Изобретение относится к устройству для автоматизированной загрузки грузоносителя погрузочными единицами, образующими штабель груза, причем устройство имеет транспортер для перемещения грузоносителя по меньшей мере в одном направлении по плоскости и по вертикальной оси, причем устройство также имеет позиционирующий транспортер по меньшей мере с двумя ленточными конвейерами для перемещения погрузочной единицы в направлении грузоносителя, которые могут перемещаться в продольном и поперечном направлениях относительно грузоносителя, причем устройство также имеет передаточный конвейер для перемещения погрузочной единицы на позиционирующий транспортер согласно ограничительной части 1 формулы изобретения.
Погрузочными единицами могут быть укомплектованные продукты для предприятий розничной торговли или торговых многофилиальных предприятий. При этом из различной продукции комплектуется поддон, предназначенный для соответствующего предприятия.
Эти единицы или погрузочные единицы укладываются на грузоносителе в виде укомплектованных поддонов, причем укладка производится штабелями и зачастую в определенной последовательности, которую определяет предприятие.
Примером погрузочных единиц, которые требуют особого обращения при комплектовании, могут быть укладываемые в штабеля контейнеры с фруктами или овощами.
Таким образом, погрузочными единицами могут быть одноразовые контейнеры (например, картонные коробки) или контейнеры многократного использования из пластика или картона, или также складные ящики, то есть контейнеры со складными боковыми стенками.
Свежие продукты зачастую отгружаются от распределительного пункта в виде вышеупомянутых контейнеров, которые должны быть надлежащим образом уложены в штабели на грузоносителе в виде поддонов или передвижных контейнеров. Упомянутая выше последовательность имеет большое значение при формировании штабелей на грузоносителе вручную обслуживающим персоналом и при автоматизированной загрузке грузоносителя при помощи устройства управления, которым может служить главный компьютер.
Формирование штабелей вручную на грузоносителе, где зачастую приходится иметь дело с контейнерами весом до 20 кг и больше, - процесс довольно трудоемкий и времязатратный.
На складах свежих продуктов с фруктовой и овощной продукцией зачастую используются контейнеры стандартных размеров, например, площадь основания 600 на 400 мм или площадь основания 300 на 400 мм с разной высотой.
При этом используемые контейнеры в основном имеют открытый верх и не могут обрабатываться при помощи обычных автоматизированных устройств для укладки на поддоны в виде роботов с захватными приспособлениями (манипуляторами), поскольку продукты в контейнерах чувствительны к надавливанию, а захватные приспособления роботов зачастую имеют форму тисков, которые при захвате сдавливают боковые поверхности контейнера и, таким образом, могут повредить находящиеся внутри продукты.
Кроме того, общеизвестные многопозиционные (многоместные) захватные устройства, которые обычно используются для комплектования грузов в секторе розничной торговли, имеют недостатки в плане достижимой почасовой производительности, что опять-таки критично для упомянутой выше чувствительной и скоропортящейся продукции.
Из патентного документа ЕР 0799780 А2 известно устройство для укладки на поддоны упакованных стопок бумажных листов или подобной продукции, которое имеет регулируемый по высоте стол для поддонов, на котором расположен сам поддон. Предусмотрен подающий конвейер, укладывающий конец которого может перемещаться вперед и назад по столу для поддонов в направлении подачи. Подающий конвейер также может перемещаться поперек направления подачи и поддона. Погрузка подающего конвейера осуществляется при помощи стационарного загрузочного устройства и промежуточного конвейера, направление подачи которого меняется в зависимости от поперечного положения подающего конвейера.
Из патентного документа ЕР 1462394 В1 известно погрузочное устройство для загрузки грузоносителя. Оно имеет погрузочный выступ для размещения погрузочной единицы и выталкиватель для выталкивания погрузочной единицы из погрузочного выступа на грузоноситель.
Из патентного документа ЕР 2592027 А1 известно устройство для контролируемого размещения и укладывания предметов на грузоносителе. Это известное устройство имеет полусферическую конвейерную ленту для перемещения погрузочных единиц в направлении погрузочного конвейера, из которого погрузочные единицы укладываются на поддон.
Наконец, из патентного документа ЕР 2247517 В2 известны система комплектования грузов и способ загрузки грузоносителя, в котором погрузочная единица поступает через подающее устройство на выравнивающее устройство, при помощи которого происходит выравнивание погрузочной единицы относительно позиционирующего транспортера и ее последующее укладывание на последнем. Позиционирующий транспортер имеет два ленточных конвейера, которые расположены на регулируемом расстоянии друг от друга и могут выдвигаться в направлении места укладки погрузочной единицы на грузоносителе. При этом расстояние между двумя ленточными конвейерами позиционирующего транспортера определяется с учетом особенностей перемещения штабелируемой погрузочной единицы и/или в зависимости от ширины зазора штабеля.
Исходя из этого, технической задачей (целью) изобретения является создание устройства для автоматизированной загрузки грузоносителя погрузочными единицами, образующими штабель груза, для максимального упрощения укладки погрузочных единиц на поддоны и обеспечения более высокой производительности укладки, чем у известных устройств. При этом также должен быть предусмотрен способ автоматизированной загрузки грузоносителя погрузочными единицами, образующими штабель груза.
Для достижения этой цели изобретение имеет в отношении устройства признаки, указанные в пункте 1 формулы изобретения. Предпочтительные варианты осуществления изобретения описаны в последующих пунктах формулы изобретения.
Кроме того, что касается способа, изобретение имеет признаки, указанные в пункте 13 формулы, а предпочтительные варианты осуществления способа описаны в последующих пунктах формулы изобретения.
Изобретение представляет собой устройство для автоматизированной загрузки грузоносителя погрузочными единицами, образующими штабель груза, причем устройство имеет транспортер для перемещения грузоносителя по меньшей мере в одном направлении плоскости и направлении вертикальной оси, причем устройство также имеет позиционирующий транспортер по меньшей мере с двумя ленточными конвейерами для перемещения погрузочной единицы в направлении грузоносителя, которые могут перемещаться в продольном и поперечном направлениях относительно грузоносителя, причем устройство также имеет передаточный конвейер для перемещения погрузочной единицы на позиционирующий транспортер, причем позиционирующий транспортер имеет фиксированное поперечное расстояние между ленточными конвейерами, не зависящее от погрузочной единицы, причем передаточный конвейер имеет толкающую плиту для размещения погрузочной единицы и толкатель, который используется для перемещения расположенной на толкающей плите погрузочной единицы на ленточные конвейеры позиционирующего транспортера.
Изобретенное устройство предназначено для автоматизированной загрузки грузоносителя. Для этой цели дополнительно может быть предусмотрено подробно описанное ниже устройство управления, которое может использоваться для контроля работы устройства и процесса загрузки погрузочных единиц на позиционирующий транспортер в заданной последовательности.
Вышеупомянутая заданная последовательность может быть определена распределительным пунктом, например, оператором устройства, или в зависимости от габаритных размеров и веса отдельных погрузочных единиц.
Устройство может иметь транспортер, который используется для перемещения порожних грузоносителей к изобретенному устройству, и которое может быть также предусмотрено для перемещения заполненного погрузочными единицами грузоносителя назад от устройства с последующим подхватыванием порожнего грузоносителя.
Кроме того, изобретенное устройство также имеет позиционирующий транспортер, который используется для перемещения и позиционирования погрузочных единиц в предопределенном или заранее рассчитанном месте для укладки в штабель, причем такой позиционирующий транспортер имеет два ленточных конвейера для перемещения погрузочной единицы в направлении грузоносителя в продольном и поперечном направлениях относительно грузоносителя для укладывания погрузочной единицы в предопределенном месте на нем.
Кроме того, изобретенное устройство также имеет передаточный конвейер, который используется для размещения погрузочной единицы на позиционирующем транспортере, который впоследствии выгружает погрузочную единицу на грузоноситель для формирования штабелей.
Согласно формуле изобретения позиционирующий транспортер отличается тем, что между ленточными конвейерами имеется заранее заданное фиксированное поперечное расстояние, которое не меняется в зависимости от погрузочной единицы. Ширина конвейерной ленты ленточного конвейера может быть подобрана в зависимости от ширины транспортируемой погрузочной единицы таким образом, чтобы ее основание полностью вписывалось в ширину конвейерной ленты.
Для укладки такой погрузочной единицы на расположенный на грузоносителе поддон необходимо привести в действие только один ленточный конвейер в направлении подачи. При укладке погрузочной единицы с большей шириной последняя, перед тем как быть уложенной на два ленточных конвейера, сперва выгружается из передаточного конвейера на предусмотренную согласно изобретению толкающую плиту таким образом, что при перемещении из толкающей плиты на оба ленточных конвейера погрузочная единица хотя бы примерно располагалась относительно них посередине или по центру, чтобы во время перемещения на двух конвейерных лентах ленточных конвейеров погрузочная единица опиралась на них всем своим основанием в течение всего времени пребывания на позиционирующем транспортере.
Согласно формуле изобретения исполнение позиционирующего транспортера по меньшей мере с двумя ленточными конвейерами с фиксированным расстоянием друг от друга вне зависимости от характеристик погрузочной единицы исключает дополнительные финансовые и временные затраты на установку и работу устройства для регулирования поперечного расстояния между ленточными конвейерами. Такое исполнение исключает затраты на изготовление, установку и техническое обслуживание такого устройства регулировки. Кроме того, такое исполнение исключает необходимость использования программного обеспечения для такого устройства управления или главного компьютера для изобретенного устройства, чем обеспечивает упрощение конструкции устройства, снижение сложности системы и снижение затрат на техническое обслуживание аппаратной и программной частей.
Исполнение передаточного конвейера согласно изобретению с толкающей плитой, принимающей погрузочную единицу, существенно упрощает конструкцию устройства по сравнению с известными устройствами. Преимуществами толкающей плиты являются отсутствие собственной конвейерной ленты, собственного приводного механизма и собственного устройства управления для привода, чем также достигается упрощение конструкции изобретенного устройства по сравнению с известными устройствами; снижение затрат на установку и техническое обслуживание аппаратной и программной частей; а также снижение затрат на электричество при эксплуатации изобретенного устройства по сравнению с известными устройствами благодаря отсутствию привода для ленточного конвейера.
Благодаря наличию у передаточного конвейера согласно изобретению собственного толкателя, который предусмотрен для перемещения погрузочной единицы на толкающую плиту в направлении ленточных конвейеров позиционирующего транспортера, исключается необходимость перехода от одной ленты к другой, который проблематичен ввиду неизбежного скопления грязи на лентах в процессе эксплуатации устройства, поскольку наличие такого перехода между лентами может привести к боковому смещению или вращательным движениям погрузочной единицы. Наличие таких вращательных движений могло бы привести к нарушению процесса автоматизированной погрузки погрузочных единиц на грузоноситель, поскольку это могло бы вызвать столкновение перекрученной погрузочной единицы с другой погруженной единицей, уложенной на грузоносителе.
Поскольку предусмотренный согласно изобретению толкатель используется не только для перемещения погрузочной единицы на толкающей плите, но и для ее выравнивания относительно одного или двух ленточных конвейеров, и поскольку такой толкатель поддерживает выравнивание погрузочной единицы во время выгрузки на один или оба ленточных конвейера, это исключает риск бокового смещения погрузочной единицы относительно одного или двух ленточных конвейеров, а также риск вращательного движения погрузочной единицы во время выгрузки на один или оба ленточных конвейера, так как ее перекручивание невозможно при нахождении на толкающей плите и перемещении толкателем.
Согласно другому варианту исполнения настоящего изобретения толкатель предусмотрен в виде углового толкателя с опорной и толкающей поверхностями и предназначен для позиционирования относительно толкающей плиты в зависимости от заранее заданного положения погрузочной единицы на грузоносителе.
Такое исполнение обеспечивает транспортировку выравниваемой и перемещаемой толкателем погрузочной единицы при помощи транспортера (подробно не описанного в настоящем документе) в направлении толкателя до тех пор, пока погрузочная единица не остановится на опорной поверхности толкателя и не будет выровнена относительно одного или двух ленточных конвейеров позиционирующего транспортера.
Возможность расположения толкателя на толкающей плите относительно заранее заданного положения погрузочной единицы на грузоносителе до того момента, как он примет погрузочную единицу от транспортера, исключает поперечное перемещение погрузочной единицы на толкающей плите, а расположение погрузочной единицы в угловой области опорной и толкающей поверхностей, которые могут располагаться друг к другу под прямым углом, обеспечивает ее точное выравнивание относительно одного или двух ленточных конвейеров до момента ее выгрузки толкателем на один или оба ленточных конвейера.
Согласно другому варианту исполнения настоящего изобретения предусмотрена возможность регулирования положения толкателя и ленточных конвейеров независимо друг от друга в поперечном направлении к направлению подачи ленточных конвейеров в зависимости от заранее заданного положения погрузочной единицы на грузоносителе. Это исполнение обеспечивает возможность расположения или смещения толкателя обратно поперек направления подачи ленточных конвейеров сразу после выталкивания им погрузочной единицы на один или оба ленточных конвейера и ее последующего перемещения по ленточным конвейерам с выгрузкой на грузоноситель, чтобы подготовиться к приему следующей погрузочной единицы в соответствии с заранее заданным положением на грузоносителе. Преимущество такого исполнения также заключается в том, что после выталкивания предыдущей погрузочной единицы на один ленточный конвейер для ее последующего перемещения к грузоносителю, толкатель производит выталкивание следующей погрузочной единицы на другой ленточный конвейер в то время, когда предыдущая погрузочная единица все еще находится на первом ленточном конвейере. Таким образом, можно повысить производительность изобретенного устройства за счет увеличения числа укладываемых на поддоны погрузочных единиц в час.
Согласно другому варианту исполнения настоящего изобретения предусмотрена возможность управления движением ленточных конвейеров в направлении грузоносителя независимо друг от друга. Так, например, в то время пока один ленточный конвейер перемещается в направлении грузоносителя, другой ленточный конвейер может быть обездвижен. При таком исполнении один из ленточных конвейеров может выдвигаться, перемещаться или смещаться в направлении грузоносителя, то есть в продольном направлении, в то время как другой ленточный конвейер может оставаться статичным, что является преимуществом, например, в тех ситуациях, когда только на одном ленточном конвейере находится погрузочная единица, перемещаемая в направлении грузоносителя, и этот ленточный конвейер выдвигается в направлении грузоносителя. Другой ленточный конвейер в это время готов к приему следующей погрузочной единицы, поскольку находится в это время рядом с толкающей плитой.
Согласно другому варианту исполнения настоящего изобретения предусмотрена возможность выдвижения ленточных конвейеров в направлении грузоносителя независимо друг от друга с сохранением расстояния друг от друга в поперечном направлении; это означает, что расстояние между ленточными конвейерами всегда остается неизменным, в том числе независимо от размеров погрузочной единицы или других ее характеристик.
Согласно другому варианту исполнения настоящего изобретения предусмотрено устройство для захвата соответствующих боковых контактных поверхностей грузоносителя, выполненного в виде передвижного контейнера, причем устройство предназначено для выравнивания контактных поверхностей почти параллельно друг другу.
Таким образом, изобретенное устройство предназначено для автоматизированной загрузки грузоносителя, который может быть выполнен в виде поддона, европоддона, передвижного контейнера или другого грузоносителя. Практика показывает, что при комплектовании свежих продуктов зачастую используются поддоны и передвижные контейнеры; изобретенное устройство предназначено для автоматизированной загрузки как поддонов, так и передвижных контейнеров.
В случае с передвижными контейнерами, располагающими подвижной платформой, на поперечных сторонах которой имеются боковые контактные поверхности, выполненные в виде, например, боковых решеток, эти боковые решетки после длительного периода эксплуатации передвижного контейнера могут кренить в сторону в направлении продольной центральной оси подвижной платформы, что приводит к сужению приемного пространства между боковыми контактными поверхностями передвижного контейнера, начиная от платформы вдоль вертикальной оси боковых контактных поверхностей; таким образом, приемное пространство становится меньше, если смотреть от платформы вверх.
При ручной погрузке передвижного контейнера это сужающееся приемное пространство расширяется, поскольку при погрузке грузчик оттягивает, выталкивает или надавливает на боковые контактные поверхности в направлении наружу для осуществления погрузки передвижного контейнера погрузочными единицами, начиная от платформы слой за слоем в направлении вверх.
Изобретение теперь располагает устройством для захвата соответствующих боковых контактных поверхностей грузоносителя в виде передвижного контейнера и предназначено для выравнивания боковых контактных поверхностей почти параллельно друг другу, тем самым устраняя проблему сужающегося приемного пространства в передвижном контейнере.
Согласно другому варианту исполнения настоящего изобретения предусмотрено наличие устройства для захвата в форме клина с контактными поверхностями, соответствующими боковым контактным поверхностям грузоносителя, которые на виде сверху имеют конфигурацию, расширяющуюся в направлении подачи к грузоносителю, и/или устройства для захвата с поворотными роликами, соответствующими боковым контактным поверхностям грузоносителя, внешние краевые поверхности которых на виде сверху имеют в поперечном сечении форму клина.
Обе конфигурации, то есть устройство в форме клина и ролик с клиновидной внешней краевой поверхностью на виде сверху в поперечном сечении, служат для того, чтобы входить в физический контакт с боковыми контактными поверхностями передвижного контейнера, выполненными, например, в виде боковых решеток, в результате которого происходит выталкивание, выдавливание или смещение боковых решеток в направлении наружу; в итоге боковые решетки принимают конфигурацию, в которой они выровнены почти параллельно друг другу, что позволяет избежать столкновения погрузочных единиц, помещаемых в приемное пространство передвижного контейнера с его боковыми контактными поверхностями.
Согласно другому варианту исполнения настоящего изобретения предусмотрено наличие у каждого из ленточных конвейеров ведущей и ведомой ветвей с конфигурацией между ветвями, сужающейся в направлении вертикальной оси в направлении грузоносителя.
В торцевой области ленточных конвейеров рядом с толкающей плитой, а также в торцевой области ленточных конвейеров рядом с грузоносителем могут быть предусмотрены отклоняющие и/или ведущие ролики.
