительно, катализаторная композиция обрабатывается водным раствором, содержащим ионы аммония. Наиболее предпочтительно, катализаторная композиция обрабатываться водным раствором хлорида аммония или нитрата аммония.
- Методы ионного обмена известны в области производства цеолитных катализаторов. Количество соли аммония, воды, соотношение твердое: жидкость по массе, время и температура обработки могут быть подобраны известными методами. Опционально, ионный обмен проводят без перемешивания при комнатной температуре. Опционально, возможно проведение повторного ионного обмена и промывки водой. Предпочтительно, конечное содержание Na2O в катализаторной композиции не превышает 0.15 мас.%.
- Температура, скорость подъема температуры, длительность операций сушки и прокалки могут варьироваться в зависимости от условий конкретного производства, и могут быть подобраны уже известными методами.
Стадия (f)
Катализаторную композицию, полученную на стадии (е), подвергают пропитке растворами солей цинка и редкоземельных элементов, сушат и прокаливают. В результате получают катализатор. При этом:
- Пропитка может осуществляться известными методами, к примеру методом пропитки по влагоемкости или методом пропитки в избытке раствора. Опционально, при пропитке по влагоемкости объем пропиточного раствора (V, мл), рассчитывают по формуле: V=В⋅m, где В - влагоемкость носителя, мл/г, m - масса носителя, г.
- Предпочтительно, в качестве солей цинка используются соли неорганических кислот, наиболее предпочтительно нитрат цинка.
- Предпочтительно, в качестве солей редкоземельных элементов используются соли неорганических кислот, наиболее предпочтительно нитраты редкоземельных элементов (РЗЭ). Предпочтительно, редкоземельные элементы выбраны из группы, включающей лантан, празеодим, неодим, церий, а также их смеси.
- Опционально, в качестве источника редкоземельных элементов может быть использован промышленный концентрат РЗЭ. Промышленные концентраты РЗЭ как правило содержат смеси солей редкоземельных элементов, в особенности лантана и церия. Использование промышленных концентратов РЗЭ снижает стоимость производства катализаторов в промышленных масштабах. Предлагаемый способ получения катализатора позволяет использовать промышленные концентраты РЗЭ без предварительной очистки или разделения.
- Температура, скорость подъема температуры, длительность операций сушки и прокалки могут варьироваться в зависимости от условий конкретного производства, и могут быть подобраны уже известными методами.
ПРИМЕНЕНИЕ КАТАЛИЗАТОРА
Предлагаемый катализатор и способ получения катализатора особенно эффективны для производства бензинов или концентратов ароматических соединений в процессах совместной переработки углеводородных фракций, оксигенатов и олефин-содержащих фракций.
Углеводородная фракция
Подходящие углеводородные фракции характеризуются температурой конца кипения не более 215°С. В частности, конец кипения может составлять 200°С, 180°С, 160°С или 85°С. Предпочтительно температура конца кипения составляет не выше 180°С. Температура конца кипения (Конец кипения,°С) может быть определена, к примеру, по ГОСТ 2177 или ASTM D 86.
Температура начала кипения слабо влияет на достигаемые результаты, в частности, потому что углеводородные фракции, в т.ч. фракции нефти и полупродукты нефтехимических производств, могут содержать различные количества растворенных газов С1-С4, в зависимости от внутренних требований промышленного производства. Температура начала кипения углеводородной фракции может составлять, к примеру, 62°С, 85°С, 140°С. Предпочтительно температура начала кипения не ниже 62°С.
Детальный углеводородный состав углеводородной фракции, к примеру, определенный по ASTM D 6729, слабо влияет на возможность достижения технических результатов, в т.ч. потому что типичная углеводородная фракция содержит сотни индивидуальных химических веществ. Таблица 3 приводит частные случаи химического состава углеводородных фракций, использованных в примерах 10-18. Углеводородная фракция может включать смеси нормальных парафинов, изопарафинов, олефинов, нафтенов и ароматики (PIONA). Однако в составе углеводородной фракции может отсутствовать одна или более химическая группа, выбранная из списка, включающего нормальные парафины, изопарафины, олефины, нафтены, ароматические углеводороды.
Оксигенат
Подходящими оксигенатами являются алифатические спирты или простые эфиры С1-С4. В частности, оксигенат может быть выбран из группы, включающей: метанол, этанол, диметиловый эфир, а также их смеси, в т.ч. с водой. Оксигена может содержать примеси, к примеру альдегиды, карбоновые кислоты, сложные эфиры, ароматические спирты, непредельные (ненасыщенные) спирты.
Олефин-содержащая фракция
Подходящие олефин-содержащие фракции включают от 10.0 до 50.0 мас.% олефинов С2-С4 (этилен, пропилен, нормальные бутилены, изобутилен или их смеси). Олефин-содержащая фракция может содержать инертные или слабо-реакционноспособные компоненты, отличные от олефинов, к примеру: метан, этан, пропан, бутан, водород, азот. К примеру, олефин-содержащая фракция может содержать от 0.5 до 8 мас.% водорода, предпочтительно от 2.3 до 8.0 мас.% водорода. Олефин-содержащая фракция может представлять собой, к примеру, газы термического или каталитического крекинга, в т.ч. сухой газ каталитического крекинга (СГКК), отходящий газ коксования, а также их смеси.
ОЧИ - октановое число, определенное по исследовательскому методу. Предпочтительно определяется согласно ASTM D2699 или ГОСТ 8226.
Продукты
В результате совместной переработки углеводородных фракций, оксигенатов и олефин-содержащих фракций образуются жидкий углеводородных продукт (в основном углеводороды С5+), газообразный углеводородный продукт (в основном углеводороды С1-С4) и водная фракция (образуется в результате наличия в сырье оксигенатов). Жидкий углеводородный продукт может содержать растворенные газы С1-С4, количество которых определяется исходя из нужд конкретного предприятия.
При этом концентрат ароматических соединений характеризуется как жидкий углеводородный продукт с содержанием ароматики более 45 мас.%. Бензин характеризуется как жидкий углеводородный продукт с содержанием ароматики не более 45 мас.%.
Под бензинами в настоящем изобретении понимается автомобильный бензин или основной компонент для производства автомобильных бензинов методами компаундирования и/или фракционирования. Название жидкого углеводородного продукта может изменяться в зависимости от экологических требований региона или внутренних стандартов производства. В частности, в зависимости от экологических требований к автомобильным бензинам в конкретном регионе, жидкий углеводородный продукт по приведенным ниже примерам 12-14 может называться автомобильным бензином или основой (основным компонентом) для производства автомобильных бензинов.
Примеры
Характеристики катализаторов по изобретению и способы их получения описаны в примерах 1-7. Характеристики катализаторов сравнения и способы их получения описаны в примерах 8-9. Примеры 10-18 описывают результаты применения образцов катализаторов по примерам 1-9 в условиях совместной переработки углеводородных фракций, оксигенатов и олефин-содержащих фракций.
Катализатор по сравнительному примеру 8 отличается тем, что при его изготовлении использован кислый кремнезоль с рН 3 (вместо щелочного кремнезоля с рН 8-10 согласно предлагаемому изобретению). Катализатор по сравнительному примеру 9 отличается тем, что производится щелочная обработка исходного цеолита (вместо щелочной обработки катализаторной композиции согласно предлагаемому изобретению).
Таблица 1 показывает сырье и параметры получения катализаторов по примерам.
Таблица 2 показывает характеристики катализаторов по примерам 1-9.
Таблица 3 показывает характеристики углеводородных фракций.
Таблица 4 показывает составы олефин-содержащих фракций.
Таблица 5 показывает условия и основные параметры примеров 10-18.