Такая сужающаяся конфигурация между ветвями может быть достигнута за счет того, что отклоняющий и/или ведущий ролик в торцевой области рядом с грузоносителем имеет меньший диаметр, чем отклоняющий и/или ведущий ролик в торцевой области рядом с толкающей плитой.
В результате такого сужения поперечного сечения ленты погрузочная единица может быть уложена с небольшой разницей в высоте от верхнего края ленты к верхнему краю расположенной или уложенной на поддон погрузочной единицы. Когда укладываемая на поддоны погрузочная единица расположена рядом с заданным положением укладывания, происходит отведение ленточных конвейеров. Поскольку скорость втягивания ленточных конвейеров немного меньше скорости движения ленты в направлении подачи к грузоносителю, погрузочная единица всегда перемещается в направлении положения укладывания. Это позволяет закрыть зазор или щель между укладываемой погрузочной единицей и уже расположенной или уложенной на поддон погрузочной единицей или опорной поверхностью в области грузоносителя или на нем. Кроме того, зазор или щель между прилегающими погрузочными единицами может быть закрыта за счет одновременного смещения ленточных конвейеров в поперечном направлении. Поперечное перемещение ленточных конвейеров происходит таким образом, что между ними всегда сохраняется неизменное поперечное расстояние.
Поскольку изобретение также предполагает выдвижение только одного из двух или более ленточных конвейеров в направлении подачи к грузоносителю, этого достаточно для закрытия существующего на грузоносителе узкого зазора между уложенной на поддон или в штабель погрузочной единицей. В течение всего процесса транспортировки вплоть до укладывания на грузоносителе погрузочные единицы или контейнеры находятся на одном или двух ленточных конвейерах и надежно поддерживаются снизу, поэтому даже влажные или мягкие погрузочные единицы могут быть аккуратно автоматически разгружены из поддонов.
Согласно другому варианту исполнения настоящего изобретения предусмотрена возможность перемещения толкателя в направлении ленточных конвейеров со скоростью, равной скорости движения лент ленточных конвейеров. Это означает, что при вхождении в зону захвата одного или двух ленточных конвейеров погрузочная единица поддерживается толкателем сзади со скоростью подачи, соответствующей скорости движения ленты одного или двух ленточных конвейеров, и таким образом исключается ее перекручивание или угловое смещение при переходе от толкающей плиты на один или оба ленточных конвейера.
Согласно другому варианту исполнения настоящего изобретения предусмотрена возможность смещения ленточных конвейеров в направлении поперек направления подачи ленточных конвейеров. При таком исполнении ленточные конвейеры всегда двигаются или смещаются вместе в поперечном направлении к направлению подачи; таким образом, не предусмотрено изменение бокового расстояния между ленточными конвейерами или устройства для изменения бокового расстояния между ленточными конвейерами. Поперечное перемещение ленточных конвейеров позволяет уменьшить или закрыть зазоры или щели между отдельными погрузочными единицами на грузоносителе.
Согласно другому варианту исполнения настоящего изобретения предусмотрена возможность выполнения позиционирующего транспортера с тремя ленточными конвейерами, которые могут управляться независимо друг от друга и все вместе смещаться поперек направления подачи.
Этот вариант исполнения увеличивает пропускную способность ленточных конвейеров и существенно увеличивает почасовую производительность изобретенного устройства по сравнению с известными устройствами.