Таблица 6 показывает состав фракций C5+ углеводородного продукта.
Оксигенаты - в качестве оксигената в примерах 10-14 и 17-18 использован метанол технический марки «А» ГОСТ 2222-95. В примере 15 использован диметиловый эфир (ДМЭ), 99%. В примере 16 использован 95% этанол.
Текстурные свойства. Для образцов катализаторов по примерам 1-9, текстурные характеристики катализатора определялись на приборе Micromeritics Gemini VII 2390t, перед измерениями образцы дегазировали при температуре 300°С в течение 4 ч.
Кислотные свойства. Для образцов катализаторов по примерам 1-9, кислотные свойства образцов определяли методом ТПД NH3 на приборе Micromeritics AutoChem НР2950. Исследуемый образец предварительно прокаливали при температуре 550°С в течение 4 часов в токе воздуха, затем помещали в кварцевый реактор и выдерживали в токе азота при 200°С в течение 1 часа со скоростью продувки 50 мл⋅мин-1. Насыщение проводили в токе азот-аммиачной смеси (10.14 об. % аммиака) при температуре 60°С в течение 30 мин. Удаление физически адсорбированного аммиака проводили при 100°С в токе азота в течение 30 мин со скоростью продувки 50 мл⋅мин-1. Затем образец снова охлаждали и начинали подъем температуры от 60°С до 750°С со скоростью 10°С⋅мин-1 и вели регистрацию сигнала детектора по теплопроводности.
Примеры 1-7 (по изобретению)
Приготовление катализаторов по примерам 1-7 осуществлялось следующим образом (конкретные массы и параметры для каждого образца см. в Таблице 1).
Получение пептизированного псевдобемита
Пептизированный псевдобемит для примеров 1-5 получали из термоактивированного гидроксида алюминия (продукт ТХА). Для этого термоактивированный гидроксид алюминия размалывали, размолотый термоактивированный гидроксид алюминия направляли в реактор для отмывки от натрия. В реактор заливали 20 л воды и 12 мл азотной кислоты с концентрацией 47 мас.%. Затем в реактор загружали 2 кг размолотого продукта ТХА. Суспензию нагревали до 70°С и перемешивали в течение 2 ч. После окончания перемешивания суспензию отфильтровывали на вакуумном фильтре, после чего операцию отмывки повторяли до рН 7. Отмытый и отфильтрованный гидроксид алюминия в виде увлажненного порошка направляли на загрузку в автоклав. Отмытый гидроксид алюминия со стадии фильтрации при перемешивании загружали в автоклав (соотношение ТХА : вода=1:2 по массе, кислотный модуль 0.015). Автоклав герметизировали, и при постоянном перемешивании повышали температуру до 150°. После нагревания продолжали перемешивание суспензии при постоянной температуре в течение 8 ч. По завершении процесса автоклавирования полученную суспензию псевдобемита передавали из автоклава в приемную емкость. Гидратацию проводили при добавлении раствора азотной кислоты с концентрацией 47 мас.% к суспензии псевдобемита. Мольное отношение азотная кислота / оксид алюминия (кислотный модуль) составляло 0.15. Гидратацию проводили при перемешивании в течение 1 часа.
Пептизированный псевдобемит для примеров 6-7 получали из порошка псевдобемита. Порошок псевдобемита при перемешивании пептизовали водным раствором азотной кислоты с концентрацией 3 мас.% в течение 30 мин. Мольное отношение азотная кислота / оксид алюминия (кислотный модуль) составляло 0.05.
Способ получения катализатора
В Z-образный смеситель помещали пептизированный псевдобемит, добавляли HZSM-5, перемешивали. Смесь упаривали при перемешивании до тестообразной консистенции. К полученной смеси добавляли кремнезоль с рН в диапазоне от 8 до 10 (значения рН см. в Таблице 1). Полученную массу упаривали до формуемости. В результате получают формовочную массу.
Полученную формовочную массу формовали на грануляторе с размером фильеры 3.5-4.0 мм. Гранулы провяливали в течение 12 ч, сушили в сушильном шкафу с конвекцией, сначала при температуре 80°С в течение 2 ч, затем при 120°С в течение 6 ч. Прокаливание гранул осуществляли в муфельной печи при температуре 550°С в течение 6 ч, подъем температуры 3°С/мин. В результате получают катализаторную композицию.
Полученную катализаторную композицию подвергали щелочной обработке. Для этого гранулы катализаторной композиции помещали в емкость и приливали раствор гидроксида натрия (значения концентрации водного раствора гидроксида натрия, температуры и длительность обработки см. в Таблице 1). Затем отфильтровывали и отмывали дистиллированной водой от остатков щелочи. Полученные гранулы сушили в сушильном шкафу с конвекцией, сначала при температуре 80°С в течение 2 ч, затем при 120°С в течение 6 ч. Прокаливание осуществляли в муфельной печи при температуре 550°С в течение 6 ч, подъем температуры 3°С/мин.
Катализаторную композицию, прошедшую щелочную обработку, отмывали от натрия методом ионного обмена. Для этого в емкость загружали катализаторную композицию и добавляли раствор хлорида аммония (для отмывки 500 г катализаторной композиции готовили раствор 6 г хлорида аммония на 2.4 л воды), соблюдая соотношение твердое : жидкость=1:4 по массе. Смесь оставляли на 1 ч без перемешивания при комнатной температуре, раствор сливали и при необходимости производили повторный ионный обмен и промывку водой. Конечное содержание Na2O в катализаторной композиции не превышало 0.15 мас.%. Отмытую катализаторную композицию сушили в сушильном шкафу с конвекцией, сначала при температуре 80°С в течение 2 ч, затем при 120°С в течение 6 ч. Затем прокаливали в муфельной печи при температуре 550°С в течение 6 ч, подъем температуры 3°С/мин.
Полученную катализаторную композицию пропитывали по влагоемкости растворами цинка и редкоземельных элементов (составы пропиточных растворов приведены в Таблице 1). Для приготовления пропиточного раствора расчетное количество нитрата цинка растворяли в воде, добавляли нитраты РЗЭ в виде порошка или в виде промышленного концентрата нитратов РЗЭ (для катализаторов, включающих празеодим и неодим) и доводили до нужного объема дистиллированной водой. Пропитку проводили однократно по влагоемкости. Смесь катализаторной композиции и пропиточного раствора интенсивно перемешивали в течение 1 ч.
По завершении пропитки гранулы провяливали 30 мин. Полученные пропитанные гранулы сушили в сушильном шкафу с конвекцией, сначала при температуре 80°С в течение 2 ч, затем при 120°С в течение 6 ч. Высушенный продукт прокаливали в муфельной печи при 550°С в течение 6 ч. Скорость подъема температуры 3°С/мин.
В результате получали катализатор.
Пример 8 (сравнительный)
Катализатор по примеру 8 получали аналогично примерам 1-7, однако к полученной смеси цеолита и псевдобемита добавляли кремнезоль с рН 3 вместо кремнезоля с рН 8-10.
Пептизированный псевдобемит для примера 8 получали аналогично примерам 1-5.
Примеры 9 (сравнительный)
Катализатор по примеру 9 получали аналогично примерам 1-7, однако не проводили щелочную обработку катализаторной композиции. Вместо этого проводили щелочную обработку исходного цеолита, до его смешения с компонентами связующего. Для этого HZSM-5 помещали в емкость и приливали 0.2 молярный раствор гидроксида натрия. Смесь нагревали в термостате до 50°С при постоянном перемешивании в течение 1 часа. Полученную суспензию отфильтровывали и отмывали дистиллированной водой до рН 8-10. Полученный осадок сушили в сушильном шкафу с конвекцией, сначала при температуре 80°С в течение 2 ч, затем при 120°С в течение 6 ч. Прокаливание осуществляли в муфельной печи при температуре 550°С в течение 6 ч, подъем температуры 3°С/мин.