Согласно другому варианту исполнения настоящего изобретения предусмотрено наличие устройства управления для перемещения толкателя при помощи приводного механизма в направлении ленточных конвейеров с поступательной скоростью, равной скорости движения лент ленточных конвейеров в направлении подачи к грузоносителю. Таким образом, изобретенное устройство исключает перекручивание погрузочной единицы при переходе от толкающей плиты на один или оба ленточных конвейера. Этот вариант исполнения также исключает вероятность сдавливания погрузочной единицы при переходе от толкающей плиты на один или оба ленточных конвейера. Такое сдавливание погрузочной единицы могло бы иметь место, если бы скорость поступательного движения толкателя превышала бы скорость движения лент ленточных конвейеров в направлении подачи, поскольку в таком случае толкатель оказывал бы силу сжатия на заднюю часть погрузочной единицы, частично уложенной на ленточный конвейер, что могло бы привести к сдавливанию погрузочной единицы в случае с влажным контейнером или влажной погрузочной единицей, что, в свою очередь, могло бы привести к раздавливанию или расплющиванию находящихся внутри контейнера или погрузочной единицы продуктов.
Такого рода повреждения находящихся внутри погрузочной единицы продуктов необходимо избегать, особенно в случае со свежими продуктами, такими как свежие овощи и/или фрукты, поскольку на продуктах могут остаться вмятины или полосы от нажима.
Изобретенное устройство также отличается тем, что предусмотренное устройство управления предназначено для перемещения ленточного конвейера при помощи приводного механизма в поперечном направлении к направлению подачи ленточного конвейера при сохранении фиксированного поперечного расстояния между ленточными конвейерами. Таким образом, поперечное расстояние между ленточными конвейерами всегда остается неизменным.
Согласно изобретению также предусмотрен способ автоматизированной загрузки грузоносителя погрузочными единицами, образующими штабель груза, в котором грузоноситель перемещается, по меньшей мере, в одном направлении плоскости и в направлении вертикальной оси, а погрузочная единица перемещается в направлении грузоносителя при помощи позиционирующего транспортера по меньшей мере с двумя ленточными конвейерами, причем ленточные конвейеры могут перемещаться в продольном и поперечном направлениях относительно грузоносителя, а погрузочная единица перемещается на позиционирующий транспортер при помощи передаточного конвейера, причем, согласно данному способу, погрузочная единица смещается при помощи толкателя из толкающей плиты на ленточные конвейеры позиционирующего транспортера, а между ленточными конвейерами сохраняется заданное фиксированное расстояние при перемещении в продольном и поперечном направлениях.
Поскольку между ленточными конвейерами сохраняется заданное фиксированное поперечное расстояние независимо от характеристик погрузочной единицы, и такое расстояние остается неизменным, в том числе вне зависимости от характеристик погрузочной единицы, ее размеров или положения относительно толкающей плиты и/или грузоносителя, нет необходимости в отдельном устройстве для регулирования расстояния и/или устройства управления для регулирования расстояния. Этим достигается существенное упрощение конструкции изобретенного устройства и способа его эксплуатации, а также повышается энергоэффективность устройства при эксплуатации.
Поскольку для передаточного конвейера вместо ленточного конвейера предусмотрена толкающая плита, на которой располагается укладываемая на поддоны погрузочная единица в области передаточного конвейера для последующего смещения при помощи толкателя в направлении ленточных конвейеров позиционирующего транспортера, нет необходимости в использовании дополнительного ленточного конвейера, а также приводного механизма и устройства управления для него. За счет этого также уменьшается сложность системы и достигается соответствующее экономическое преимущество в плане отсутствия издержек на установку, техническое обслуживание и эксплуатацию изобретенного устройства.