Пептизированный псевдобемит для примера 9 получали аналогично примерам 1-5.
Примеры 10-18
Примеры 12-14 показывают случаи получения бензинов. В зависимости от экологических требований конкретной страны и внутренних требований предприятия, получаемый продукт может рассматриваться как автомобильный бензин, готовый к коммерческой реализации, либо как основной компонент для приготовления автомобильных бензинов методом компаундирования и/или фракционирования.
Примеры 10-11, 15-18 показывают случаи получения концентратов ароматических соединений. Под концентратом ароматических соединений понимается продукт с содержанием ароматики не менее 45 мас.%.
Для проведения примеров 10-18 использовалась каталитическая установка, включающая каталитический реактор, автоматические регуляторы расхода газа, редукторы давления газа, регулятор давления «до себя», счетчик газа, насосы для подачи жидкого сырья, охлаждаемую ловушку-сепаратор, в которой осуществляется сбор жидких продуктов катализа, криотермостат-циркулятор, а также автоматический регулятор температуры. Реактор оборудован двумя каналами для термопар, аксиальным и пристеночным. Внутренние диаметры каналов 3 мм. Аксиальный канал служит для измерения температуры по слою катализатора, пристеночный для установки термопары регулятора температуры. Температура в реакторе контролируется регулятором температуры в точке установки термопары в пристеночном канале. Термопара в пристеночном канале устанавливается на уровне нижней границы слоя катализатора.
Предварительно взвешенный катализатор (размер частиц катализатора 1-1.5 мм) помещали в реактор между слоями кварца, продували инертным газом, после чего проводили проверку данного реактора на герметичность. Для этого на стенд через реактор подавали азот. Длительность продувки составляла 10-15 минут. С помощью регулятора давления «до себя» устанавливали рабочее давление и проводили проверку реактора и подводящих к нему коммуникаций на герметичность. По результатам проверки герметичности реактора, включали его нагрев. При достижении рабочих параметров температуры и давления в реактор с помощью насосов-дозаторов подавали жидкое углеводородное сырье (углеводородные фракции и оксигенаты). Подача газообразных олефин-содержащих фракций осуществлялась с помощью регуляторов расхода газа. Образующиеся в процессе химических реакций жидкие и газообразные продукты выходят из реактора, охлаждаются в холодильнике, проходят регулятор давления и собираются в охлаждаемой ловушке. Через змеевик ловушки постоянно циркулирует хладагент. Циркуляция осуществляется криотермостатом-циркулятором. Газообразные продукты из ловушки через счетчик газа сбрасываются на свечу. После окончания эксперимента прекращалась подача исходного сырья, давление в реакторе сбрасывалось до атмосферного и в течение 15-20 минут в реактор подавался азот.
Активность и селективность катализаторов, включающих цеолиты, как правило снижается в ходе эксплуатации из-за различных механизмов дезактивации. Для поддержания сопоставимой активности и/или селективности температуру реакции постепенно повышают. Межрегенерационный период в примерах 10-18 определялся как временной отрезок, начинающийся с момента подачи сырьевых компонентов в реактор и заканчивающийся при достижении температуры в слое катализатора более 550°С. В ходе проведения реакции проводили мониторинг оксигената в водной фазе продукта не реже 3 раз в сутки. В случае появления оксигената в продуктах реакции в количестве, соответствующем конверсии оксигената менее 98%, повышали температуру слоя катализатора. В случае достижения температуры в слое катализатора выше 550°С, эксперимент останавливали.