Согласно другому варианту осуществления изобретенного способа для уменьшения расстояния между уложенными на грузоносителе погрузочными единицами предусмотрено осуществляемое до или после достижения погрузочной единицей заданного положения в продольном направлении относительно грузоносителя поперечное перемещение ленточных конвейеров до укладывания погрузочной единицы на грузоноситель или сверху на другую погрузочную единицу, причем такое поперечное перемещение осуществляется всеми ленточными конвейерами вместе одновременно.
Этим обеспечивается уменьшение расстояния между уложенными на грузоносителе прилегающими погрузочными единицами и возможность расположения прилегающих погрузочных единиц вплотную рядом друг с другом на грузоносителе, благодаря чему уложенные на грузоносителе погрузочные единицы могут опираться друг на друга; кроме того, это позволяет максимально эффективно использовать пространство на грузоносителе.
Согласно другому варианту осуществления изобретенного способа предусмотрено (до момента укладывания погрузочной единицы на грузоносителе) оттягивание ленточных конвейеров в направлении, противоположном направлению подачи, со скоростью оттягивания, которая ниже скорости движения лент ленточных конвейеров, причем одновременно с оттягиванием ленточных конвейеров происходит их смещение в поперечном направлении. Этим достигается уменьшение времени на укладывание погрузочных единиц на грузоносителе и повышение эффективности изобретенного устройства и изобретенного способа, а также почасовая производительность укладывания погрузочных единиц по сравнению с известными устройствами.
Кроме того, изобретенным способом также предусмотрено почти параллельное выравнивание боковых опорных поверхностей грузоносителя относительно друг друга при помощи клиновых поверхностей и/или роликом посредством изменения свободного расстояния между опорными поверхностями.
Таким способом обеспечивается изменение свободного расстояния между опорными поверхностями грузоносителя, которым может быть, например, передвижной контейнер с боковыми решетками, путем автоматизированного выравнивания при помощи предусмотренного устройства для захвата опорных поверхностей почти параллельно друг другу; при этом исключается вероятность столкновения автоматически перемещаемой на грузоноситель (например, в виде передвижного контейнера) погрузочной единицы с боковыми решетками.
При помощи транспортера, предназначенного для перемещения грузоносителя в направлении плоскости и направлении вертикальной оси, передвижной контейнер может быть перемещен в заданное место укладывания и расположен на первом уровне для укладывания первого слоя погрузочных единиц на грузоносителе. После укладывания первого слоя погрузочных единиц на грузоносителе передвижной контейнер может быть слегка опущен при помощи транспортера так, чтобы верхний уровень уложенных на поддоны погрузочных единиц соответствовал вертикальной плоскости для расположения следующих погрузочных единиц. В процессе опускания передвижного контейнера его боковые решетки могут оставаться в контакте с предусмотренным устройством для захвата для их поддержания на расстоянии параллельного друг другу и последующего укладывания других погрузочных единиц сверху на другие ранее уложенные погрузочные единицы.
Настоящее изобретение можно подробнее рассмотреть на чертеже ниже. На чертеже изображено следующее:
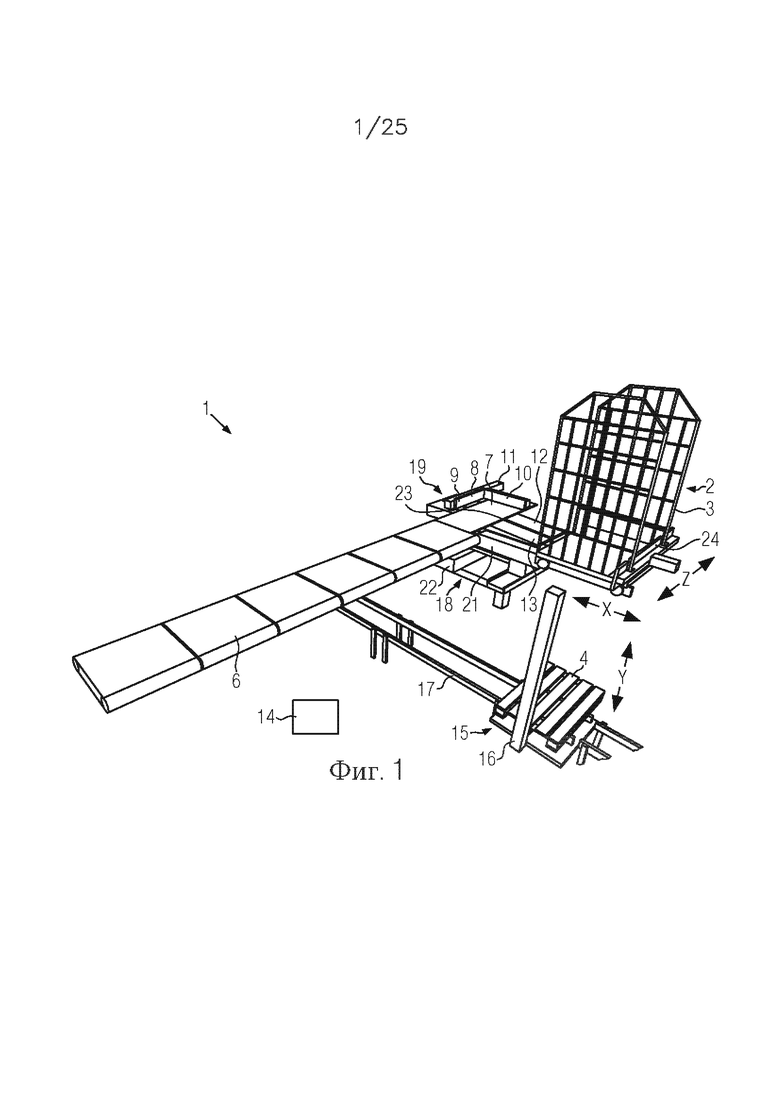
На фиг. 1 представлено перспективное изображение изобретенного устройства для автоматизированной загрузки грузоносителя с передвижным контейнером в качества грузоносителя, а также европоддоном в качестве грузоносителя;