| название | год | авторы | номер документа |
|---|---|---|---|
| Катализатор и способ его получения | 2021 |
|
RU2768115C1 |
| Способ получения катализатора | 2021 |
|
RU2768118C1 |
| Способ приготовления универсального бифункционального катализатора для превращения синтез-газа и углеводородов в бензиновые фракции | 2018 |
|
RU2676086C1 |
| КАТАЛИЗАТОР И СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВ С НИЗКИМ СОДЕРЖАНИЕМ БЕНЗОЛА И ДУРОЛА | 2010 |
|
RU2440189C1 |
| КАТАЛИЗАТОР И СПОСОБ СОВМЕСТНОЙ ПЕРЕРАБОТКИ НИЗКООКТАНОВЫХ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ И АЛИФАТИЧЕСКИХ СПИРТОВ И/ИЛИ ДИМЕТИЛОВОГО ЭФИРА | 2010 |
|
RU2429910C1 |
| КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ FCC И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2020 |
|
RU2788751C1 |
| Высококремнистый цеолитсодержащий катализатор олигомеризации, способ его приготовления и применения | 2024 |
|
RU2840865C1 |
| Микросферический катализатор для повышения выхода бензина каталитического крекинга и способ его приготовления | 2021 |
|
RU2789407C1 |
| КАТАЛИЗАТОР СОВМЕСТНОГО КРЕКИНГА НЕФТЯНЫХ ФРАКЦИЙ | 2019 |
|
RU2709522C1 |
| СПОСОБ СОВМЕСТНОГО КРЕКИНГА НЕФТЯНЫХ ФРАКЦИЙ | 2019 |
|
RU2710856C1 |
Изобретение относится к катализатору и способу получения катализатора для производства бензинов или концентратов ароматических соединений. Катализатор особенно эффективен для процессов совместной переработки углеводородных фракций, оксигенатов и олефин-содержащих фракций. Достигается увеличение межрегенерационного периода работы катализатора до более 450 часов; увеличение выхода фракции С5+ углеводородного продукта; снижение селективности образования метана и олефинов С2-С4. Катализатор включает цеолит ZSM-5 в количестве от 50.0 до 85.0 мас.%, связующее, оксиды цинка и редкоземельных элементов; объем пор катализатора от 0.15 до 0.26 см3/г, средний диаметр пор катализатора от 38 до 53  соотношение слабых и сильных кислотных центров катализатора от 2.2 до 3.5. Способ получения катализатора включает: смешение HZSM-5, пептизированного псевдобемита и затем кремнезоля с рН 8-10 для получения формовочной массы, формование, сушка и прокаливание формовочной массы с получением катализаторной композиции, щелочная обработка, отмывка от натрия, сушка и прокалка катализаторной композиции, пропитка катализаторной композиции растворами солей цинка и редкоземельных элементов, сушка и прокалка. 2 н. и 8 з.п. ф-лы, 6 табл., 18 пр.
соотношение слабых и сильных кислотных центров катализатора от 2.2 до 3.5. Способ получения катализатора включает: смешение HZSM-5, пептизированного псевдобемита и затем кремнезоля с рН 8-10 для получения формовочной массы, формование, сушка и прокаливание формовочной массы с получением катализаторной композиции, щелочная обработка, отмывка от натрия, сушка и прокалка катализаторной композиции, пропитка катализаторной композиции растворами солей цинка и редкоземельных элементов, сушка и прокалка. 2 н. и 8 з.п. ф-лы, 6 табл., 18 пр.
1. Катализатор для производства бензинов или концентратов ароматических соединений, включающий цеолит ZSM-5 в количестве от 50.0 до 85.0 мас.%, где
a. объем пор катализатора составляет от 0.15 до 0.26 см3/г,
b. средний диаметр пор катализатора составляет от 38 до 53 
c. соотношение слабых и сильных кислотных центров катализатора составляет от 2.2 до 3.5,
причем катализатор включает, по химическому составу, в пересчете на оксиды:
d. диоксид кремния в количестве от 53.9 до 85.0 мас.%,
e. оксид алюминия в количестве от 11.5 до 43.0 мас.%,
f. оксид цинка в количестве от 1.1 до 2.9 мас.%,
g. оксиды редкоземельных элементов в количестве от 0.9 до 2.0 мас.%.