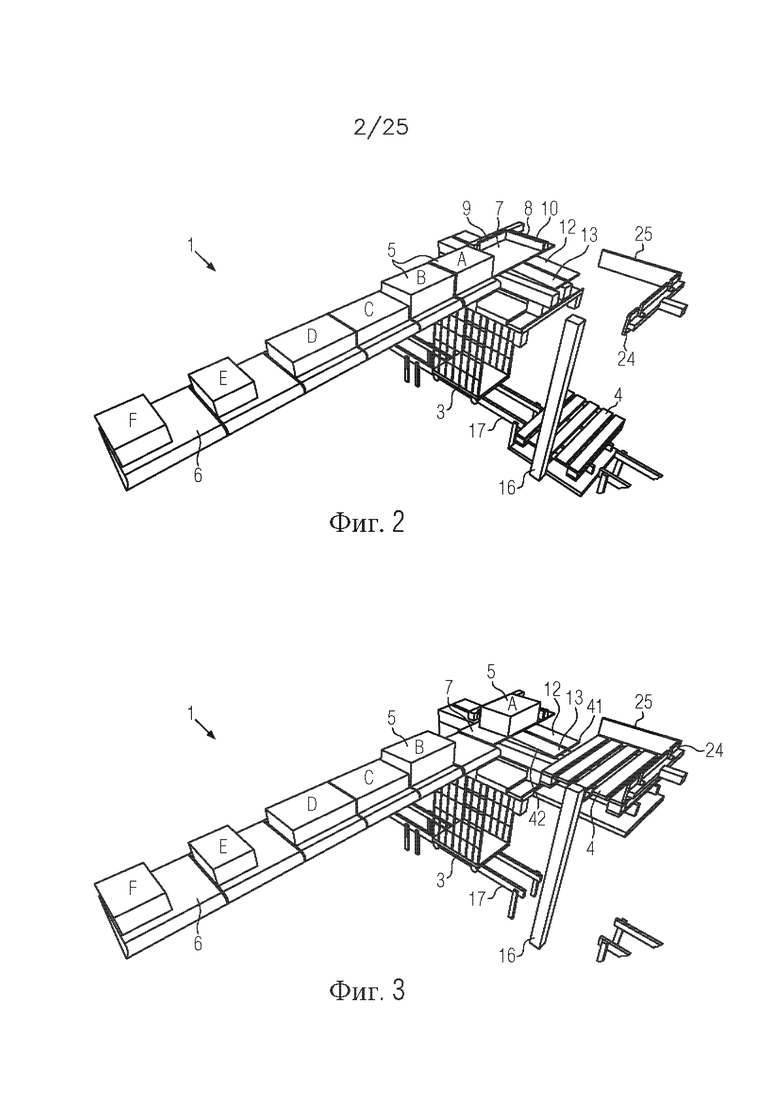
На фиг. 2 представлено изображение аналогичное изображению на фиг. 1, с множеством схематично изображенных погрузочных единиц, предназначенных для погрузки на изображенный европоддон;
На фиг. 3 представлено изображение, аналогичное изображению на фиг. 2, на котором показан европоддон в поднятом положении для приема погрузочных единиц;
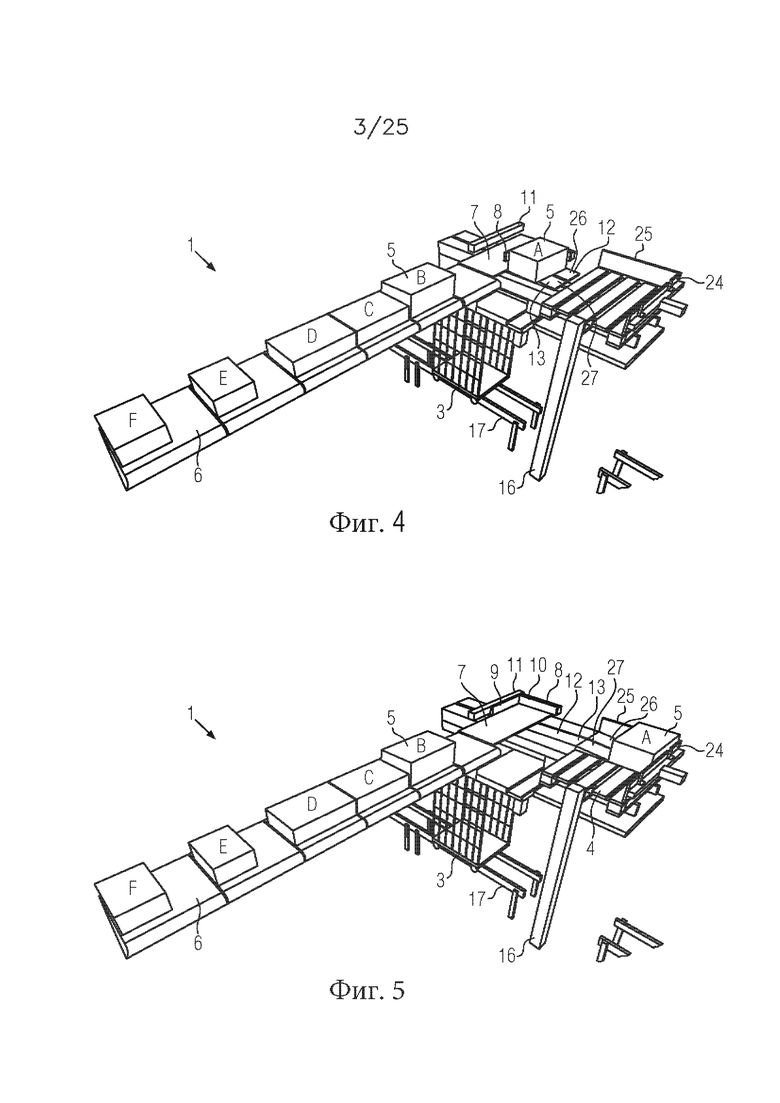
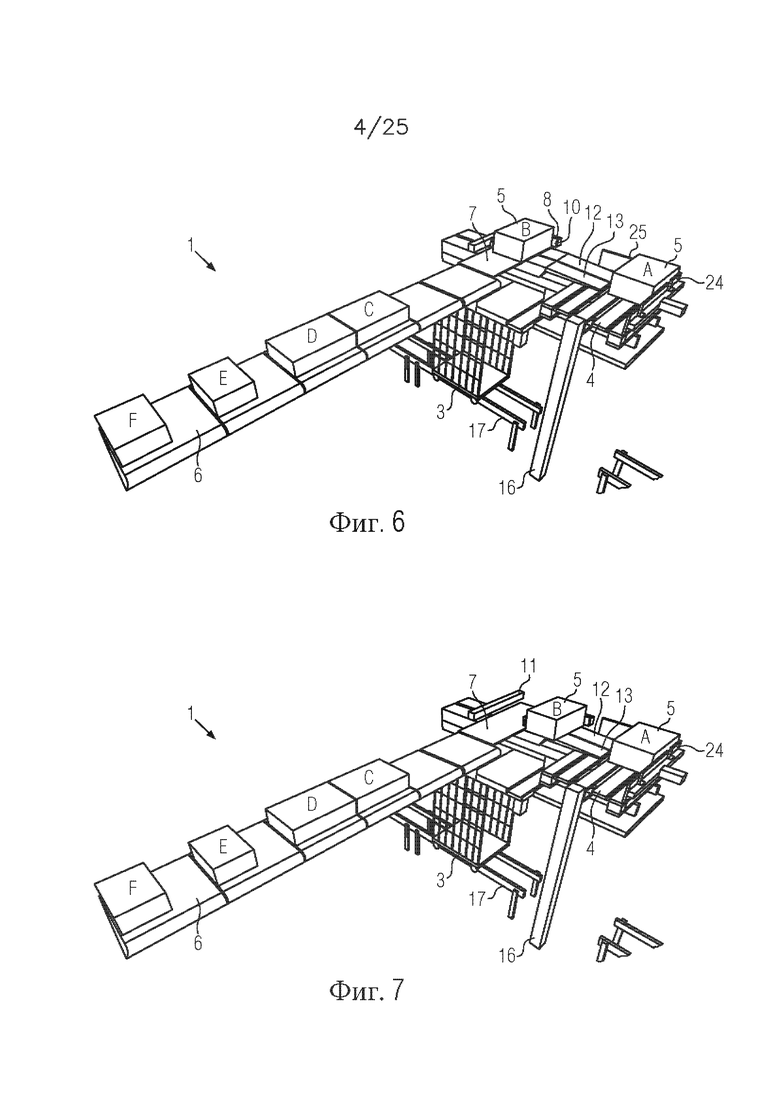
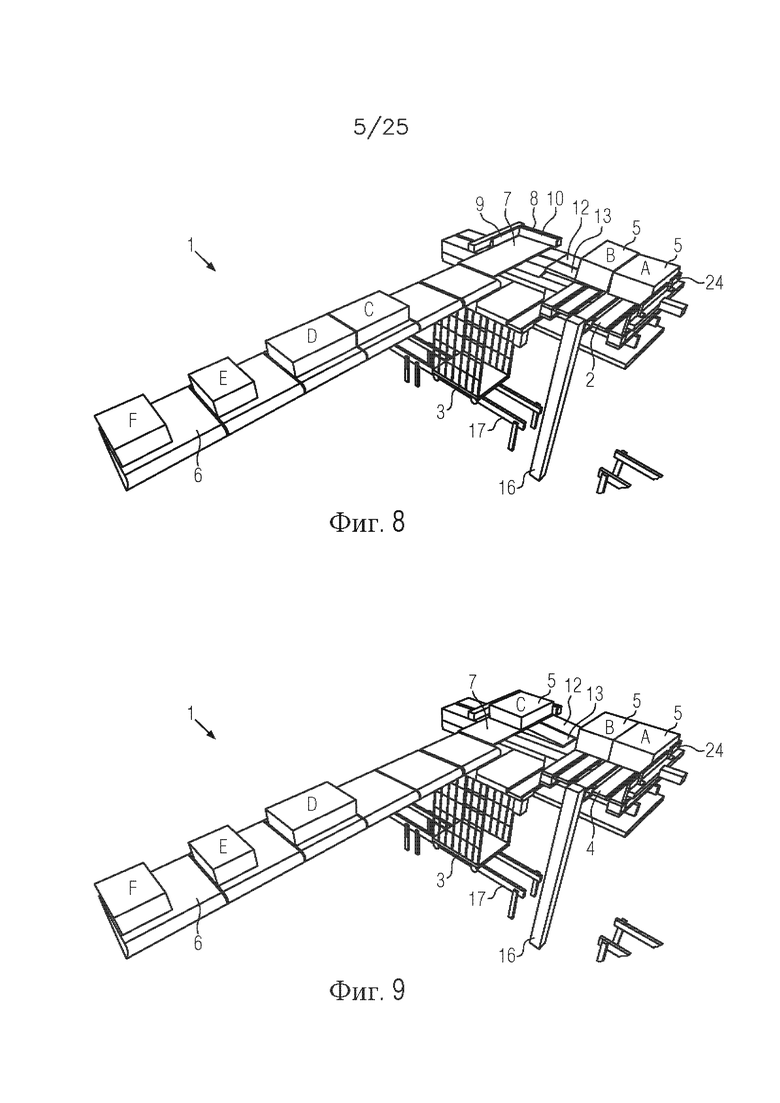
На фигурах 4-8 представлены перспективные изображения устройства для объяснения процесса автоматизированной загрузки грузоносителя двумя погрузочными единицами в последовательном изображении;
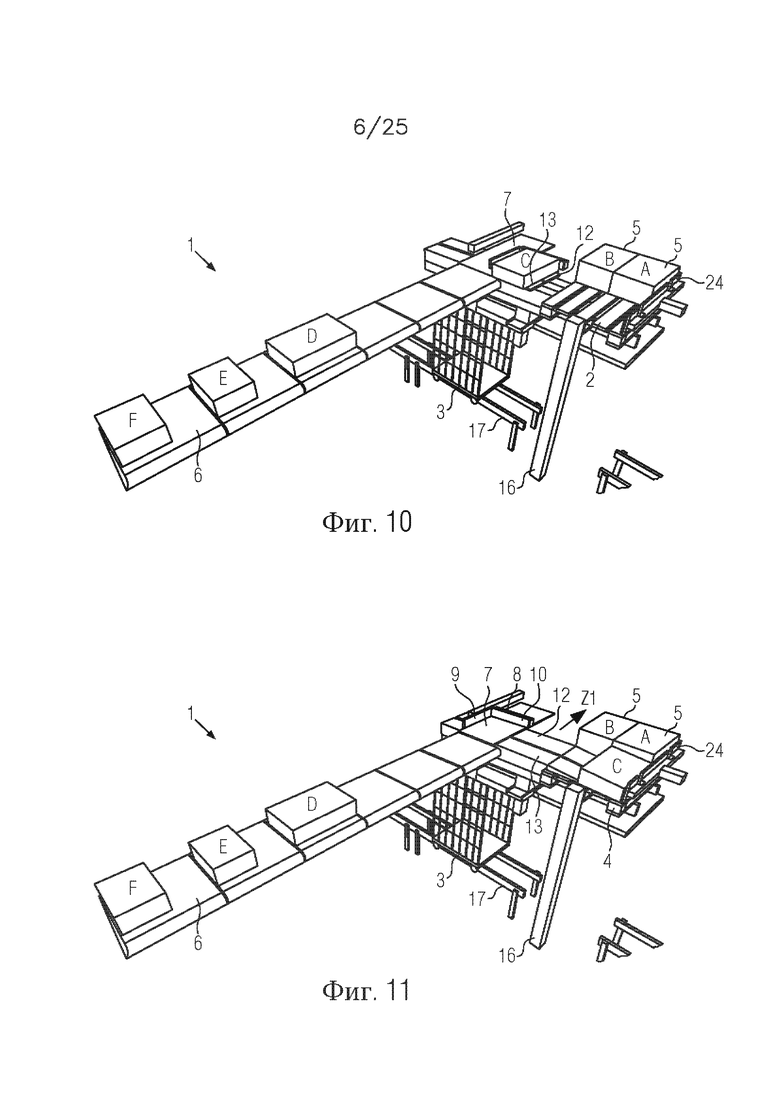
На фигурах 9-11 представлены перспективные изображения устройства для объяснения процесса автоматизированной загрузки грузоносителя следующей погрузочной единицей в последовательном изображении;
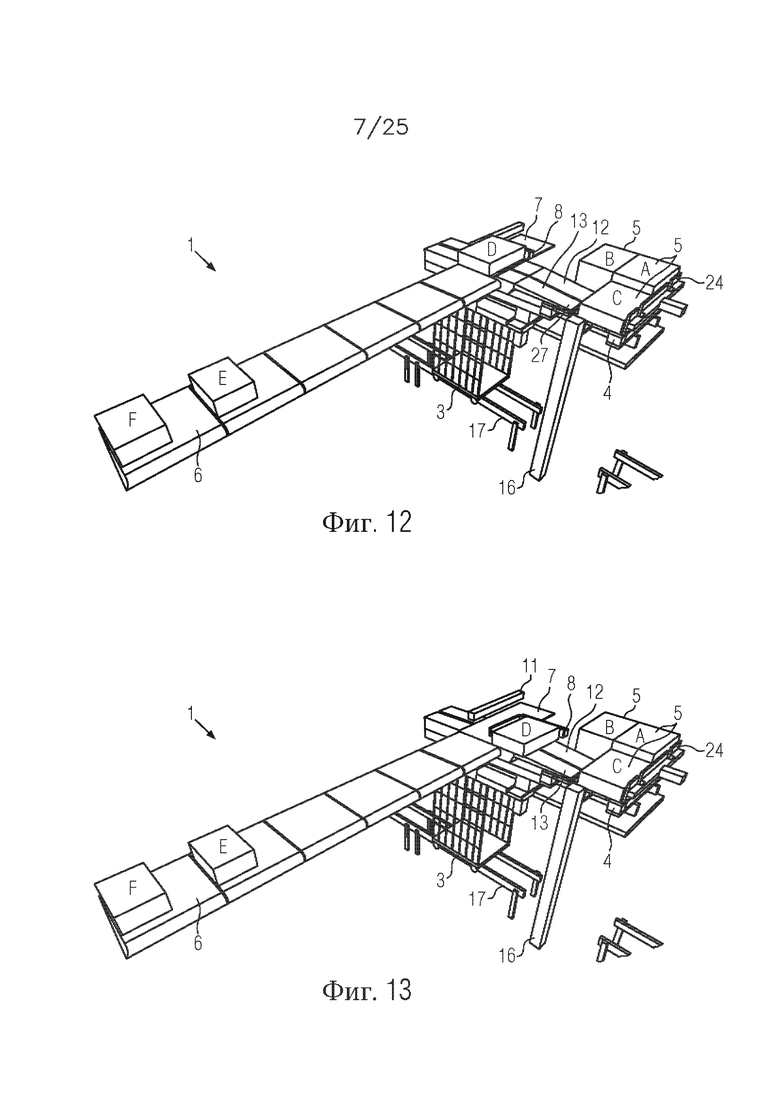
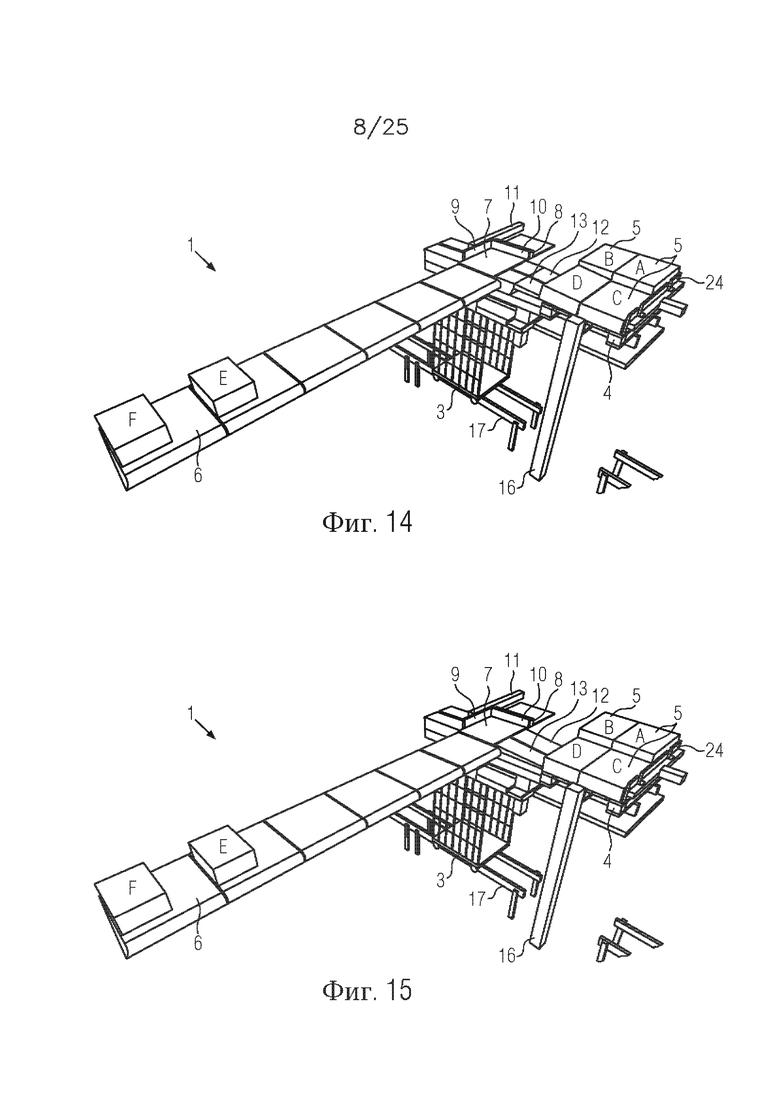
На фигурах 12-15 представлены перспективные изображения устройства для объяснения процесса автоматизированной загрузки грузоносителя следующей погрузочной единицей;
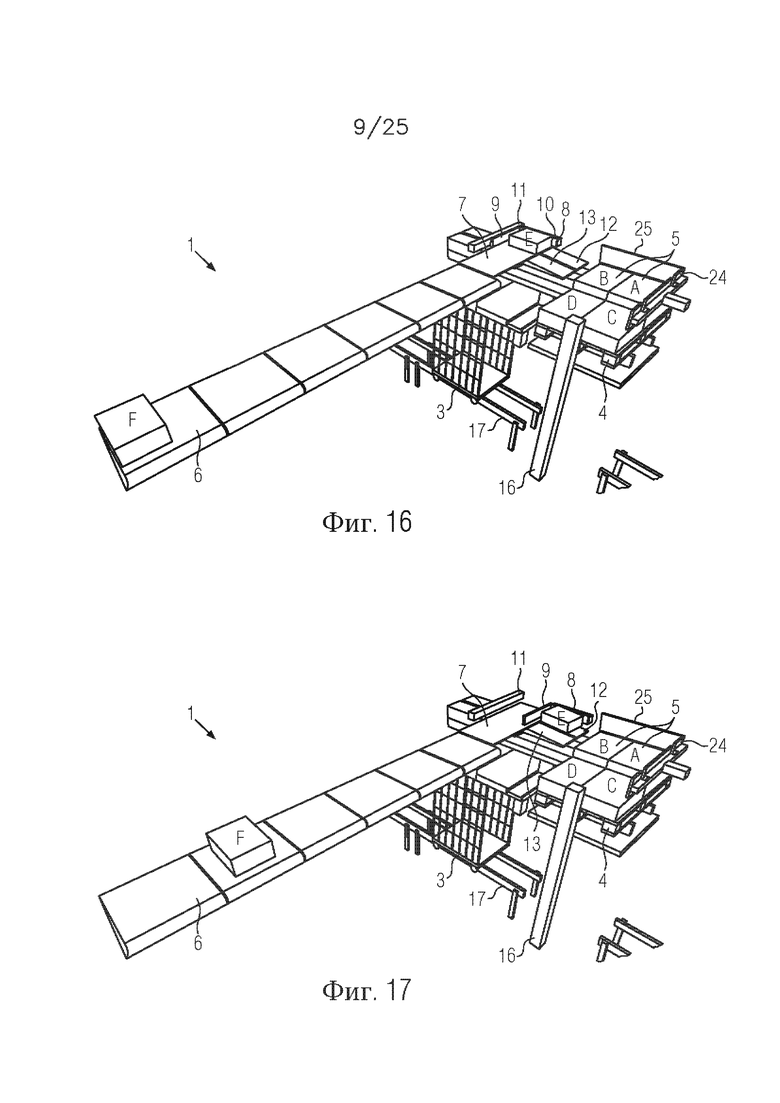
На фигурах 16-18 представлены перспективные изображения устройства для объяснения процесса автоматизированной загрузки грузоносителя меньшей погрузочной единицей;
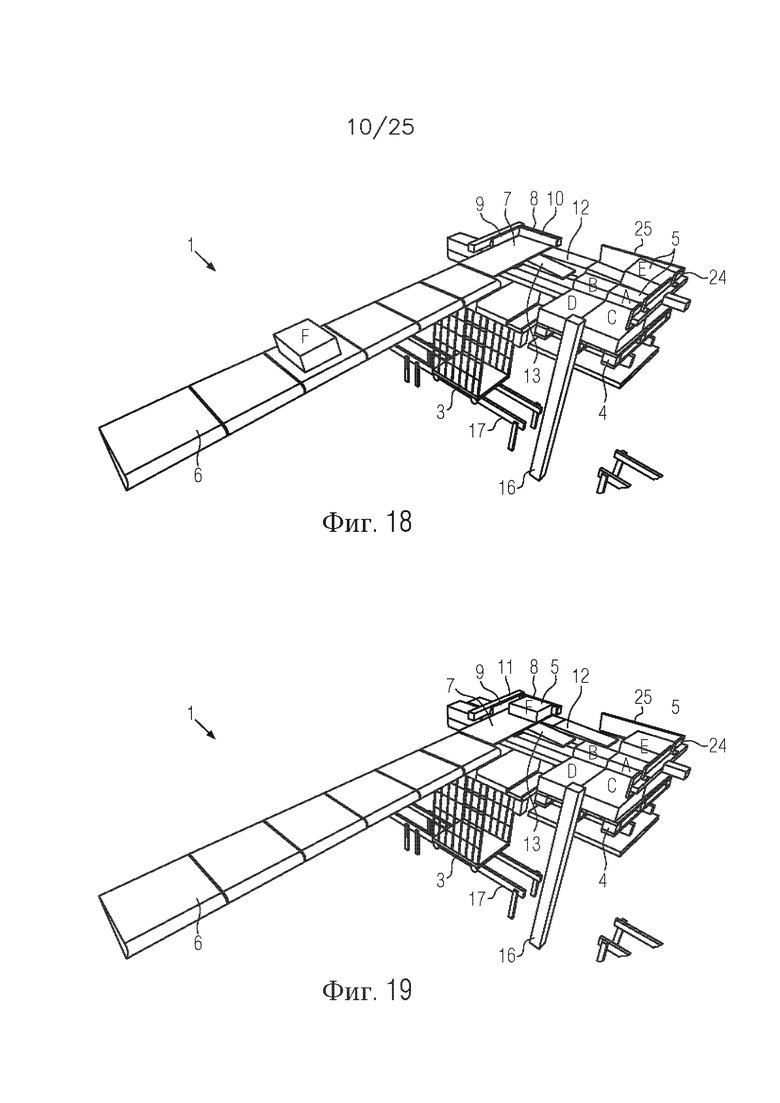
На фигурах 19-21 представлены перспективные изображения устройства для объяснения автоматизированной загрузки грузоносителя следующей меньшей погрузочной единицей;
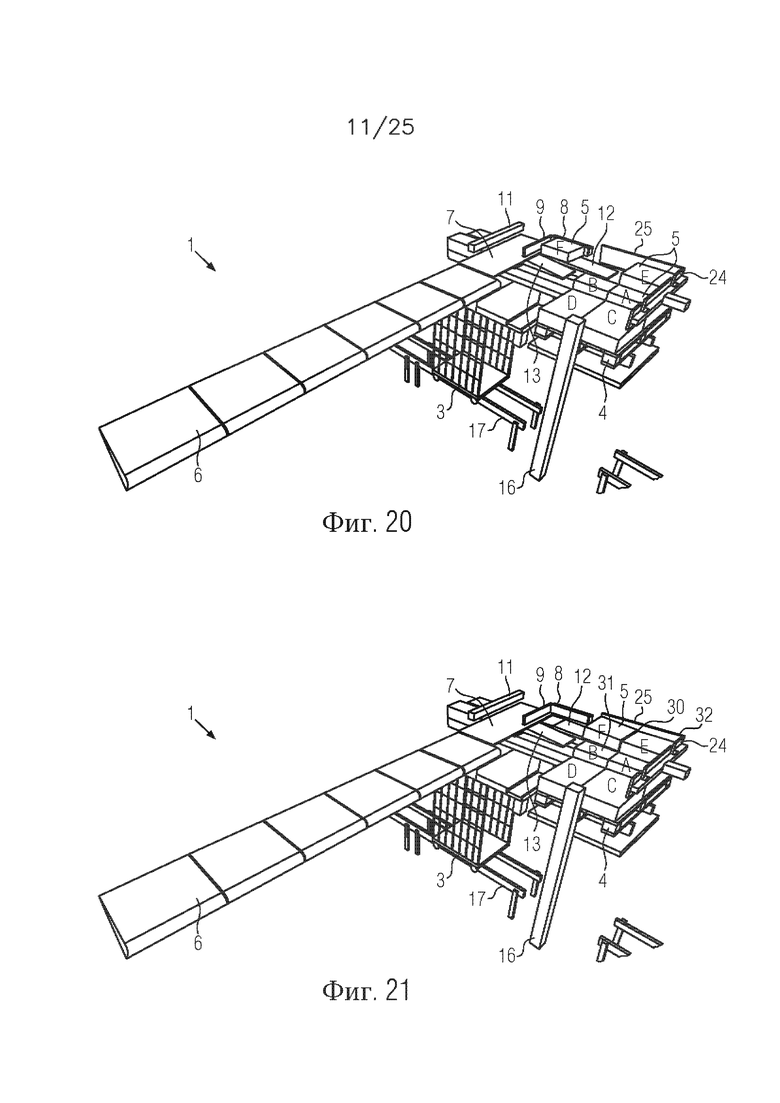
На фигурах 22-23 представлены перспективные изображения устройства для объяснения расположения погрузочной единицы в виде передвижного контейнера;
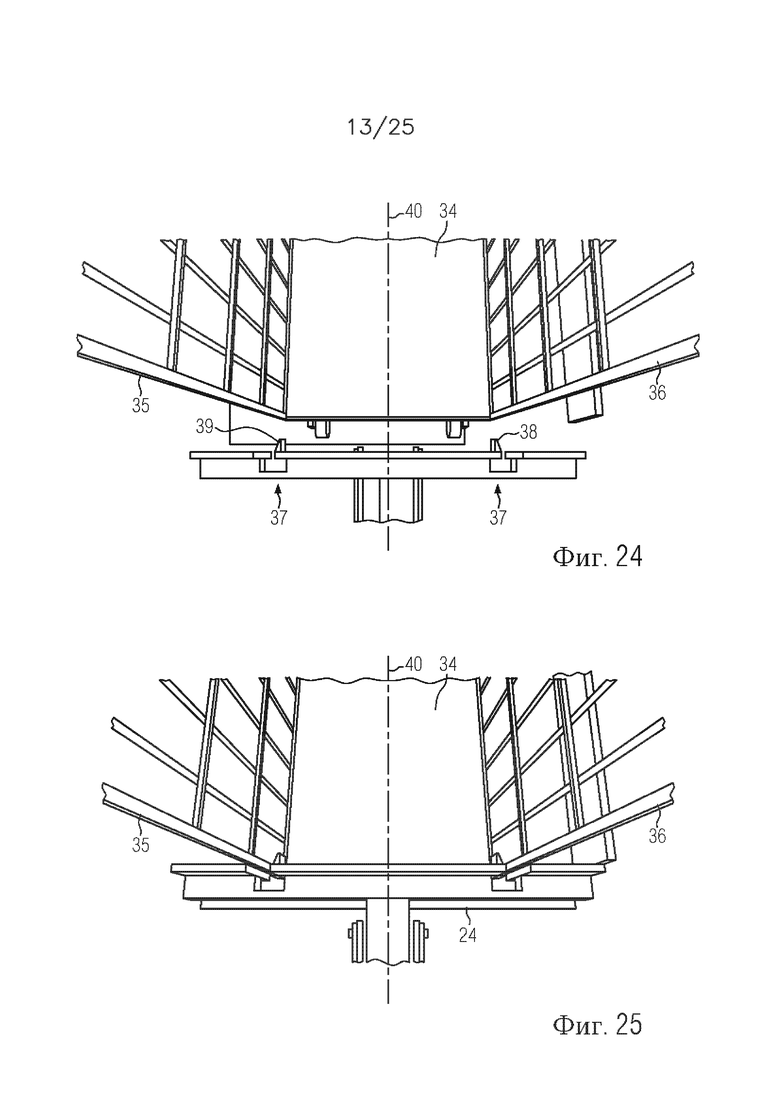
На фигурах. 24-25 представлены два изображения для объяснения почти параллельного выравнивания боковых решеток передвижного контейнера при помощи изобретенного устройства;
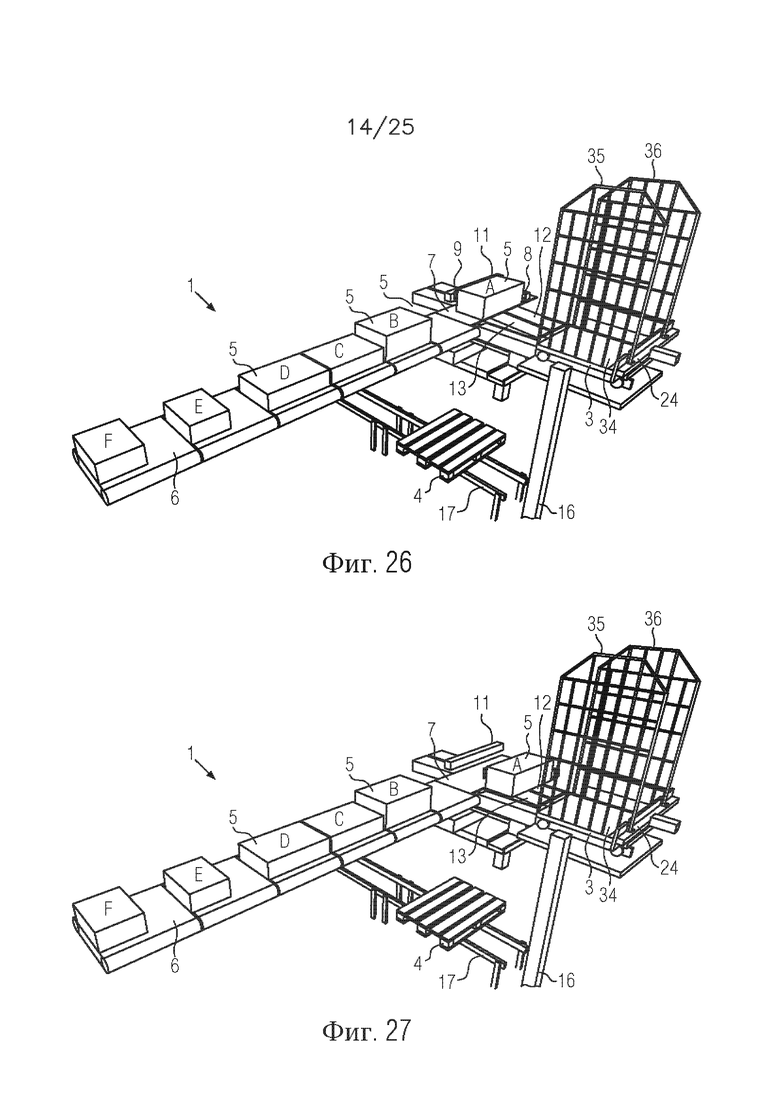
На фигурах 26-28 представлены перспективные изображения для объяснения автоматизированной загрузки передвижного контейнера погрузочной единицей;
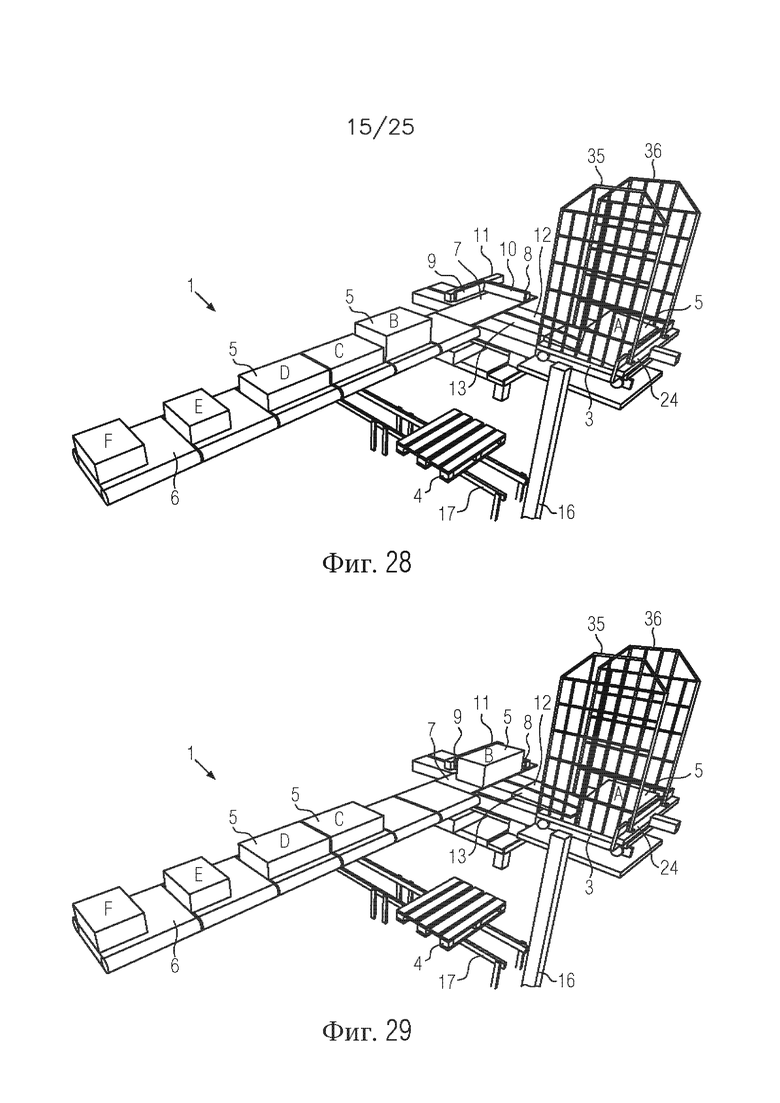
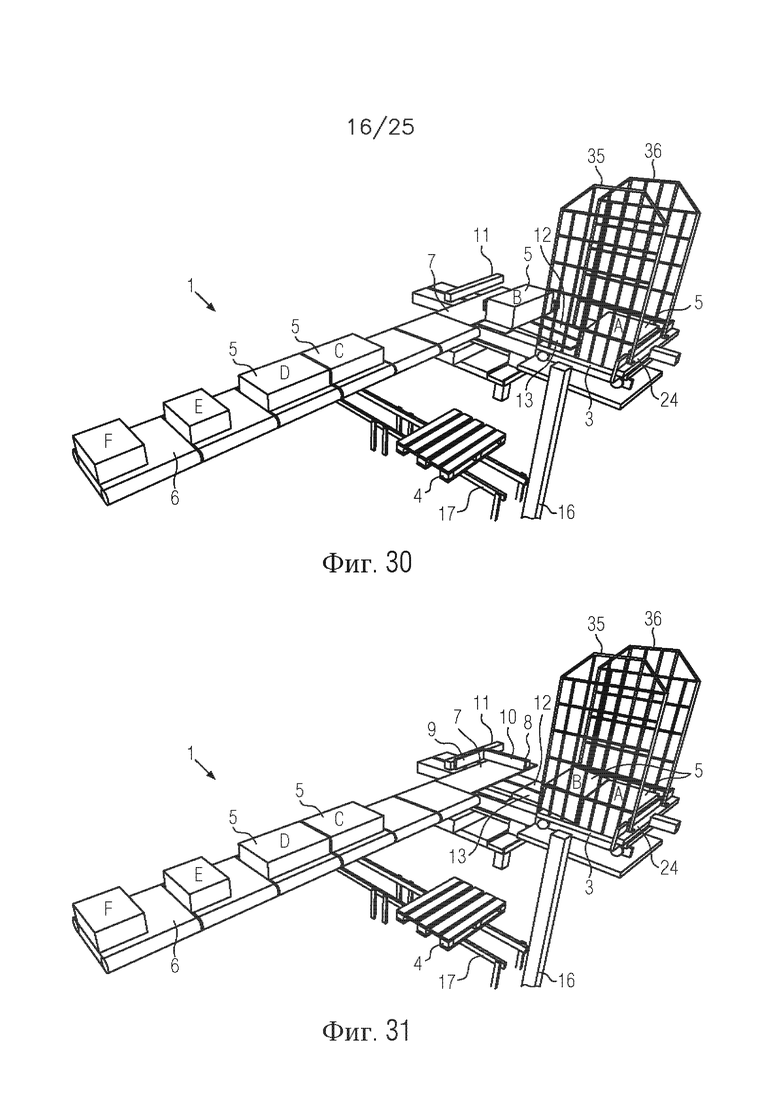
На фигурах 29-31 представлены перспективные изображения для объяснения автоматизированной загрузки передвижного контейнера следующей погрузочной единицей;
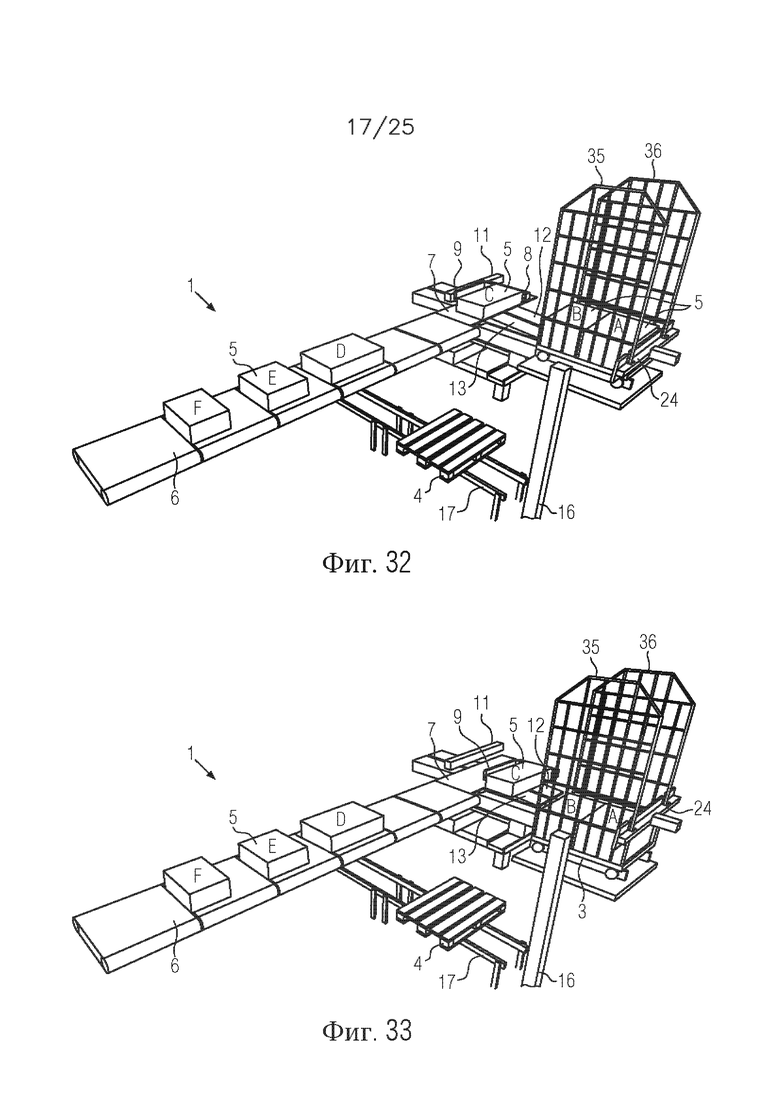
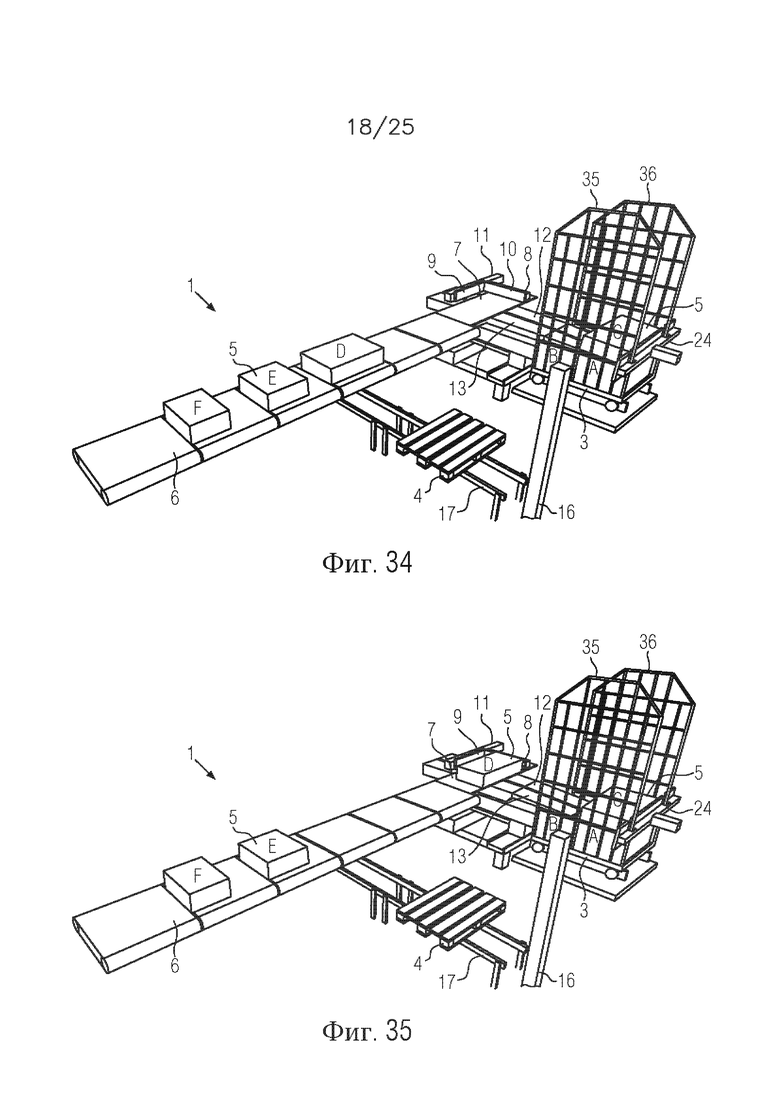
На фигурах 32-34 представлены перспективные изображения для объяснения автоматизированной загрузки передвижного контейнера следующей погрузочной единицей;
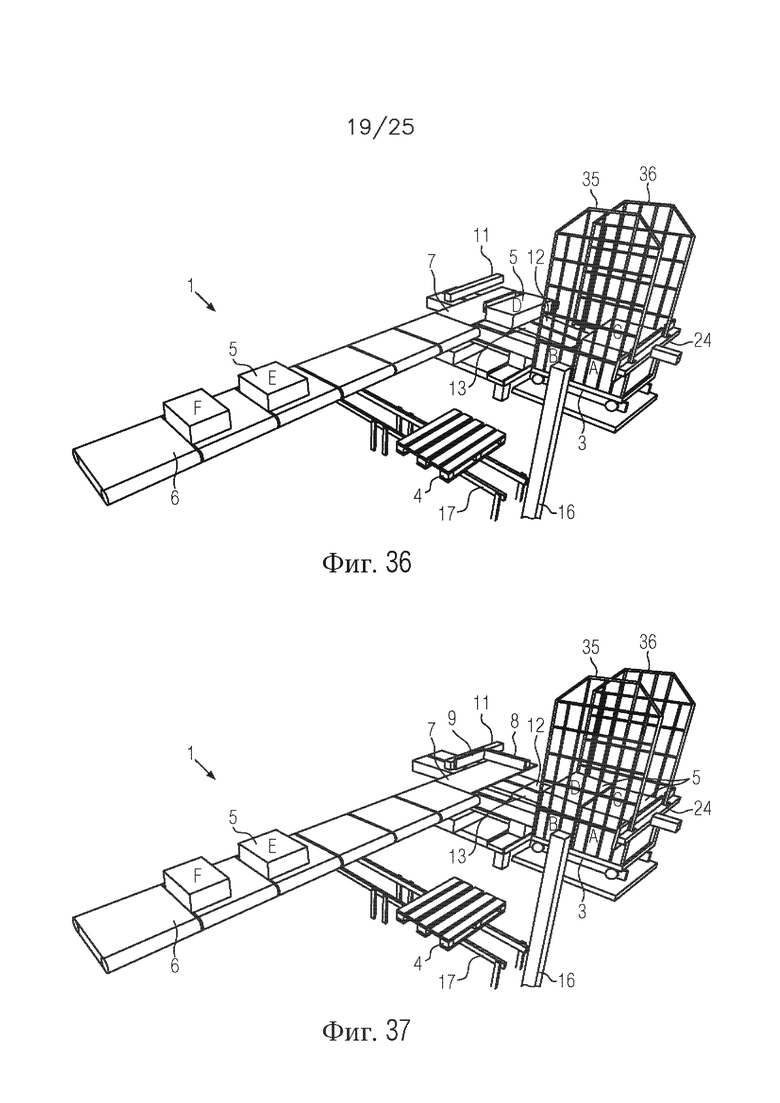
На фигурах 35-37 представлены перспективные изображения для объяснения автоматизированной загрузки передвижного контейнера следующей погрузочной единицей;
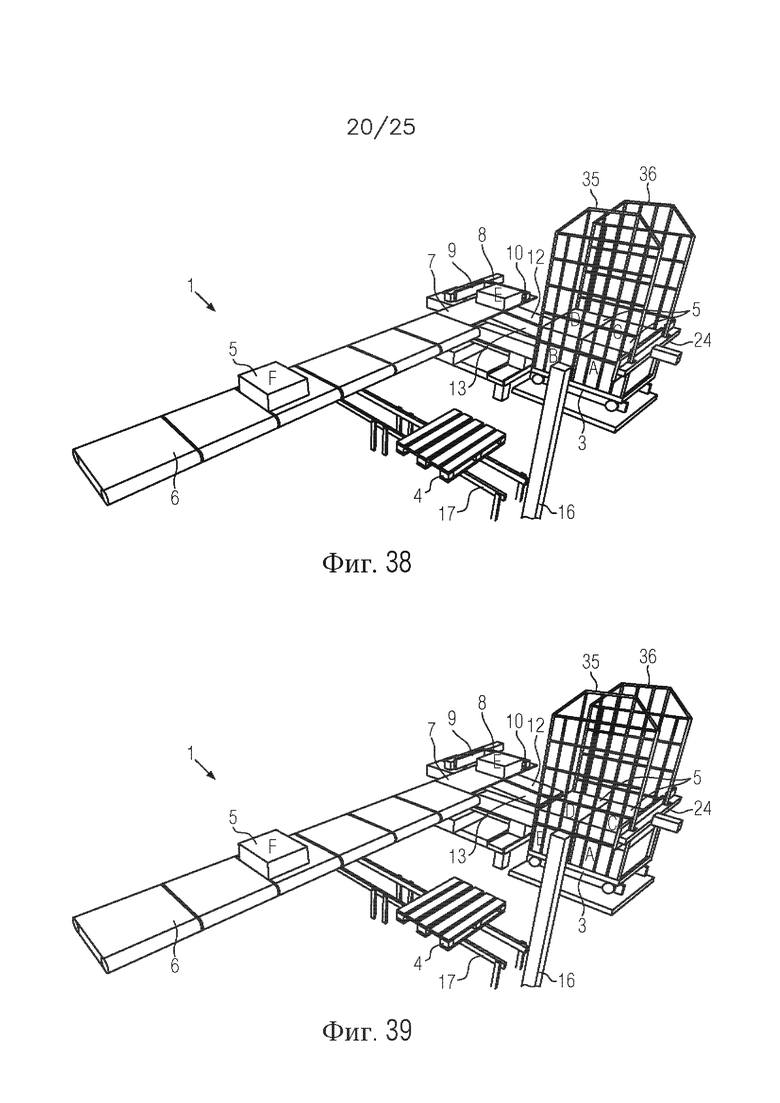
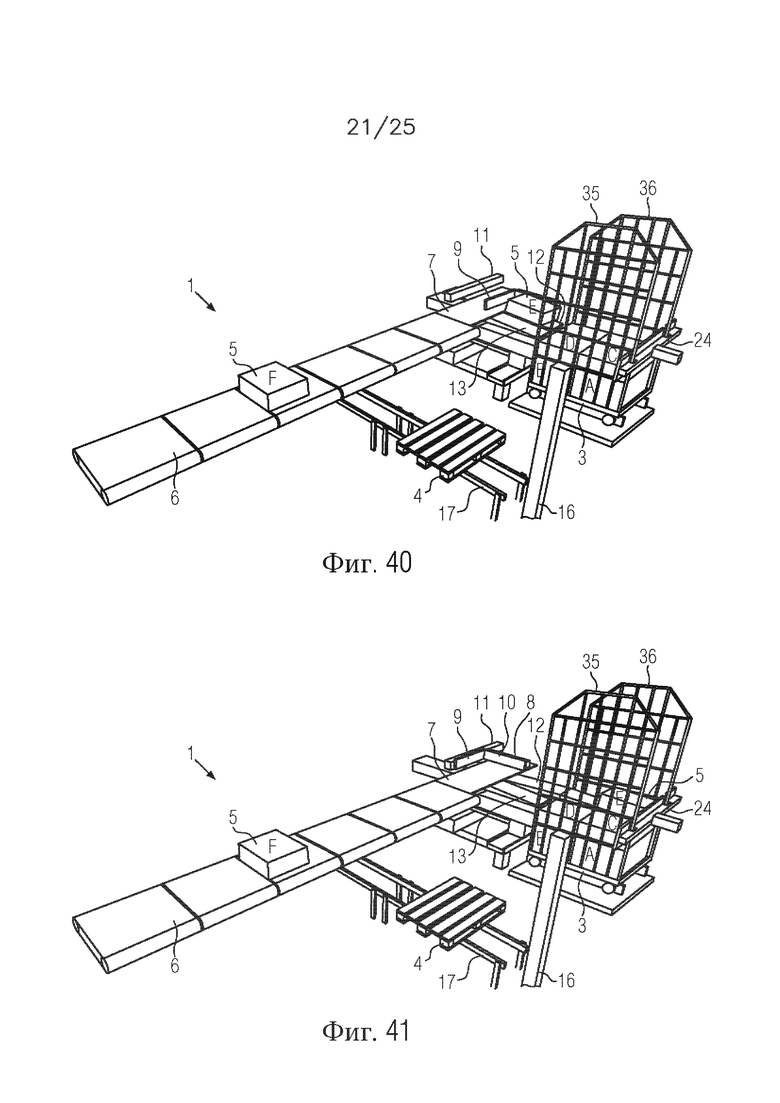
На фигурах 38-40 представлены перспективные изображения для объяснения автоматизированной загрузки передвижного контейнера меньшей погрузочной единицей;
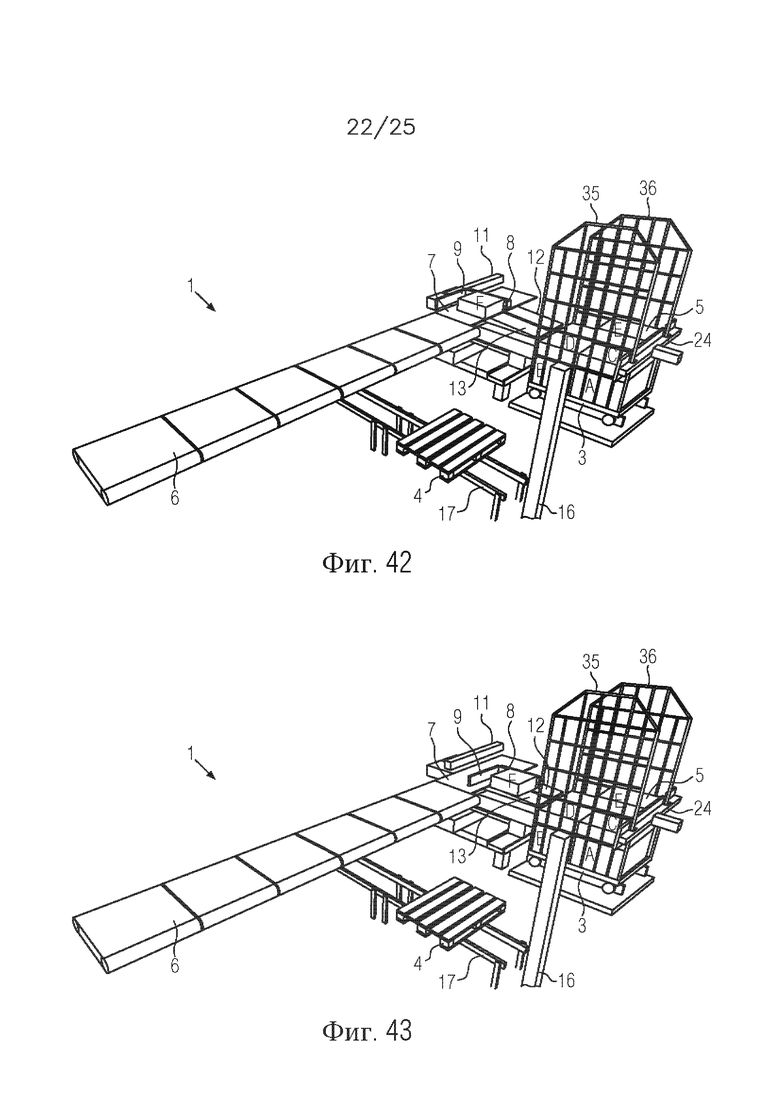
На фигурах 41-44 представлены перспективные изображения для объяснения автоматизированной загрузки передвижного контейнера следующей меньшей погрузочной единицей;
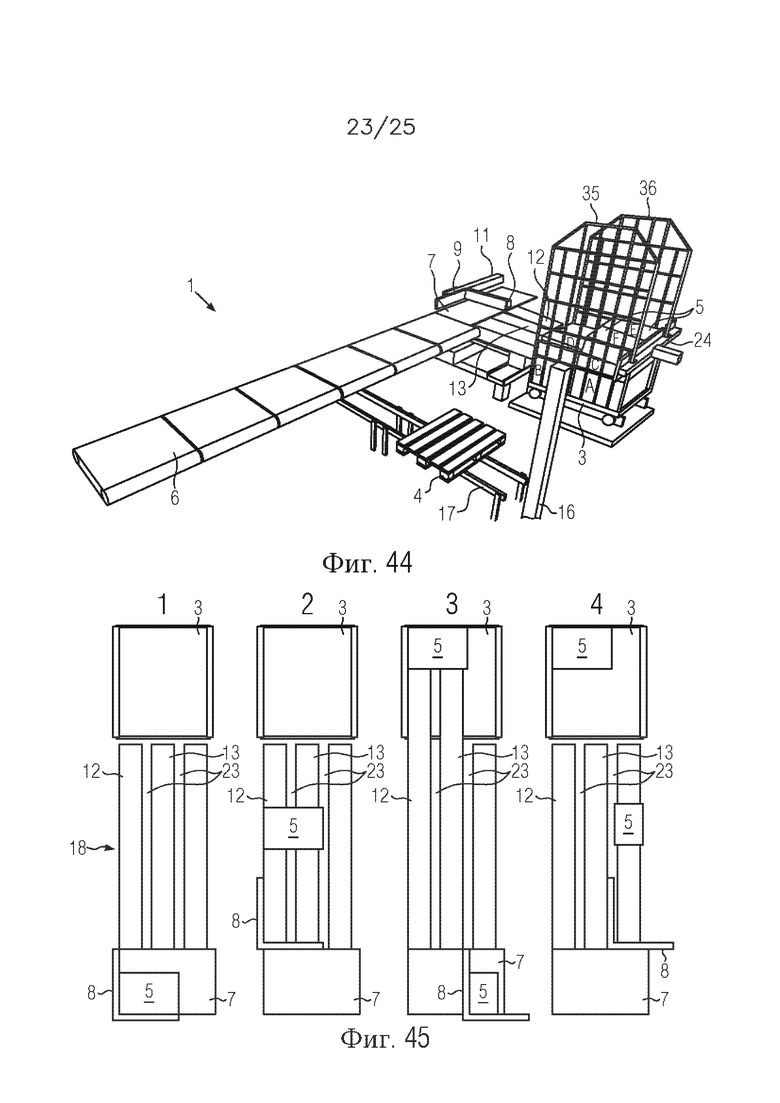
На фигурах 45-47 представлены схематические изображения с видом сверху для объяснения модифицированного варианта осуществления изобретенного устройства при автоматизированной загрузке передвижного контейнера; и
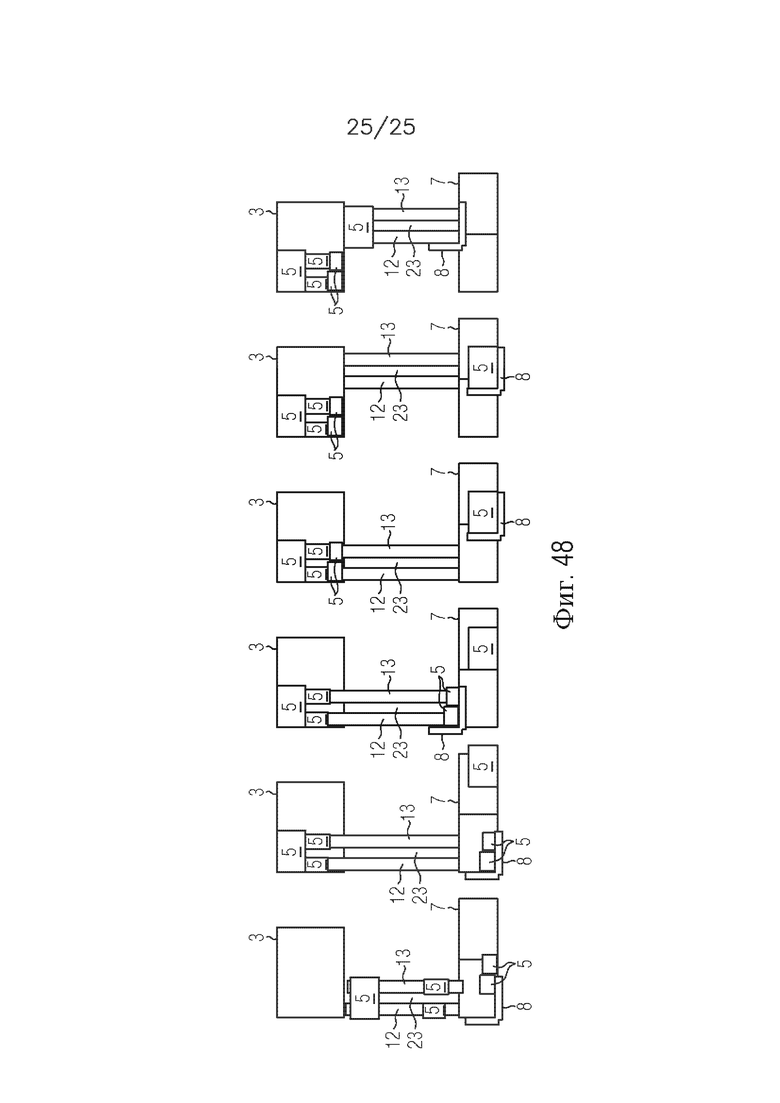
На фигуре 48 представлено схематическое изображение с видом сверху для объяснения изобретенного устройства при автоматизированной загрузке грузоносителя в виде европоддона.