2. Катализатор по п. 1, в котором катализатор применяется для совместной переработки углеводородных фракций, оксигенатов и олефинсодержащих фракций в бензины или концентраты ароматических соединений, предпочтительно катализатор применяется для способа получения бензинов или концентратов ароматических соединений, в котором в качестве сырья используют три потока, один из которых включает углеводородную фракцию, второй поток включает оксигенат, третий поток включает олефинсодержащую фракцию, где олефинсодержащая фракция включает один или более олефинов, выбранных из группы, включающей: этилен, пропилен, нормальные бутилены, изобутилен, в общем количестве от 10.0 до 50.0 мас.%.
3. Катализатор по п. 1, в котором редкоземельные элементы включают один или более элементов, выбранных из группы, включающей: лантан, празеодим, неодим, церий.
4. Катализатор по п. 1, в котором катализатор не содержит одного или более элементов, выбранных из группы, включающей: платиновые металлы, железо, кобальт, никель.
5. Катализатор по п. 1, в котором цеолит имеет кремнеземный модуль SiO2/Аl2Оз в диапазоне от 50 до 90, предпочтительно от 60 до 80.
6. Способ получения катализатора по одному из пп. 1-5, включающий следующие стадии:
a. добавление HZSM-5 к пептизированному псевдобемиту для получения смеси цеолита и псевдобемита,
b. добавление кремнезоля с рН 8-10 к смеси цеолита и псевдобемита для получения формовочной массы,
c. формование, сушка и прокаливание формовочной массы с получением катализаторной композиции,
d. щелочная обработка катализаторной композиции, полученной на стадии (с),
e. отмывка от натрия катализаторной композиции, полученной на стадии (d), сушка и прокалка,
f. пропитка катализаторной композиции, полученной на стадии (е), растворами солей цинка и редкоземельных элементов, сушка и прокалка.
7. Способ по п. 6, в котором для щелочной обработки используют водный раствор щелочи с рН от 10 до 14, предпочтительно рН от 12 до 14.
8. Способ по п. 6, в котором для щелочной обработки используют водный раствор гидроксида натрия с концентрацией 0.01-0.5 М.
9. Способ по п. 6, в котором щелочную обработку проводят при нагревании до 30-80°С.
10. Способ по п. 6, в котором для пропитки катализаторной композиции используется пропитка по влагоемкости или пропитка в избытке раствора.
| WO 2017155431 A1, 14.09.2017 | |||
| КАТАЛИЗАТОР И СПОСОБ ПРЕВРАЩЕНИЯ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ С-С, СПИРТОВ С-С, ИХ ЭФИРОВ ИЛИ ИХ СМЕСЕЙ ДРУГ С ДРУГОМ В ВЫСОКООКТАНОВЫЙ КОМПОНЕНТ БЕНЗИНА ИЛИ КОНЦЕНТРАТ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2017 |
|
RU2658832C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОЛЕФИНСОДЕРЖАЩЕГО СЫРЬЯ | 2001 |
|
RU2191204C1 |
| КАТАЛИЗАТОР И СПОСОБ ПОЛУЧЕНИЯ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ ОКСИДА УГЛЕРОДА И ВОДОРОДА В ЕГО ПРИСУТСТВИИ | 2010 |
|
RU2443471C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛНОСТЬЮ ДЕЙТЕРИРОВАННЫХ УГЛЕВОДОРОДОВ C | 2008 |
|
RU2375344C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСТИЛЛЯТНЫХ И МАСЛЯНЫХ ФРАКЦИЙ | 2001 |
|
RU2191205C1 |