На фигуре 1 чертежа показано перспективное изображение изобретенного устройства 1 для автоматизированной загрузки грузоносителя 2 с передвижным контейнером 3 в качества грузоносителя, а также европоддоном 4 в качестве грузоносителя;
Изобретенное устройство предназначено для автоматизированной загрузки различных грузоносителей 2 погрузочными единицами, причем в качестве грузоносителя могут использоваться поддон, европоддон или передвижной контейнер.
Погрузочные единицы 5, которые наглядно изображены на фигуре 2 чертежа, перемещаются при помощи соответствующего транспортера на подающем устройстве 6, а от транспортера - на толкающую плиту 7.
Рядом с толкающей плитой 7 предусмотрен толкатель 8, который на изображенном варианте представлен в виде углового толкателя, который имеет толкающую поверхность 9 и опорную поверхность 10, причем обе поверхности 9, 10 углового толкателя 8 расположены под углом 90 градусов относительно друг друга.
Толкатель или угловой толкатель 8 может перемещаться при помощи приводного механизма 11 в поперечном направлении Z и в продольном направлении X с целью перемещения расположенной на толкающей плите 7 погрузочной единицы 5 из толкающей плиты 7 на ленточный конвейер 12 или 13 или на оба ленточных конвейера 12, 13, как это подробно описано ниже.
Изобретенное устройство 1 может контролироваться устройством управления 14, как это подробно описано ниже.
Погрузочная единица 2 в виде, например, передвижного контейнера 3 или европоддона 4 может подниматься при помощи транспортера 15 в виде, например, комбинированного подъемного транспортера 16 в направлении вертикальной оси Y для расположения рядом с соответствующим выходным торцом двух ленточных конвейеров 12,13, как это наглядно показано на фигуре 1 чертежа.
Предназначенные для загрузки грузоносители 2 подаются к комбинированному подъемному транспортеру 16 через комбинированный транспортер 17, как это наглядно показано на фигуре 1 чертежа.
Затем комбинированный подъемный транспортер 16 осуществляет подъем передвижного контейнера 3 или европоддона 4 в направлении вертикальной оси Y на соответствующую высоту для загрузки погрузочными единицами 5.
Предусмотренное согласно изобретению позиционирующий транспортер 18 имеет два ленточных конвейера 12, 13 и передаточный конвейер 19, выполненный в виде толкателя или углового толкателя 8.
Оба ленточных конвейера 12, 13, в том числе показанный на фигуре 45 дополнительный третий ленточный конвейер 20, образуют элементы позиционирующего транспортера 18 и могут перемещаться независимо друг от друга при помощи соответствующего устройства линейных перемещений 21 в продольном направлении X в соответствии с системой координат, показанной на фигуре 1 с целью укладывания погрузочных единиц 5 на грузоносителе 2.
При помощи наглядно показанного на фигуре 1 чертежа блока или устройства линейных перемещений 22 ленточные конвейеры 12, 13, 20 все вместе перемещаются в поперечном направлении к грузоносителю 2; это означает, что ленточные конвейеры 12, 13 всегда имеют наглядно показанное на фигуре 1 чертежа одинаковое поперечное расстояние, которое всегда остается неизменным, в том числе вне зависимости от характеристик погрузочной единицы 5.
Такое изменение поперечного расстояния не предусмотрено, поскольку погрузочная единица 5 может одновременно располагаться только на одном ленточном конвейере 12, 13 или 20, или только на двух ленточных конвейерах 12 и 13 или 13 и 20, или на всех трех ленточных конвейерах 12, 13, 20 при помощи толкателя или углового толкателя 8; таким образом, в изменении поперечного расстояния 23 между ленточными конвейерами 12, 13, 20 нет необходимости, как это наглядно показано на фигуре 46 чертежа.
В виду отсутствия необходимости изменения поперечного расстояния 23 между ленточными конвейерами 12, 13, 20 также отсутствует необходимость в наличии механического устройства для регулирования поперечного расстояния 23 или электронного устройства управления для регулирования поперечного расстояния 23 в зависимости от характеристик транспортировки; таким образом, изобретенное устройство имеет большое преимущество в плане издержек перед устройствами, которые предусматривают регулирование поперечного расстояния между ленточными конвейерами.
Поскольку толкатель или угловой толкатель 8 может перемещаться как в поперечном направлении Z, так и в продольном направлении X при помощи наглядно показанного на фигуре 1 чертежа приводного механизма 11, он еще до примера погрузочной единицы 5 на толкающей плите 7 может быть перемещен в поперечном направлении Z в положение загрузки погрузочной единицы 5 на грузоноситель 2, причем для этой цели может использоваться, например, устройство управления 14.
На момент перемещения на толкающую плиту 7 погрузочной единицы 5, которая подлежит укладыванию на грузоноситель 2, толкатель или угловой толкатель 8 в поперечном направлении Z уже занимает положение, которое является последующим положением загрузки в направлении поперечной оси Z на грузоносителе 2, тем самым обеспечивая соответствующее преимущество в скорости в противовес ситуации, в которой укладываемая погрузочная единица 5 сперва должна быть выровнена или расположена в направлении Z на толкающей плите 7, перед тем как угловой толкатель или толкатель 8 осуществит перемещение погрузочной единицы 5 на один или оба ленточных конвейера, причем в таком случае должно быть произведено дополнительное перемещение толкателя или углового толкателя 8 в направлении продольной оси X, как это показано на фигуре 1.
Наглядно показанный на фигуре 1 чертежа упор 24 служит в качестве концевого упора для позиционирования погрузочных единиц 5 в продольном направлении X, как это наглядно показано на фигурах, например, на фигуре 5 чертежа. Кроме того, устройство 1 также имеет наглядно показанный на фигуре 2 чертежа боковой упор 25, который используется для выравнивания и позиционирования погрузочных единиц 5 на открытом со всех сторон европоддоне 4, причем это также наглядно показано на фигуре 5 чертежа.
В целом изобретение предусматривает, что до момента перемещения погрузочной единицы 5 толкателем или угловым толкателем 8 из области захвата толкающей плиты 7 на один, два или все три ленточных конвейера 12, 13, 20, толкатель или угловой толкатель 8 повторно перемещается в направлениях X и Z в положение приема, как это наглядно показано на Рис. 1 чертежа; таким образом, толкающая плита 7 находится в положении готовности принять погрузочную единицу 5, а толкатель или угловой толкатель 8 уже расположен в поперечном направлении в соответствии с положением Z, которое соответствует положению приема в поперечном направлении Z на загружаемом грузоносителе 2.
На фигуре 2 чертежа показано исходное положение, в котором обозначенная буквой «А» погрузочная единица 5 расположена перед толкающей плитой 7 и может быть доставлена на нее при помощи транспортера (не показано), пока не упрется в опорную поверхность 10. При этом в процессе ее перемещения относительно углового толкателя 8 происходит ее выравнивание между опорной поверхностью 10 и толкающей поверхностью 9; при этом она точно выравнивается относительно углового положения для загрузки на европоддон 4, который в показанном на Рис. 2 положении еще не поднят в направлении Y. Показанный на Рис. 2 чертежа передвижной контейнер находится в положении ожидания на комбинированном транспортере 17 и предусмотрен в качестве очередного грузоносителя 2 для загрузки погрузочными единицами 5.
На фигуре 3 чертежа наглядно показано положение европоддона 4 после перемещения в направлении вертикальной оси Y для приема погрузочных единиц 5 в качестве первого слоя штабеля. Боковой упор 25 и упор 24, а также опорная поверхность 24 установлены на используемом в качестве грузоносителя 2 европоддоне 4 таким образом, что они находятся на одном уровне (заподлицо) с соответствующими задними и левыми торцевыми поверхностями европоддона 4. Погрузочная единица 5 к этому моменту расположена на толкающей плите 7, как этот уже подробно описывалось ранее.
На фигуре 4 чертежа показан следующий этап последовательности автоматизированной погрузки погрузочной единицы 5 на грузоноситель 2.
Погрузочная единица 5 в каждом случае показана схематически и может представлять собой, например, контейнер для фруктов и овощей с открытым верхом.
Погрузочная единица 5 или контейнер 5 к этому моменту перемещены при помощи толкателя 8 на ленточные конвейеры 12, 13, причем ленты 26, 27 ленточных конвейеров 12, 13 вращаются синхронно с одинаковой скоростью. При позиционировании погрузочной единицы 5 на ленточных конвейерах 12, 13 угловой толкатель 8 перемещает ее со скоростью движения лент ленточных конвейеров 12, 13 в направлении подачи (направлении X) ленточных конвейеров, тем самым исключая вероятность повреждения погрузочной единицы 5 вследствие чрезмерного давления, оказываемого толкающей поверхностью 9 на заднюю часть контейнера 5. Таким образом, исключается вероятность повреждения находящихся в контейнере 5 свежих овощей и фруктов.
На следующем этапе загрузки, наглядно показанном на фигуре 5 чертежа, оба ленточных конвейера 12, 13 находятся в вытянутом положении в направлении X к грузоносителю 2, а погрузочная единица 5 находится в положении готовности укладки на грузоноситель 2. На этом этапе осуществляется отведение ленточных конвейеров 12, 13 в направлении, противоположном направлению подачи (направлению X), то есть в направлении наглядно показанного на фигуре 1 исходного положения, причем ленты 26, 27 продолжаются двигаться в направлении подачи с неизменной скоростью.
Это предусмотрено с целью точного укладывания опирающегося на контактную поверхность 24 контейнера 5 на грузоноситель 4 в угловую область между контактной поверхностью 24 и боковым упором 25 в первый слой штабеля или поверх ранее уложенных погрузочных единиц 5.
Во время позиционирования первого контейнера 5 на европоддоне 4 осуществляется перемещение при помощи транспортера (не показано) следующей обозначенной буквой «В» погрузочной единицы 5 на толкающую плиту 7 таким образом, что при входе в контакт с опорной поверхностью 10 углового толкателя 8 происходит ее выравнивание относительно показанного на Рис. 8 чертежа положения загрузки на грузоноситель 2. В процессе перемещения погрузочной единицы 5 на толкающую плиту 7 происходит оттягивание двух ленточных конвейеров 12, 13 в направлении наглядно показанного на фигуре 1 чертежа исходного положения. Оттягивание происходит до тех пор, пока конечные области 28 ленточных конвейеров 12, 13 относительно европоддона 4 не будут соответствовать положению загрузки на грузоноситель 2.
На фигуре 7 чертежа показана погрузочная единица 5 в положении после перемещения угловым толкателем 8 на ленточные конвейеры 12, 13, при помощи которых осуществляется дальнейшее перемещение погрузочной единицы 5 в направлении последующего положения загрузки на грузоноситель 2, как это наглядно показано на фигуре 8 чертежа.
Во время загрузки погрузочной единицы 5 (обозначенной буквой «В» на фигуре 8) на грузоноситель 2 происходит перемещение следующей погрузочной единицы 5 (обозначенной буквой «С») на толкающую плиту 7 и ее прием толкателем 8.
Перед тем, как угловой толкатель 8 примет погрузочную единицу «С», осуществляется перемещение углового толкателя 8 в поперечном направлении Z относительно толкающей плиты 7 в положение, в котором впоследствии будет находиться погрузочная единица «С» на грузоносителе 2 (как показано на фигуре 10 чертежа), а затем в направлении Z относительно двух ленточных конвейеров 12, 13 (как это наглядно показано на фигуре 11 чертежа), в направлении последующего положения загрузки погрузочной единицы «С» рядом с погрузочной единицей «А» на европоддоне 4. При этом оба ленточных конвейера 12, 13 перемещаются вместе в направлении Z1 (как показано на фигуре 11 чертежа), причем поперечное расстояние между двумя ленточными конвейерами 12, 13 остается неизменным; таким образом, во время погрузки погрузочной единицы «С» на грузоноситель 4 рядом с двумя ранее расположенными погрузочными единицами «А» и «В» зазор между погрузочной единицей «С» и погрузочными единицами «А» и «В» выгодно сводится до нуля; таким образом, погрузочные единицы «А», «В» и «С» расположены вплотную друг к другу на грузоносителе 4. Разумеется, что конструкция изобретения предусматривает возможность сохранения зазора между контейнерами «А», «В» и «С» посредством регулирования совместного перемещения ленточных конвейеров 12, 13 в направлении Z1 при помощи устройства управления 14. Это предусмотрено, в частности, для тех случаев, когда заполненные свежими фруктами и овощами погрузочные единицы или контейнеры «А», «В» и «С» должны находиться на определенном расстоянии друг от друга.
Во время размещения погрузочной единицы «С» на европоддоне 4 происходит перемещение погрузочной единицы «D» на толкающую плиту 7, как это наглядно показано на фигуре 12 чертежа, с последующим вхождением в контакт с опорной поверхностью 10 углового толкателя 8, который еще до перемещения погрузочной единицы «D» на толкающую плиту 7 был перемещен в поперечном направлении Z в положение укладывания погрузочной единицы «D» на европоддон 4; таким образом, при последующем перемещении углового толкателя 8 в продольном направлении X происходит передача погрузочной единицы «D» на оба ленточных конвейера 12, 13. Затем происходит перемещение двух ленточных конвейеров 12, 13 с уложенной на них погрузочной единицей «D» в направлении заданного положения укладывания на товарный поддон 4. При последующем оттягивании двух ленточных конвейеров 12, 13 в направлении, противоположном направлению подачи лент 26, 27 с сохранением их направления движения, происходит укладывание погрузочной единицы «D» на европоддон 4 рядом с ранее уложенными погрузочными единицами «А», «В» и «С» в заранее заданном положении. Отдельные этапы укладки погрузочной единицы «D» на европоддон 4 показаны на фигурах 12, 13, 14 и 15.
Во время укладывания погрузочной единицы «D» из двух ленточных конвейеров 12, 13 на европоддон 4 происходит перемещение углового толкателя 8 относительно толкающей плиты 7 в поперечном направлении Z в положение последующей загрузки погрузочной единицы «Е» на европоддон 4, как это наглядно показано на фигуре 16 чертежа. К этому времени погрузочная единица «Е» уже находится в контакте с опорной поверхностью 10 углового толкателя 8, а при последующем перемещении углового толкателя 8 в продольном направлении X (как показано на фигуре 1 чертежа) происходит передача уложенной на толкающей плите 7 и выровненной относительно опорной поверхности 10 и толкающей поверхности 9 углового толкателя 8 погрузочной единицы «Е» на ленточный конвейер 12, в то время как ленточный конвейер 13 остается пустой, поскольку ширина погрузочной единицы «Е» в два раза меньше ширины ранее уложенных на европоддон 4 погрузочных единиц «А», «В», «С» и «D».
При последующем выдвижении ленточного конвейера 12 с расположенной на нем погрузочной единицей «Е» в направлении положения ее укладывания поверх ранее уложенной на европоддоне 4 погрузочной единицы «А», то есть в направлении X, происходит укладывание погрузочной единицы «Е» сверху на ранее уложенную на европоддоне 4 погрузочную единицу «А» с формированием штабеля, как это наглядно показано на фигурах 17, 18, 19 чертежа.
Как видно из фигур 16-19 чертежа, произошло перемещение упора 24 и боковой поверхности 25 в направлении вертикальной оси Y в соответствующую направлению вертикальной оси плоскость для размещения погрузочной единицы «Е»; таким образом, погрузочная единица «Е» опирается на опорную поверхность упора 24 и за счет совместного поперечного движения двух ленточных конвейеров 12, 13 в поперечном направлении Z упирается в боковой упор 25 или боковую опорную поверхность бокового упора 25, в результате чего происходит точное выравнивание погрузочной единицы «Е» на верхней поверхности 29 (фигура 16) ранее уложенной погрузочной единицы «А».
При осуществлении укладывания погрузочной единицы «Е» на верхнюю поверхность 29 ранее уложенной погрузочной единицы «А» происходит передача погрузочной единицы «F» на толкающую плиту 7, как это наглядно показано на фигуре 19 чертежа, после чего, как это наглядно показано на фигуре 20 чертежа, происходит перемещение погрузочной единицы «F» при помощи углового толкателя 8 на ленточный конвейер 12, причем она при этом точно выровнена относительно толкающей поверхности 9 и опорной поверхности 10 в продольном направлении ленточного конвейера 12. Таким образом, исключается риск перекручивания погрузочной единицы «F» при расположении на ленточном конвейере за счет ее точного позиционирования при помощи толкающей поверхности 9 и опорной поверхности 10 углового толкателя 8. При этом угловой толкатель 8 совершает перемещение погрузочной единицы «F» на ленточный конвейер 12 со скоростью движения ленты ленточного конвейера 12, как уже упоминалось ранее, во избежание риска перекручивания и повреждения погрузочной единицы «F».
Как видно из фигуры 21 на чертеже, укладывание погрузочной единицы «F» осуществляется непосредственно на торцовой стороне 30 ранее уложенных погрузочных единиц «G» на верхней поверхности или верхней стороне 31 ранее уложенной погрузочной единицы «В». Соответствующий промежуток погрузочной единицы «F» относительно контактной поверхности 32 бокового упора 25 сводится к нулю за счет поперечного перемещения двух ленточных конвейеров 12, 13 в поперечном направлении Z. Такой промежуток мог возникнуть, например, при поддержании во время перемещения погрузочной единицы «F» в продольном направлении X контролируемого расстояния между двумя ленточными конвейерами 12, 13 и контактной поверхностью 32 с целью избежания столкновения торцовой стороны погрузочной единицы «F» с контактной поверхностью 32. Благодаря последующему поперечному перемещению двух ленточных конвейеров 12, 13 в поперечном направлении Z такой преднамеренно созданный промежуток сводится к нулю, что обеспечивает максимально эффективное использование пространства на европоддоне 4 и точное формирование штабеля из укладываемых погрузочных единиц.
Путем воспроизведения описанных выше процессов при автоматизированной загрузке грузоносителя 4 можно сформировать другие уровни штабеля из укладываемых на европоддон 4 погрузочных единиц; таким образом, с помощью изобретенного устройства можно автоматически сформировать на грузоносителе штабель из погрузочных единиц.
Ниже со ссылкой на фигуры 22-44 описан процесс загрузки погрузочных единиц на грузоноситель в виде передвижного контейнера 3.
На фигуре 22 показан передвижной контейнер 3 на подъемной платформе 33, который был перемещен на нее при помощи комбинированного транспортера 17, на котором расположен европоддон 4 в качестве следующего грузоносителя.
При помощи комбинированного подъемного транспортера 16, который используется для перемещения европоддонов 4 и передвижных контейнеров 3 в направлении вертикальной оси Y, в следующем шаге осуществляется подъем передвижного контейнера 3 в направлении вертикальной оси Y до высоты, на которой приемная поверхность 34 передвижного контейнера 3 в направлении вертикальной оси Y почти совпадает с высотой уровня укладывания ленточных конвейеров 12, 13 в направлении вертикальной оси Y.
Упор 24 в этот момент находится на свободном расстоянии от боковых решеток 35, 36 передвижного контейнера 3. Практика показывает, что боковые решетки 35, 36 передвижных контейнеров 3, которые находились в употреблении, склонны к смещению в направлении продольной центральной оси 40 приемной поверхности 34, как показано на фигуре 24 чертежа. Такое смещение боковых решеток 35, 36 привело бы к столкновению размещаемой при помощи изобретенного устройства 1 на приемной поверхности 34 погрузочной единицы при смещении в продольном направлении X с одной из боковых решеток 35, 36 или обеими боковыми решетками 35, 36.
Во избежание такого столкновения изобретение 1 имеет устройство для захвата 37 для соответствующих боковых контактных поверхностей передвижного контейнера 3, а именно боковых решеток 35, 36 передвижного контейнера 3.
Как можно видеть на фигуре 24 чертежа, устройство для захвата 37 имеет клиновидные захваты 38, 39, которые входят в зацепление с боковыми решетками 35, 36, в то время как боковые решетки 35, 36 упираются в упор 24, смещаемый в направлении X. Такое смещение упора 24 приводит к раздвиганию боковых решеток 35, 36 и их последующему почти параллельному выравниванию относительно друг друга, вследствие чего исключается риск столкновения размещаемой погрузочной единицы с боковыми решетками 35, 36.
Во время опускания передвижного контейнера 3 в направлении вертикальной оси Y, например, при укладывании первого слоя погрузочных единиц на приемной поверхности 34, клиновидные захваты 38, 39 остаются в контакте с боковыми решетками 35, 36 во избежание опрокидывания последних в направлении продольной центральной оси 40 (фигура 24).
В качестве альтернативы настоящим изобретением также предусмотрено выведение клиновидных захватов 38, 39 из зацепления с боковыми решетками 35, 36 после опускания передвижного контейнера 3 за счет отведения упора 24 относительно передвижного контейнера 3, а также повторное вхождение клиновидных захватов 38, 39 в зацепление с боковыми решетками 35, 36 после осуществления опускания передвижного контейнера 3, при чем таким образом происходит выравнивание боковых решеток параллельно друг другу.
На фигуре 26 чертежа показан передвижной контейнер 3 в положении приема первой погрузочной единицы «А».
Как можно видеть на фигуре 26, первая погрузочная единица «А» расположена на толкающей плите 7, при этом угловой толкатель 8 расположен в поперечном направлении Z в положении последующего укладывания погрузочной единицы «А» в поперечном направлении Z на передвижной контейнер 3.
Посредством отталкивающего движения углового толкателя 8 происходит перемещение погрузочной единицы «А» на оба ленточных конвейера 12, 13, как это наглядно показано на фигуре 27 чертежа. Оба ленточных конвейера 12, 13 подхватывают предварительно выровненную относительно положения укладывания на приемной поверхности 34 передвижного контейнера 3 погрузочную единицу «А» с сохранением движения ленточных конвейеров 12, 13 в направлении подачи X в продольном направлении X в направлении приемной поверхности 34, как это наглядно показано на фигуре 28 чертежа. Погрузочная единица «А» входит в контакт с опорной поверхностью упора 24 в заданном положении укладывания, а оба ленточных конвейера 12, 13 в это время оттягиваются в направлении, противоположном направлению подачи X, в результате чего погрузочная единица «А» аккуратно укладывается на приемную поверхность 34. Аналогичным образом осуществляется аккуратное укладывание погрузочных единиц на соответствующей поверхности укладки европоддона 4.
Аккуратное укладывание погрузочных единиц 5 на грузоноситель 2 возможно благодаря использованию в области укладывания 41 (фигура 3) ленточных конвейеров 12, 13, 20 петли меньшего диаметра, чем на противоположной торцовой стороне, в результате чего ленточные конвейеры 12, 13 принимают клиновидную конфигурацию 42 (фигура 3) в направлении подачи X. Таким образом, исключается небрежное, грубое укладывание погрузочных единиц на приемную поверхность передвижного контейнера 3 или европоддона 4 или на другие ранее уложенные в штабель погрузочные единицы, а обеспечивается их аккуратное и бережное укладывание.
На фигуре 28 чертежа показано, что во время укладывания погрузочной единицы «В» на передвижной контейнер 3 угловой толкатель 8 находится в положении, выровненном в поперечном направлении Z, которое соответствует последующему положению погрузочной единицы «В» на передвижном контейнере 3.
На этом этапе происходит перемещение погрузочной единицы «В» при помощи транспортера (не показано) на толкающую плиту 7 с последующим вхождением в контакт с опорной поверхностью 10 углового толкателя 8, после чего осуществляется ее передача при помощи углового толкателя 8 на оба ленточных конвейера 12, 13, как это наглядно показано на фигуре 29 чертежа. Далее происходит выдвижение ленточных конвейеров 12, 13 в направлении X к передвижному контейнеру 3, пока погрузочная единица «В» не достигнет положения укладывания для последующей аккуратной укладки на передвижном контейнере 3.
Описанная выше процедура размещения погрузочной единицы «В» на передвижном контейнере 3 наглядно изображена на фигурах 29, 30 и 31 чертежа. В момент укладывания погрузочной единицы «В» из двух ленточных конвейеров 12, 13 на передвижной контейнер 3 происходит отведение углового толкателя 8 в направлении X к толкающей плите 7 обратно в положение готовности приема следующей погрузочной единицы «С», как это наглядно показано на фигуре 31 чертежа.
На фигуре 32 показано, что следующая погрузочная единица «С» расположена на толкающей плите 7, после чего, как можно видеть на фигуре 33, происходит ее передача при помощи углового толкателя 8 на оба ленточных конвейера 12, 13 с последующим перемещением к заранее заданному месту укладывания и укладыванием сверху на ранее уложенную на передвижной контейнер 3 погрузочную единицу «А», как можно видеть на фигуре 34. На фигуре 33 чертежа показано, что опускание передвижного контейнера 3 при помощи комбинированного подъемного транспортера 16 к уровню штабелирования в направлении вертикальной оси Y производится до перемещения погрузочной единицы «С» при помощи автоматизированного устройства для загрузки грузоносителя в направлении приемного пространства, расположенного между двумя боковыми решетками 35, 36 передвижного контейнера 3.
На фигуре 34 показано обратное отведение углового толкателя 8 в продольном направлении X к толкающей плите 7 во время транспортировки погрузочной единицы «С» к передвижному контейнеру 3, с последующим занятием угловым толкателем 8 положения приема следующей погрузочной единицы «D», которая впоследствии передается на толкающую плиту 7, как это наглядно показано на фигуре 35 чертежа.
На фигуре 36 чертежа показано положение после выталкивания погрузочной единицы «D» угловым толкателем 8 на оба ленточных конвейера 12, 13 с последующим выдвижением последних в продольном направлении X для транспортировки погрузочной единицы «D» между двумя боковыми решетками 35, 36 и последующего ее укладывания сверху на ранее уложенную погрузочную единицу «В» с целью формирования штабеля из погрузочных единиц на грузоносителе, как это наглядно показано на фигуре 37 чертежа.
На фигурах 38-41 показан процесс автоматизированной загрузки грузоносителя погрузочной единицей «Е», ширина которой в два раза меньше ширины ранее уложенных погрузочных единиц «А», «В», «С» и «D».
На фигуре 38 показано расположение погрузочной единицы «Е» на толкающей плите 7 в контакте с опорной поверхностью 10 углового толкателя 8, который осуществляет перемещение погрузочной единицы «Е» в направлении ленточного конвейера 12 (как показано на фигуре 39 чертежа) с последующим выталкиванием погрузочной единицы «Е» на ленточный конвейер 12, как это наглядно показано на фигуре 40 чертежа. Посредством последующего выдвижения ленточного конвейера 12 с расположенной на нем погрузочной единицей «Е» и движения ленты 26 ленточного конвейера 12 в направлении подачи производится укладывание погрузочной единицы «Е» сверху на ранее уложенную погрузочную единицу «С», как это наглядно показано на фигуре 41 чертежа. При этом погрузочная единица «Е» подводится к контактной поверхности упора 25, а оба ленточных конвейера 12, 13 перемещаются вместе в поперечном направлении Z к боковой решетке 36 для закрытия зазора между боковой поверхностью погрузочной единицы «Е» и боковой решеткой 36, что обеспечивает точное формирование слоев штабеля из погрузочных единиц на передвижном контейнере 3.
На фигуре 41 показано, что в момент укладывания погрузочной единицы «Е» сверху на ранее уложенную в штабель погрузочную единицу «С» осуществляется перемещение следующей погрузочной единицы «F» в направлении толкающей плиты 7 и углового толкателя 8; таким образом, процесс укладки погрузочной единицы «Е» и процесс перемещения погрузочной единицы «F» к толкающей плите 7 происходят одновременно.
Кроме того, как видно из фигур 42 и 43 чертежа, одновременно с загрузкой грузоносителя погрузочной единицей «Е» может происходить перемещение погрузочной единицы «F» от углового толкателя 8 в направлении другого из двух ленточных конвейеров 12, 13, то есть в направлении ленточного конвейера 13; таким образом, загрузка грузоносителя двумя погрузочными единицами может производиться почти одновременно, последовательно одна за другой, посредством отдельного управления двумя ленточными конвейерами 12, 13, причем последние всегда перемещаются вместе в поперечном направлении Z.
На фигуре 44 показано выталкивание погрузочной единицы «F» угловым толкателем 8 на ленточный конвейер 13 с последующем выдвижением последнего в продольном направлении X для укладывания погрузочной единицы «F» сверху на ранее уложенную погрузочную единицу «С», причем в этот момент ленточный конвейер 12 находится в отведенном назад положении.
На фигуре 45 чертежа показано схематическое изображение модифицированного варианта осуществления изобретенного устройства, в котором позиционирующий транспортер 18 имеет три ленточных конвейера 12, 13, 20, причем поперечное расстояние 23 между ленточными конвейерами может быть разным, но является неизменным, в том числе вне зависимости от характеристик транспортировки или иных других характеристик погрузочной единицы.
На изображении с дополнительным обозначением 1 показан расположенный на толкающей плите 7 угловой толкатель 8 в положении, выровненном относительно положения передачи погрузочной единицы 5 на левый ленточный конвейер 12 и средний ленточный конвейер 13.
На изображении с дополнительным обозначением 2 показан процесс выталкивания угловым толкателем 8 погрузочной единицы 5 на оба ленточных конвейера 12, 13 с ее последующей транспортировкой от толкающей плиты 7 до передвижного контейнера 3, поскольку данная погрузочная единица имеет ширину, которая предусматривает задействование одновременно двух ленточных конвейеров во избежание ее деформации. Далее происходит перемещение погрузочной единицы 5 на ленточных конвейерах 12, 13 в направлении передвижного контейнера 3 с последующим выдвижением ленточных конвейеров 12, 13 в положение укладывания, как это наглядно показано на изображении с дополнительным обозначением 3.
На изображении с дополнительным обозначением 3 также показан процесс одновременно выдвижения двух ленточных конвейеров 12, 13 в направлении грузоносителя 3 для осуществления укладки на него погрузочной единицы 5, причем поперечное расстояние 23 между двумя ленточными конвейерами остается неизменным.
На изображении с дополнительным обозначением 3 также показано, что во время загрузки грузоносителя 3 погрузочной единицей 5 угловой толкатель 8 находится в отведенном положении рядом с толкающей плитой 7 после осуществления бокового или поперечного движения, при этом возле толкающей плиты 8 находится другая погрузочная единица с в два раза меньшей шириной, которая готова к передаче на ленточный конвейер 20.
На изображении с дополнительным обозначением 4 показана передача этой погрузочной единицы от толкающей плиты 7 на ленточный конвейер 20 с последующей ее транспортировкой при помощи ленточного конвейера 20 в направлении передвижного контейнера 3.
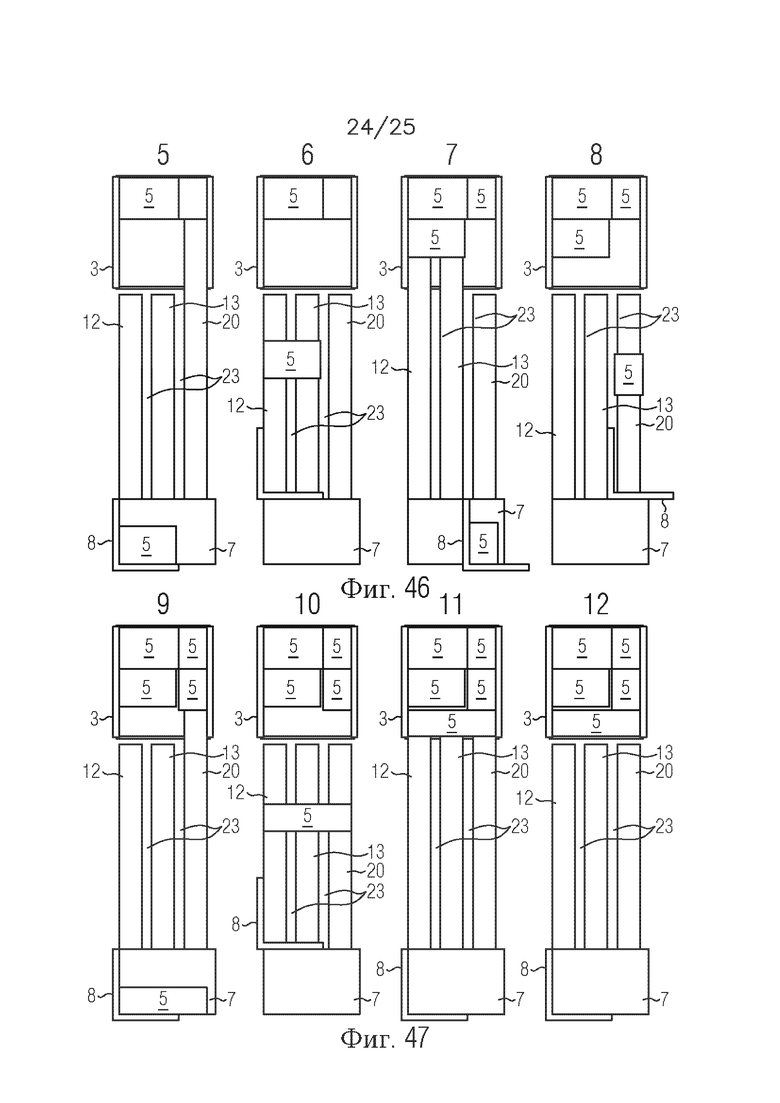
На изображении с дополнительным обозначением 5 показано, что во время укладывания малой погрузочной единицы при помощи ленточного конвейера 20 на передвижной контейнер 3 осуществляется подача на толкающую плиту 7 в область захвата с последующим вхождением в контакт с угловым толкателем 8 другой погрузочной единицы, которая в два раза шире по сравнению с погрузочной единицей, перемещаемой на ленточном конвейере 20, то есть одновременно с перемещением погрузочных единиц к грузоносителю осуществляется подача других погрузочных единиц на толкающую плиту 7, которые во время перемещения погрузочной единицы, например, на ленточном конвейере 20 в направлении грузоносителя могут также перемещаться на другом или других ленточных конвейерах, например, на ленточных конвейерах 12, 13; таким образом, обеспечивается одновременное перемещение погрузочных единиц в направлении грузоносителя на разных ленточных конвейерах 12, 13, 20, чем существенно повышается производительность изобретенного устройства по сравнению с известными устройствами.
На изображениях с дополнительными обозначениями 6, 7, 8 показана возможность осуществления перемещения погрузочной единицы 5 в направлении передвижного контейнера 3 одновременно с подачей другой погрузочной единицы на толкающую плиту 7 с ее последующим перемещением в направлении передвижного контейнера или другого грузоносителя.
На схематических изображениях с дополнительными обозначениями 9, 10, 11, 12 также показана возможность осуществления при помощи изобретенного устройства перемещения погрузочной единицы, которая в три раза шире по сравнению с расположенной на толкающей плите 7 погрузочной единицей, показанной на изображении с дополнительным обозначением 3. Вариант осуществления изобретенного устройства с тремя ленточными конвейерами 12, 13, 20 является предпочтительным в плане возможности осуществления одновременной транспортировки погрузочных единиц, ширина которых равна ширине ленты одного из ленточных конвейеров 12, 13, 20, и погрузочных единиц, ширина которых вписывается в ширину двух рядом расположенных ленточных конвейеров, в направлении грузоносителя, благодаря чему существенно повышается почасовая производительность (в погрузочных единицах в час) изобретенного устройства по сравнению с известными устройствами, а также возможности осуществления транспортировки в направлении грузоносителя погрузочных единиц, ширина которых вписывается в ширину всех трех ленточных конвейеров.
На фигуре 48 показана возможность размещения на двух ленточных конвейерах от двух до трех различных погрузочных единиц одновременно друг за другом, что способствует существенному увеличению почасовой производительности изобретенного устройства, причем ленточные конвейеры могут перемещаться вместе или по отдельности в направлении X, но при этом всегда перемещаются одновременно в поперечном направлении Z. Существенное по сравнению с известными устройствами увеличение почасовой производительности (в погрузочных единицах в час) изобретенного устройства связано, в том числе, с отсутствием необходимости регулировки бокового расстояния между ленточными конвейерами, например, в зависимости от характеристик погрузочных единиц, что обеспечивает преимущество изобретенного устройства в плане временных затрат.
Изобретенное устройство и изобретенный способ отличаются тем, что обеспечивают возможность загрузки грузоносителя в заранее определенной последовательности различными погрузочными единицами, в частности, погрузочными единицами разного размера при помощи автоматизированного процесса формирования штабелей из погрузочных единиц, причем последние могут быть в виде контейнеров разных размеров. Изобретенное устройство и изобретенный способ могут применяться, например, при комплектации фруктово-овощной продукции или других свежих продуктов, а также для разных других продуктов. Для лучшего понимания такие наполненные фруктами и овощами погрузочные единицы или контейнеры могут иметь площадь основания 600 на 400 мм или 300 на 400 мм. Поскольку такие контейнеры обычно проектируются с открытым верхом, а содержащиеся в них продукты очень чувствительны к надавливанию, известные автоматизированные устройства для укладки на поддоны являются непригодными для надежного автоматизированного комплектования такого рода чувствительных продуктов.
Изобретенное устройство также отличается тем, что погрузочные единицы или контейнеры всегда поддерживаются снизу в течение всего процесса транспортировки от толкающей плиты до их укладывания на грузоносителе, то есть погрузочные единицы всей своей площадью основания опираются на толкающую плиту, а также всей или почти всей своей площадью основания опираются на ленточные конвейеры позиционирующего транспортера, благодаря чему не возникают ситуации, в которых широкая погрузочная единица или контейнер опирается на ленточные конвейеры только боковыми участками основания, как в случае с известными устройствами. Благодаря этому также снижается риск прорывания или деформирования влажного основания контейнеров из-за типа продуктов, которые в них содержатся. В отличие от известных устройств, при использовании изобретенного устройства отсутствует необходимость предварительного выравнивания погрузочных единиц относительно позиционирующего транспортера при помощи специального регулирующего устройства с конвейерными лентами, благодаря чему существенно снижаются временные затраты и увеличивается почасовая производительность изобретенного устройства.
В изобретенном устройстве и изобретенном способе имеется только один ленточный переход, в частности, переход погрузочной единицы от толкающей плиты на ленточный конвейер или ленточные конвейеры позиционирующего транспортера. При таком ленточном переходе существует риск перекручивания погрузочной единицы относительно ленточного конвейера или ленточных конвейеров в случае скопления грязи на последних. Однако изобретенное устройство и изобретенный способ устраняют и эту проблему, поскольку при таком ленточном переходе до полного перекладывания на ленточный конвейер или ленточные конвейеры поддерживается выровненное положение погрузочной единицы относительно ленточного конвейера или ленточных конвейеров при помощи поперечного толкателя, благодаря чему исключается риск перекручивания или смещения погрузочной единицы в продольном направлении на ленточном конвейере или ленточных конвейерах.
Признаки изобретения подробно описаны в формуле изобретения и чертеже.
Список условных обозначений
1. Устройство
2. Грузоноситель
3. Передвижной контейнер
4. Европоддон
5. Погрузочная единица
6. Подающее устройство
7. Толкающая плита
8. Толкатель, угловой толкатель
9. Толкающая поверхность
10. Опорная поверхность
11. Приводной механизм
12. Ленточный конвейер
13. Ленточный конвейер
14. Устройство управления
15. Транспортер
16. Комбинированный подъемный транспортер
17. Комбинированный транспортер
18. Позиционирующий транспортер
19. Передаточный конвейер
20. Ленточный конвейер
21. Устройство линейных перемещений
22. Блок линейных перемещений, устройство линейных перемещений
23. Поперечное расстояние
24. Упор
25. Боковой упор
26. Лента
27. Лента
28. Торцевые области
29. Поверхность
30. Торцевая сторона
31. Поверхность
32. Контактная поверхность
33. Подъемная платформа
34. Приемная поверхность
35. Боковая решетка
36. Боковая решетка
37. Устройство для захвата
38. Захват
39. Захват
40. Продольная центральная ось
41. Область укладывания
42. Клиновидная конфигурация
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОЛ ПОГРУЗОЧНО-РАЗГРУЗОЧНЫЙ | 2015 |
|
RU2591101C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Устройство для загрузки транспортных средств | 1986 |
|
SU1386541A1 |
| СПОСОБ ОТКРЫТОЙ РАЗРАБОТКИ ПОЛЕЗНЫХ ИСКОПАЕМЫХ И БУЛЬДОЗЕРНОЕ ОБОРУДОВАНИЕ | 1994 |
|
RU2077637C1 |
| СИСТЕМА ПЕРЕВОЗКИ ГРУЗОВ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНЗИТА И ПЛАТФОРМА ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНЗИТА | 2017 |
|
RU2719075C1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| МОДУЛЬ ЗАГРУЗКИ И ВЫГРУЗКИ КОНТЕЙНЕРОВ ДЛЯ КАМЕРЫ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811536C1 |
| Линия для упаковывания листового табака и его загрузки в грузоноситель | 1990 |
|
SU1839157A1 |
| УСТАНОВКА ДЛЯ ЗАГРУЗКИ ШИХТЫ В МЕТАЛЛУРГИЧЕСКУЮ ПЕЧЬ | 2011 |
|
RU2442939C1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И ИЗВЛЕЧЕНИЯ БОЛЬШИХ КОЛИЧЕСТВ ПРОБИРОК | 2015 |
|
RU2677987C2 |
Устройство (1) для автоматизированной загрузки грузоносителя (2) погрузочными единицами (5), образующими штабель груза (1), имеет транспортер (17) для перемещения грузоносителя (2) в одном направлении плоскости (направлении X) и направлении вертикальной оси (направлении Y), и позиционирующий транспортер (18) с двумя ленточными конвейерами (12, 13, 20) для перемещения погрузочной единицы (5) в направлении грузоносителя (2), которые могут перемещаться в продольном направлении (направлении X) и в поперечном направлении (направлении Z) относительно грузоносителя (2), а также передаточный конвейер (19) для перемещения погрузочной единицы (5) на позиционирующий транспортер (18). Позиционирующий транспортер (18) имеет фиксированное поперечное расстояние (23) между ленточными конвейерами (12, 13, 20), не зависящее от погрузочной единицы (5). Передаточный конвейер (19) имеет толкающую плиту (7) для размещения погрузочной единицы (5) и толкатель (8), который используется для перемещения расположенной на толкающей плите (7) погрузочной единицы (5) на ленточные конвейеры (12, 13, 20) позиционирующего транспортера (18). Упрощается конструкция устройства. 2 н. и 14 з.п. ф-лы, 48 ил.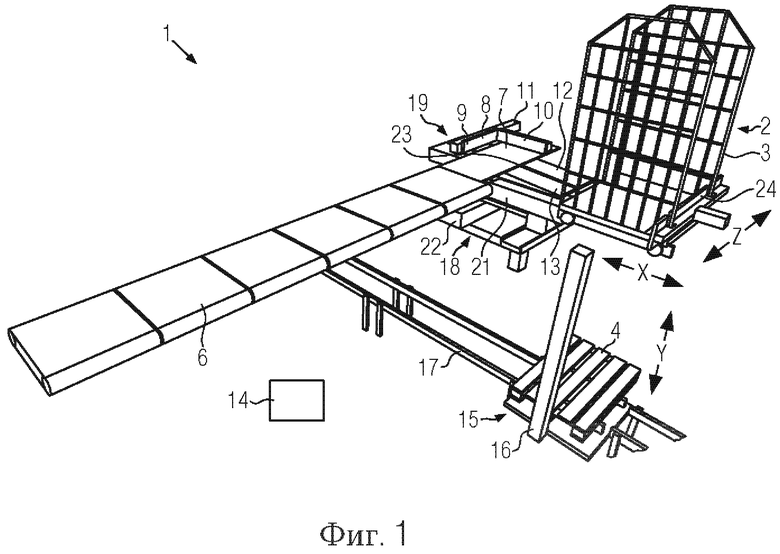
1. Устройство (1) для автоматизированной загрузки грузоносителя (2) погрузочными единицами (5), образующими штабель груза, причем устройство (1) имеет транспортер (17) для перемещения грузоносителя (2) по меньшей мере в одном направлении плоскости (направлении X) и направлении вертикальной оси (направлении Y), причем устройство также имеет позиционирующий транспортер (18) с по меньшей мере двумя ленточными конвейерами (12, 13, 20) для перемещения погрузочной единицы (5) в направлении грузоносителя (2), которые могут перемещаться в продольном направлении (направлении X) и в поперечном направлении (направлении Z) относительно грузоносителя (2), причем устройство также имеет передаточный конвейер (19) для перемещения погрузочной единицы (5) на позиционирующий транспортер (18), отличающееся тем, что позиционирующий транспортер (18) имеет фиксированное поперечное расстояние (23) между ленточными конвейерами (12, 13, 20), не зависящее от погрузочной единицы (5), причем передаточный конвейер (19) имеет толкающую плиту (7) для размещения погрузочной единицы (5) и толкатель (8), который используется для перемещения расположенной на толкающей плите (7) погрузочной единицы (5) на ленточные конвейеры (12, 13, 20) позиционирующего транспортера (18).
2. Устройство по п. 1, отличающееся тем, что толкатель (8) предусмотрен в виде углового толкателя с опорной поверхностью (10) и толкающей поверхностью (9) и предназначен для позиционирования относительно толкающей плиты (7) в зависимости от заранее заданного положения погрузочной единицы (5) на грузоносителе (2).
3. Устройство по п. 1 или 2, отличающееся тем, что предусмотрена возможность регулирования положения толкателя (8) и ленточных конвейеров (12, 13, 20) независимо друг от друга в поперечном направлении к направлению подачи ленточных конвейеров (12, 13, 20) в зависимости от заранее заданного положения погрузочной единицы (5) на грузоносителе (2).
4. Устройство по одному из предшествующих пунктов формулы изобретения, отличающееся тем, что предусмотрена возможность управления движением ленточных конвейеров (12, 13, 20) в направлении грузоносителя (2) независимо друг от друга.
5. Устройство по одному из предшествующих пунктов формулы изобретения, отличающееся тем, что предусмотрена возможность выдвижения ленточных конвейеров (12, 13, 20) в направлении грузоносителя (2) независимо друг от друга с сохранением расстояния (23) друг от друга в поперечном направлении.
6. Устройство по одному из предшествующих пунктов формулы изобретения, отличающееся тем, что предусмотрено наличие устройства (37) для захвата соответствующих боковых контактных поверхностей (35, 36) грузоносителя (2), выполненного в виде передвижного контейнера (3), причем устройство (37) предназначено для выравнивания контактных поверхностей (35, 36) почти параллельно друг другу.
7. Устройство по п. 6, отличающееся тем, что предусмотрено наличие устройства (37) для захвата в форме клина с контактными поверхностями (35, 36), соответствующими боковым контактным поверхностям грузоносителя, которые на виде сверху имеют конфигурацию, расширяющуюся в направлении подачи к грузоносителю (2), и/или устройства для захвата с поворотными роликами, соответствующими боковым контактным поверхностям грузоносителя, внешние краевые поверхности которых на виде сверху имеют в поперечном сечении форму клина.
8. Устройство по одному из предшествующих пунктов формулы изобретения, отличающееся тем, что предусмотрено наличие у каждого из ленточных конвейеров (12, 13, 20) ведущей и ведомой ветвей с конфигурацией (42) между ветвями, сужающейся в направлении вертикальной оси в направлении грузоносителя.
9. Устройство по одному из предшествующих пунктов формулы изобретения, отличающееся тем, что предусмотрена возможность перемещения толкателя (8) в направлении ленточных конвейеров (12, 13, 20) со скоростью, равной скорости движения лент ленточных конвейеров.
10. Устройство по одному из предшествующих пунктов формулы изобретения, отличающееся тем, что предусмотрена возможность смещения ленточных конвейеров (12, 13, 20) в направлении поперек направления подачи ленточных конвейеров (12, 13, 20).
11. Устройство по одному из предшествующих пунктов формулы изобретения, отличающееся тем, что предусмотрена возможность исполнения позиционирующего транспортера (18) с тремя ленточными конвейерами (12, 13, 20), которые могут управляться независимо друг от друга и все вместе смещаться поперек направления подачи.
12. Устройство по одному из предшествующих пунктов формулы изобретения, отличающееся тем, что предусмотрено наличие устройства управления (14), которое используется для
- перемещения толкателя (8) при помощи приводного механизма (11) в направлении ленточных конвейеров (12, 13, 20) с поступательной скоростью, равной скорости движения лент ленточных конвейеров (12, 13, 20) в направлении подачи к грузоносителю (2)
и/или
- перемещения ленточного конвейера (12, 13, 20) при помощи приводного механизма (11) в поперечном направлении к направлению подачи ленточного конвейера (12, 13, 20) при сохранении фиксированного поперечного расстояния (23) между ленточными конвейерами (12, 13, 20).
13. Способ автоматизированной загрузки грузоносителя (2) погрузочными единицами (5), образующими штабель груза, в котором грузоноситель (2) перемещается по меньшей мере в одном направлении плоскости (направлении X) и в направлении вертикальной оси (направлении Y), а погрузочная единица (5) перемещается в направлении грузоносителя (2) при помощи позиционирующего транспортера (18) по меньшей мере с двумя ленточными конвейерами (12, 13, 20), причем ленточные конвейеры (12, 13, 20) могут перемещаться в продольном направлении (направлении X) и в поперечном направлении (направлении Z) относительно грузоносителя (2), а погрузочная единица (5) перемещается на позиционирующий транспортер (18) при помощи передаточного конвейера (19), отличающийся тем, что погрузочная единица (5) смещается при помощи толкателя (8) из толкающей плиты (7) на ленточные конвейеры (12, 13, 20) позиционирующего транспортера (18), а между ленточными конвейерами (12, 13, 20) сохраняется заданное фиксированное расстояние (23) при перемещении в продольном направлении (направлении X) и в поперечном направлении (направлении Z).
14. Способ по п. 13, отличающийся тем, что для уменьшения расстояния между уложенными на грузоносителе (2) погрузочными единицами (5) предусмотрено осуществляемое до или после достижения погрузочной единицей (5) заданного положения в продольном направлении относительно грузоносителя (2) поперечное перемещение ленточных конвейеров (12, 13, 20) до укладывания погрузочной единицы (5) на грузоноситель (2) или сверху на другую погрузочную единицу (5), причем такое поперечное перемещение осуществляется всеми ленточными конвейерами (12, 13, 20) вместе одновременно.
15. Способ по п. 13 или 14, отличающийся тем, что до момента укладывания погрузочной единицы (5) на грузоносителе (2) предусмотрено оттягивание ленточных конвейеров (12, 13, 20) в направлении, противоположном направлению подачи, со скоростью оттягивания, которая ниже скорости движения лент (26, 27) ленточных конвейеров (12, 13, 20), причем одновременно с оттягиванием ленточных конвейеров (12, 13, 20) происходит их смещение в поперечном направлении.
16. Способ по пп. 13-15, отличающийся тем, что предусмотрено почти параллельное выравнивание боковых опорных поверхностей (35, 36) грузоносителя (2) относительно друг друга при помощи клиновых поверхностей и/или роликом посредством изменения свободного расстояния между опорными поверхностями (35, 36).
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| CH 705735 A1, 15.05.2013 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |

